(完整版)德国HWS公司的EFA2SD6静压造型自动线
HWS静压造型的排气塞功能和作用
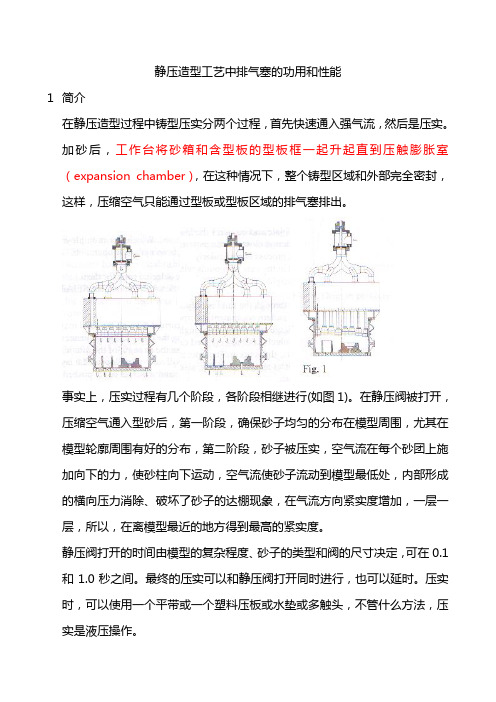
静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实。
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansion chamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出。
事实上,压实过程有几个阶段,各阶段相继进行(如图1)。
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度。
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0.1和1.0秒之间。
最终的压实可以和静压阀打开同时进行,也可以延时。
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作。
静压空气流一耗尽(时间设定),静压阀就立即关闭。
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法。
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞。
图2 砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2 的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实。
通过加倍排气塞面积,扩大了排气面积, 空气流有效性明显提高,所以型板四周紧实度增加。
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm 的模型上的凹槽处建立合理的排气面积,数据表明(如图3):砂型硬度和空气流有关,而空气流又由排气塞的尺寸和数量决定。
KW静压造型线的造型工艺和生产应用

KW静压造型线的造型工艺和生产应用摘要:介绍了KW静压造型线的造型工艺,造型线的一些技术特点和生产应用情况。
关键词:静压造型;工艺;生产我厂103线设备役龄过长,精度下降和技术状态劣化,且装备技术和造型工艺技术落后,使造出来的铸型质量每况愈下;而另一方面,随着发动机铸件向技术含量高的轻、轿、重型发动机铸件拓展,对铸型的质量水平要求越来越高;而且随着产品品种的拓宽,造型线的技术规格(如砂箱内腔尺寸)已无法满足一些产品(如大马力柴油机缸体)的生产要求。
因此,为适应生产发展的需要和有效提升我厂的市场竟争力,对该造型线进行更新改造就显得十分必要。
103线更新改造项目于09年立项,是2010年常柴重点技改项目之一,它在拆除原有国产103气冲造型线的基础上,重新建设KW造型线的基础和配套设施,经多方论证,公司于2010年初从德国引进KW造型线,经过半年多的安装和调试于2010年8月份投入试运行。
1、静压造型工艺静压造型工艺是指气流预紧实加压实的造型工艺,适合于复杂铸件的生产。
根据砂型的紧实难度可选择只进行高压压实或气流预紧实AIR-PRESSplus 2000,加随后的高压压实。
1.1工艺过程造型工艺过程参见图1阀门压气框添砂框型砂砂箱半箱模型模板框所用造型机机型是下部带有举升机构的造型机,定量砂斗和多触头压头交替地运行到举升机构上方,模板通过旋转换位机构进出造型工位。
举升机构一次举升后,定量砂斗向砂箱和余砂框内填加型砂,而后砂斗和压头换位,接着举升工作台再次上升并增压,实现密封。
此后,气流预紧实阀快速打开,压缩空气流过型砂和模板上的排气塞,排放到空气中。
在此过程中,型砂也流动起来,流向模板深凹处等难以充填和难以紧实的部位,填满加砂时出现的空穴;向下流动的型砂碰到模板表面而被预紧实。
