如何提高O-sepa选粉机的选粉效率分析解析
提高O-sepa选粉机选粉效率的有效途径

提⾼O-sepa选粉机选粉效率的有效途径提⾼O-sepa选粉机选粉效率的有效途径葛洲坝股份有限公司⽔泥⼚技术处杨丹安⽟丽江元华448032摘要:选粉机在粉磨系统的作⽤是及时的将⼩于⼀定粒径的细粉作为成品选出,提⾼粉磨效率,其选粉效率的⾼低是决定粉磨系统能⼒的主要因素之⼀。
通过对O-sepa选粉机的改造,不仅提⾼了选粉机的选粉效率,磨机的台时产量,也降低了吨⽔泥的能耗。
关键词:O-sepa选粉机选粉效率前⾔葛洲坝⽔泥⼚是中国最⼤的特种⽔泥⽣产基地,三峡⼯程⽔泥主供⼚家。
由于三峡⼯程采⽤较⾼的质量标准,⽔泥温控要求⽐较严,为满⾜其要求,我⼚投资将⽔泥输送系统由空⽓输送改造为⽪带输送。
此时选粉机的回粉充分暴露在我们的眼前,⾥⾯含有⼤量的成品,于是,选粉机的⼯作性能成了粉磨系统关注的焦点。
我⼚O-sepa N-2500型选粉机是⼭东建材机械⼚⽣产,于2000年安装,磨机规格为Ф3.8×13m。
在使⽤过程中,我们发现该选粉机并不象预期的那样能将细粉有效地分选出来,选粉效率低下,磨机台时产量也得不到发挥。
⼀、存在问题存在的主要问题为:1、回粉含有⼤量成品,选粉效率仅45%~50%左右;2、系统综合电耗⾼,⾼时达到49kwh/吨⽔泥。
选粉效率低也严重制约了磨机粉磨效率地发挥,影响⽣产能⼒,我们对系统进⾏了多⽅⾯地分析与研究,与选粉机⽣产⼚家进⾏了充分地交流,从⼴东引进⼀专利技术对转⼦等部件进⾏了改造,但选粉效率仍在50%左右徘徊,详见表1改造前选粉效率:由表1可见:选粉效率在50%左右,说明⼤量成品选不出去,再次进⼊了磨机,导致物料过粉磨,同时也产⽣了缓冲垫层和粘球现象,降低了粉磨效率,产量⽆法提⾼,平均吨⽔泥电耗也随之上升,严重时甚⾄达到了49kwh/t,严重影响了吨⽔泥的综合技术经济指标。
⼆、原因分析我⼚与武汉奥道克斯⾼科技有限责任公司专家经过现场测绘、取样,并进⾏系统的分析后,我们认为:选粉是⽔泥粉磨系统中⼀个独⽴的操作单元。
提高O-Sepa选粉机分级效率的措施及效果

提高O-Sepa选粉机分级效率的措施及效果查显寿;薛建平;李邦宪【摘要】针对辊压机双闭路联合粉磨系统产能偏低的现象,将其改造成半终粉磨工艺,使其系统产量有所提高.但改造后,出现O-Sepa选粉机分级效率低,系统循环负荷大、提升机设备的电机超负荷运行等问题.通过对现有O-Sepa选粉机进行改造,提高其分级效率,从而使整个系统工艺参数得到优化的同时,又进一步提高了系统产量.【期刊名称】《水泥工程》【年(卷),期】2017(000)004【总页数】3页(P29-30,49)【关键词】高效选粉机;双闭路联合粉磨系统;半终粉磨系统【作者】查显寿;薛建平;李邦宪【作者单位】扬州海螺水泥有限责任公司,江苏扬州225321;扬州海螺水泥有限责任公司,江苏扬州225321;合肥水泥研究设计院,安徽合肥230051【正文语种】中文【中图分类】TQ172.6+33目前,水泥企业应用最多的是带辊压机的双闭路联合粉磨工艺。
