热轧带钢精轧过程高精度轧制力预测模型_李海军
基于支持向量机的热轧板带轧制力预测

基于支持向量机的热轧板带轧制力预测基于支持向量机的热轧板带轧制力预测引言:热轧板带是金属材料加工中一种重要的工艺,它通过连续热轧的方式,将厚度较大的金属板材压缩成所需的薄板。
在热轧板带的工艺中,轧制力的准确预测对工艺的优化和生产的高效进行起着至关重要的作用。
本文将采用支持向量机(Support Vector Machine,SVM)方法,以改善热轧板带轧制力的预测精度。
一、支持向量机(SVM)支持向量机是一种基于统计学习理论的机器学习方法。
其核心思想是在特征空间中构建一个超平面,使得不同类别的数据能够被尽量大的间隔分开。
SVM在处理小样本、非线性和高维数据方面具有很强的优势。
其通过特征映射将数据映射到更高维的空间中,从而实现在原始空间中线性不可分的问题得以解决。
二、热轧板带轧制力的预测热轧板带的轧制力是在轧制过程中对板带施加的压力。
该参数的准确预测对于优化轧制工艺、减少产品残余应力以及提高产品的质量至关重要。
传统的基于数学模型的轧制力预测方法往往需要大量的经验和繁琐的计算,无法达到实时的预测与调整。
而支持向量机可以通过建立样本数据的非线性映射关系,从而实现轧制力的准确定量预测。
首先,需要收集大量的热轧板带的样本数据,包括板带材料的特性、轧制过程的参数以及相应的轧制力。
然后,将这些数据进行预处理和特征提取,得到用于训练和测试的样本集。
在训练阶段,需要借助支持向量机算法,通过在特征空间中找到最优的分类超平面。
该超平面能够将不同类别的样本数据分隔开,并且使得分隔超平面与最近的训练样本之间的距离最大化。
通过对样本数据的学习和调整,可以得到一个高精度的支持向量机模型。
在预测阶段,将新的热轧板带样本数据输入到已经训练好的支持向量机模型中,就可以获得该板带的轧制力预测结果。
通过与实际测量的数据进行对比,可以验证支持向量机模型的准确性和稳定性。
三、支持向量机在热轧板带轧制力预测中的优势1. 高精度:支持向量机通过学习大量样本数据的映射关系,能够实现高精度的轧制力预测。
基于神经网络的热连轧精轧机组轧制力高精度预报

基于神经网络的热连轧精轧机组轧制力高精度预报吕程王国栋刘相华姜正义朱洪涛(东北大学)袁建光解旗(宝山钢铁(集团)公司)摘要以实测数据为基础,在精轧预设定中采用BP神经网络的方法取代传统的轧制力数学模型,并对神经网络输入项和训练样本进行分析,提出改善神经网络预报精度的一些方法。
预报结果和实测数据比较表明,预报精度有较大的提高。
为满足现场要求提出神经网络预报轧制力在线应用方案。
关键词BP神经网络轧制力预报热连轧HIGH-PRECISION PREDICTION OF ROLLING LOAD OF FINISHING STANDS WITH NEURAL NETWORKSL Cheng WANG Guodong LIU Xianghua JIANG Zhengyi ZHUHongtao(Northeastern University)YUAN Jianguang XIE Qi(Baoshan Iron and Steel Corp.)ABSTRACT On the basis of the measured data of the 2050 mm hot strip mill,the neural networks have been used for prediction of rolling load instead of traditional models for pre-setting finishing stands.The input of networks and training data have been analyzed and some methods for improving the precision of prediction are proposed.The comparison of the measured values and the predicted values show that the methods are very good.In order to satisfy the demand of steel works,a proposal of application of predicting rolling load is given.KEY WORDS BP neural networks,prediction of rolling load,hot continuous rolling1 前言目前,在热连轧生产中,由于钢种的多样化、订货的小批量化以及对尺寸精度要求的不断提高,要求精轧机预设定更加灵活和准确。
热轧带钢精轧过程考虑相变的轧制力模型

