冲压件首件检验记录表格格式
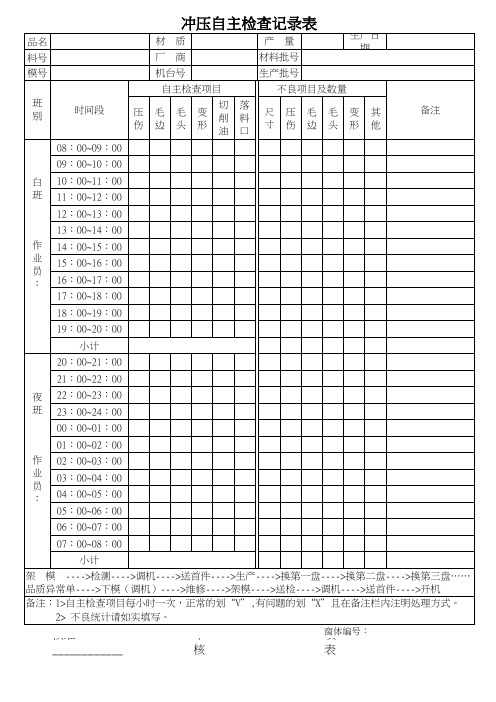
冲压自主检查记录表
13:00~14:00
作 14:00~15:00 业 15:00~16:00 员 : 16:00~17:00
17:00~18:00
18:00~19:00
19:00~20:0
小计
20:00~21:00
21:00~22:00
夜 22:00~23:00 班 23:00~24:00
00:00~01:00
01:00~02:00
作 02:00~03:00 业 03:00~04:00 员 : 04:00~05:00
05:00~06:00
06:00~07:00
07:00~08:00
小计
架 模 ---->检测---->调机---->送首件---->生产---->换第一盘---->换第二盘---->换第三盘……
品质异常单---->下模(调机)---->维修---->架模---->送检---->调机---->送首件---->开机
备注:1>自主检查项目每小时一次,正常的划“V”,有问题的划“X”且在备注栏内注明处理方式。
2> 不良统计请如实填写。
核准﹕
审
窗填体编号:
____________
核
表
冲压自主检查记录表
品名
材质
产量
生产日 期
料号
厂商
材料批号
模号
机台号
生产批号
自主检查项目
不良项目及数量
班 别
时间段
压 伤
毛 边
毛 头
变 形
切 削 油
落 料 口
尺压毛毛变其 寸伤边头形他
备注
08:00~09:00
冲压首末件检验记录表
判定
组 长:
IPQC:
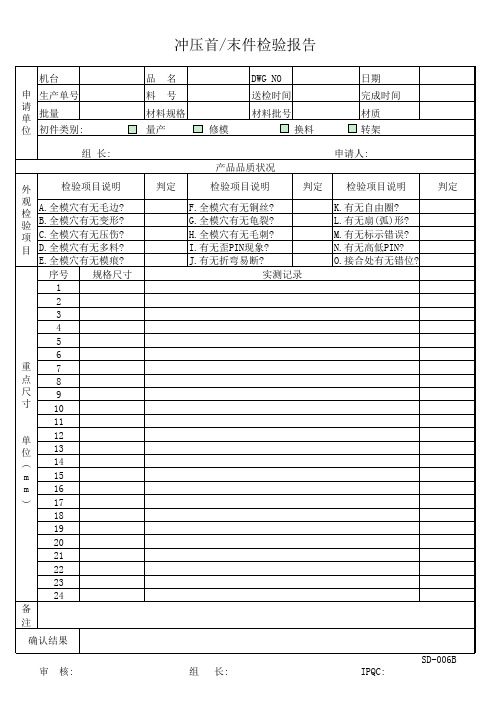
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
冲压件首件检验记录(表格模板、格式)
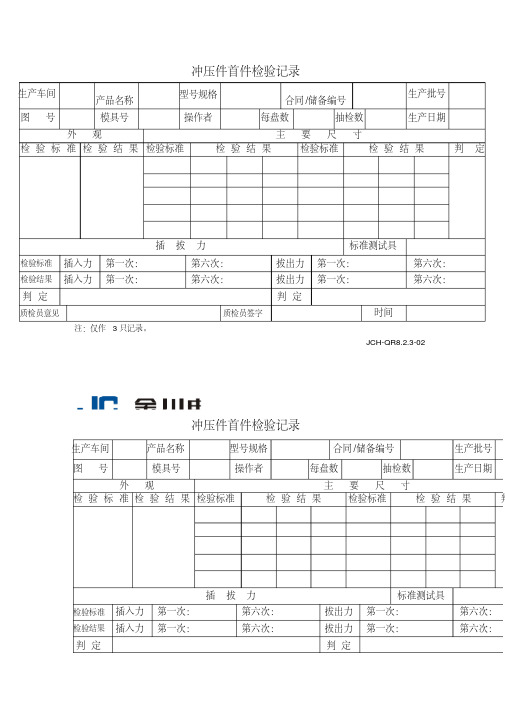
冲压件首件检验记录
生产车间
产品名称型号规格
合同/储备编号
生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判定
插拔力标准测试具
检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间产品名称型号规格合同/储备编号生产批号
图号模具号操作者每盘数抽检数生产日期
外观主要尺寸
检验标准检验结果检验标准检验结果检验标准检验结果判
插拔力标准测试具检验标准插入力第一次:第六次:拔出力第一次:第六次:
检验结果插入力第一次:第六次:拔出力第一次:第六次:
判定判定
质检员意见质检员签字时间注:仅作3只记录。
首件检验记录表

□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《品质异常报告处理单》