据不完全统计,HL集团在线运行的双闭路联合粉磨生产线就有158条,但联合粉磨工艺系统普遍存在系统产能偏低的现象。
在生产实践中我们发现,将联合粉磨工艺系统改造为半终粉磨工艺来生产,可提升系统的产量10%以上。
以下以YZHL公司#5水泥磨为例,介绍联合粉磨工艺改半终粉磨工艺后出现的问题(主要是O-Sepa选粉机效率低问题)和措施。
YZHL公司#5水泥磨主机配置见表1,改造成半终粉磨工艺的流程见图1,目前相关生产数据见表2。
物料经辊压机挤压后喂入V型选粉机进行分级,较细的粉状物料由旋风筒收集。
联合粉磨生产工艺是将旋风筒收集的物料喂入球磨机先粉磨再分选;改造成半终粉磨工艺后,是将旋风筒收集后的物料与出球磨机的物料一起喂入O-Sepa选粉机进行分选,分选后得到的粗粉喂入球磨机再进行粉磨。
改造之前,联合粉磨工艺的系统产量为210t/h,改造成半终粉磨工艺后的系统产量提高到255t/h(P·O42.5水泥)。
选粉机使用中调控方法
O-Sepa选粉机使用中调控的先进方法0.概述选粉机作为工业粉磨系统的重要组成部分,自诞生以来已经历了三代。
第一代离心式选粉机本身的改进在于改善物料在选粉机内的分布状况,提高在气流中的分散性;第二代旋风式选粉机在于减少细粉随回风的继续循环,降低选粉室内的选粉浓度;而1979年由日本小野田株式会社研制成功的第三代O-SEPA选粉机,不仅保留了旋风选粉机外部循环的优点,而且应用平面螺旋气流选粉原理,从根本改善了选粉条件。
特别是在生产比表面积350m2/kg以上水泥成品时所表现出来的良好性能,在中国新型干法生产线上被广泛应用于生料磨和水泥磨系统中。
1. O-SEPA选粉机的结构及工作原理O-SEPA选粉机的基本结构如图1所示。
其工作原理是:将待选物料由上部的两个进料口喂入选粉机内,通过撒料盘、缓冲板充分分散开,落入选粉区。
选粉气流大部分来自磨机,通过切向一次风进口和二次风进口进入,经导向叶片水平进入选粉区。
在选粉机内由垂直叶片和水平叶片组成的笼子,回转时使内外压差在整个选粉区高度上下维持一定,从而使气流稳定均匀,为精确选粉创造了良好的条件。
物料自上而下,为每个颗粒提供了多次重复分选的机会,而且每次分选都是在精确的离心力和水平风力的平衡条件下进行。
细粉从外向内克服了边壁效应的不利影响。
由于选粉距离延长,最后落入锥体部分的颗粒又经过三次风再次风选,选粉效率大为提高。
2. O-SEPA选粉机的调节尽管O-SEPA选粉机有着先进的工作原理,但在中国上百家大中型水泥厂使用中,普遍发现该选粉机和人们预期的效果存在着很大的差距,这些差距一方面来自选粉机本身在结构上还存在一些不足,另一方面O-SEPA选粉机在使用过程中的调节不当直接影响到选粉机的实际使用效果。
下面结合我公司的O-SEPA选粉机在Ф3.8×13m水泥磨上的使用情况来谈谈O-SEPA选粉机的调节。
2.1细度的调节(1)比表面积的控制O-SEPA选粉机成品比表面积的控制可以通过改变选粉风量来实现,当通过选粉机的风量小于其设定值时,产量由于选粉效率偏低而减少,当通过选粉机的风量大于设定值时,则很难获得设定的比表面积。
(整理)如何提高O-sepa选粉机的选粉效率 .

