取断丝锥方法修订稿
13种方法取断螺丝方法总结精编版

下面有13种方法取断螺丝方法总结,应根据自己的实际情况来选择,也可以几种方法一起用。
要讲究灵活性,希望可以帮助大家。
1、可以使用砂轮机把断丝的部位磨平,再用小钻头先钻,再逐渐改用较大的钻头,断丝就逐渐脱落,脱落之后用原来大小的丝锥重新攻一下牙,这样的优点可以不用增大孔径。
2、在断入物上焊接一铁棒,然后拧出。
(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。
)3、用比断入物硬的锥状工具撬。
(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。
)4、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。
(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对太小的断入物无用;d、耗时、费事。
)5、直接用比断入物小的电极,用电火花机床打。
(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。
)6、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。
)7、现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头取出。
8、如果螺丝不太硬,可以把端面挫平,再找出找中心点,用样冲打一小点上去,用小一点的钻头先钻,要垂直,然后用断丝取出器反向拧出即可。
9、如果买不到断丝取出器,就用大一点的钻头继续扩孔,在孔径接近螺丝时,有些丝会吃不住劲脱落下来了,剔除余下的丝牙,然后用丝锥重新修整就行。
10、如果螺丝断丝有露出来,或断螺丝处要求不严格,还有用手锯能够锯着,可以锯条缝,连外壳也锯,然后用平口螺丝刀卸下来。
11、如果断丝露出一定长度在外面,而且机械材料溶点又不太低,可用电焊在螺丝上面焊一个加长T型杆,这样就能从焊接的杆轻易拧出。
12、如果螺丝生锈非常严重,用上面的方法不好处理的,建议用火烤红后加进一点润滑油,再用以上相应的方式处理。
快捷取折断丝锥的方法
快捷取折断丝锥的方法
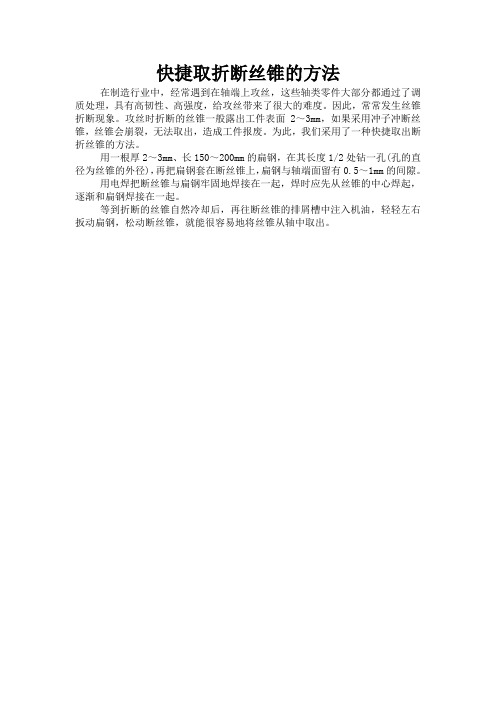
在制造行业中,经常遇到在轴端上攻丝,这些轴类零件大部分都通过了调质处理,具有高韧性、高强度,给攻丝带来了很大的难度。
因此,常常发生丝锥折断现象。
攻丝时折断的丝锥一般露出工件表面2~3mm,如果采用冲子冲断丝锥,丝锥会崩裂,无法取出,造成工件报废。
为此,我们采用了一种快捷取出断折丝锥的方法。
用一根厚2~3mm、长150~200mm的扁钢,在其长度1/2处钻一孔(孔的直径为丝锥的外径),再把扁钢套在断丝锥上,扁钢与轴端面留有0.5~1mm的间隙。
用电焊把断丝锥与扁钢牢固地焊接在一起,焊时应先从丝锥的中心焊起,逐渐和扁钢焊接在一起。
等到折断的丝锥自然冷却后,再往断丝锥的排屑槽中注入机油,轻轻左右扳动扁钢,松动断丝锥,就能很容易地将丝锥从轴中取出。
丝锥断的取出方法
丝锥断的取出方法丝锥是金属加工中常用的一种工具,用于在金属材料上制作螺纹孔。
然而,在使用丝锥的过程中,有时会出现丝锥折断的情况。
那么,下面将详细介绍丝锥断的取出方法。
首先,需要明确的是,丝锥折断的原因有很多种,如钢材质不符合标准、切削速度过高、螺纹孔设计不合理等。
针对不同情况,采取不同的取出方法。
1. 低温冷却法:如果丝锥还未完全折断,只是在工件内部卡住,可以先使用低温冷却的方法。
具体操作是将液氮倒入容器中,将丝锥浸泡其中,使得丝锥和工件受到低温冷却。
因为低温会导致丝锥和工件的热胀冷缩不同,从而达到松动的效果。
之后,用适当的工具,如钳子或扳手等,尝试将丝锥取出。
