标准化作业流程控制卡
流程控制卡
.流程管事用卡控制第一章流程控制卡我们在公司看到一个特别广泛的现象:只做不论。
每一个人都在做事,但做了就算达成了任务。
至于做获得不到位,好不好,却没有人去管,致使好多管理活动都起不了真实的作用,成了假动作。
三因素法对应的“流程控制卡”是解决这个问题的良药。
每一个有效的管理动作一定具备三个因素:标准、限制、责任。
也就是说,事情怎么做一定要有标准,要有规定,接着要有人检查,形成监察和限制。
最后事情做的利害必定要追查责任,好有奖,坏要罚。
标准、限制、责任三个因素缺一个,都会让管理动作成为一个假动作,管理就是失控的。
因此三因素法对应的流程控制卡是剖析和解决失控的重要工具,也是成立控制系统的重要工具。
没有标准就成立标准,没有限制就没有设检查的环节,没有责任就要搞奖罚。
我们在每个做过管理改革的公司,都依据管理一定三因素的原则,推出了“流程控制卡”的管理工具,既要简易又适用。
它将任何一个管理动作都分解成“怎样做” 、“谁检查”、“担何责”三个方面,而且写在一张小卡上,作业的职工和检查的职工都有这类小卡片,每一个人都按上的写法去做,起到了很好的控制成效。
流程控制卡页码流程控制卡3客户订单办理一4客户订单办理二5客户订单办理三6客户订单办理四7生产作业计划一8生产作业计划二9生产作业计划三10生产作业计划四11采买作业一12采买作业二13采买作业三14采买作业四15收料作业一页码流程控制卡26制程质量异样办理二27制程质量异样办理三28制程质量异样办理四29外发加工作业一30外发加工作业二31外发加工作业三32外发加工作业四33成品入库作业一34成品入库作业二35成品出库作业一36成品出库作业二37供给商管理一38供给商管理二页码流程控制卡页码流程控制卡49 制程查验作业三72 新资料确认作业四50 制程查验作业四73 工程更改作业一51 成品查验作业一74 工程更改作业二52 成品查验作业二75 工程更改作业三53 成品查验作业三76 工程更改作业四54 成品查验作业四77 模具管理一55 客户投诉办理一78 模具管理二56 客户投诉办理二79 模具管理三57 客户投诉办理三80 模具管理四58 客户投诉办理四81 模具管理五59 客户退货办理一82 模具管理六60 客户退货办理二83 生产设施管理一61 客户退货办理三84 生产设施管理二16 收料作业二39 供给商管量三62 客户退货办理四85 生产设施管理三17 领发料作业一40 供给商管理四63 新产品开发生业一86 生产设施管理四18 领发料作业二41 来料查验作业一64 新产品开发生业二87 生产设施管理五19 退补料作业一42 来料查验作业二65 新产品开发生业三88 生产设施管理六20 退补料作业二43 来料查验作业三66 新产品开发生业四89 量测仪器管理一21 呆板物料办理一44 来料查验作业四67 新产品开发生业五90 量测仪器管理二22 呆板物料办理二45 来料查验作业五68 新产品开发生业六91 量测仪器管理三23 呆板物料办理三46 来料查验作业六69 新资料确认作业一92 量测仪器管理四24 呆板物料办理四47 制程查验作业一70 新资料确认作业二93 量测仪器管理五25 制程质量异样办理一48 制程查验作业二71 新资料确认作业三94 量测仪器管理六【客户订单办理】流程控制区卡(一)项目失控点失控后描绘控制点设点精要未确认《客户订单》资料是标准:客户订单交11、成立〈物料清单〉,并依据客户种类及要求成立〈客户要案〉;否正确、清楚、完好,不了期答复失控解工厂的实质产能,就答复2、成立各车间及工序的产能标准,明确订单办理周期;客户订单交期,实质就是欺3、成立〈客户订单〉评审体制。