如何提高O-sepa选粉机的选粉效率一、概述离心式选粉机本身的改进在于改善物料在选粉机内的分布状况,提高在气流中的分散性。
而旋风式选粉机在于减少细粉随回风的循环,降低选粉室内的选粉浓度,尽管中国不少公司在旋风选粉机的基础上推出了转子选粉机、二次风选粉机、改进型T-SEPAX选粉机等,但它对旋风选粉机的根本缺点没有改进。
在生产比表面积330m2/kg以上水泥成品时,选粉效率低,循环负荷过大,产量低、电耗高。
而1979年由日本小野田株式会社研制成功的O-SEPA选粉机,不仅保留了旋风选粉机外部循环的优点,而且应用平面螺旋气流选粉原理,根本改善了选粉条件。
特别是在生产比表面积350m2/kg以上水泥成品时所表面出来的良好性能,在中国新型干法生产线上被广泛应用于生料磨和水泥磨系统中。
二、O-SEPA选粉机的结构及工作原理O-SEPA选粉机的基本结构如图1所示。
其工作原理是:待选物料由上部的两个喂料管喂入选粉机,通过撒料盘、缓冲板充分分散,落入选粉区。
选粉气流大部分来自磨机,通过切向一次风进口和二次风进口进入,经导向叶片水平进入选粉区。
在选粉机内由垂直叶片和水平叶片组成的笼子,回转时使内外压差在整个选粉区高度上下维持一定,从而使气流稳定均匀,为精确选粉创造了良好的条件。
物料自上而下,为每个颗粒提供了多次重复分选的机会,而且每次分选都是在精确的离心力和水平风力的平衡条件下进行。
细粉从外向内克服了边壁效应的不利影响。
如图2所示。
由于选粉距离较长,最后落入锥体部分的颗粒又经过三次风再次风选,选粉效率大为提高。
三、生产中存在的问题尽管O-SEPA选粉机有着先进的工作原理,但在中国上百家大中型水泥厂使用中,普遍发现该选粉机和人们预期的效果存在着很大的差距,主要表现在:1、选粉效率低,回粉含有大量成品根据盐城大志AET研发中心跟踪调查发现,在中国大部分水泥厂实际使用中选粉效率一般在20-60%。
选粉效率低,回粉含有大量成品致使过粉磨现象严重,严重制约了磨机粉磨效率的发挥,影响系统产量。
浅谈调节O—Sepa高效选粉机提高磨机产量
国 UM T术备 , IE 技装 PN E Q
磨 机 规格 钢 球 装 载 量
() t
选 粉 机 型 号
选 粉 能 力
() t
选 粉 机 电 机 功 率
(W ) k
磨 投 料 量
() t
细 度
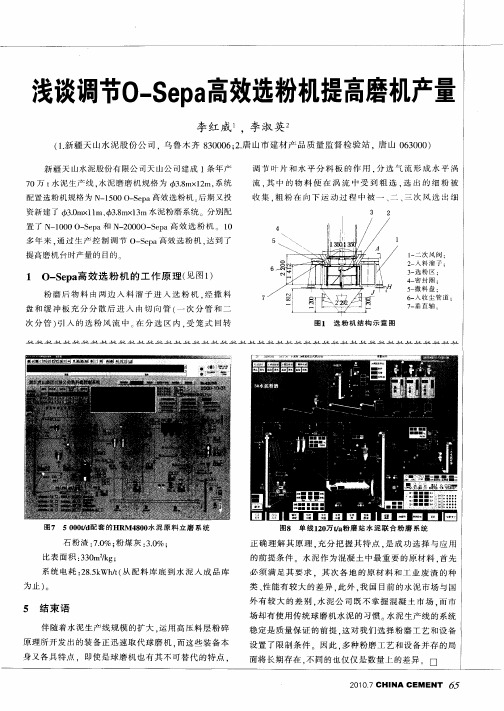
盘 和 缓 冲 板 充 分 分 散 后 进 人 由切 向 管 ( 次 分 管 和 二 一
次 分 管 ) 入 的 选 粉 风 流 中 在 分 选 区 内 . 笼 式 回转 引 受
—
图1 选 粉 机 结 构 示 意 图
. . 也.S — S — — 止 — S . . . — — — 屯 — S . S S S 址 喜 S S S S S 址
( ) %
选 粉 效 率 循 环 负 荷
( %) ( ) %
7 磨 击 .x 2 号 38 1 m
15 7
N l0 — 50
6  ̄ 1 0 lO
1O 5
7 ̄5 5 8
≤1 . 6
4 0
3o o
8 磨 击 .x T 号 30 1I 1I
1 号 磨 击 馏× 3 0 3 1m
3 2
置 了 N一 0 00一 e a和 N 2 0 0一 e a高 效 选 粉 机 。 l 10 S p 一 0 0 Sp 0 多 年 来 , 过 生 产 控 制 调 节 O Sp 通 — e a高 效 选粉 机 , 到 了 达 提高 磨机 台 时产量 的 目的
1 二 次风 阀 : 一
2入料溜 子: 一 3选粉 区: 一 4 密封罔 : 一 5 撒料盘 : 一 6 入 收 尘 管 道 一 7 垂直轴。 一
N-4000型O-sepa选粉机改造

N-4000型O-sepa选粉机改造摘要:本文主要介绍了N-4000型O-sepa选粉机由四点下料改为八点下料,增加一个二次风冷风口,同时增加三次风,提高选粉效率,进而提高水泥磨台时,降低电耗。
关键词:选粉效率;三次风;筛选;细粉;节电1 存在的问题和原因分析金隅冀东水泥(以下简称“我厂”)是中国北方最大的水泥生产企业,生产的水泥供用多项国家大型工程。
其某子公司2009年安装投产的φ4.2m*13m水泥磨,配套了N-4000型O-sepa选粉机。
几年来的使用中发现,该选粉机存在以下两方面的主要问题,导致磨机台时产量得不到很好的发挥,并严重影响了吨水泥的综合技术经济指标。
①选粉效率低,仅38%-48%左右,回粉中含有大量成品;②因大量成品再次进入磨机,导致物料过粉磨且易形成缓冲垫层和粘球现象,这又导致粉磨效率降低,系统产量无法提高,平均吨水泥电耗居高不下,有时高达37kwh/t;③风道积料过多,严重影响通风。
经现场勘查和分析研究认为,上述问题的关键是我厂目前使用的选粉机是早期产品,其本身就存在众多技术问题。
一是物料经顶部喂料口进入,经撒料盘旋转后离心分离。
因喂料口仅为环形面上的4个下料点,且结构存在问题,形成不了均匀的粉流料幕,造成分选不充分。
二是全部气流由一、二次风管经倒流叶片进入环形分级区,直接进入分级转子,无三次风,不能将滑落下的物料中的细粉携带进入分级面再次筛选。
2 改造方案改造前,水泥磨尾N-4000型O-sepa选粉机选粉效率差(选粉效率40%左右)、选粉精度不高,回磨粗粉中有大量合格细粉(45μm筛余含量50%以下)入磨,造成磨机重复做功能耗大,我公司辊压机做功相对较好,入磨物料比表面积高达240㎡/Kg。
O-sepa选粉机普遍为四点入料,存在入料不均匀现象,我公司选粉机顶部物料输送方式为斜槽输送:物料由斗提机进入主斜槽,再由主斜槽一前一后分别进入两节分斜槽,再由分斜槽一前一后分两个溜子进入选粉机,如此入料势必导致物料向低势位流动较多;由于主斜槽与分斜槽布置不合理,主斜槽斜度大,物料流动性好,分斜槽斜度小,磨尾排出碎球杂物易沉积在远端分斜槽口,导致选粉机入料不均,选粉效率低。
关于O-Sepa选粉机合理应用的讨论
文献标识码 : B
文 章 编 号 : 0 7 3 4( 01 0 - 0 0 0 1 0 —6 4 2 1) 1 0 3 - 4
0 前 言
目前 , 水泥 生 产 向大 型化 、 代 化 、 约 化 转 型 现 集
好 , 过测 定 回料 中 3 t 颗 粒 的 百分 含量 , 通 0m  ̄ 回料 中 3 1 含量 越 少 , 粉 机 的性 能也 就越 好 。 0 ̄ m 选 1
响, 只考 虑 了 0 S p 选粉 机 系统 需要 比原系统 更 大 一 ea
2 %, 个粉 磨 系统 的单 位 电耗 明显 地 降低 , 0 整 比生
产 普通 水泥 的单位 电耗 低 8 %~ 2 %, 0 在产 品细 度 要 求 更高 时 , 降低 的幅度 还要 大些 。 () 5 在水 泥颗 粒级 配 中 ,~ 0 m 的颗粒 很 多 , 3 3肛 这
速, 生产 粒 度 分 布较 窄 的 产 品 , 3 0. 的范 围 在  ̄3 1 z m 内调节 粒径 。
22 收 尘 器 配 置 不 合 理 -
O Sp - ea选粉 机 粉 磨 系 统 与 第 一代 离心 式 选 粉