预紧实后,在模板附近的砂型紧实度最高。
对于没有必要采用气流预紧实的产品,则取消此过程。
气流预紧实后或举升工作台再次上升并增压后(不需要气流预紧实时),主动式多触头压头紧实砂型。
材料成型及控制工程生产实习报告

前言材料成型及控制工程专业研究通过热加工改变材料的微观结构、宏观性能和表面形状,研究热加工过程中的相关工艺因素对材料的影响,解决成型工艺开发、成型设备、工艺优化的理论和方法,研究模具设计理论及方法,研究模具制造中的材料、热处理、加工方法等问题。
本专业培养具备材料科学与工程的理论基础、材料成型加工及其控制工程、模具设计制造等专业知识,能在机械、模具、材料成型加工等领域从事科学研究、应用开发、工艺与设备的设计、生产及经营管理等方面工作的高级工程技术人才和管理人才。
本专业分为三个培养模块,分别为焊接成型及控制、模具设计与制造以及铸造成型及控制。
本次实习以生产实习为主,生产实习是学习工业工程专业的一项重要的实践性教学环节,旨在开拓我们的视野,增强专业意识,巩固和理解专业课程。
实习方式主要是请企业技术管理和企业管理人员以现场讲解的形式介绍有关内容。
我们下生产车间参观,向企业的现场管理,技术生产工作人员学习请教相关知识。
由带队老师组织同学们分组讨论、发言,通过交流实习体会方式,加深和巩固实习和专题讲座内容。
通过本次实习,我们学到了很多课本上学不到的东西,并对生产管理有了更深的认识芜湖永达科技有限公司企业简介:芜湖永达科技有限公司是奇瑞汽车股份有限公司投资兴建的,主营黑色铸造、有色合金铸造及机械加工。
公司成立于2006年6月,目前总投资达10亿元,占地41.54万平方米。
公司现有员工650人,其中,工程技术人员40人,高级工程师15人。
现包含铸铝厂和铸铁厂两个厂区。
铸铝厂拥有铝合金重力铸造、压力铸造及机加工车间。
重力铸造车间拥有年产20万件的缸盖生产线、5万件的铝缸体生产线和21万件的进气歧管生产线。
压力铸造车间年制造能力达40万件,拥有400T、1250T、2700T压铸生产线,产品覆盖从小型支架、到中型气门室罩盖、油底壳,再到大型铝合金缸体和变速箱壳体等。
铸铁厂占地21.43万m2,工厂西北2公里处就是长江滚装码头和散货码头,交通十分便利。
重汽公司新上一条静压造型线
o F M T 中国铸造装备与技术 4 20 /07
维普资讯
汽车铝合金散热器片压铸型设计
De i n o eCa tn ef rAl m i u Al yRa i t ro t m o i sg f Di si gDi u n m l d a o f o o Au o bl e
王志 峰 赵维 民 ( 河北 工业 大学 材料 加工 工程 系 , 津市 3 0 0) 天 01 3
摘 要 : 析 了铝 合 金散 热器 结 构 工 艺性 特 点 , 绍 了压 铸 型 的浇 注 系统及 模 具结 构 设 计, p Q 图验 证 分 介 用 -
朱小 钢
关键 词 : 静压 造 型线 , 术参 数 , 术性 能 技 技
张
杰
李来 升 ( 南铸锻 机械研 究所 , 南 2 0 2 济 济 5 0 2)
中图分类号 : G 3 . 文 献标识 码 : ; 章编 号 : 0 — 6 8 2 0 ) 4 1 T 2 1 6: B文 1 6 9 5 (0 70 — 0 我 们 公 司受 中 国重 型 汽车 集 团公 司 的 委 托 , 于 20 0 5年 1 月 承担 了一条静 压造 型线 的总包 任务 , 1 该
司 的产 品 , 件 机械 手采 用英 国 C a s a 取 l m n公 司 的产 n 品, 机 、 辅 浇注 机及 液压 电控 系统 由我 们 公 司设 计 制 造, 主要 用 于生产 六缸 柴油 机缸体 。
1 该 线主 要技术 参数
该线 下芯机 采 用双工位 组 芯和 自动下芯 。
线 于 20 0 6年 2月顺 利投 产 。
( ) 砂 量 通 过 称 量传 感 器 控 制 , 2加 因此 , 以减 可
SEIATSU-HWS静压线造型主机原理

SEIATSU-HWS静压线造型主机 原理
contents
目录
• SEIATSU-HWS静压线造型主机概述 • SEIATSU-HWS静压线造型主机结构 • SEIATSU-HWS静压线造型主机工作流
程 • SEIATSU-HWS静压线造型主机性能参
数 • SEIATSU-HWS静压线造型主机维护与
主机控制与监测系统
控制系统
主机采用先进的控制系统,实现自动化和智能化控制。
监测系统
监测系统对主机的运行状态进行实时监测,确保设备安全稳定运行。
04 SEIATSU-HWS静压线造 型主机性能参数
性能参数概述
01
最大静压:6000Pa
02
最大流量:1200L/min
03
最大功率:150kW
04
主机重量:2500kg
02 SEIATSU-HWS静压线造 型主机结构
主机结构组成
01
02
03
04
主机框架
提供整体结构支撑,确保主机 稳定运行。
静压线装置
负责提供稳定的气流,确保造 型过程的顺利进行。
控制系统
控制主机运行,实现自动化操 作。
辅助部件
包括电源、气源等,为主机提 压线压力与流量
压力范围:0-6000Pa 流量范围:0-1200L/min
压力调整精度:±25Pa 流量调整精度:±5L/min
主机效率与稳定性
效率
≥95%
稳定性
连续工作24小时无故障
维护周期
6个月或1000小时
05 SEIATSU-HWS静压线造 型主机维护与保养
日常维护与保养
清洁主机表面
主要流程
包括型砂制备、砂型组装、浇注、冷 却等环节,每个环节都有严格的工艺 要求和精确的控制参数。
HWS静压造型的排气塞功能和作用解读

静压造型工艺中排气塞的功用和性能1简介在静压造型过程中铸型压实分两个过程,首先快速通入强气流,然后是压实。
加砂后,工作台将砂箱和含型板的型板框一起升起直到压触膨胀室(expansion chamber),在这种情况下,整个铸型区域和外部完全密封,这样,压缩空气只能通过型板或型板区域的排气塞排出。
事实上,压实过程有几个阶段,各阶段相继进行(如图1)。
在静压阀被打开,压缩空气通入型砂后,第一阶段,确保砂子均匀的分布在模型周围,尤其在模型轮廓周围有好的分布,第二阶段,砂子被压实,空气流在每个砂团上施加向下的力,使砂柱向下运动,空气流使砂子流动到模型最低处,内部形成的横向压力消除、破坏了砂子的达棚现象,在气流方向紧实度增加,一层一层,所以,在离模型最近的地方得到最高的紧实度。
静压阀打开的时间由模型的复杂程度、砂子的类型和阀的尺寸决定,可在0.1和1.0秒之间。
最终的压实可以和静压阀打开同时进行,也可以延时。
压实时,可以使用一个平带或一个塑料压板或水垫或多触头,不管什么方法,压实是液压操作。
静压空气流一耗尽(时间设定),静压阀就立即关闭。
可能在压实时通入二次气流以提高铸型强度,这股气流将进一步使压实板压实的型砂层松散,并将其运送到靠近模型表面的重要区域,当模型在高度方向有大的变化时推荐使用此方法。
通入型砂的气流通过型板装置上足够大的排气面积排出,可以在型板框上安置缝隙式排气塞,如果必要,型板上也可以安置排气塞。
图2 砂型硬度和气流的分布,在不同的排气塞直径和排气塞设置位置不同的情况下排气面积和排气塞的安排是很关键的因素,在那儿,型砂被压缩空气紧实,图2 的数据表明:在排气塞方向,空气流携带型砂,所以在排气塞附近,型砂被最大化压实。
通过加倍排气塞面积,扩大了排气面积, 空气流有效性明显提高,所以型板四周紧实度增加。
在一系列实验中也得到相似的结果:实验中,为了在一个高120mm 的模型上的凹槽处建立合理的排气面积,数据表明(如图3):砂型硬度和空气流有关,而空气流又由排气塞的尺寸和数量决定。
造型线是什么?造型线参数有哪些?造型线厂家哪家好?
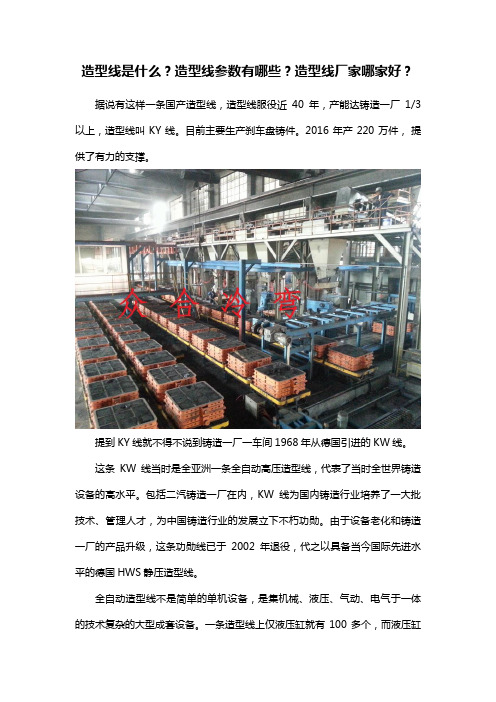
造型线是什么?造型线参数有哪些?造型线厂家哪家好?据说有这样一条国产造型线,造型线服役近40年,产能达铸造一厂1/3以上,造型线叫KY线。
目前主要生产刹车盘铸件。
2016年产220万件,提供了有力的支撑。
提到KY线就不得不说到铸造一厂一车间1968年从德国引进的KW线。
这条KW线当时是全亚洲一条全自动高压造型线,代表了当时全世界铸造设备的高水平。
包括二汽铸造一厂在内,KW线为国内铸造行业培养了一大批技术、管理人才,为中国铸造行业的发展立下不朽功勋。
由于设备老化和铸造一厂的产品升级,这条功勋线已于2002年退役,代之以具备当今国际先进水平的德国HWS静压造型线。
全自动造型线不是简单的单机设备,是集机械、液压、气动、电气于一体的技术复杂的大型成套设备。
一条造型线上仅液压缸就有100多个,而液压缸只是一条造型线组成的一小部分,当时中国可以说是一穷二白,工业基础薄弱,哪怕是液压缸上一个小小的密封圈,国内都找不到。
可想而知当时设计、制造这样一条与进口KW线技术水平相当的国产造型线,困难重重。
老一辈东风建设者陈世煌、张世端、马海林、殷世成、彭元亨、万仁芳等在KY线的设计、制造、安装、调试过程中付出了后人难以想像的艰苦努力。
垂直造型技术适合那些大产量、高精度的铸件。
垂直潮模砂造型机的高速、优质、高可靠性、高成本效益型生产及优良的工作环境堪称行业标杆。
丹麦迪砂(DISA)公司以生产铸造用的垂直分型无箱射压造型线而闻名于世。
2、生产应用2.1不断摸索,完善造型参数静压造型是当今世界先进的湿砂造型技术之一,具有紧实型砂能力强,可生产复杂铸件,铸件尺寸精度高、表面粗糙度好,模板利用率高,劳动条件好等优越性。
为了快速适应新设备,生产出高品质铸件,我们在生产中根据工艺要求不断摸索,完善加砂量、压头压力等造型参数。
例如L28机体,我们根据技术部门提供的硬度要求,不断调整造型参数,直到满足要求。
目前,KW线已完成L12机体、L28/32机体、EH36机体、485机体、490机体、4L68机体、爱科机体、爱科油底壳、小松芯轴、广汽日野制动鼓、恒立端盖等20几种铸件的生产工作。
fa造型线简介

- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 德国HWS 公司静压造型线从德国HWS 公司进口了一条EFA2SD6 静压造型自动线,主要用于发动机的铸件生产。
该线的设计生产率为80 整型/ h,设备运转情况良好,可靠性高,故障率低,每天两班生产,日产量在1000 箱以上,年产量为20000万吨汽车配件。
1. 1 静压造型线的主要参数砂箱内尺寸1300mm ×900mm ×350/ 350 mm生产率80 整型/ h循环砂箱/ 小车数190 副/ 195 辆全线总功率340kW液压定量泵3 台,360L/ min液压变量泵1 台,360L/ min储能器1 台,100L齿轮循环泵1 台,450L/ min1. 2 静压造型线的组成及工艺流程全线由造型段、下芯合箱浇注段、冷却段和返回捅箱段组成。