热轧带钢精轧过程考虑相变的轧制力模型李维刚;陈水宣;刘相华【摘要】对部分在精轧过程发生相变的热轧钢种,当在双相区轧制时,因奥氏体与铁素体的变形抗力随轧制温度的变化规律不同,使得传统轧制力模型的预报误差很大,影响轧制过程参数控制精度.为此,研发了一种适用于精轧过程发生相变的热轧轧制力模型,首先建立了余弦形式的相变体积分数模型,算出不同轧制温度下奥氏体与铁素体的体积分数;接着,建立加权形式的轧制温度对变形抗力影响项的计算公式,较好地模拟出轧件在双相区轧制的变形特性;最后,把该模型用于宝钢1880热轧轧制力预报在线计算,实际生产表明,该模型显著提高了无取向电工钢等精轧相变带钢的轧制力预报精度,改善了轧制稳定性.【期刊名称】《东北大学学报(自然科学版)》【年(卷),期】2013(034)010【总页数】5页(P1425-1429)【关键词】热轧带钢;轧制力;相变;双相区;模拟【作者】李维刚;陈水宣;刘相华【作者单位】东北大学信息科学与工程学院,辽宁沈阳 110819;厦门理工学院机械工程系,福建厦门 361024;东北大学研究院,辽宁沈阳 110819【正文语种】中文【中图分类】TG335.1在热轧带钢生产中,人们一直在努力提高精轧机组设定模型的精度,以满足用户对产品质量越来越严格的需求.轧制力预报是热连轧精轧机组过程控制模型的核心[1-2],其预报精度直接影响带钢头部厚度精度,并影响穿带过程的轧制稳定性,有必要区别不同情况,进行深入研究.传统上,板带热连轧精轧过程主要集中在奥氏体区轧制,因此目前在线使用的热轧带钢轧制力模型通常只考虑轧件奥氏体区变形的影响.由于独特的成分结构和特殊的热轧工艺制度,部分热轧钢种在精轧轧制过程中存在相变[3].由于轧件的变形抗力在铁素体区与奥氏体区显著不同,直接应用现有的考虑奥氏体变形的轧制力模型进行双相区轧制时,不能正确反映变形抗力、轧制力随轧制温度的变化规律[4],必然造成轧制力计算误差大、厚度严重超差,甚至轧制过程无法进行,严重影响了这类热轧带钢的稳定生产,因此有必要研究在精轧过程实现奥氏体区与铁素体区轧制的热轧带钢的轧制力模型[4-9].本文提出一种适用于精轧过程发生相变的热轧带钢的轧制力模型:通过考虑轧件在奥氏体区与铁素体区变形的体积分数,建立轧制温度对变形抗力的影响项公式,提高带钢的轧制力预报精度,改善轧制稳定性.1 传统热轧轧制力模型基于奥罗万(OROWAN)变形区力平衡理论的西姆斯(SIMS)公式适于热轧带钢轧制力设定,其基本形式为F=w·ld·km·Qp.(1)式中:F为轧制力;w为板宽;ld为接触弧长;Qp为应力状态影响系数;km为变形抗力.其中,w·ld为接触面积,是决定轧制力的几何因素;Qp为决定轧制力的力学因素;km则为影响轧制力的物理因素.金属变形抗力的计算公式较多,一般考虑了材料的化学成分与变形时的物理条件(轧制温度、变形速度和变形程度)等影响因素:(2)式中:σ0为化学成分影响项;与kt(t)分别为变形程度、变形速率、变形温度的影响项.这里,温度对变形抗力的影响通常采用指数函数:(3)式中:t为轧制温度;b为影响系数.一般情况下,随着轧制温度的升高,金属原子间结合力降低,变形抗力降低,式(3)能较好地反映这种单调递减的函数关系.但对精轧阶段发生相变的带钢情况则相反,致使轧件在该温度范围内变形抗力随着温度的升高而升高,传统模型无法准确描述精轧相变带钢变形抗力与温度之间的复杂关系.2 精轧相变带钢轧制力模型针对传统轧制力模型存在的问题,提出一种新型的精轧相变带钢的轧制力模型,通过考虑轧件奥氏体变形与铁素体变形的体积分数,建立轧制温度对变形抗力的影响项公式,显著提高精轧相变带钢的轧制力预报精度.1) 根据带钢在精轧过程的轧制温度,计算轧件从奥氏体向铁素体转变过程中铁素体的体积分数:(4)式中:φα为铁素体的体积分数;Ar3,Ar1为相变开始点温度与相变结束点温度.2) 根据轧件中奥氏体与铁素体变形的体积分数,计算轧制温度对变形抗力的影响项.在已知轧件奥氏体与铁素体的体积分数时,根据体积分数计算轧制温度对变形抗力的影响项:(5)根据式(4)和式(5),当t>Ar3时,轧件在奥氏体区轧制温度对变形抗力的影响项为(6)当t<Ar1时,轧件在铁素体区轧制温度对变形抗力的影响项为(7)式中:γ1,γ2为轧件在奥氏体区时轧制温度对变形抗力的影响系数;α1,α2为轧件在铁素体区时轧制温度对变形抗力的影响系数.3) 根据轧制温度对变形抗力的影响项,计算轧件在双相区轧制时的变形抗力及轧制力.得到轧件轧制温度对变形抗力的影响项后,可按下式计算轧件的变形抗力:变形抗力得到后,根据公式(1)可计算得到精轧相变带钢的轧制力.3 新型相变模型的应用效果宝钢1880热轧在生产中低牌号无取向电工钢时发现,轧件在前部机架的变形抗力与轧制温度的变化规律恰好与常规热轧带钢相反.图1为轧件在精轧机架轧制时变形抗力与轧制温度的关系图,可见,在F1,F2机架,变形抗力随温度的降低而降低,与常规钢种相反,为双相区轧制;在F3机架,变形抗力随轧制温度的降低变化不明显,此时为双相区轧制切换到铁素体轧制的过渡阶段;在F4~F7机架,变形抗力随轧制温度的降低而升高,为铁素体区轧制.