机 和第 二代 旋风 式选 粉机 系 统相 比较 , 有两大 不 同 :
的步 伐正 逐步 加快 ,水泥 粉磨 系统 也 向着 高效 大 型 方 向发 展 , 观现 代 水 泥 粉 磨 工 艺 , 磨 ( 身 带 有 纵 立 本 高效 选粉 机) 由于 其系 统 产量 高 、 电耗 低而 被广 泛应
用于 生料 制备 过程 ; 水泥 粉 磨工 艺现 状来 看 , 大 从 绝
粉 机 的分 选效 率越 高 , 品量越 多 , 机 的产量 也越 成 磨
O-Sepa高效选粉机的性能及应用
O-Sepa选粉机性能及应用O-Sepa选粉机的性能特点O-Sepa选粉机在分级原理上,与前两代选粉机相比有较大的改进,其分级气流仅在水平面内旋转,而且气流平稳。
物料在经过撒料盘和缓冲板充分分散之后垂直下落,从上而下通过整个分级区,可受到多次分级的作用。
因而,具有分级效率高、处理物料量大、产品粒径范围窄等特性。
该选粉机除了在分级机理和性能方面具有明显的优越性之外,具有以下特点:①粉粒状物料粒径的分选精度较高,因此,分级效率可以提高,产量增加。
②可以生产粒度分布较窄的产品,改变涡轮的转速,可在10~300um的范围内调节分级粒径。
调节范围广,调节方法简便。
③由于可以用含尘气体作为分级气流,因此,粉碎—分级系统非常紧凑,并具有冷却等功能。
④可与辊磨或辊压机组合成粉碎一分级系统,简化工艺流程,提高粉碎效率。
O-Sepa选粉机的主要技术参数见表1。
表1 O-Sepa选粉机表2列出了在生产条件基本相同的情况下,O—Sepa选粉机与离心式、旋风式选粉机的实际生产数据。
对比结果说明:O-Sepa选粉机比离心式、旋风式选粉机的产量分别提高3%和7%,电耗降低7.8kW·h/t和3.2kW·h/t。
自O-Sepa选粉机问世以来,相继研制出一些工作原理与0-Sepa选粉机基本相同,但在结构上各具特点的高效选粉机。
例如丹麦史密斯(Smidth)公司的Sepax 型高效选粉机,德国伯力鸠斯(polysius)公司的Sepol型高效选粉机等。
表2 O-Sepa及其它型号选粉机的生产数据对比O-Sepa选粉机的细度调节控制出磨水泥的细度,一是为使水泥具有一定的颗粒组成,使水泥的质量符合国家标准,满足工程施工要求;二是为了经济合理。
细度细的水泥加水后,水化反应快,凝结硬化快,早期强度高;但水泥磨得过细时,磨机的产量迅速降低,粉磨电耗急增,研磨体和衬板消耗也显著上升。
同时对水泥性能也有不利影响。
过去普通硅酸盐水泥的比表面积一般控制在(300±20)m2/kg为宜,现在为了实现水泥标准,根据大量研究认为水泥细度的最佳控制范围为350~400m2/kg。
O-Sepa高效选粉机使用使用说明
O-Sepa高效选粉机使用说明书陕西斯达实业有限公司中国·西安目录一、前言 (2)二、主要技术性能参数 (5)三、结构及工作原理概述 (7)四、工艺选型方法 (7)五、机器安装 (8)六、试运转 (10)七、操作、维护及检修 (10)一、前言粉磨技术采用圈流工艺是保证被粉磨物料粒径均齐、材料潜能充分发挥、节能高效的有效措施。
圈流工艺的关键设备是选粉机。
水泥工业选粉机已由最早的静态选粉机、第一代离心式选粉机、第二代旋风式选粉机、第三代旋转笼式涡轮转子选粉机发展为新一代笼式涡轮转子高效动态选粉机。
O-Sepa选粉机是日本小野田公司研制开发的第三代旋转笼式涡轮转子选粉机。
我公司在该选粉机基础上成功应用国际先进水平的TSV4高效、低阻、节能涡轮转子技术,研究开发出适合我国国情的、达到国际先进水平的新一代改进型O-Sepa系列高效动态选粉机。
