电泳涂料L效应测定方法
电泳涂料常规参数介绍以及检测方法

电泳涂料常规参数介绍以及检测方法电泳涂料常规参数介绍以及检测方法1.固体分的测量固体份是指电泳涂料在105℃时加热3小时后,剩余的干燥树脂和颜料份的百分含量。
测定方法如下: ①称取约2g的槽液存于干燥洁净的小蒸发皿中,在105℃下,烘干3小时,称量。
②计算:NV%=(W2/W1)×100%式中:NV%—固体份值W2 —烘干后残留物重量W1 —样品起始称量③测定时,可取2—3个平行实验计算平均值。
2.PH值的测定测定pH值,可采用一般pH计。
测定前,先按pH计的说明书校准计。
测定温度控制在25℃。
其中槽液、极液、超滤液、去离子水可直接取样测定,而乳液和色浆则必须先用去离子水稀释一倍后再测定。
3.电导率的测定电导率的测定可采用一般的电导仪测定。
具体步骤如下:①先按电导仪的使用说明书预热,调试仪器。
②再根据说明分别测定待测液体的电导率。
注意温度控制在25℃。
4.MEQ值的测定电泳涂料的MEQ值=中和剂/胺值(酸值),也可用中和100g 涂料固体份所需中和剂的毫克量来表示。
MEQ值的测定方法如下(仅适用于槽液):①取10g电泳涂料槽液(精确到1mg)放入250ml烧杯中,加入50ml四氢呋喃,用电磁搅拌充分搅拌均匀。
②用0.1N氢氧化钠,3ml以/分的速度(自动或手动滴定均可)进行滴定。
③将所有测定的数据记作消耗碱的函数。
④经所测定的各点圆滑连接,用平行尺根据曲线的拐点找出曲线与拐点的两条平行切线的垂线相交二分之一点,此点即为中和点。
此点对应值即为消耗的碱量。
⑤计算:MEQ=(V-V')×N×100/WS式中:V—等当点时耗碱量(ml)V'—四氢呋喃耗碱量(ml)N—氢氧化钠溶液的浓度S—试样的固体份(%)W—试样重(g)5.库仑效率的测定库仑效率是指消耗单位库仑的电量沉积的采用一般的库仑计漆膜的重量,以毫克/库仑来表示。
阴极电泳涂料槽液的库仑效率测定:(采用一般的库仑计)①磷化钢板的称量,在标准电泳条件下制备样板。
涂装车间电泳化验操作指导书
目录前处理化验指导 (1)NO.1 预脱脂 (1)NO.2主脱脂 (1)NO.3水洗 (2)NO.6中和 (3)NO.7水洗 (4)NO.8表面调整 (4)NO.9磷化剂 (5)NO.10水洗 (6)NO.11一次纯水洗 (6)电泳化验操作指导 (7)电泳部分参数的控制范围 (7)固体份(NV)的测定 (8)pH值的测定 (9)电泳漆电导率的测定 (10)颜基比的测定 (11)前处理化验指导NO.1 预脱脂使用药剂田林药剂TL-10A管理项目碱度:20-40 pt温度:55±5℃时间:3.5分钟投槽比例:TL-10A:2.5%测定方法:取工作液10ml放入250ml三角杯中。
加入酚酞指示剂3-5滴,用0.1N H2SO4标准溶液去滴定,颜色由红色变为无色时为滴定终点,所消耗0.1N H2SO4的标准溶液的毫升数即为碱度的浓度1ml=1pt 以每班二次测定调整为准药剂补给添加量(kg)=(标准浓度—测定浓度)×1.5 kg上升1pt/T×处理槽容积(43T)保养记录脱脂使用时间过长,油份含量过高时,脱脂液会老化(槽液油含量如超过3000ppm时),添加药剂效果亦不理想,此时需更换药剂NO.2主脱脂使用药剂田林药剂 TL-10B管理项目.碱度:20-40 pt温度:55±5℃时间:3.5分钟投槽比例:TL-10A:3.0%测定方法取工作液10ml放入250ml三角杯中。
加入酚酞指示剂3-5滴,用0.1N H2SO4标准溶液去滴定,颜色由红色变为无色时为滴定终点,所消耗0.1N H2SO4的标准溶液的毫升数即为碱度的浓度1ml=1pt药剂补给添加量(kg)=(标准浓度—测定浓度)× 1.5 kg 上升1pt/T×处理槽容积(43T)脱脂使用时间过长,油份含量过高时,脱脂液会老化(槽液油含量如超过3000ppm时),添加药剂效果亦不理想,此时需更换药剂NO.3水洗使用药剂自来水管理项目碱度:小于5 pt温度:RT时间:0.5分钟PH 值: 小于8测定方法取工作液10ml放入250ml三角杯中。
电泳漆固体份测量方法
电泳漆固体份测量方法电泳漆是一种应用广泛的涂料,常用于汽车、家具和其他产品的表面涂装。
为了保证电泳漆的质量,必须进行固体份的测量。
本文将介绍一种常用的电泳漆固体份测量方法,并提供操作指导。
电泳漆固体份测量方法主要有两种:重量法和溶剂挥发法。
下面我们分别介绍这两种方法的具体步骤和操作要点。
重量法是一种通过测量样品的重量来确定其固体份含量的方法。
首先,我们需要准备一个干燥的称量瓶,并在瓶口处固定一个纤细的纱布。
然后,用天平称取一定重量的电泳漆样品放入瓶中,并将瓶子密封好。
接下来,将瓶子放入高温烘箱中,在规定的温度和时间下进行烘烤。
烘烤结束后,取出瓶子,放入干燥箱中冷却至常温。
然后,再次用天平称量瓶子和样品的总重量。
通过计算差值,即可得到电泳漆样品的固体份含量。
溶剂挥发法是一种通过测量溶剂挥发后残留在样品中的固体份来确定其含量的方法。
首先,我们需要准备一个精密天平和带有抽真空口的量瓶。
将一定重量的电泳漆样品放入量瓶中,并记录样品的重量。
然后,将量瓶放入真空室中,打开真空泵,抽取样品内的气体。
接着,将量瓶放回常温环境下,静置一段时间,以便溶剂挥发。
挥发结束后,再次用精密天平称量量瓶和样品的总重量。
通过计算差值,即可得到电泳漆样品的固体份含量。
以上就是电泳漆固体份测量方法的详细步骤和操作要点。
在进行测量时,我们应注意以下几点:首先,确保所有仪器设备干燥和清洁,以避免外界污染对测量结果的影响。
其次,严格按照标准程序进行操作,确保结果的准确性和可靠性。
最后,进行批量测量时,应合理安排样品的顺序和数量,以提高工作效率。
通过以上方法,我们可以准确测量电泳漆样品的固体份含量,为生产、质检和质量控制提供有价值的数据。
同时,我们也应不断总结实践经验,探索更加高效和精确的测量方法,为电泳漆行业的发展提供有力支持。
在涂装生产现场测量电泳漆泳透力的方法
链速
2 汽 车 工 艺 与 材 料 A & 0j TM
2 0 年第1 期 08 1
生
琐 场
瘟 曩 墨 LJ 叠 曩鳃璧 秘 藁 嘲 醚 薹 瓣 露
日
jl
圭
型
住
置
L
J / 风
膜 厚 /m I t
1 0
1. 8
2 O
1i 86
3 0
4 0
5 0
l. 罩7
6 0
7 0
8 0
9 I )
10 0
11 43
Mi n
13 4
Ma A e x v
l. 86 1i 72
J ‘
l  ̄1 l 79 i 8 i
1 1 . 70 1 68
ii 65 : 1l 6
反
il1 i S
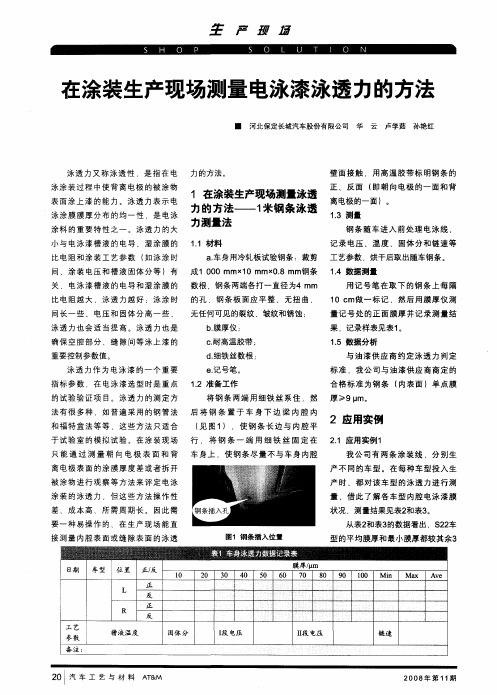
泳 涂 装过 程 中使背 离 电 极 的被 涂物 表 面 涂 上漆 的能 力 。泳 透 力表 示 电 泳涂 膜 膜厚 分 布 的均 一 性 ,是 电泳 涂料 的 重要 特 性 之一 。泳 透 力 的大
1 在涂装生产现场测量泳透 力 的方 法—— 1 米钢 条 泳透 力测量法
小与 电 泳漆 槽 液 的 电导 湿涂 膜 的 11材 料 . 比 电阻 和涂 装 工 艺参 数 ( 如泳 涂 时
日期
车型 位 置 豇| 良
1 O
正
膜厚/, p m
2 0 30 4 0 5 0 6 0 7 0 8 0 9 0 l0 O M i n M a x Av e
L
R
反
正
反
工 艺
l 数 参
l 注: 备
Q JL J151005-2009吉利汽车车身用阴极电泳涂料标准

Q/JL浙江吉利控股集团有限公司企业标准Q/JL J151005-2009代替Q/JL J151005-2008 汽车车身用阴极电泳涂料标准2009-07-30发布2009-08-10实施 浙江吉利控股集团有限公司发 布前 言本标准是对Q/JL J151005-2008《汽车车身用阴极电泳涂料标准》的修订,与Q/JL J151005-2008相比,主要差异如下:——增加了试验方法中的测定方法:耐酸性、耐碱性和耐盐雾性能的测定;(见5.9、5.10和5.12条)——修改了膜厚单位:由mm改为μm;(见5.13.3条)——更改了膜厚的测定方法;(见表2中的第8项)——对标准的章、条进行了重新编排。
本标准由浙江吉利控股集团有限公司提出。
本标准由浙江吉利汽车研究院有限公司负责起草。
本标准起草人:李丽娜。
本标准2008年1月25日首次发布,于2009年7月30日第一次修订。
本标准所代替的历次版本发布情况:——Q/JL J151005-2008汽车车身用阴极电泳涂料标准1 范围本标准规定了汽车车身用阴极电泳涂料的技术要求、试验方法、检验规则、安全和卫生规定、包装、标志、运输和贮存。
本标准适用于浙江吉利控股集团有限公司汽车车身用阴极电泳涂料。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191-2008 包装储运图示标志GB/T 1723-1993 涂料粘度测定法GB/T 1724-1979(1989) 涂料细度测定法GB/T 1725-2007 色漆、清漆和塑料 不挥发物含量的测定GB/T 1731-1993 涂膜柔韧性测定法GB/T 1732-1993 漆膜耐冲击测定法GB/T 1733-1993 漆膜耐水性测定法GB/T 1747.2-2008 色漆和清漆 颜料含量的测定 第2部分:灰化法GB/T 1771-2007 色漆和清漆 耐中性盐雾性能的测定GB/T 1865-1997 色漆和清漆 人工气候老化和人工辐射暴露(滤过的氙弧辐射)GB/T 6680-2003 液体化工产品采样通则GB/T 6739-2006 色漆和清漆 铅笔法测定漆膜硬度GB/T 6750-2007 色漆和清漆 密度的测定 比重瓶法GB/T 6753.3-1986 涂料储存稳定性试验方法GB/T 8264-2008 涂装技术术语GB/T 9271-2008 色漆和清漆 标准试板GB/T 9286-1998 色漆和清漆 漆膜的划格试验GB/T 9753-2007 色漆和清漆 