备注:检验时发现有一件不合格项则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:
签名:
审核:品管员:
首件检验记录表
检验日期:年月日具体时间:工序名称:
批次号
产品编号
产品名称
部件名称
检验依据
□样品图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□上班第一个配件
□批量生产之前
□调机换模之后
□更换操作员之后
□停产达24小时之后
□调漆换色完成后
检查目
检查标准
检查方式
检查结果描述
判定
外观
尺寸
缝制质量
颜色
首件检验记录表模版

外观□
焊锡/渣
目视/显微镜
孔毛刺
目视/显微镜
边毛刺
目视/显微镜
划伤
目视/显微镜
元件方向
目视/显微镜
缺料
目视/显微镜
分层
目视/显微镜
变形
目视/显微镜
表面清洁度
目视/显微镜
总装□
信号线焊接
目视
导线焊接
目视
结构件组装
目视
其它□
□作业文件
□作业人员
□设备能力
综合判定
□合格(开始量产);
□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
首件检验记录表
检验日期:年月日
产品图号
产品名称
数量
1
检验依据
□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机
□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目
检Байду номын сангаас标准
检查方式
检查结果描述
判定
尺寸
设计图纸要求
游标卡尺
电装□
SMT贴片
目视/显微镜
手工焊接
目视/显微镜
钳装□
螺钉装配
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
首件检验记录表
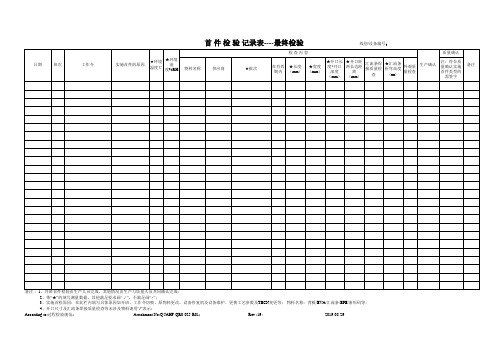
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检验记录表(模板)
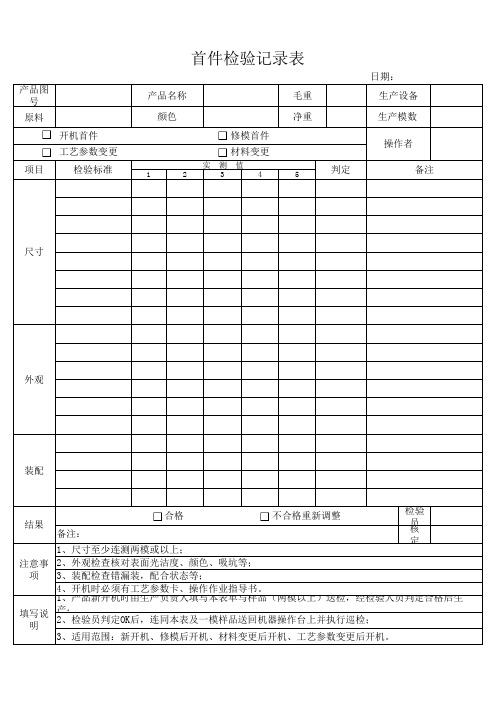
日期: 产品图号 原料 开机首件 工艺参数变更 项目 检验标准
实 1 2 测 3
产品名称 颜色 修模首件 材料变更
值 4
毛重 净重
生产设备 生产模数 操作者
5
判定
备注
尺寸
外观
装配
ቤተ መጻሕፍቲ ባይዱ结果
合格 备注:
不合格重新调整
检验员 核 定
1、尺寸至少连测两模或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 注意事项 3、装配检查错漏装,配合状态等; 4、开机时必须有工艺参数卡、操作作业指导书。 填写说明 2、检验员判定OK后,连同本表及一模样品送回机器操作台上并执行巡检; 3、适用范围:新开机、修模后开机、材料变更后开机、工艺参数变更后开机。