2. 酸溶法:对于丝锥完全折断,被卡在工件内部的情况,可以尝试使用酸溶法。
首先,选用一种酸性溶液,如硝酸或盐酸等,注意要保证酸溶液不会对工件造成损害。
然后,将酸溶液倒入容器中,将工件浸泡其中,使得丝锥和工件受到酸性的浸染。
酸性溶液会逐渐侵蚀折断的丝锥,从而达到取出的目的。
3. 热胀冷缩法:对于丝锥被卡住,丝锥和工件之间相互无法松动的情况,可以尝试使用热胀冷缩的方法。
先将整个工件加热至一定温度,如使用火焰喷枪或电热器等加热,然后迅速用冷水淋湿工件,使其迅速冷却。
由于热胀冷缩的原理,丝锥和工件之间的间隙可能有所变化,从而有可能将丝锥取出。
需要注意的是,在施加温度和冷却的过程中,要掌握好时间和力度,以免对工件造成损坏。
4. 力矩取出法:如果以上方法都无法取出丝锥,就需要使用更大的力矩进行取出。
可以选择专用的丝锥取出工具,这种工具通常具有较大的力矩,可以施加在丝锥上,通过旋转取出丝锥。
取出工具通常包括一个卡盘和一个手柄,通过手柄的转动,产生的力矩作用在卡盘上,进而作用在丝锥上。
使用取出工具时,需要注意选用合适的卡盘尺寸以及适当施加力矩,以避免进一步损坏工件。
综上所述,丝锥断的取出方法包括低温冷却法、酸溶法、热胀冷缩法和力矩取出法。
在实际操作中,需要根据具体情况选择合适的方法,并注意操作的方法和技巧,以保证安全取出丝锥,并减少对工件的损伤。
丝锥断的取出方法
丝锥断的取出方法丝锥是一种用于打孔、螺纹加工等工作的常见工具。
然而,由于种种原因,丝锥有时会在使用过程中折断。
这样的情况常常给工作带来麻烦,需要一个恰当的方法将断裂的丝锥取出。
本文将为您介绍几种常用的丝锥断的取出方法。
1. 使用锥形铣刀 or 螺旋钻头锥形铣刀或螺旋钻头是取出断丝锥的一种常见方法。
首先,选择与丝锥孔尺寸相匹配的锥形铣刀或螺旋钻头,并将其安装到电动钻上。
然后,将铣刀或钻头缓慢放入断丝锥所在的孔中,施加轻微的压力,并开始旋转电动钻。
持续旋转和施加压力,直到断丝锥被完全取出为止。
这种方法需要一定的技巧和耐心,确保不会进一步损坏孔壁。
2. 使用丝锥钳丝锥钳是专门用于取出断丝锥的工具。
它们通常具有锥形的夹口设计,可以牢固夹住断丝锥。
使用丝锥钳时,首先确定丝锥的断裂位置。
然后,将丝锥钳的夹口对准断裂的位置并轻轻夹紧。
注意要保持夹紧的平衡,确保夹紧力度均匀分布。
最后,通过旋转和拧动丝锥钳,尽量使断丝锥旋转回来。
如果断丝锥很紧固,可能需要一些额外的力量。
但务必小心,以免给孔壁带来额外损伤。
3. 使用焊接和剥离方法这种方法需要使用电焊设备。
首先,将一个小块金属材料焊接到断丝锥上,确保焊接牢固。
然后,使用剥壳工具(如剥线钳),将焊接部分上的焊缝剥离。
这样,断丝锥就可以通过拔动焊接的金属材料来取出。
这种方法需要一些焊接和剥离技巧,可能需要一些经验和技能。
4. 请求专业帮助如果您觉得以上方法都无法成功取出断丝锥,或者您不具备相关技能和工具,那么最好的选择是寻求专业帮助。
您可以咨询附近的机械维修店、工具供应商或机械师等专业人士。
他们通常具有处理这类问题的经验和专业工具,能够更有效地帮助您解决问题。
总结:丝锥断裂是一种常见但有时令人头疼的问题。
在进行取出断丝锥的操作之前,务必小心谨慎,避免对孔壁和工件造成进一步的损伤。
选择适当的方法,并根据具体情况进行操作。
如果您对这些方法不熟悉或没有相关经验,最好请专业人士协助解决问题。
《巧取断丝锥几种方法》一文的补充

在 平 面 磨 床 上 控 制 轴 类 零 件 长 度 尺 寸 的 方 法
陕西北方动力有 限责任公 司 ( 宝鸡 7 10 ) 李俊梅 2 30 王娟侠 刘永林
釜 喜 一
高效 地 解 决 这 个
问题 ,我 们 设 计 图 1
少于 丫T 工实种:: 薹由量TT 践 一TT , ,T 作磨I I 经 重: : 台这 过 。削 :
了一个简单实用 的平 面磨床夹 具,经过 实践运用 ,效果 很好。
1 平面磨床夹具的结构 .