(一)应用形式:由我公司开发研制推广的不同应用形式有三种,分别成功应用于水泥、水泥生料、煤粉和其它矿物质方面的分选。
下图是我公司应用于水泥1.转子叶片内侧进风口的横截面积增大,选粉空气的径向速度朝着转子轴的方向减小,选粉区不局限于叶片转子的周边而是延伸入转子叶片间的开口处,大大提高了选粉效率;涡流系统被引入到叶片转子的中心,提高了选粉机分选细粉的能力。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减小、叶片磨损大大减小。
2.涡流产生的能耗。
由于通过转子叶片内侧的流体切向速度降低,使流体阻力减3.笼形转子上部撒料盘进行了高效抛撒改进。
使料气混合能力大大提高,从而有助于选粉能力提高。
(三)选粉机的分级特性:1.选粉机的实际效率可用分级曲线(Tromp 曲线)来表示。
2.分级曲线的模拟模型(简化座标):—不完善度 I=d75-d25/(2 d50)—分级精度 X=d25/d75—曲线倾角Θ=A tan(-0.5/㏒x)这是直线的倾角,通过对简化坐标中分级曲线的分级区域进行线性处理而展变化:(四)选粉机的重要特性及其他优点:1、该选粉机能满足选择选粉机的全部要求。
O-SEPA选粉机
2、比面积与细度的调整。
在生产过程中,要想同时获得满意的 比面积与细度,仅靠调整选粉机转速是 不够的。均匀性系数n值越大,物料颗 粒分布范围越窄,颗粒越均匀,则比表 面积S越小。对O-SEPA选粉机来说, S O-SEPA 在转速一定的情况下,加大系统风量, 较多的粗颗粒进入成品,成品细度变粗, n值减小;在风量不变的情况下,加快 转笼速度,成品将变细,n值变大。在 实际操作中,表现为有时当细度细时, 比表面积并不高,而有时在细度粗时,
Hale Waihona Puke 4、选粉机各次风量调整对磨机系统 工况的影响
风门 一次风 加大 二次风 加大 三次风 加大 磨内 流量 增加 出磨负 出选粉 粗粉回 机负压 粉量 压值 上升 上升 增加 成品 细度 变粗
下降
下降
下降
减少
变细
下降
下降
下降
减少
变细
5、比表面积的控制
O-SEPA选粉机成品比表面积的控 制可以通过改变选粉风量来实现,当 通过选粉机的风量小于其设定值时, 产量由于选粉效率偏低而减少,当通 过选粉机的风量大于设定值时,则很 难获得设定的比表面积。同时,由于 颗粒分布变窄,对水泥的早期强度不 利。因此,一般情况下单独使用改变 风量来控制水泥比表面积的方法较少, 主要采用调整O-SEPA转速来控制。
三、日常操作中出想的问题及分析 • 选粉机回粉取样分析时发现 其中含有大量的成品,选粉 效率低,对应的循环负荷率 高。
1、选粉效率低、循环负荷高
• 造成水泥磨选粉机选粉效率低的主要原因 是入选粉机的一、二次风量不足,造成单 位体积气体含尘量过高,有效的风量不能 带动过多的水泥颗粒,在转子与导流叶片 的分级区内不能形成稳定气流,所以在一 次风管道内积灰严重;风管积灰后通风面 积减小,使得单位体积含尘量进一步加大 ,造成导向叶片间隙积灰,从而使选粉机 的选粉效果大幅度降低。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如何提高O-sepa选粉机的选粉效率
2010-10-25作者: 杨丹
一、概述
离心式选粉机本身的改进在于改善物料在选粉机内的分布状况,提高在气流中的分散性。
而旋风式选粉机在于减少细粉随回风的循环,降低选粉室内的选粉浓度,尽管中国不少公司在旋风选粉机的基础上推出了转子选粉机、二次风选粉机、改进型T-SEPAX选粉机等,但它对旋风选粉机的根本缺点没有改进。
