冲压件检验记录表
冲压首末件检验记录表
判定
组 长:
IPQC:
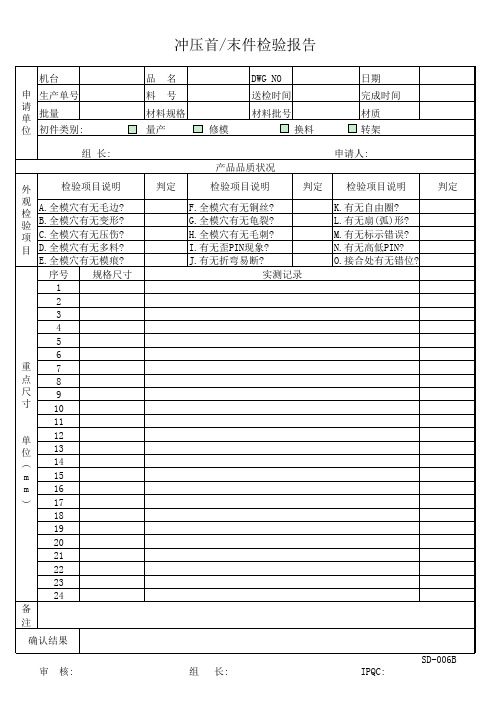
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
冲压件首件检验记录(表格模板、格式)
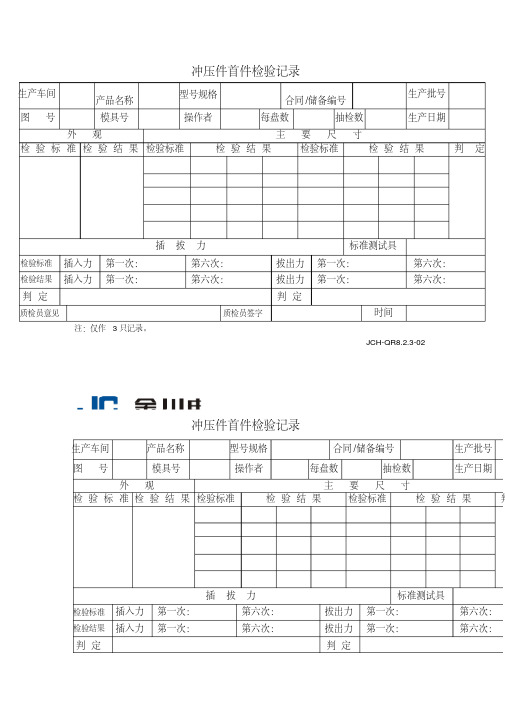
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
冲压模具检查记录表范例

3 预备品的冲头数量?
全
1 模具重量及尺寸合理吗?
2 快速定位加工安装尺寸良好吗?
3 气压接头座安装在F面右边良好吗?
K. 4 压力中心的标识良好吗? 型 5 模具定位键槽加工尺寸良好吗?
生 6 模具锁付用U型槽位置、宽高良好吗?
产 准
7 模具闭合高度合理吗?
备 8 行程止块位置与高度良好吗?
方 9 闭模钮L、R记号良好吗? 式 10 下型板件合模接触良好吗?
12 活塞顶杆承压面有否压凹或污物?
13 打料杆位置及强度是否合理?
1 E. 2 导 向3
4
导板导柱的润滑油槽良好吗? 导板导柱的导入部R角良好吗?
导向装置排气槽有无阻塞? 导柱导套的组立良好吗?
F. 1 凸轮的回复动作良好吗?
凸 2 从动凸轮的超出量良好吗?
轮 、
3 凸轮插刀面接触面良好吗?
斜 4 凸轮组立精度良好吗?0.03/1m
凌云冲压模具检查表
静态检查项目 动态检查项目
承制厂商
课长
组长 设计
检查者
车型年 生产线
件号
件 名
工程号/工 程名
模具尺寸
模具重量
区项 分次
检查项目
状自检会 区项 态检查检 分次
检查项目
状 自 检会 区项 态 检 查检 分次
检查项目
状自检会 态检查检
说明
记自检会 号检查检
A. 1 指定涂装及标识位置、内容完整正确 表 2 顶杆位置示意图有否? 面
11 顶料机构形状、动作、装配良好吗?