杯突试验GB/T 9754-2007 色漆和清漆 不含金属颜料的色漆漆膜的20°、60°和85°镜面光泽的测定 GB/T 13452.1-1992 色漆和清漆总铅含量的测定火焰原子吸收光谱法GB/T 13491-1992 涂料产品包装通则HG/T 3335-1977(1985) 电泳漆电导率测定法HG/T 3337-1977(1985) 电泳漆库仑效率测定法Q/JLY J711380-2008 电泳槽液溶剂含量测定方法3 术语和定义本标准采用GB/T 8264-2008的定义及以下定义。
HGT 3336-1985 电泳漆泳透力测定法

中华人民共和国化学工业部发布
103甚
1977年 __
实施
化工邵东科工业研究所起草
HG 2一 1048一 77
泳透 力 测 定 装 置 图
1一 阴 极 ;2 -液 面 , 3- 橡 皮 塞 ,4 一温 度计擂孔;5一泳透力m定管;6一试片
1.4
7- 阴 极 导 线 rB- 阴 饭 导 线 引 出 孔 .9- 漆 柑
2.4 接通电路,同时开动秒表,电泳 3min(或按产品标准要求),在电泳过程中,电压波动范围不得超过
士2V,
2.5 电泳完毕,关闭电源,取出试条,迅速用水冲洗,除去表面浮漆。 2.6 按上述步骤,重复电泳试条两根,每次侧试前应将漆液搅匀。
1035
HG 2一 1048一 77 2.了 把电泳后的三根试条,放入鼓风恒温干燥箱进行干燥。干燥条件应符合产品标准的规定。 2.8 干燥后待其冷却后,用钢板尺量取每根试条两面泳漆高度(如泳漆部分上端不齐,或出现弯月形 时,以最高处计算)取平均值,精确到 Im m,即为每根试条的泳漆高度。 3 试验结果及误袭
15 天平:感量 0.5g}
饰 秒表:分度小于 0.2s ;
1.7 温度计:0-50'C,分度 。.5'Cr
1.8 板尺:分度ltnm;
切 烧杯 容量 1000mL;
稀释 用水:电导率小于 lops/cm.
测定方法
2.1 按产品标准要求在烧杯中配制电泳漆工作液1000mL,搅匀并调整温度到251C左右,倾入泳透力 测定器的漆槽中,使液面至刻度线,并保持在 25士20C. 2.2 取马口铁试条三根,用脱脂棉蔽乙醉,将试条擦净、晾干、编号,并在 400mm处划线。 2.3 把试条擂在泳透力测定器玻璃管中央,使试条的划线与玻瑞管上端对齐(以保证试条下端与玻璃 管下端对齐),并用阳极夹夹住,同时将电源调节到产品标准要求的电压。
QC07阴极电泳涂料检测方法
4.把量程开关置于最大档,假如预先不知被测介质电导率的大小,应先把
其置于最大档,然后逐档选择适当范畴,使仪器尽可能显示多位有效数字。
5.重复测定三次,取平均值为被测溶液的电导率。
三.测定精度确定:
每次测定的数值与平均值之差,不得大于3%。
四.待测溶液的配制:
按《PH值测定法第四项》执行。
2.用磨口滴瓶取样,在天平上准确称量;置于已称重的培养皿中,使平均流布于容器底部。
3.放入烘焙温度为120±2℃的鼓风恒温烘箱内烘2小时,取出放入干燥器中冷却到室温后,称重,然后再放入烘箱内烘30分钟,取出放入干燥器中冷却至室温后,称重,至前后两次称重的重量差不大于0.01克为止。
4.实验平行测定两个试样。
c.把电极插入被测溶液,摇动试样,使溶液平均,待读数稳固后,该读数即为
溶液的PH值。
三.结果及精度:
测定结果以三次测定值的平均值表示,精确到0.1单位。平行试验的PH值的
差值应不大于0.2单位。
四.待测溶液的配制要求:
待测溶液名称
配制方法
阴极电泳涂料树脂乳液,色浆
按产品规定配工作液,熟化 2小时后测定
QC07阴极电泳涂料检测方法
本法适用于阴极电泳涂料成品细度的测定。
一.仪器药品:
1.小调漆刀;
2.0~50um的刮板细度计;
3.乙基溶纤剂。
二.操作步骤:
1.用细软揩布沾溶剂认真洗净擦干刮板细度计。
2.将试样用小调漆刀充分搅匀,然后在刮板细度计的沟槽最深部分,滴入试样数滴,以充满沟槽而略有余外为宜。
五.注意事项:
1.必须作平行测定。
2.相对误差必须小于2%,否则应重复测定。
电泳涂料与电泳涂膜检测指标及检测规范
电泳涂料与电泳涂膜检测指标及检测规范发布时间:2009-9-19 14:02:30 来源:庆升发布人:qyy 点击次数:1455 次电泳涂料与电泳涂膜检测指标及检测规范不挥发物的测定法一、适用范围:本标准适用于电泳漆原漆,电泳槽液及回收槽槽液的不挥发物的测定。
二、依据标准:国家标准GB6751-86《色漆和清漆,挥发物和不挥发物的测定》;EDTM-03《固成份测定法及计算方式》。
三、仪器设备和材料:1.精密天平(精确度0.001g)2.玻璃干燥器(硅胶干燥剂)3.铝箔纸4.玻璃吸管5.100ml烧杯6.细玻璃棒7.鼓风恒温烘箱8.50ml移液管四、测定方法及步骤1.抽取试样:准备好烧杯,移液管,把需要检测的漆液搅拌均匀,然后用移液管从被测液中抽取试样。
2.将铝箔纸截直径约6cm圆形纸,再将其折成直径4cm的圆盘,将截成的吕箔纸盘置于天平称重并记录为A。
3.玻璃棒搅拌被测液,使之均匀;用玻璃吸管吸取大约2g置于铝箔纸盘上精确称重为B。
4.依次置于烤箱内烘烤温度为105±2℃2小时,然后断开电源,等温度下降到70℃左右时,转移至干燥器中冷却。
5.待冷却至室温,后精确度称重为C。
6.试验平均测定至少两次。
五、结果表示:1.计算:注:NV以两次测试的算术平均值(精确到一位小数)为报告结果。
2.重复性:由同一操作者,在短时间间隔内,在同样的条件下对同一试样所测得两连续结果的差,应不超1%。
电泳漆检测技术指标检测样品检测项目技术指标检测方法电泳漆原漆外观无结块,无沉淀目视不挥发份%☆105℃×2h 乳液:35-37色膏:44-46 武科液检01细度µm 色膏:≤15武科液检15灰份%☆色膏:21-23 武科液检06MEQ酸mmol/100g 乳液:30-36 武科液检05MEQ酸mmol/100g 乳液:55-65 0.1mol/LH2SO4溶剂含量%☆ 6.8-7.2 武科液检04PH值☆乳液:6.3-6.9色膏:6.0-7.0 武科液检03导电度µs/cm☆乳液:2400-2800色膏:1550-1850 武科液检02贮存乳液:6个月;色膏:6个月;贮存条件5-35℃;密封贮存于阴凉干燥处电泳漆槽液导电度µs/cm 1000-1600 武科液检02PH值 6.0-6.6 武科液检03MEQ酸mmol/100g 26-34 武科液检05灰份%☆10-14 武科液检06槽液因体份%☆14-18 武科液检01泳透力≥98武科液检08工作温度℃28℃-32℃溶剂含量%☆2-3 武科液检04干燥性能175±5℃/20min完全干燥漆膜性能漆膜外观色泽均一,平整光滑无颗粒目视漆膜厚度µm 