在生产比表面积330m2/kg以上水泥成品时,选粉效率低,循环负荷过大,产量低、电耗高。
而1979年由日本小野田株式会社研制成功的O-SEPA选粉机,不仅保留了旋风选粉机外部循环的优点,而且应用平面螺旋气流选粉原理,根本改善了选粉条件。
特别是在生产比表面积350m2/kg以上水泥成品时所表面出来的良好性能,在中国新型干法生产线上被广泛应用于生料磨和水泥磨系统中。
二、O-SEPA选粉机的结构及工作原理
O-SEPA选粉机的基本结构如图1所示。
其工作原理是:待选物料由上部的两个喂料管喂入选粉机,通过撒料盘、缓冲板充分分散,落入选粉区。
选粉气流大部分来自磨机,通过切向一次风进口和二次风进口进入,经导向叶片水平进入选粉区。
在选粉机内由垂直叶片和水平叶片组成的笼子,回转时使内外压差在整个选粉区高度上下维持一定,从而使气流稳定均匀,为精确选粉创造了良好的条件。
物料自上而下,为每个颗粒提供了多次重复分选的机会,而且每次分选都是在精确的离心力和水平风力的平衡条件下进行。
细粉从外向内克服了边壁效应的不利影响。
如图2所示。
由于选粉距离较长,最后落入锥体部分的颗粒又经过三次风再次风选,选粉效率大为提高。
三、生产中存在的问题
可能;
3、要有一个强有力、并且明确的分级面,O-SEPA选粉机的笼子表面是分级面,而在第一代和第二代选粉机上是没有的;
4、要有一个性能好的专用产品捕集、回收装置;
5、二次分选装置要有效,能使在分级面上未分选出的产品最大限度地再次分选出来。
任何一种类型的选粉机如果在这五个方面都做好了,那么这种选粉机的性能必定是优良的,而目前中国所使用的选粉机在结构上存在如下问题:
1、物料经顶部两个喂料口进入,经撒料盘旋转后离心分散。
因喂料口仅为环形面上的两个点,且结构存在问题,形成不了均匀的料流料幕,造成物料在气体中分散不充分。
详见图3,理想状态与实际情况下撒料盘撒料示意图:
2、大部分气流由一、二次风管经导流叶片进入环形分级区,直接进入分级笼子。
三次风风量小,造成笼子下方截面风速很低,不能将滑落下的物料中的细粉有效携带进入分级面。
3、三次风管装在下锥体上,数量少,管径细,不能对滑落下来的物料进行有效地二次漂洗。
五、提高选粉效率的措施
通过上述分析,针O-SEPA选粉机在中国使用选粉效率低,日本独资企业盐城大志环保科技有限公司应用日本最新技术,采用多级气流分选装置对O-SEPA选粉机进行技术改造以提高选粉效率。
主要改造措施如下:1、对撒料盘进行改进,达到撒料均匀,物料充分分散到分选
著提高;同时改造前后的回粉在扫描电镜下放大100倍所拍照片(见图4,图5)显示:改造后磨机回粉中细粉含量比改造前大大降低。
磨机在生产相同品种,比表面积按原指标控制情况下,台时产量由原来的85t/h增加到95t/h,电耗由原来的41Kwh/t下降到34Kwh/t。
图1 改造前回粉扫描电镜照片
图2 改造后回粉扫描电镜照片
从表2数据我们可以看出,循环负荷较低,磨机喂料量还可进一步加大,台时产量还有提高的潜力;同时对系统阻力进行了测量,发现收尘器力阻力为-2080Pa,这是因为滤袋使用壹年多,阻力很大,如果换袋,效果会更明显。
经过数月的运行,技术改造后O-sepa选粉机工作性能十分稳定,选粉效率从50%左右提高到了80%左右;对质量控制灵活,操作方便,调到最佳状态后,不需反复操作;台时产量大幅提高,平均达到14%以上;投资省,见效快;仅节电一项,电费按0.50元/kwh,磨机每月可节约电费20多万元,效益十分明显。