造型段主要由分箱机、造型推送缸、造型辊道、空箱清扫机、静压造型机、翻箱机、移箱机、造型缓冲缸等组成。
转运车1 把空砂箱和平板小车一起移入分箱机2 ,2 松开箱卡依次提起上下箱,提升上下箱时油缸的行程是不同的,油缸的行程是由脉冲编码器控制的。
在造型推送缸3 和缓冲缸12 相互配合下,上下箱被推上造型辊道,由4 和5 对砂箱进行清扫和外型检查。
然后进入造型机中心,举起砂箱完成接箱、加砂、静压、压实和回程起模。
辊道上每移动一个铸型,翻箱机7 就翻转180Ü(正反转) 。
刮砂机9 在铸型移动时对砂箱背面进行刮砂,然后铸型进入移箱机11 ,11 依次抓起上下型分别放在下芯辊道和平板小车上。
提起和放下铸型的油缸是由脉冲编码器控制的。
下芯合箱浇注段主要由中间推送缸、中间缓冲缸、下芯辊道、铣浇口机、扎气眼机、下芯机和合箱机组成。
主要完成铣浇口、扎气眼、下芯和合箱。
合箱机18 夹紧并提起上型翻转180Ü,在中间推送缸13 和缓冲缸19 的作用下铸型向前移动一个位置, (移箱机把上型放在这留下的空位) 。
下型移进合箱机18 ,把上型放下合箱,并卡紧箱卡。
穿梭小车依次自动把组装的砂芯送进下芯机,能识别下型的下芯机16 抓起砂芯放入下型。
扎气眼机15 自下向上在上型背面扎出排气孔。
铣浇口机14 自下向上在上型背面铣出浇口杯,再沿x 或y 轴移动,并与直浇道接通。
浇口杯的位置在x 、y 、z 轴三个方向可调。
在推送缸29 和缓冲缸24 的相互配合下,铸型再向前移动一个位置,空砂箱被推上返回段,浇好的铸型被推上转运车23 ,同时空砂箱被推上转运车1 ,平板小车和上箱分别进入移箱机和合箱机。
冷却段主要由转运车28、20、23 ,推送缸22、缓冲缸30、提升站21 和31、推送/ 缓冲缸25 和32、一条一层和一条三层的冷却带组成。
转运车28 和23同时移到1 号冷却带,冷却的铸型被推上转运车28 ,然后转运车24 和28 返回。
转运车20 把浇好的铸型移入2 号冷却带。
在25 和32 配合下,铸型被推上提升台21 ,然后转运车20 返回,21 和31 同时上升至3 号或4 号冷却带。
在25 和32 相互配合下,铸型被推上3 号或4 号冷却带,然后提升站21和31 下降至2 号冷却带。
返回捅箱段主要由推送缸29、缓冲缸24、捅箱缸26 和转运车1 组成。
完成捅箱和砂箱返回。
捅箱机26 提起砂箱移至捅头上方,捅箱缸自下向上捅出砂胎,再由推送缸推到落砂机上,空砂箱再放回平板小车上。
2 静压造型机静压造型机采用焊接构件和型材构成的六立柱式结构,压缩空气罐和静压阀在其上面,中间为砂箱辊道,下面为工作台,加砂斗和多触头在砂箱辊道和气包之间来回穿梭,模板转台在砂箱辊道和工作台之间来回旋转,整个静压造型机由二根300mm ×400mm ×24mm 的H 型钢支撑。
2.1组成机架采用焊接构件和型材构成一个稳固的六立柱封闭框架。
六根立柱为305mm ×340mm 的H 型钢,上下横梁均各用二根300mm ×520mm 大型H 型钢。
上横梁上安装有压缩空气罐、静压装置,下横梁支撑工作台,中间二根25 号槽钢装有砂箱辊道,上部二根140mm ×260mm 的长方形管材构成加砂斗和多触头穿梭辊道。