( )找一块 6=1m 的钢板 ,将两面磨平后按 图 2 1 3m 所示钻孔 ,可根据板 的大小多钻一些 。 ( )将螺钉顺 序装入夹具孔 内,在平面磨床上磨削 2
保证 (. ± .5 m及 R : . 。 12 00 )m 08 m
还是盲孔 。可用 浓硫酸在 断丝锥 部位泡 1 3天 ( 丝 ~ 视
锥大小而定) ,使之腐蚀掉,然后清洗去掉残留物丝锥
渣 ,重新回攻 即可 。 MW ( 收稿 日期 :2 10 1 ) 00 5 6
取断丝锥的方法 。如果零件材料 为钛 合金 ,无论是通 孔
磊 工冷 工 加
WWW. e al ng1 50 com m t wor kt 9 .
眄 小经 验
《 巧取 断 丝锥 几 种 方 法》 一 文 的补 充
上海航天局第 83研究所 ( 0 上海 2 0 3 ) 胡建民 0 2 3
折断螺栓、钻头、丝锥取出方法的总结
农 机 使 用 与 维 修
2 0 1 3年第 1 期
折 断 螺 栓 农 业机械 维修 研 究所 李 良刚 吕泰 红 宋楠楠
在拆卸 、 安装工件时 , 常常遇到螺栓断在工件 中 的情况 , 特别是重要位置的螺栓( 如汽车缸盖螺栓 ) 必 须在 孔 的螺纹 不破 坏 的情 况下 取 出 , 然 后安 上 新 的螺 栓才能保证机器正常工作。在工厂加工工件 的过程 中也会 发生 钻 头 、 丝 锥 折 断 在 工 件 中 的情 况 , 如 果 不 能将折断 的钻 头、 丝锥及 时取 出, 工件 可能会 报废。 经 过多 年 的实践 工作 和学 习 总结 了一套 折 断 螺栓 、 钻 头、 丝锥 的取 出办 法 。 折 断螺栓 的取 出方 法 折断螺栓的情况有很多 , 有折断螺栓露 出工件一 段长度的 , 有折断螺栓在工件 内的, 有 淬火的 , 有直径 小的 , 有直径大的, 有锈蚀的 , 针对不 同情况和条件应 采 用不 同 的方法 和措施 。 1 . 对于折断螺栓露 出工件一段长度 的, 可 以采取 焊接合适螺母 的办法 , 直接用扳手旋下或横焊铁棒料 直 接旋 下 。 2 . 对于折断螺栓断面与工件表面平齐或在工件 内的, 可 以首先 采 用 扁 铲 剔 转 的办 法 , 无 效 时采 用 以 下办法。第一 , 采用堆焊的办法 , 在 断面上逐渐 向上 堆焊 , 直至焊出工件 , 用锤子向下敲打 , 将螺栓震松 , 再焊接合适 螺母或横焊铁棒料直接旋下。这个 办法 对焊接手法要求很高 , 不可 以让焊条铁水流到 内螺纹 上, 也只适用于直径较大的折断螺栓 的取 出。第二 , 可以采用钻削去除的办法 , 在断面的中心用样冲打一 个 中心 窝 , 然后 先 用 小 钻 头 钻 削 , 再 逐 渐 更 换 较 大 一 级的钻头 , 直至钻到螺纹孔 的底孔直径为至 , 用相应 的丝锥攻掉剩余 的螺牙 。这个办法适用 于小直 径折 断螺栓的取 出, 钻 时要求孔不能钻歪斜 , 否则会损坏 螺纹孔 。第三 , 可 以采用钻孔配合斜铁取 出的办法 , 这种办法是根据事先准备 的有一定硬度的四方斜铁 选择合适的钻头在折断螺栓中间钻孔, 然后将 四方斜 铁沿孔打入 , 用扳手旋转斜铁尾端就可 以将折断螺栓 带 出。这个办法适用于大直径折断螺栓 的取出, 比较 常用。第四, 采用专用工具——折断螺栓取 出器的办 法, 折断螺栓取出器是反牙锥形 的。在使用时可根据 断栓直径选用合适直径的钻头 , 在折断螺栓 中心钻一 盲孔 , 根据螺栓 的旋 向选择反旋 向取 出器 , 将螺旋 头 部放人盲孔 内, 用扳手旋转尾端就可 以将折断螺栓带 出。这种方法 比较可靠 , 也 比较常用 , 但使用 时用力 不要过猛 , 以免取 出器折断 。 3 . 对于锈蚀折断螺栓 , 应适当做好敲打、 加热 、 喷 松动剂或浸油等先期准备工作 ( 注意有些工件不适合 进 行加 热 和敲打 ) , 再 选择 以上合 适 办法拆 卸 。 4 . 对于淬火 的折 断螺栓 , 可 以采用堆焊 的办法 , 如果堆焊无效 , 可 以用合金钻钻孔 , 再用方形斜 铁或 折断螺栓取 出器将折断螺栓取出。 二、 折 断钻 头 的取 出方法 1 . 如果折断钻头尾端露在外面一段 , 可以先用钳
浅析取折断丝锥技能技巧
浅析取折断丝锥技能技巧发表时间:2019-02-28T15:08:30.147Z 来源:《基层建设》2018年第36期作者:苏士超沙承玉崔征宇[导读] 摘要:螺栓螺纹连接是目前零部件组装选择最为广泛的连接方式,在组装过程中存在螺栓旋入不通畅的的情况,常使用丝锥进行溜丝处理。
中车青岛四方机车车辆股份有限公司山东青岛 266111摘要:螺栓螺纹连接是目前零部件组装选择最为广泛的连接方式,在组装过程中存在螺栓旋入不通畅的的情况,常使用丝锥进行溜丝处理。
在溜丝过程中,由于螺纹孔加工不良或者操作不良经常出现丝锥断裂的情况,本文针对丝锥断裂的情况进行论述,根据作者多年的从业经验,浅析取折断丝锥的技能技巧。
关键词:螺纹连接,取折断丝锥,技能技巧1 研究背景机械制造业是技能密集的行业,随着机械制造技能的不断前进和发展,新材料,新技能,新工艺在机械工业生产中得到了大量普及和应用。
在组装技术中,螺纹螺栓连接以其便于拆卸,稳定性安全性高的优势一直被大量使用,但由于锈蚀、组装过程中螺栓孔未清理干净或加工不合格等原因,会造成螺栓旋入不够通畅的情况。
丝锥最为最常用的攻丝、溜丝的工具经常被技能人员使用,但是在使用过程中常出现丝锥断裂在螺纹孔中的情况,本文针对螺栓孔溜丝过程中出现的丝锥断裂情况进行分析,找出取折断丝锥的技能技巧,并提出丝锥使用的注意事项。
2 普通丝锥攻螺纹时常见问题2.1由于工件材料硬度低,攻丝时排屑困难;攻丝时切削速度太高,切削液选择不合理;丝攻长时间使用,磨损严重等使得螺纹表面质量差,粗糙值大。
2.2丝锥的精度等级选择不合适;刃磨参数选择不合适;切削线速度太高或太低、丝锥于工件同轴度差使得螺纹的中径过大或过小。
2.3攻丝时切削速度太高,丝锥使用时间过长使丝锥磨损严重;丝锥淬火硬度太高,每齿切削厚度太大;排屑不好,丝锥于螺纹底孔不同轴,被加工材料质地不均,切削速度太高、太快使得丝锥磨损太快,崩齿甚至折断。
3作业中的注意事项攻丝溜丝与取螺栓螺堵作业要注意防错,分清是普通螺纹还是细牙螺纹、是管锥螺纹还是管柱螺纹。
断丝攻取出来的两种最常用的方法
断丝攻取出来的两种最常用的方法
现在机械行业内取丝锥一般会采取两种方法:
①钳工
②打火花。
这几种方法各有千秋,但是最适合的才是最好的。
小编也是找了好多资料,整理了一下分享给大家,希望对大家有所帮助!我们先来分析下钳工方法吧,这个方法也是工厂首先会用到的,较普遍。
一、钳工方法:这个是钳工师傅采用一些工具慢慢剔、挑等方式来取出,属于一个精细活。
在操作过程中如果敲得力度不够丝锥取不出来,但是如果力度过大,丝锥很容易会被敲偏,导致更难取出。
所以,这个方法经验很重要。
同时这个方法还存在一些问题:比如上面提到的力度问题,还有工时问题!工件加工,客户都会有时间限制的,你就为了一个小小的丝锥,整了半个小时一个小时的,丝锥还不一定取得出来,再者即使取出来了,也可能会发现螺牙已经被破坏了,于是,工件报废了!既浪费了时间又浪费人力!