1 破裂、裂痕
2 皱纹、波浪
L. 3 咬伤、压伤 制 4 毛边、翻边 件 品 5 折边、整形面不平 质 6 制件棱线清晰度
冲压类设备日常保养检点记录表
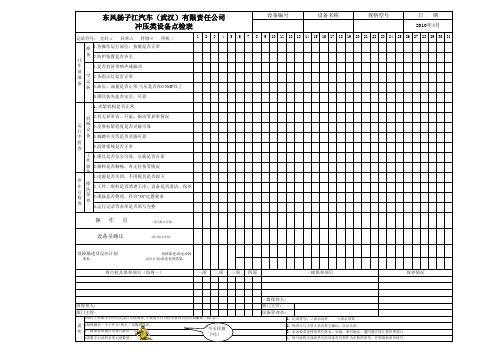
12345678910111213141516171819202122232425262728293031设备管理员:*一级保养由操作员每月最后一天前完成。
*需数字记录的必须记录数值。
周保养人:部门主管:*每周最后一个工作日(周五)实施周保养。
操 作 员 (请写姓名全称)设备员确认 (请写姓名全称)故障描述及反应计划 故障描述-陈述故障现象, 反应计划-陈述处理措施。
周点检及保养项目(每周一)一周二周说明停车后检查擦洗保养 1.电源是否关闭,不用模具是否卸下2.工件、废料是否清理干净,设备是否清洁、保养3.现场是否整理,符合"5S"定置要求4.运行记录等表单是否填写完整运行中检查机械设备 1.夹紧机构是否正常2.有无异常音、升温、振动等异常情况3.皮带松紧程度是否灵敏可靠4.脚踏开关等是否灵敏可靠5.润滑系统是否正常工件装备1.模具是否安全可靠,压板是否可靠2.脚料是否顺畅,有无拉伤等情况记录符号: 完好√ 异常△ 待修× 停机 /开车前准备准备 1.各操作运行部位、按键是否正常2.防护装置是否齐全空运转 1.是否有异常响声或振动2.各指示灯是否正常3.油压、油量是否正常,气压是否在0.5MP 以上4.模具装夹是否安全、可靠东风扬子江汽车(武汉)有限责任公司冲压类设备点检表设备编号设备名称规格型号日 期2010年4月一级保养项目三周四周3、本表要求各使用单位落实、实施,填写确实,遇问题立即汇报管理部门。
保养情况一级保养人:部门主管:4、每月底将完成表单交至设备员存档作为审核的参考,并领取新表单填写。
1、记录符号:√表示良好 ×表示异常2、保养人与主管人员应签字确认,以示负责。
*每日上班前半小时内完成日点检保养,不使用不作点检并将该天的日期圈掉。
例:②。
今天你做了吗?。
冲压注塑物料IQC检验记录表样板

抽样数
不良数
4.3/4.5实验时间
不良说明
允收/拒收MA: /
功能项目判定
□合格□不合格
4.1铁壳吃锡性
吃鍚不完全、不能吃锡、拉锡、聚焊、拒焊
4.2热回风耐温
流锡、起泡、发黄、发黑、发红
4.3盐雾实验
氧化、发黑、露铜
4.4试锁螺丝孔
不可无法锁入、滑牙
4.5恒温恒湿
不可有氧化、发霉、脱皮
检验日期:年月日检验编号(IQC NO.):
料号
验收单号
厂商
采购单号
版次
生产日期
送验量
批号
1.尺寸检测:(单位:)抽样数:允收/拒收MA: /
检测设备
□游标卡尺□鹰眼检测仪/工具显微镜□投影机□__________
序
标准尺寸
NO.1
NO.2
NO.3
NO.4
NO.5
代码
序
标准尺寸
NO.1
NO.2
NO.3
NO.4
NO.5
代码
1
16
2
17
3
18
4
19
5
20
6
21
7
22
8
23
9
24
10
25
11
26
13
28
14
29
15
30
尺寸判定
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
□OK
□NG
尺寸判定
□OK
□NG
□OK
□NG
□OK
□NG
□OK
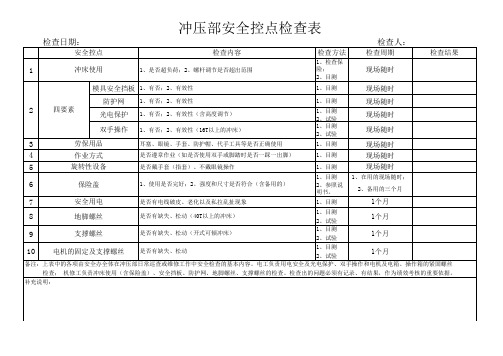
冲压检查表
6
保险盖