静压装置由压缩空气罐、静压阀、导流管和通气框等组成。
多触头装在通气框内,静压时压缩空气从气罐中流出,经静压阀、导流管均匀地分布在通气框内,再经多触头的缝隙进入加砂框,穿过砂层从模板上的排气塞排出。
静压阀的开闭由其上部的油缸控制,油缸的升降由一个二位四通电磁阀控制。
静压阀的开口大小和开启速度可通过弹簧预紧力的大小来调节。
阀的开启时间可在0. 1~1. 5s 之间调节,静压阀的进出口管径为<250mm ,压缩空气罐容积为5m3 。
加砂斗内壁镶聚四氟乙烯薄板防粘砂,砂定量用电子秤称量,放砂采用百叶闸门,加砂框内壁也镶聚四氟乙烯薄板。
压实采用主动式多触头,共有48 个触头。
静压造型机触头油缸缸径为<63mm , 行程275mm ,触头底部镶聚四氟乙烯薄板防粘砂。
周边触头面积比中间触头小,以保证砂箱边缘获得较高的压实比压。
改变比例压力阀电流大小,使压实油压变化。
作用在上下砂型上的压实比分别可在0~1. 2MPa 范围内调节,保压时间可按需要设定。
工作台为钢板焊接的长方形结构(1350mm ×960mm ×340mm) ,底部中间装有一个<200mm 的举升油缸,四角装有四根<160mm 导向杆,工作台正面和背面装有模板框夹紧装置。
工作台处于最下面时,夹紧装置被固定在机架上的滚轮压住,是松开状态。
工作台一上升,夹紧装置被弹簧拉紧,把模板框钩紧在工作台上。
工作台上升至最高时,四只楔形块在油缸的驱动下,插入导向杆的底部,静压和压实时工作台承受的巨大的冲力通过导向杆传到机架上,避免了液压系统采用高压油路,大大简化了液压系统。
模板转台由两根140mm ×260mm 的长方形管材和构件焊成H 型的框架,用于支撑上下模板框和模板,在油缸的驱动下,模板转台来回180°旋转,依次将上模板框和上模板或下模板框和下模板转入或转出造型机。
2.2工作过程接箱:工作台慢速上升将模板和模板框从模板转台上举起并将其夹紧在工作台上,尔后快速上升,再减速后将辊道上空砂箱接住,再上升将加砂框接住后上升停止。
工作台上升行程由脉冲编码器监控,当工作台接模板、砂箱和加砂框时,脉冲编码器发信号给比例换向阀,使工作台自动减速。
工作台上升的快慢速及速度变化的斜率均可在电控柜上的操作面板OP25 上调整。
加砂:加砂斗在油缸驱动下进入造型机中心,同时多触头移出造型机中心,加砂斗百叶闸门打开,加砂后关闭,加砂斗移出造型机中心。
静压:工作台继续上升,加砂框顶起通气框直至顶紧机架,油缸驱动楔形块插入工作台下四根导向杆底部,静压阀打开,压缩空气经通气框进入加砂框紧实型砂,再从模板上排气塞排出,同时皮带向加砂斗内定量加砂(称量) 。
压实:通气框上的排气阀打开,排出其内的残余气体,多触头向下进行压实,达到压实比压并保压一定时间,多触头向上缩回。
工作台下降:楔形块从工作台下导向杆底部退出,工作台下降依次完成通气框分离、加砂框分离、砂箱分离(起模) 、模板和工作台分离。
更换模板:模板转台旋转180°更换另一块模板,同时造型段推送缸把造好的砂型推出,推入一个空砂箱。
对于高度差别较大的模板,可在压实后再打开静压阀使砂型进一步压实。
3 控制系统3. 1 液压和气动系统除少数必须用气动控制的外,全线采用液压传动,集中泵站。
泵站设在造型机旁的地下室内,总流量(工作时) 1080L/ min ,油箱容积为7m3 ,封闭式、侧面开孔。
共安装了5 台泵,1 台变量柱塞泵,3 台内啮合齿轮泵,1 台循环泵。
油加热器和冷却器用于控制油温在50 ±2 ℃范围,还配有一台100L 活塞式氮气储能器,用于平衡压力油的输出。
用比例方向阀控制高速重载有冲击的油缸,简化了液压回路,增加了缓冲效果,而且调速方便。
用脉冲编码器监控不同行程的油缸。
在垂直升降砂箱等举重油缸的下腔均安装了平衡阀。
液压系统运行可靠、平稳。
举升缸的行程用脉冲编码器监控,并通过调整比例电磁铁的电流大小来调整阀芯开口的大小,从而使油缸减速或加速运动。
油缸运动的快慢速度以及加速度大小均可在电控柜上调整。
液压回路简单可靠。
3. 2 电控系统电控系统为二级控制,上位机用IBM PC/ AT 计算机,下位机采用西门子PLC S52115U 型可编程序控制器,还配有ALC2001 故障诊断软件。
计算机可监控全线运行情况,具有故障诊断、显示分析和存储以及机器和工艺参数的设定、存储、打印等功能。
现场有7 个电控柜,通过电控柜上的控制面板OP25 设置PLC 内部参数、机器参数、工艺参数、油缸运行速度等,实现控制过程的人机对话。
全线控制方式有自动、手动(带连锁) 和调整三种。
电控系统运行可靠、故障低、维修方便。
4 静压造型线特点(1) 主机采用静压造型,无震击,无噪音,生产环境好。
静压造型工艺生产的铸型不仅在分型面上,而且在垂直面上硬度高且分布均匀。
特别在吃砂量为30mm 的型腔垂直面上硬度仍可大于80 ,起模斜度小,铸件尺寸精度高,表面粗糙度高,特别适合生产复杂的薄壁铸件。
(2) 采用电子称量装置和砂分布调节器,散落砂少,约为8 % ,节约型砂。
(3) 全线采用分区域控制,有手动也有自动,减少了故障率,便于组织生产,提高生产率。
也就是说,在某一段时间内,某一控制段出现故障,在排除故障的同时,其它控制段可继续正常运行。
在静压和压实时,采用油缸驱动楔形块,插入工作台下四根导向杆的底部,使工作台承受的巨大冲击力通过导向杆传到机架上,大大简化了液压系统。
运行动力采用液压、气动、机动相结合的方式。
砂箱运行采用机动边辊;造型、脱型采用液压翻箱、合箱、接底板等采用气动。
(4) 全线共有7 个油缸要求有不同的行程,均用脉冲编码器监控,行程精度可控制在±1mm 内。
其他油缸只有一个行程,因此距离控制精度高。
(5) 液压系统较多地使用比例阀、锥阀、内啮合齿轮泵等,简化了液压回路,减少了元件数量,保证了液压系统运行平稳、可靠。
(6) 浇注段、冷却段采用步进式控制方式,即每副砂箱有一套机动边辊,前副砂箱到位后,后副砂箱才开始运行,达到无撞击,延长砂箱及设备使用寿命之目的。
先进的电控系统,能通过计算机对机器参数、工艺参数进行设定,并能对全线运行情况进行监控,具有故障分析、显示、统计、打印等功能。
(7) 脱型机的砂箱输送采用液压马达作动力,达到既能进又能退的目的;纵向移箱全部采用机动小车;脱型与分箱一次完成,合箱与打卡一次完成.(8) 全线采用敞开式布置方式,结构紧凑、占地面积少。