15-30 武科液检01漆膜硬度(铅笔)≥2H武科液检05漆膜附着力(划格1mm)0级武科液检06漆膜柔韧性mm ≤1武科液检09耐盐雾性≥1000h,单向腐蚀≤2mm武科液检12漆膜冲击强度Kg•cm50 武科液检04耐水性(40℃)≥500h,无明显变化武科液检08光泽性(60°)50-80 武科液检10杯突mm ≥6武科液检11注:☆因产品规格不同,指标也略不同,说明书上标明各规格产品详细指标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q/ZTB J00004A-2016
电泳涂料L 效应测定方法
编制:
校对:
审核:
审定:
标准化:
批准:
重庆众泰汽车工业有限公司
2016年7月
前言
为规范电泳涂料 L 效应的测定方法,特制定本标准。
本标准由重庆众泰汽车工业有限
公司提出。
本标准由重庆众泰汽车工业有限公司工艺技术部起草。
本标准主要起草人:刘
春林。
本标准于2016 年8 月1 日发布并实施。
I
1 范围
本标准规定了电泳涂料L 效应测定的试验仪器和材料、试验条件、试验方法、试验结果及试验报告。
本标准适用于电泳涂料L 效应的测定。
2 试验仪器和材料
2.1 直流电源(电压0V~400V 可调,电压波动率小于5%)。
2.2 电泳槽(PVC 材质,尺寸为230mm×130mm×180mm)。
2.3 电动搅拌器(搅拌头为不锈钢或玻璃材质)。
2.4 极板(材质为不锈钢板,极比1:4)。
2.5 恒温鼓风烘箱(量程0℃~500℃,精确度±1℃)。
2.6 恒温水浴。
2.7 磁性测厚仪(精确度±1μm)。
2.8 温度计(量程0℃~50℃,分度值0.5℃)。
2.9 去离子水(电导率小于10μs/cm)。
2.10 磷化钢板(尺寸为100mm×150mm×0.8mm,延长边下端60mm 处折成直角,如图1 所示)。
图1
3 试验条件
试验应在温度(23±2)℃,相对湿度(50±5)%的条件下进行。
4 试验方法
4.1 调整电泳槽液
将电泳槽液调整到工艺温度范围内,同时用电动搅拌器不断搅拌槽液,使槽液均匀分布无沉淀,观察温度计显示读数,用恒温水浴进行温度补偿。
4.2 泳板
将弯曲成“L”状的试板挂在电泳槽中,将试板的水平部分朝向电极一侧,垂直部分距离电极 150mm,垂直部分上端漏出液面30mm。
连接导线,接通直流电源,调节电压,进行电泳,电泳时间限制3min。
4.3 烘干
将试板取出,用去离子水进行冲洗,晾干(漆膜表面无明显积水即可)按照工艺烘干温度在恒温鼓风烘箱中及时进行烘干。
5 试验结果
5.1 目测观察漆膜外观
交叉检查正面的垂直面与背面的水平面、背面的垂直面与正面的水平面的漆膜外观,记录外观有无差异。
5.2 测量膜厚
用磁性膜厚仪测量各面膜厚,并做如下表示:
ΔT1=T 正垂-T 背平
ΔT2=T 背垂-T 正平
式中:
T 正垂-正面垂直面膜厚,μm;
T 背平-背面水平面膜厚,μm;
T 背垂―背面垂直面膜厚,μm;
T 正平―正面水平面膜厚,μm。
6 试验报告
试验报告至少应包括以下内容:
a) 试验目的;
b) 试验仪器和材料;
c) 试验条件;
d) 试验结果;
e) 注明采用本标准;
f) 试验过程中出现的异常情况;
g) 与规定试验方法的任何差异;
h) 试验人员及试验日期。