现场标准化作业指导卡
1.4杆塔上作业转位时不得失去后备保护绳的保护;
1.5杆塔上有人工作时,不准调整或拆除拉线
2
触电伤人
2.1挂好接地线,防止反供电。
2.2使用个人保安线。
2.3登杆前必须验电。
3
作业人员身体状况
掌握作业人员的身体状况是否良好。
现场标准化作业指导卡现场标准化作业指导书标准化作业指导书现场作业标准化安全标准化作业指导书配网标准化作业指导书现场作业指导书标准化作业施工现场标准化图集标准化作业流程
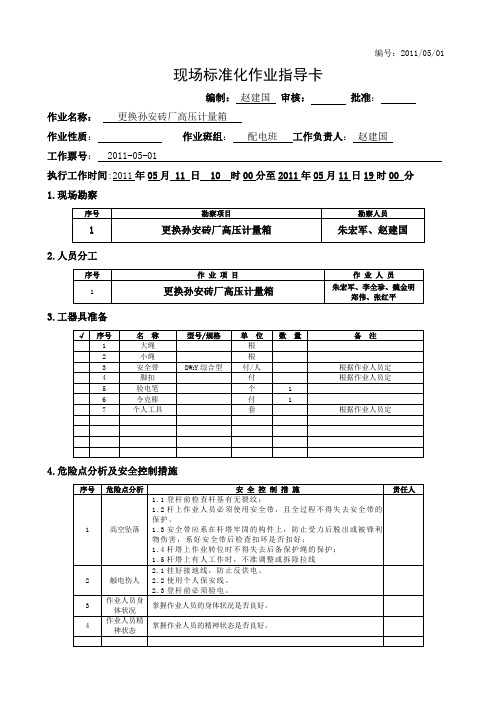
编号:2011/05/01
现场标准化作业指导卡
编制:赵建国审核:批准:
作业名称:更换孙安砖厂高压计量箱
作业性质:作业班组:配电班工作负责人:赵建国
风险提醒(必要时)
检查情况
检查人
1
工器具检查
1.1安全带无破损,扣环无卡涩现象,且配件齐全。
1.2脚扣是否完好。
备注:
工作票号:2011-05-01
执行工作时间:2011年05月11日10时00分至2011年05月11日19时00分
1.现场勘察
序号
勘察项目
勘察人员
1
更换孙安砖厂高压计量箱
朱宏军、赵建国
2.人员分工
序号
作业项目
作业人员
1
更换孙安砖厂高压计量箱
朱宏军、李全珍、魏金明郑伟、张红平
3.工器具准备
√
序号
名称
型号/规格
4
作业人员精神状态
掌握作业人员的精神状态是否良好。
5.其他班组(或专业)间配合或交叉作业危险因素
序号
相关班组
标准化作业卡片

钢筋加工作业要点卡片序号工序作业控制要点1 钢筋备料钢筋表面的油渍、钢筋表面的油渍、漆污、漆污、水泥浆和用锤敲击能剥落的浮皮、水泥浆和用锤敲击能剥落的浮皮、铁锈等均应清理铁锈等均应清理干净,钢筋应平直、无局部折2 机械检查使用使用钢筋对焊机、切断机、弯曲机、调直机,应遵守钢筋机械安全技术操作规程,先检查后使用,使用后切断电源,设备应做好“十字作业”(清洁、润滑、调整、紧固、防腐)3 下料弯曲钢筋下料长度=总长度总长度(扣除保护层后,(扣除保护层后,(扣除保护层后,钢筋外皮尺寸)钢筋外皮尺寸)+斜段增加长度-弯折纸编制配料单,钢架下料依据配料单进行。
使用切断机断料时不能超过机械的负载能力,在活动刀片前进时禁止送料,送料时距离刀口的距离不得小于15mm。
4 弯制用光圆钢筋制成的箍筋,其末端应有弯钩,弯钩的弯曲内直径应大于受力钢筋直径,且不小于箍筋直径的2.5倍。
弯曲钢筋应做成平滑曲线,钢筋的最小弯曲半径:HPB235钢筋的最小弯曲半径应为10倍钢筋直径,HRB335钢筋的最小弯曲半径应为12倍钢筋直径,HRB400钢筋的最小弯曲半径应为14倍钢筋直径。
钢筋应在常温下加工,不宜加热。
弯制钢筋宜从中部开始,逐步弯向两端,弯钩应一次弯成。
5 储存加工好的钢筋应编号、分类存放,并做好标识。
钢筋存放场地需进行硬化,有防雨防潮措施6 偏差受力钢筋顺长度方向的全长:l≤5000时允许偏差〒10mm,l>5000时允许偏差〒20mm;弯曲钢筋的弯曲位臵允许偏差〒20。
注:l为钢筋长度(mm)序号工序作业控制要点1 班前安全检查机械质量玩好,一机一闸一箱一漏电保护器,外壳有接地。
穿结缘鞋、配戴结缘手套等防护用品。
当焊件表面潮湿、覆盖有冰雪,或在下雨、下雪刮风期间,焊工及焊件无保护措施时,不应进行焊接。
2 接头处理焊件组装焊接前,对焊接接触面和焊缝边缘每边30~50mm范围内的铁锈、毛刺等清理干净,露出钢材金属光泽。
3 布臵接头钢筋接头应避开钢筋弯曲处,距弯曲点的距离不得小于钢筋直径的10倍;同一根钢筋上应少设接头。
水车标准化作业卡new
2)接点光滑无明显烧损痕。
3、作业程序
1)了解设备运行情况。
2)电磁阀外部检查。
作业开始时间:年月日
作业结束时间:年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
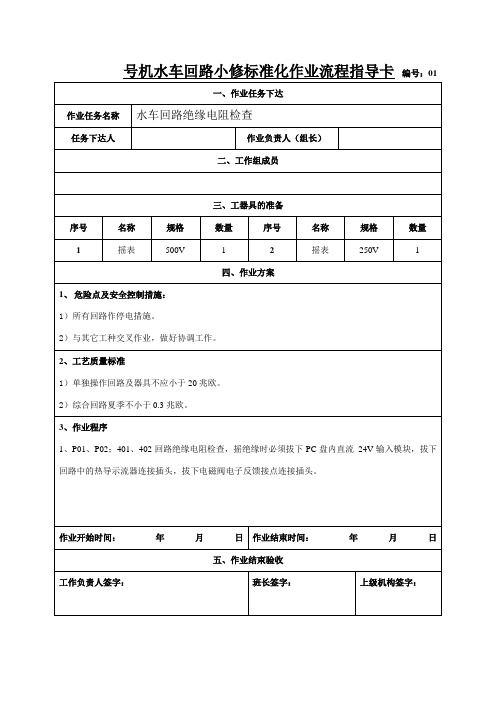
号机水车回路小修标准化作业流程指导卡编号:05
一、作业任务下达
作业任务名称
继电器检查(示流、压力、浮子及PLC盘继电器)
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
编程器
1
四、作业方案
1、危险点及安全控制措施:
1)现场环境复杂,与运行人员协调好。2)取水门关。
3)计算机程序复杂,易影响其他机组运行,配合编程人员,掌握实时状况。
2、工艺质量标准
1)单一及整体回路动作正确。
3、作业程序
1)投入交直流电源。
4)主接点对外壳及接点间绝缘电阻不得小于15ΜΩ。
3、作业程序
1)接点及操作机构检查。
2)切换开关不应松动,接点可靠。线圈不应松动,以免磨损导线或绝缘。
作业开始时间:年月日
作业结束时间:年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:04
一、作业任务下达
4)元件外观检查无开焊、脱落、松动、过热痕迹,无灰尘、无裂纹。
作业开始时间:年月日
作业结束时间:年月日
五、作业结束验收
工作负责人签字:
岗位标准化作业流程卡执行

岗位标准化作业流程卡执行Standardizing job processes through job flow cards is vital for ensuring efficiency and consistency in any organization. 岗位标准化作业流程卡的执行对于确保组织的效率和一致性至关重要。
By clearly outlining the steps and responsibilities involved in a particular job, employees can follow a structured approach to completing tasks. 通过清晰地概述特定工作中涉及的步骤和责任,员工可以按照结构化的方法完成任务。
This not only helps in streamlining operations but also serves as a reference point for training new employees. 这不仅有助于优化运营,还可以作为培训新员工的参考点。
Moreover, standardized processes reduce errors and increase productivity by eliminating ambiguity and confusion. 此外,标准化流程通过消除模棱两可和混乱,减少错误,并提高生产力。
Implementing job flow cards requires active participation and collaboration from all levels of the organization. 实施作业流程卡需要来自组织各个层面的积极参与和协作。
From top management to frontline employees, everyone must be on board with the standardized processes for them to be effective. 从高层管理人员到一线员工,每个人都必须支持标准化流程才能发挥效果。
吊装作业标准化作业卡
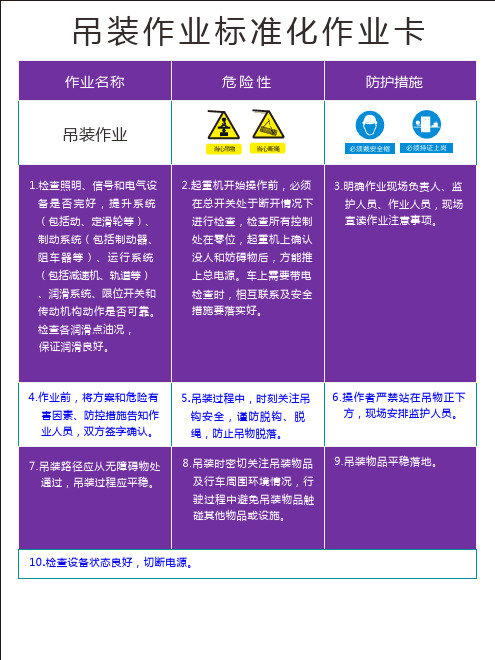
5.吊装过程中,时刻关注吊 钩安全,谨防脱钩、脱 绳,防止吊物脱落。
6.操作者严禁站在吊物正下 方,现场安排监护人员。
7.吊装路径应从无障碍物处 通过,吊装过程应平稳。
8.吊装时密切关注吊装物品 及行车周围环境情况,行 驶过程中避免吊装物品触 碰其他物品或设施。
9.吊装物品平稳落地。
10.检查设备状态良好,பைடு நூலகம்断电源。
吊装作业标准化作业卡
作业名称
危险性
防护措施
吊装作业
当心吊物
当心断绳
必须戴安全帽
必须持证上岗
1.检查照明、信号和电气设 备是否完好,提升系统 (包括动、定滑轮等)、 制动系统(包括制动器、 阻车器等)、运行系统 (包括减速机、轨道等) 、润滑系统、限位开关和 传动机构动作是否可靠。 检查各润滑点油况, 保证润滑良好。
2.起重机开始操作前,必须 在总开关处于断开情况下 进行检查,检查所有控制 处在零位,起重机上确认 没人和妨碍物后,方能推 上总电源。车上需要带电 检查时,相互联系及安全 措施要落实好。
3.明确作业现场负责人、监 护人员、作业人员,现场 宣读作业注意事项。
4.作业前,将方案和危险有 害因素、防控措施告知作 业人员,双方签字确认。
工作流程控制卡
项目 失控点 失控后果描述 控制 内容 作业 1、严格按生产计划安排生产 标准 2、非PMC不得安排计划外订单生产 1、热处理前工序必须按照《热处理计划》安排订单生产,热处理后各班组按照《热处理后第 各班组不按生产计 一道 工序计划》、《必须交货计划》合理安排生产,确保客户交期。 划安排生产,产能 与交期不配套,客 作业 2、品质部按《必须交货计划》进行安排品质检验,在交货前8小时向订单最后一道工序班组 生产制 户要的急单没能第 要求 催货,被催交班组在接到品质交货要求后,一层层向上道工序催要。 程失控 3、 跟单员根据《热处理计划》、《必须交货计划》每4小时抽查一次订单生产情况,确保计 一时间安排上线, 划有效执行,并做好抽查记录。 导致不能满足客户 交期。 1、没按计划依次安排上机作业的,直接责任人(班组长)乐捐5元 /单 作业 2、品质部在必须交货日21点未能完成检验出货也不报告、不记录催货情况的,直接责任人乐 责任 捐5元 3、跟单员没抽查、抽查不记录、发现问题不报告的,每单乐捐5元。 作业 规范返修单、重补单、加急工单生产作业。 标准 1、重补订单、加急工单由生产跟单员全程跟进,各组优先安排上机生产。 特殊订 特殊订单无专人跟 作业 2、返修单“谁制造,谁处理”且返修时间不得超过4小时。品质部每2小时将返修单送交各责 单生产 进,交期延误,不 要求 任班组,并签收。 失控 能满足客户要求 1、未在规定时间内完成返修的(返修时间超过2小时的,可延长2小时),直接班组长乐捐5 作业 元/单。 责任 2、重补单、加急工单各班组有故意拖延的(跟单员有效投诉),直接班组长乐捐5元/单 。 作业 强化制程品质检验,推行自检、互检、首检工作,强化组长对本组抽检责任 标准 1、生产操作员进行首件加工后,要进行检验并记录。 作业 2、组长要进行抽检,关注技能不成熟、件数多、工艺难的工件,并做好抽检记录。 生产过程品质意识 要求 3、各生产操作员在进行加工前,对上道工序进行检验,特别是图纸要求重点尺寸进行检验记 制程品 不强,返修、重补 录。 1、作业员没有进行首件检验或检验不记录的,每发现一次乐捐5元。 质控制 现象严重,生产效 2、同一订单造成连续5支以上工件损坏的,班组长乐捐10元/单。 失效 率降低,影响订单 交期 作业 3、操作员对上道工序错误没有及时检出而进行加工的,每单乐捐10元,如在加工前检验上道 责任 工序问题的,每单奖励5元(以组长提报、生产经理确定为准),当天发现5次以上,班组长 奖励10元。 4、各班组在加工过程中,指出工艺错误的,直接发现者奖励10元/处(有裁决有效),提出 工艺优化的,奖励20元/处,工艺编排责任人乐捐10元。 控制点设计及要求部
供电所低压标准化作业指导卡
标准化作业指导(书)卡
一、现场勘查
编号:
二、作业前的准备:
(一)必备条件
1、工作班成员必须穿戴工作服、绝缘鞋、戴安全帽。
2、分别检查接地引下线有无断股、损伤现象、接头解除是否良好。
3、出发前认真检查车辆安全,注意行车安全。
4、工作班成员精神及身体状况应符合工作条件。
5、召开班前会
(二)工器具及材料准备
1、工器具:安全带:付;低压接地线:组;验电笔:支;脚扣付。
2、所需材料:
(三)危险点分析及安全措施
1、防止误登电杆触电。
2、防止登杆前倒杆伤人。
3、防止高空坠落。
4、防止高空落物伤人。
5、防止验电、装设接地线时人体触电。
6、装设接地线:线路共装设接地线组。
分别在在杆、杆、杆。
7、所有相关人员签字:
(四)作业程序
1、作业准备
2、作业内容:
3、自验收
4、清理场地
(五)工作终结
1、工作负责人项工作班成员宣布工作结束,并告知攻错班成员不准再次登杆作业。
2、拆除接地线:分别拆除杆、杆。
接地线共组。
3、由工作负责人确认接地线已拆除组。
4、召开班后会。
5、工作负责人确认工作全部终结后签字:。
现场标准化作业卡执行细则
3.14多班组综合工作时,现场作业工序卡由分工作负责人持卡执行。
3.15全部工作结束后,工作班(组)成员应在现场作业工序卡上履行签字手续,工作班留存现场作业工序卡。
3.16现场作业工序卡执行结束,由现场纠察或到位人员填写评价意见应根据不同专业班组编制、执行不同的现场作业工序卡。专业班组在进行同一类多个工作任务时,可增加现场作业工序卡的执行栏,按步骤依次执行。
3.5作业工序卡的内容应包括:工作的安排及准备、现场工作程序步骤、结束工作、备注等内容。并将现场安全注意事项、危险点分析预控措施有机融入作业工序卡之内。
4.5.1.7.检查车辆(包括吊车、独臂车)了解道路运输状况。
4.5.1.8.申请工作、准备工作票。
4.5.2现场工作程序步骤:
4.5.2.1.列队宣读工作票及危险点预控,工作班成员履行签名手续。
4.5.2.2.交待作业程序步骤,明确作业人员所承担的具体作业任务。
4.5.2.3.按作业工序卡流程进行工作,包括与运行人员验收设备等。。
3.17运行维护类不使用工作票的标准化作业工序卡的管理与控制
3.17.1运行部门或班站应结合实际设备和有关运行规程、规定,提前编制运行维护标准化作业工序卡(包括项目及标准),并上报主管部门审批。
3.17.2对于审批后的运行维护类标准化作业工序卡,运行人员每次使用时无须再履行审核签发手续。
3.17.3运行人员进行维护工作时,应对照标准化作业工序卡上的项目及标准逐项进行检查,并按照要求填写检查结果和参数。工作结束后,应及时进行缺陷汇总与汇报,并在标准化作业工序卡上签名。
3.8现场作业工序卡应和工作票等一起提交工作票签发人审核签发。签发人应审查无误,向工作负责人进行全面交待,并对其正确完备负责。
电力工程标准化作业指导卡
XXXXX变配电工程
电力安装工程标准化作业指导书
编写:年月日
审核:年月日
批准:年月日
作业负责人:
作业时间年月日时至年月日时XXX电力安装公司
第1 页共10 页
1标准化作业流程图
标准化作业流程图
第2 页共10 页
准备阶段
1.1准备工作安排
XXXX变配电工程电力安装工程作业准备工作
第3 页共10 页
1.2作业人员要求
XXXXX变配电工程电力安装工程作业人员要求
第4 页共10 页
1.3材料准备
XXXX变配电工程电力安装工程作业材料准备
材料准备人:材料回收人:年月日
第5 页共10 页
1.4危险点分析和预防措施
XXXX电力安装工程作业危险点分析及安全控制措施
第6 页共10 页
2.1作业阶段
开工
第7 页共10 页
2.2作业内容、步骤及工艺标准
第8 页共10 页
2.3作业结束阶段
第9 页共10 页
3.1验收阶段
XXXX变配电工程电力安装工程作业验收总结
3.2作业指导书执行情况评估
XXXX变配电工程电力安装工程作业指导书执行情况评估
第10 页共10 页。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准化作业流程控制卡
批准:年月日
审核:年月日
编写:年月日
巡视人员:年月日施工班组:西充2016年智能表
四川南充恒通电力有限公司西充分公司
目录
一、工作任务书
二、作业概况及现场查勘报告
三、标准化作业流程控制卡
四、危险点分析及控制措施
五、户表、商业表、合表换装智能电表改造作业工序工艺确认卡
六、作业班前会、班后会记录
工作任务书
施工班组:
根据工作需要,现安排你班组开展大全1村4社公变户表、商业表、合表换装智能电表工作。
在接到本工作任务书后,请尽快完成现场查勘;务必在
201 年月日前完工。
(一)、工作任务的总体安排
(二)、工作任务的具体内容
1、大全1村4社公变户表、商业表、动力表、合表换装智能电表。
(三)、特殊安全提示
(室外安装)1、高处作业系好安全带;2、设置围栏,防止落物伤人。
(检验检测)1、防止CT电流二次侧开路;2、防止PT二次侧短路。
工作任务批准人: 20 年月日
工作任务下达人: 20 年月日
工作任务接受人: 20 年月日
二、作业概况及现场查勘报告
三、标准化作业流程控制卡
四、危险点分析及控制措施
1、共同危险点分析及控制措施
2、特殊危险点分析及控制措施
五、作业工序工艺卡
六、作业班前会、班后会记录
1、班前会
2、班后会。