二、打火花方法:这个方法是用专门取丝锥的机器来操作的,方便快捷。
它包含两种机器,一是火花机二是取断丝锥机。
①火花机:它是通过电极短路原理将丝锥腐蚀成小块取出的。
这个方法挺好的,不过火花机它的机台较大,操作方式上不太灵活,对于一些角度较复杂的工件丝锥取出还是很困难的,也就是说这台机器对于一些常规零部件,加工面较为平整的比较好取出,对于加工面不平整的很难操作。
②取断丝锥机:这个机器是通过电极与加工件接触短路,产生火花将螺丝腐蚀成几块取出的。
它的可取出范围较广,可取丝锥、螺丝、钻头、铰刀等。
断丝锥取出方法
***一般情况下,丝锥断的地方往往都是卡死的地方,就算是丝锥没有断也不是很好拧动的,取出器等等东西不见的好用。
如果工件是铸铁是最好取得,直接割枪烤就是了,不过铸铁是不容易断丝锥的,不锈钢用这个办法最好,最讨厌的是碳钢,尤其是低碳钢最容易断丝锥,如果丝锥留得头多的话,慢慢打出来吧,注意不能用錾子,最好找个软点的钢,要不然那么一点头又被打碎了。
要不然就是电火花了。
*****不锈钢你不要用机油润滑,我介绍一种润滑油给你,这种润滑油在攻丝很不错的。
(私人秘方:机油加红丹粉加煤油);紫铜要用专用丝锥呀,丝锥是螺旋形的呀。
***1.丝锥会断的原因:一方面是丝锥太差,一方面是因为不锈钢的加工很难。
如果调质硬度高,就更麻烦了。
2.使用什么丝锥呢?国产建议使用上工的。
上工的丝锥,在国内普通丝锥里面(不包括一些外资或者使用材料特殊材料)算是最好的,价格和哈一工等其他大牌子丝锥差不多,甚至还便宜!使用好了寿命可以使哈一工等生产的几倍。
如果是进口的,推荐OSG或者TOSG(一家公司的)。
这个是日产,世界上最好的螺纹刀具厂商之一。
价格是上工的5倍左右。
但是质量绝对上乘。
3.不锈钢用专用丝锥:建议采用表面黑色(氧化处理),这种是不锈钢专用。
还有镀层的,TiN或者TiAlN都可以。
另外,您用的是那种丝锥,直槽还是螺旋槽,先端还是2-3个一套的,切削还是挤牙的,这个都有关系。
我建议您用一锥,二锥,三锥的那种。
提醒您注意,您的螺纹底孔的尺寸是否正确。
****紫铜,最好的丝锥是:无槽挤压丝锥攻不锈钢,选择含钴的螺旋槽丝锥,普通6542材质的丝锥吃不消!如果实在不行,只有使用进口的不锈钢专用丝锥***以前见我们这里的老师傅攻不锈钢工件,也是使用普通丝锥。
所不同的是使用猪油做润滑剂。
请您参考。
我在不锈钢件上攻丝时是解放前参加工作的老师傅教的秘诀:用白铅油(铅粉Pb(OH)2.2PbCO3用机油搅拌稀释)做润滑剂丝锥,钻头表面镀钛处理就可以解决你的问题!切削刃具如铣刀、钻头、锯片、丝攻、绞刀等,经涂层后,在切削过程中刀刃部分可以承受高达800℃高温仍然保持良好的硬度,同时刃具表面有了更多的磨损容量和更低的摩擦系数,因此可以降低切削受力,提高产品表面质量及精度。
丝锥断的取出方法_丝锥断了怎么取出来_取断丝锥方法
取折断丝锥、断钻头的新方法丝锥断了的取出方法,丝锥断了怎么取出来?1、如果断在离孔口不远处,可以想办法把它弄出来。
比如用尖嘴钳或尖的东西让丝攻反转出来。
如果离孔口较远处,可以用两根刚度较好的钢丝夹着反转。
2、一般的方法弄不出来,可以用电火花的方式把断的丝攻头上弄一个内六角,再用外六角扳手把它拧出来。
3、如果有硬质合金钻头,可以用与底孔大小相同的钻头,把丝攻给钻掉。
4、线切割割出。
适用通孔。
5、气割熔出。
丝攻热容量小,先于工件升到高温,控制好时,可以只切割断丝攻。