图1 采用传统模型时变形抗力与轧制温度的关系Fig.1 Relationship between deformation resistance and rolling temperatures in traditional model(a)—F1; (b)—F2; (c)—F3; (d)—F4;(e)—F5; (f)—F6; (g)—F7.由于带钢在精轧前部机架发生相变,轧制力预报误差较大,严重时带钢厚度超差,甚至轧制过程无法进行,严重影响了这类热轧带钢的轧制稳定性,给正常生产带来困难[3].下面应用新型相变模型,提高这类电工钢轧制力设定的预报精度.要应用上述相变模型,还需要确定相变开始点温度、相变结束点温度、温度对变形抗力影响系数等参数.对某个确定的钢种,这些参数都是唯一确定的,可从以往的轧制实际数据中分析得到,步骤如下.1) 确定相变开始点温度与相变结束点温度.根据热轧生产中实际的轧制力和带钢宽度、轧辊直径、入口厚度、出口厚度、轧辊速度、轧件温度等实际数据,反求轧制温度对变形抗力的影响项(8)(9)求解压扁弧长时要用到压扁轧辊半径,在已知带钢实测轧制力情况下,可根据Hitchcock公式[9]求得压扁轧辊半径.将由式(9)得到的与对应的轧制温度组成的数据对绘制到图2.可见,曲线在990 ℃附近出现极大值点,在940 ℃附近出现极小值点,由此推测得到Ar3=990 ℃,Ar1=940 ℃.图2 精轧相变带钢轧制温度对变形抗力的影响Fig.2 Effects of rolling temperature on deformation resistance of phase transformation strips during finishing process得到相变开始点温度与相变结束点温度后,可得到轧件在铁素体区的体积分数与轧制温度的关系,如图3所示.图3 轧件在铁素体区的体积分数与轧制温度的关系Fig.3 Relationship between transformation volume fraction of ferrite and rolling temperature2) 确定轧制温度对变形抗力的影响系数.为了确定温度对变形抗力的影响系数,以温度Ar1为分界点,将数据对分为两个子集合:集合1为铁素体区(t<Ar1),假设数据对数为n;集合2为双相区与奥氏体区(t≥Ar1),假设数据对数分别为m1,m2.对数据集合1,通过求解如下的非线性优化问题获得待定参数α1,α2:(10)对数据集合2,通过求解如下的非线性优化问题获得待定参数γ1,γ2:min f(γ1,γ2)=(11)遗传算法[10]是一种新型的、融合了自然遗传学和计算机科学的迭代自适应随机性搜索算法.为此,采用遗传算法对非线性问题(10)和(11)进行优化计算,得到宝钢1880热连轧精轧机组无取向电工钢轧制温度对变形抗力的影响系数为α1=2 700,α2=0.03;γ1=3 400,γ2=0.将求得的待定参数代入式(4)和式(5),得到轧制温度对变形抗力的影响规律,如图4所示.由图4可知:在双相区轧制时,变形抗力随着轧制温度的降低而降低,这与常规碳钢的变化规律正好相反;式(4)和式(5)能较好地拟合带钢在精轧机架发生相变时轧制温度对变形抗力的影响规律.目前,新型相变模型已成功用于宝钢1880热连轧精轧机组无取向电工钢轧制力预报的在线计算.实际生产表明:变形抗力的设定值和反求值与轧制温度的变化趋势一致、与实际轧制结果的吻合度很高(图4),新旧模型的误差分布范围见图5.轧制力模型计算误差超过10%的比例从36.6%减小为2.9%,平均计算误差从10%减小为4%.新型模型能满足现场无取向电工钢实现奥氏体区与铁素体区轧制的生产稳定性要求,同时保证带钢头部厚度控制精度.图4 采用新型模型时变形抗力与轧制温度的关系Fig.4 Relationship between deformation resistanceand rolling temperature in new model(a)—F1; (b)—F2; (c)—F3; (d)—F4.本文解决了热轧带钢在奥氏体区、双相区及铁素体轧制的统一建模问题.通过计算轧件在奥氏体区与在铁素体区的体积分数,精细考虑轧制温度对变形抗力的影响,显著提高了双相区轧制的轧制力预报精度.图5 轧制力模型的预报误差Fig.5 Prediction errors of two rolling force models文献[3]采用机架间冷却水与机架空过把双相区控制在精轧机架之间,解决了电工钢轧制稳定性差的生产难题.但其缺陷在于需要严格控制轧件在各机架的温度,工艺窗口较窄.与之相比,本文方法具有更好的适应性,无论轧件是在奥氏体区轧制,还是在双相区或铁素体区轧制,都可以较精确地预报轧制力.该模型可用于在精轧过程发生相变的各类热轧带钢(如电工钢、IF钢等)的控制轧制,提高这类轧制难度较高的热轧带钢的轧制稳定性与产品指标.4 结论1) 建立了热轧带钢进行奥氏体轧制、双相区轧制及铁素体轧制的统一模型,可用于在精轧过程发生相变的各类热轧带钢的控制轧制,提高其轧制稳定性与产品指标.2) 采用余弦形式的相变体积分数计算公式与加权形式的变形抗力影响项公式,使其能较好模拟轧件在双相区轧制的变形特性.3) 在线应用表明新模型的轧制力预报精度高,轧制力模型计算误差超过10%的比例从36.6%减小为2.9%,满足热轧带钢奥氏体区与铁素体区轧制的生产稳定性要求.参考文献:[1] 李维刚,谭树彬,李家波,等.热连轧机轧制力与轧制力矩模型研究[J].东北大学学报:自然科学版,2011,32(5):622-625.(Li Wei-gang,Tan Shu-bin,Li Jia-bo,et al.Modeling rolling force and rolling torque in a hot strip mill [J].Journal of Northeastern University:Natural Science,2011,32(5):622-625.)[2] Freshwater I J.Simplified theories of flat rolling:the calculation of roll pressure,roll force and roll torque [J].International Journal of Mechanical Sciences,1996,38(6):633-648.[3] 李正荣,李军,刘勇,等.中低牌号无取向电工钢轧制工艺研究[J].钢铁,2011,46(3):42-46.(Li Zheng-rong,Li Jun,Liu Yong,et al.Research of medium and low grade non-o riented electrical steel’s rolling process [J].Iron and Steel,2011,46(3):42-46.)[4] 刘战英,周满春,王涛,等.IF钢铁素体区轧制的变形抗力模型[J].塑性工程学报,2005,12(5):92-95.(Liu Zhan-ying,Zhou Man-chun,Wang Tao,et al.Resistance model of IF steel rolled in ferrite region [J].Journal of Plasticity Engineering,2005,12(5):92-95.)[5] Serajzadeh S,Karimi-Taheri A,Nejati M,et al.An investigation on strain in homogeneity in hot strip rolling process [J].Journal of Materials Processing Technology,2002,128(1):88-99.[6] Ghosh C,Vladimir V,Basabe J J,et al.The dynamic transformation of deformed austenite at temperatures above the Ae3 [J].Acta Materialia,2013,61(7):2348-2362.[7] Suwanpinij P,Rudnizki J,Prahl U,et al.Investigation of the effect of deformation on γ-α phase transformation kinetics in hot-rolled dual phase steel by phase field approach[J].Steel Research International,2009,80(9):616-622.[8] Schindler I,Rudolf K,Jiri P,et al.Model of mean flow stress of Ti-IF steel considering effect of phase transformations [J].Steel Research International,2008,79(10):758-764.[9] Han H.Determination of mean flow stress and friction coefficient by the modified two-specimen method in cold rolling [J].Journal of Materials Processing Technology,2005,159(3):401-408.[10]Son J S,Lee D M,Kim I S,et al.A study on genetic algorithm to select architecture of a optimal neural network in the hot rolling process [J].Journal of Materials Processing Technology,2004,153(10):643-648.。