1、使用是否完好;2、强度和尺寸是否符合(含备用的)
2、参照说 明书。
2、备用的三个月
7
安全用电
是否有电线破皮、老化以及私拉乱扯现象
1、目测
1个月
8
地脚螺丝
是否有缺失、松动(40T以上的冲床)
1、目测 2、试验
1个月
9
支撑螺丝
是否有缺失、松动(开式可倾冲床)
1、目测 2、试验
1个月
10
电机的固定及支撑螺丝 是否有缺失、松动
1、目测 2、试验
1个月
备注:上表中的各项由安全办全体在冲压部日常巡查或维修工作中安全检查的基本内容。电工负责用电安全及光电保护、双手操作和电机及电箱、操作箱的紧固螺丝
检查; 机修工负责冲床使用(含保险盖)、安全挡板、防护网、地脚螺丝、支撑螺丝的检查。检查出的问题必须有记录、有结果,作为绩效考核的重要依据。
补充说明:
冲压部安全控点检查表
检查日期:
安全控点
检查内容
1
冲床使用
1、是否超负荷;2、螺杆调节是否超出范围
模具安全挡板 1、有否;2、有效性
检查方法
1、检查保 险; 2、目测
1、目测
检查人:
检查周期
现场随时
现场随时
检查结果
2
四要素
防护网 光电保护 双手操作
1、有否;2、有效性 1、有否;2、有效性(含高度调节) 1、有否;2、有效性(16T以上的冲床)
1、目测
1、目测 2、试验 1、目测 2、试验
现场随时 现场随时 现场随时
3
劳保用品
耳塞、眼镜、手套、防护帽、代手工具等是否正确使用
1、目测
147冲压IPQC巡检记录

147冲压IPQC巡检记录日期:XX年XX月XX日巡检人员:XXX巡检时间:XX时XX分-XX时XX分巡检地点:147冲压车间巡检内容:1.设备状态-检查冲压设备的正常运行状态,如机床、剪切机、压力机等。
-检查设备的灯光、显示屏等是否正常。
-检查设备的电源及电线是否有损坏。
2.工作区环境-检查工作区的清洁度,包括地面、工作台、边角等是否有杂物或垃圾。
-检查工作区的通风情况,确保空气流通畅。
3.工装与量具-检查工装夹具的性能是否正常,如吸盘、夹具、夹具臂等。
-检查量具的准确性,如卡尺、量规等。
4.原材料-检查原材料的质量,如金属板材的厚度、表面状态等。
-检查原材料的数量,确保库存充足。
5.冲压过程-观察冲压过程中是否有异常声音、异味等。
-检查冲压件的成型情况,如是否有变形、开裂等缺陷。
6.检测与检验-检查冲压件的尺寸精度是否符合要求,通过与图纸对比来确认。
-检查冲压件的表面质量,如有无划痕、氧化等。
7.产品分类与包装-按照产品的不同规格、型号分类,避免混淆。
-检查产品的包装是否完好,如有破损、脏污等。
巡检结论:本次巡检未发现明显异常情况,设备运行正常,工作区环境整洁,工装与量具无损坏,原材料质量合格,冲压过程顺利,成品质量达到标准要求,产品分类与包装无瑕疵。
存在的问题及改进措施:1.工作区域的地面需要定期清洁,避免积存杂物及垃圾。
2.冲压过程中的异响需要关注,如有异常及时进行维修和保养。
3.对冲压件的尺寸精度和表面质量进行更加详细的检测和检验,确保产品质量更加稳定可靠。
4.包装过程中要注意细节,确保产品包装的完好性。
总结:本次巡检以确保冲压生产过程中各环节的正常运行,提升产品质量,减少制造过程中的故障和缺陷为目标进行。
通过巡检,发现并解决了一些小问题和潜在的风险,也提出了相应的改进措施,以提高冲压生产的效率和质量。
未来的巡检工作将持续进行,并加强对设备、工艺及人员的培训,以进一步提升产品质量和生产效率。
全尺寸检验记录表