适用通孔。
6、用錾子旋转着凿出来。
7、从孔的另一面,用小冲子使劲冲,将断丝攻冲出来。
缺点是损伤螺纹。
但要求低的螺纹仍可使用,对强度影响不大。
适用通孔。
8、焊接的方法。
在断丝攻上焊接一铁棍,旋转铁棍拧出。
9、用适当的电极,用电脉冲机床将断丝攻打掉。
成本较高,但是小件没有处理不了的。
10、还有一个不入流的方法,比较卑鄙,适用情况也特殊。
在攻骑缝螺丝时断丝攻,不作处理,断丝攻权当一个骑缝螺丝,留给将来拆卸它的维修工处理。
如何取出断在工件里的丝锥和钻头,看看这几个方法好用不1. 灌点润滑油,用尖簪子或者斩子在断裂面反向慢慢敲出,不时倒倒铁削(车间里最常用的方法,但是对于孔径太小的螺纹孔或者断掉的丝锥太长可能就不合适了,不过可以尝试)。
2. 在丝锥断裂截面上焊接一个把手或者六角螺母,然后轻轻反转出来(本来就是一种好方法,不过焊接有些麻烦,还是同样的话,对于直径较小的丝锥就不合适了);3. 用专用工具:断丝锥取出器,原理是工件和丝锥分别接上正负电极,中间灌电解液,导致工件向丝锥放电腐蚀,然后辅助尖嘴钳等取出,对内孔伤害很小;4. 拿钢辊顶在丝锥裂口用小锤子慢慢敲,丝锥比较脆,最后敲成渣出来,或者更简单,直接把断丝锥的螺纹孔钻烂活镗烂,重新扩孔攻丝(方法有些野蛮,如果丝锥直径太小也不好使,直径太大,敲起来也挺累人的);5. 将断丝锥所在的螺纹孔焊平,再磨平,重新钻孔,虽然很难但是慢慢可以钻进去(如果那个螺纹孔可以换位置的话,重新钻孔攻丝的时候,建议还是换到原螺纹孔旁边);6. 在断丝锥截面上凿个一字槽,用螺丝刀反向拧起(那个一字槽很难凿出来的,如果丝锥直径小的话就更难了);7. 把断丝锥的螺纹孔钻大,然后镶嵌一个钢丝螺套或者销钉什么的,再焊接,磨平,重新钻孔攻丝,可以做到基本一样(这种方法虽然麻烦,但是很实用的,丝锥大小都无所谓);8. 用电脉冲打掉,电火花或者线切割都可以,伤了孔可以扩孔加钢丝螺套(此法更简单方便,至于同轴度暂时就不要考虑了,除非你的那个螺纹孔同轴度直接影响设备的质量);9. 做一个简单的工具同时插入断丝锥截面的排屑槽空位内,小心反向扳出来,如,可用带方榫的断丝锥上拧2个螺母,用钢丝(根数与丝锥槽数相同)插入断丝锥和螺母的空槽中,然后用铰杠按退出方向扳动方榫,把断丝锥取出(这种方法的主题思想是通络断丝锥的排屑槽,利用钢丝,最好是钢针做一个专门取断丝的扳手。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
取断丝锥方法
公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
1、在断入物上焊接一铁棒,然后拧出。
(缺点:a、太小的断入物无法焊接;b、对焊接技巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。
)
2、用比断入物硬的锥状工具撬。
(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。
)
3、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用内六角扳手拧出。
(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对太小的断入物无用;d、耗时、费事。
)
4、直接用比断入物小的电极,用电火花机床打。
(缺点:a、对大型工件无用,无法放入电火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。
)
5、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆易断。
)
传统方法有以下几种:
1、在断入物上焊接一铁棒,然后拧出。
(缺点:a、太小的断入物无法焊接;b、对焊接技
巧要求极高,容易烧坏工件;c、焊接处容易断,能取出断入物的几率很小。
)2、用比断入物硬的锥状工具撬。
(缺点:a、只适宜脆性断入物,将断入物敲碎,然后慢慢
剔出;b、断入物太深、太小都无法取出;c、容易破坏原有孔。
)
3、做一个比断入物直径小的六角电极,用电火花机床在断入物上加工一六角沉孔,然后用
内六角扳手拧出。
(缺点:a、对锈死的或卡死的断入物无用;b、对大型工件无用;c、对
太小的断入物无用;d、耗时、费事。
)
4、直接用比断入物小的电极,用电火花机床打。
(缺点:a、对大型工件无用,无法放入电
火花机床工作台;b、耗时;c、太深时容易积碳,打不下去。
)
5、用合金钻头打(缺点:a、容易破坏原有孔;b、对硬质断入物无用;c、合金钻头较脆
易断。
)
6:现在有一种用电加工原理设计制造的便携式工具机,能轻松快速将断螺丝、断丝锥钻头
取出
大家还有其他好的方法都和大家分享下吧。
针对大家提的方法,很多都实用性很强,比如焊接一个钢棒,以及用反旋丝锥,但是我在实际应用中,感觉这2个方法,都存在一个问题,对于一般的螺纹断了比有效,但是丝锥就效果不太好了,再者就是电火花,线切等方法,虽然比较管用,但实际上应用的不太多,有的件太大,有的没有条件,或者经济效果不好等,我个人认为,动辄就是电火花,线切,对于这种有了丝锥就有的很早的问题来说,是可以简单解决的
下面我也说一下我的经验,由于有较多的实际使用经验,还是可以为大家所借鉴的,简单实用,成本低廉,速度快
1,前面也有人说过,就是找一个外径稍小于螺纹孔的圆钢,中间钻一个眼比丝锥中间心部略大,然后再锯出3个爪,扣进丝锥的容削槽内
2,前面说的是针对比较浅的情况,下面说一个相对教深的情况,用泥等隔热的东西,将孔壁糊上,只保留丝锥中间心部的空间,然后用电焊点,然后在糊泥,再焊,直到堆焊的比较高了,就可以用钢棒焊接上拧出来了,到了这一步相信大家能用的办法就很多了,此法对于通孔与不通孔都有不错的效果
一、取断丝锥机(断丝攻去除机)的主要用途:
本机既能在普通金属材料上加工,也能在硬质合金上加工,主
要用于下列情况:加工小孔、异形孔。
制造小型冲模、压铸
模。
粉碎 ( 取出 ) 断裂在金属材料孔中的丝锥等同时不损
坏工件。
在轧辊等金属制造上刻字。
二、取断丝锥机(断丝攻去除机)的主要规格及参数:
电源电压:220V 功率:400V﹒ A~450V ﹒ A 电源频率: 50HZ~60HZ 空载电压:( 直流 )70V~95V 最大电极直径:¢~ 主轴头手动行程:150mm 自动进给行程:50mm
三、取断丝锥机(断丝攻去除机)的传动系统:
本机采用C型变压器控制ND-D单相可逆电机,实现进给及短路自动回退动作。
由ND-D单相可逆电机带动丝杆,通过进给螺母,使装在钻夹里的电极,随着进给螺母而上下移动,当它徐徐下降,接近工作进行加工时,利用电磁振动器帮助排屑,保证工作可靠,且增加系统的灵敏度。
四、取断丝锥机(断丝攻去除机)的操作方法:
电源开关揿入“开”状态位置,即电气箱接通220V、50HZ~60HZ电源,且电源灯亮。
揿入“关”位置,电气箱断开电源,且电源灯灭。
吸盘开关揿入“开”位置,电磁吸盘通电产生磁力,将主机与他件固定,揿入“关”位置,电磁吸盘断电、退磁,使主机与他件分离。
电机开关揿入“运转”位置,电机开始运转(进给或回退),揿入“暂停”位置,电机即停止运转。
当电机开关揿入“运转”位置,电机开关揿入“进”位置时,电极作进给运动,揿入“退”位置,电极作回退运动。
加工开关揿入“开”位置,电极开始具备放电功能,揿入“关”位置电极消失放电功能。
电流表显示放电加工电流值。
五、取断丝锥机(断丝攻去除机)使用须知事项:
加工时不得用手同时接触电极和工作,以免触电。
电极轴线应与加工孔的端面基本垂直,主机和工件均要吸住(夹固)可靠。
本机采用正极加工方法(即电极为负,工件为正)用电线(正极)鳄鱼夹子夹住工件。
本机应安放于通风处,如环境温度较高时,应外加通风,降温措施,油液面要高出工件最高点20mm以上,以防液面过低加工时起火。
更换保险丝时,请注意本机保险丝为6*30mm(5A)。
六、取断丝锥机(断丝攻去除机)应用方法:
由加工情况制造电极形状和尺寸,电极材料采用黄铜丝、黄铜棒和铜管等。
工作液为煤油、自来水等,采用煤油一定要注意液面位置、液体温度等,以免起火。
二、在加工小尺寸内螺纹时,由于丝锥直径小,强度低,丝锥折断现象时有发
生,因此,如何正确取出已折断丝锥,也是一个需要研究的重要问题。
首
先,在取出断丝锥前,应首先把螺孔中的切屑和丝锥碎屑清除干净,以防止夹在螺纹与丝锥之间阻碍丝锥的退出。
具体方法有如下几种:
当折断的丝锥折断部分露出孔外时,可用钳子拧出;或用尖錾子轻轻地剔
出;也可以在断锥上焊一个六角螺母,然后用扳手轻轻地扳动六角螺母将断丝退出。
.
当丝锥折断部分在孔内时,可在带方榫的断丝锥上拧两个螺母,用钢丝(根数与丝锥槽数相同)插入断丝锥和螺母的空槽中,然后用铰杠按退出方向扳动方榫,把断丝锥取出。
丝锥的折断往往是在受力很大的情况下突然发生的,致使断在螺孔中的半截丝锥的切削刃,紧紧地楔在金属内,一般很难使丝锥的切削刃与金属脱出,为了使丝锥能够在螺孔中松动,可以用一个尖凿子,抵在丝锥的容屑槽内,用手锤按螺纹的正反方向反复轻轻敲打,直到丝锥松动即可。
用乙炔火焰或喷灯使丝锥退火,然后用钻头去钻,此时钻头直径应比底孔直径小,钻孔也要对准中心,防止将螺纹钻坏,钻好孔后打入一个扁形或方形冲头再用扳手旋出丝锥。
用电火花加工设备将断丝锥腐蚀掉。
当攻削不锈钢材料时,因不锈钢能抗硝酸腐蚀,而用高速钢制成的丝锥在硝酸液中却能很快地受到腐蚀,所以可将工件放入硝酸溶液中进行腐蚀的方法取出断丝锥。
三、如果露的较多,这个不必说,用铰手夹住拧出。
1.线切割割出。
适用通孔。
2.气割熔出。
丝锥热容量小,先于工件升到高温,控制好时,可以只切割
断丝锥。
适用通孔。
3.用錾子旋转着凿出来。
4.从孔的另一面,用小冲子使劲冲,将断丝锥冲出来。
缺点是损伤螺纹。
但要求低的螺纹仍可使用,对强度影响不大。
适用通孔。
5.焊接的方法。
在断丝锥上焊接一铁棍,旋转铁棍拧出。
6.用钳工教材上的方法。
用3根钢丝插在容屑槽中,拧出。
不适用小丝
锥。
7.用适当的电极,用电脉冲机床将断丝锥打掉。
成本较高,但是小件没有
处理不了的。
8.还有一个不入流的方法,比较卑鄙,适用情况也特殊。
在攻骑缝螺丝时
断丝锥,不作处理,断丝锥权当一个骑缝螺丝,留给将来拆卸它的维修工处理。
四、。