“1+4”铝热连轧轧制力自学习

“1+4”铝热连轧轧制力自学习杨景明;马凤艳;车海军;杜楠【摘要】在铝热连轧精轧生产过程中,轧制力的预报精度直接影响板厚和板凸度控制精度.针对河南某1+4铝热连轧机现场轧制力预报精度较低的问题,根据现场采集的大量轧制数据,建立了轧制力模型自学习算法,并用细菌觅食优化算法对自学习中的增益系数进行了优化,提高了轧制力预报精度.【期刊名称】《中国机械工程》【年(卷),期】2013(024)024【总页数】4页(P3300-3303)【关键词】铝热连轧;轧制力;数学模型;自学习;细菌觅食优化算法【作者】杨景明;马凤艳;车海军;杜楠【作者单位】国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004 ;燕山大学工业计算机控制工程河北省重点实验室,秦皇岛,066004;国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004 ;燕山大学工业计算机控制工程河北省重点实验室,秦皇岛,066004;国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004 ;燕山大学工业计算机控制工程河北省重点实验室,秦皇岛,066004;国家冷轧板带装备及工艺工程技术研究中心,秦皇岛,066004 ;燕山大学工业计算机控制工程河北省重点实验室,秦皇岛,066004【正文语种】中文【中图分类】TG335.130 引言在铝热连轧二级设定计算中,轧制力预设定计算精度直接影响其他工艺参数的预设定精度。
然而,铝热连轧是一个相当复杂的过程,而且影响因素很多,导致轧制力预报总会存在误差。
引起误差的原因可以归结为模型本身的误差、轧制设备测量误差、过程状态的变化等[1]。
近年来为提高轧制力预报精度,人们将自学习应用到轧制力模型预报中,来适应复杂多变的轧制生产过程。
已有不少学者对轧制力模型的自学习进行了研究,采用的轧制力模型自学习方法一共有两种形式:一种形式是以传统变形抗力机理模型中的某个系数作为轧制力自学习参数[2],另一种形式是直接在轧制力模型中加入自学习参数[3]。
热轧带钢轧后冷却控制及其自学习方法
热轧带钢轧后冷却控制及其自学习方法刘伟嵬;李海军;王昭东;王国栋【摘要】热轧带钢轧后冷却过程中卷取温度的控制精度是保证带钢表面质量和板形良好的一个关键因素,因此温度控制精度的核心是冷却过程控制模型的建立,同时新的数学模型应该具有自学习功能以提高控制精度.以此为出发点,建立了具有非线性结构特征的热轧带钢冷却过程控制的数学模型,并对新模型的自学习能力进行了研究,使该模型能够不断地修正其关键参数以提高温度控制精度,从而增强了模型的自适应性.通过对该冷却过程数学模型的现场实际应用,验证了该冷却数学模型的卷取温度控制能够达到较高的精度,为提高带钢产品质鼍奠定了基础.【期刊名称】《东北大学学报(自然科学版)》【年(卷),期】2010(031)012【总页数】4页(P1725-1728)【关键词】冷却过程;数学模型;卷取温度;自学习;热轧带钢【作者】刘伟嵬;李海军;王昭东;王国栋【作者单位】东北大学,轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004;东北大学,轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004;东北大学,轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004;东北大学,轧制技术及连轧自动化国家重点实验室,辽宁沈阳110004【正文语种】中文【中图分类】TG335.5热轧带钢轧后冷却过程中卷取温度的控制精度直接影响着带钢的组织性能和力学性能,是保证带钢质量和板形良好的关键因素之一[1]。
在实际生产中,卷取温度的控制与带钢材质、厚度、宽度、运行速度、冷却水温度、压力等因素都密切相关[2-4],是一类不确定、非线性的复杂过程,因此,建立精确的过程控制模型和提高模型自学习能力对轧后冷却卷取温度的控制十分重要。
本文基于传热学基本理论,建立了具有非线性结构特征的热轧带钢轧后冷却过程控制的数学模型,并对其自学习能力进行了研究,将该模型应用于某热轧厂内不同规格的产品,取得了良好效果。
1 轧后冷却控制系统以国内某钢铁企业热轧板厂为例,带钢经过七级热连轧机架后,进入轧后冷却区,经过水冷和空冷作用后,使带钢温度降到合适的卷取温度,通过卷取机变成钢卷,其冷却系统及其控制系统示意图如图1所示。
基于深度学习的带钢精轧过程自由宽展预测

基于深度学习的带钢精轧过程自由宽展预测
张峥;仲兆准;李阳;章顺虎
【期刊名称】《中国冶金》
【年(卷),期】2022(32)11
【摘要】为提高带钢精轧过程宽度的控制精度,以实际生产数据为驱动,建立深度学习网络模型,对自由宽展进行预测。
采用拉伊达准则对实际生产数据进行清洗,对清洗后的数据进行相关性分析,并提取相关系数大于给定阈值的特征。
基于预处理后的特征数据,对深度学习网络进行训练,建立自由宽展预测模型。
针对测试实例,分别采用该模型与传统数学模型进行预测,并从均方误差、最大偏差以及误差分布等多个方面进行对比分析。
结果表明,所建立的深度学习预测模型,具有更高的预测精度和更好的性能指标。
【总页数】7页(P121-127)
【作者】张峥;仲兆准;李阳;章顺虎
【作者单位】苏州大学沙钢钢铁学院
【正文语种】中文
【中图分类】TG3
【相关文献】
1.基于综合BP网络的铸坯粗轧过程温度预测模型的研究
2.热轧带钢精轧过程高精度轧制力预测模型
3.基于无线传感器的薄带铸轧过程信息跟踪采集
4.基于数据增
强与自编码GRU网络的多规格热轧带钢精轧电耗预测5.基于深度学习原子特征表示方法的Janus过渡金属硫化物带隙预测
因版权原因,仅展示原文概要,查看原文内容请购买。
热轧带钢精轧过程考虑相变的轧制力模型

热轧带钢精轧过程考虑相变的轧制力模型热轧带钢是一种重要的金属材料,其制造过程中需要经历多道工序,其中包括精轧工序。
在精轧过程中,为了保证钢材的精度和质量,必须考虑相变对轧制力的影响。
因此,热轧带钢精轧过程需要考虑相变的轧制力模型。
首先,需要了解相变与轧制力之间的关系。
相变是固体材料在温度和压力的变化下发生的物理变化,例如固-液相变、固-固相变等。
在热轧带钢精轧过程中,随着温度和压力的变化,钢材中可能会发生相变。
相变会导致材料的力学性质发生变化,进而影响轧制力的大小。
钢材的轧制力决定了轧制过程的稳定性和钢材形变的能力。
因此,在进行热轧带钢精轧时,必须考虑相变的影响,以便预测和控制轧制力的大小。
目前,存在多种基于相变的轧制力模型。
这些模型建立在相变对材料性能和力学行为的影响上,以预测轧制力的大小。
其中,最常用的模型是基于热力学和动力学的相变模型。
在热力学相变模型中,假设材料的相变取决于温度和化学势。
当材料处于相变点附近时,该模型能够预测材料的相转变温度、相变焓和相平衡状态。
在轧制力模型中,相变的温度和化学势作为输入变量,可以预测轧制力的变化。
动力学相变模型则考虑相变的过程和动力学机制。
这些模型使用DSC、TGA等实验数据,以及多相转变动力学理论和前处理技术,分析相转变的动力学行为。
该模型基于材料的微观结构与晶体发展规律来预测材料的变形能力和轧制力量的大小。
在实际的热轧带钢精轧生产中,相变的轧制力模型能够帮助厂家确定适当的轧制参数和轧辊设计,以确保钢材的精度和质量。
此外,该模型还可以优化生产过程,减少能源消耗和污染排放,提高生产效率和经济效益。
总而言之,相变的轧制力模型是热轧带钢精轧过程中的一个重要理论基础。
通过考虑相变对材料性能和轧制力的影响,可以更好地掌握轧制过程和材料的特性,提高生产效率和产品质量。
热轧带钢精轧过程高精度轧制力预测模型

热轧带钢精轧过程高精度轧制力预测模型
李海军;徐建忠;王国栋
【期刊名称】《东北大学学报(自然科学版)》
【年(卷),期】2009(030)005
【摘要】轧制力模型的计算精度直接影响热轧带钢厚度控制精度,目前大多数轧制力模型都把轧制压力分解成应力状态影响系数和变形抗力的乘积.选用与西姆斯公式吻合较好美坂佳助公式作为应力状态影响系数模型,并考虑残余应变的影响,建立了高精度轧制力预测模型.分析了残余应变对普碳钢和合金钢轧制力的影响,给出了带钢热连轧机组残余应变工程计算方法.现场应用结果表明,该轧制力模型具有较高的预测精度,可以满足在线要求.
【总页数】4页(P669-672)
【作者】李海军;徐建忠;王国栋
【作者单位】东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004;东北大学轧制技术及连轧自动化国家重点实验室,辽宁沈阳,110004
【正文语种】中文
【中图分类】TG335.52
【相关文献】
1.热轧带钢精轧过程的混合温度模型 [J], 傅新;陈水宣;邹俊;杨华勇
2.热轧带钢精轧过程中传热分析 [J], 李连平;初元璋;谢建新
3.带钢热连轧精轧过程轧制力模型研究 [J], 李永辉;王涛;张磊;高璐;郭琦;肖宏;马莉莉;边靖
4.热轧带钢精轧过程考虑相变的轧制力模型 [J], 李维刚;陈水宣;刘相华
5.攀钢1450热轧带钢厂精轧机组电动压下机构带钢压下时的动特性计算和探讨[J], 孙维銮
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
,
Hc =(H +h)/ 2 .
(3)
式中 :L d 为变形区接触弧长度 , mm ;Hc 为轧件平
均厚度 , mm ;H 为机架入口轧件厚度 , mm ;h 为 机架出口轧件厚度 , mm .
3)福特 -亚历山大公式
QF
=0.786
+r
(2
-r 2
)
1 -r
其中各参数的意义参见式(3).
4)克林特里公式
(1942 -), 男 , 辽宁大连人 , 东北大学教授 , 博士生导师 , 中国工程院院士 .
6 70
东北大学学报(自然科学版) 第 30 卷
mm ;Q F 为应力状态影响系数 . 1 .2 应力状态影响系数模型
目前普遍认为基于 Orow an 理论的西姆斯的 应力状态系数模型是最适于热轧带钢轧制力模型 的理论公式 .由于西姆斯模型比较复杂 , 许多人在 其基础上发表了各种简化的西姆斯应力状态影响 系数公式 .其中比较著名的有志田茂公式 、美坂佳 助公式 、福特 -亚历山大公式和克林特里公式[ 2] .
轧件在机架间的运输时间 , s ;t o 为机架间轧件的
平均温度 , ℃.
(8) 式中 :K m 为金属的平均变形抗力 , MPa ;σs 为由 志田茂公式计算 得到的金属塑 性变形阻力 , kg/
当机架间轧件的平均温度高于未再结晶区开 始温度 C rcy0 时 , 再结晶完全 , 前一机架的残余应 变为零 , 否则需要考虑前一机架的残余应变对本
(C)+0 (C)+0
.06 .09
;
(7)
第 5 期 李海军等 :热轧带钢精轧过程高精度轧制力预测模型
6 71
(-0 .019w(C)+0 .126)T +0 .075w(C)+0 .050 ,
m
=
(0 .081 w(C)-0 .154)T
-0 .019 w(C)+0
.207
+
w
0 .027 (C)+0
mm2 ;w i 为化学成分质量分数 , %;Ckmi 为化学成 分影响项系数 . 1 .4 机架间残余应变模型
轧件在精轧机组中轧制随着温度的降低 , 回
机架变形抗力的影响 .近似认为残余应变占总应
变的比例与道次间未再结晶部分的百分数 1 -p
成正比关系 ,
e′t = C rcy6[ (1 -p)eti -1] .
(a)— R/ h =80 ;(b)— R/ h =150 .
1 .3 变形抗力模型
碳含量的函数 .
变形抗力模型是轧制力模型的核心 , 它直接 决定了轧制力模型的预报精度 .志田茂对 8 种碳 素钢进行了实验 , 在实验的基础上提出了碳素钢 的金属塑性变形阻力模型 .志田茂模型考虑了相 变对金属塑性变形阻力的影响 , 在相变临界温度 两侧采用了不同的模型 , 模型中相变临界温度是
(10)
复和再结晶会变得不完全 , 进而产生加工硬化现 象 .对于普碳钢一般 890 ℃左右 , 回复和再结晶会 变得不完全 , 而对于合金钢由于合金元素的作用 ,
式中 :eti -1为前机 架累加变形程度 ;e′t 为残余应 变 ;C rcyi 为模型参数 , 不同钢种的残余应变模型参 数不同 .
(1)
式中 :F 为轧制力 , kN ;K m 为材料平均变形抗力 , MPa ;L d 为 接 触 弧长 度 , mm ;W 为轧 件 宽 度 ,
收稿日期 :2008-07-10
基金项目 :国家自然科学基金资助项目(50534020). 作者简介 :李海军(1979 -), 男 , 辽宁锦州人 , 东 北大学讲 师 , 博士 ;徐建忠(1964 -), 男 , 黑龙江 双城人 , 东北 大学教 授 ;王国 栋
5 .0 Td
-w
0 .01 (C)+0
.0 5
u 10
m
1 .3
e 0 .2
n
-0 .3
e 0 .2
u 10
m
1 .3
e 0 .2
n
-0 .3
e 0 .2
,
,
to
≥
t
o d
;
to
<
t
o d
.
式中 :
g
=30
.0(w(C)+0 .90)
T
-0 .95
w(C)+0 .49 w(C)+0 .42
2
+ww
完全回复和再结晶的所需的温度更高 , 加工硬化
.320
,
to
≥
t
o d
,
to
<
t
o d
;
n
=0 .41 -0 .07w(C);T
=
t o +273 1 000
;T d
=
t
o d
+273
1 000
;e
=ln
1 1 -r
;
u=
Vr Rd ·H
1 e ;r r
=
H
-h H
.
式中 :σs 为金属塑 性变形 阻力 , kg/m m2 ;u 为变 形速度 , 1/ s ;e 为变形程度 ;r 为压下率 ;Vr 为轧
High-Precision Rolling Force Prediction Model for Hot Strip
Continuous Rolling Process
LI Hai-jun , XU Jian-zhong , W ANG Guo-dong
(State K ey Labora tory of Rolling & A utomation , No rtheastern University , Sheny ang 110004, China . Correspondent :LI Hai-jun, E-mail:lihj @ ral.neu .edu .cn)
1 轧制力数学模型
1 .1 轧制力模型结构
目前大多数轧制力数学模型的共同特点是除
了考虑轧件的宽度和轧辊的接触弧长之外 , 都把 轧制压力分解成两个函数的乘积[ 5-6] .一个函数
是变形抗力 , 另一个函数是应力状态影响系数 .轧
制力数学模型形式如下式所示 :
F =K m · Ld · W · QF .
辊线速度 , m/ s ;R d 为轧辊弹性压扁半径 , mm ;t o 为轧件温度 , ℃;H 为机架入口带钢厚度 , m m ;h
为机架出口带钢厚度 , mm .
在志田茂公式的基础上 , 考虑化学成分影响
项 , 并进行单位转换 , 得到的平均变形抗力模型
∑ K m = 2 · 9 .8
n
{C km i · w i}+Ckm0 σs .
R/ h 条件下的计算结果来看 , 美坂佳助公式和克
林特里公式与西姆斯公式吻合较好 , 而志田茂公
式和福特 -亚历山大公式与西姆斯公式计算结果
存在着较大的偏差 .本文选用了与西姆斯公式吻
合得较好的美坂佳助公式作为应力状态影响系数
模型 .
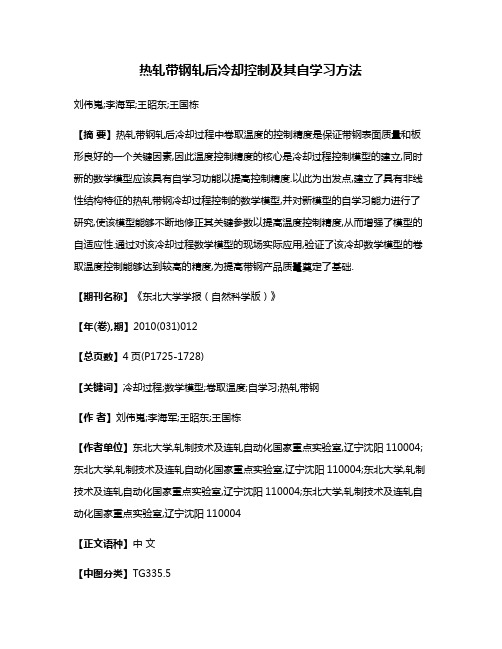
图 1 应力状态影响系数与压下率的关系曲线 Fig .1 Influence coefficient in stress state vs.reduction ratio
(东北大学 轧制技术及连轧自动化国家重点实验室 , 辽宁 沈阳 110004)
摘 要 :轧制力模型的计算精度直接影响热轧带钢厚度控制精度 , 目前大多数轧制力模型都把轧制压力 分解成应力状 态影响系数和变形抗力的 乘积 .选用与 西姆斯 公式吻 合较好 美坂佳助 公式作 为应力 状态影 响 系数模型 , 并考虑残余应变的影响 , 建立了高精度轧制力预测模型 .分析了残余应变对普碳钢和合金钢轧制力 的影响 , 给出了带钢热连轧机组残余应变工程计 算方法 .现场应用结果表明 , 该轧制力模型具有较高的预测精 度 , 可以满足在线要求 . 关 键 词 :轧制力 ;热轧带钢 ;厚度控制 ;残余应变 中图分类号 :TG 335 .52 文献标识码 :A 文 章编号 :1005-3026(2009)05-0669-04
热轧带钢的厚度精度是产品质量的重要指标 之一 .从过程设定模型角度看 , 与头部厚度命中率 密切相关的模型有两个 :轧制力计算模型和轧机 辊缝位置模型 .任何一个模型计算有偏差都会造 成厚度精度的下降 .其中轧机辊缝位置模型可以 根据实测数据和理论计算进行拟合 , 其计算精度 一般比较高 , 但轧制力模型的计算精度一直是影 响设定精度的瓶颈 , 所以国内外许多学者在这方 面做了许多工作[ 1-4] .本文考虑了残余应变和机 架间张力等因素的影响 , 建立了高精度轧制力在 线预测模型 .
Rd H
.(4)
QF
=0.75
+0.27
Ld , Hc
H c =(H +h)/ 2 .
(5)
其中各参数的意义参见式(2)和(3).
采用上述 4 个公式计算了不同的 R/ h 条件
下 , 应力状态影响系数与压下率的关系曲线 , 并与
西姆斯公式计算结果进行比较 , 图 1 给出 R/ h =
80 和 R/ h =150 条件下 的计算结 果 .从 不同的
3
i =1
1,
t o ≥ C rcy 0 ;
p=
1 -ex p
C rcy1
τ τ0 .5
C
rcy2
,
t o < C rcy 0 ,
τ0 .5 = C rcy3 e e Ct rcy4 xp
C rcy5 3 .14 ·(t o +273)
.
(9)
式中 :τ0.5为发生 50 %再结晶需要的时间 , s ;τ为