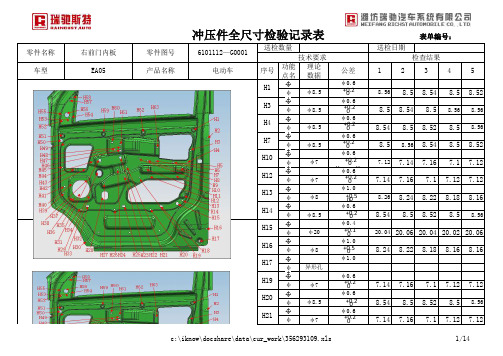
c:\iknow\docshare\data\cur_work\356293109.xls
表单编号:
送检日期 检查结果
1
2
3
4
5
3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12 3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12 3.42 3.41 3.46 3.44 3.42 0.32 0.34 0.26 0.3 0.28 3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12 3.42 3.41 3.46 3.44 3.42 0.32 0.34 0.26 0.3 0.28 3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12 3.42 3.41 3.46 3.44 3.42 0.32 0.34 0.26 0.3 0.28 3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12 3.42 3.41 3.46 3.44 3.42 0.32 0.34 0.26 0.3 0.28 3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12 3.42 3.41 3.46 3.44 3.42 0.32 0.34 0.26 0.3 0.28 3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12 3.42 3.41 3.46 3.44 3.42 0.32 0.34 0.26 0.3 0.28 3.22 3.16 3.14 3.26 3.22 0.22 0.24 0.26 0.14 0.12
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
见标准
见标准
尺寸检测
判定 编号
项目
公差
测量 值
判定
编号
12
L
21
F
L
13
22
F
L
14
23
F
L
15
24
F
16
L
25
F
L
17
26
F
L
18
27
F
19
L
28
F
L
20
29
F
型面符合率: ÷10= 30
轮廓符合率: ÷10=
孔符合率: ÷20= 31
测量点符合率: ÷40=
判定
检验结果描述2
判定
项目 公差 测量值 判定 编号 项目 公差 测量值 判定
L
○
Cp1
F
L
○
Cp2
F
L
○
Cp3
F
L
○
Cp4
F
L
○
Cp5
F
L
○
Cp6
F
L
○
CP7
Байду номын сангаас
F
L
○
Cp8
F
L
○
cP9
F
L
型面符合率: ÷10=
F
轮廓符合率: ÷10=
L
孔符合率: ÷20=
F
测量点符合率: ÷40=
零件号:
名称:
冲压件检验记录表
检验员: 附图
检验日期:
页码:
名称 材料
外观
检验项目 料厚 毛刺 褶皱 压伤 拉薄
孔径凹陷 拉伤
其它缺陷
编号 项目 公差
1
L
F
L 2
F
L 3
F
L 4
F
5
L
F
L 6
F
L 7
F
8
L
F
L 9
F
L 10
F
L 11
F
测量值
外观检验
规格
检验结果描述1
1.6
见标准
见标准
见标准
见标准
见标准