1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经检验人员判定合格后生产;
件检验记录表
日期:
备注
、吸坑等;
作业指导书。
本表单与样品(两模以上)送检,经检验人员判定合格后生产;
模样品送回机器操作台上并执行巡检;
、材料变更后开机、工艺参数变更后开机。
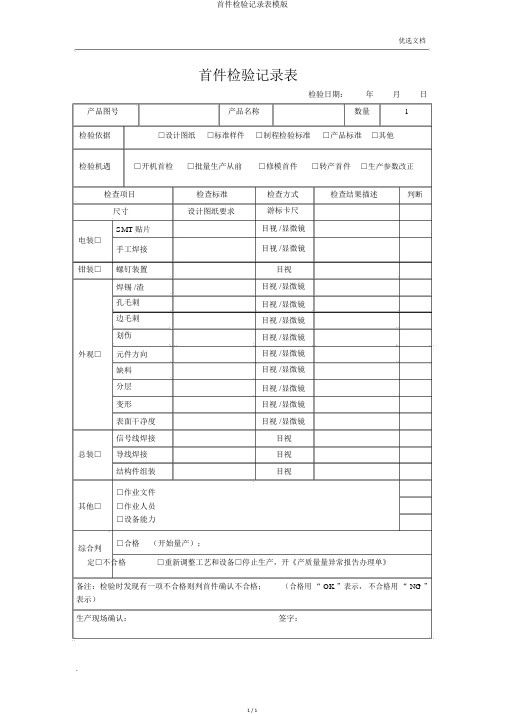
首件检验记录表模版
首件检验记录表模版
1 / 1 优选文档
首件检验记录表
检验日期:年月日产品图号产品名称数量 1
检验依据□设计图纸□标准样件检验机遇□开机首检□批量生产从前
检查项目检查标准
尺寸设计图纸要求
SMT 贴片
电装□
手工焊接
钳装□螺钉装置
焊锡 /渣
孔毛刺
边毛刺
划伤
外观□元件方向
缺料
分层
变形
表面干净度
信号线焊接
总装□导线焊接
结构件组装
□作业文件
其他□□作业人员
□设备能力□制程检验标准□产品标准□其他
□修模首件□转产首件□生产参数改正
检查方式检查结果描述判断游标卡尺
目视 /显微镜
目视 /显微镜
目视
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视
目视
目视
综合判
□合格(开始量产);
定□不合格□重新调整工艺和设备□停止生产,开《产质量量异常报告办理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“ OK ”表示,不合格用“ NG ”表示)
生产现场确认:签字:
.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
判 定
判 定
质检员意见
质检员签字
时间
注:仅作3只记录。
拔出力
第一次:第六次:判来自定判 定质检员意见
质检员签字
时间
注:仅作3只记录。
JCH-QR8.2.3-02
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图 号
模具号
操作者
每盘数
抽检数
生产日期
外 观
主 要 尺 寸
检 验 标 准
检 验 结 果
检验标准
检 验 结 果
检验标准
检 验 结 果
冲压件首件检验记录
生产车间
产品名称
型号规格
合同/储备编号
生产批号
图 号
模具号
操作者
每盘数
抽检数
生产日期
外 观
主 要 尺 寸
检 验 标 准
检 验 结 果
检验标准
检 验 结 果
检验标准
检 验 结 果
判 定
插 拔 力
标准测试具
检验标准
插入力
第一次:
第六次:
拔出力
第一次:
第六次:
检验结果
插入力
第一次:
第六次: