成品首件检验记录表
制程检验记录表模板
批次
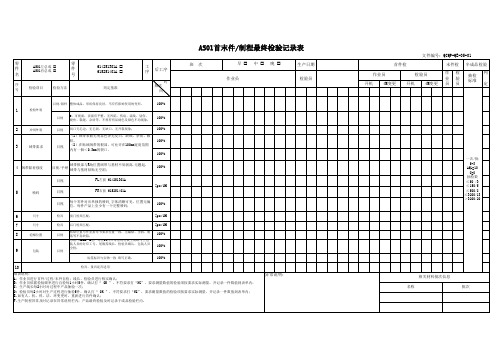
AS01首末件/制程最终检验记录表
零
零
件 名
AS01左总成 AS01有总成
件 号
序 号
检验项目
检验方法
614251301A 615251401A
判定基准
工 序
后工序
时 频次
间
班次
早 中 晚 作业员
目视/限样 整体成品:形状保持良好,不应有影响使用的变形,
100%
1
检验外观
目视
2、可视面:表面应平整,无凹陷、伤痕、流线、划伤、 烧焦、裂缝、杂质等,不得有明显褪色及颜色不均现象;
100%
5
喷码
目视 目视
FL左前 614251301A FR右前 615251401A
5pcs/1H
目视
每个零件对应单独的喷码,字体清晰可见,位置无偏 位,每件产品上至少有一个完整喷码;
100%
6
尺寸
检具 前门检具匹配;
5pcs/1H
7
尺寸
8
泡棉位置
9
包装
检具 后门检具匹配;
5pcs/1H
目视
粘贴位置与作业指导书要求位置一致,无漏贴、歪斜、脱 落等不良缺陷;
100%
2
冲切外观
3
绒带要求
目视 目视
切口无毛边,无毛刺、无缺口、无开裂现象;
(1)绒带表面无明显色泽无发白、缺绒、杂质、颗 粒。 (2)在贴绒绒带的根部,可允许在100mm宽度范围 内有一個<0.3mm的裂口。
100% 100% 100%
4 绒带黏着强度
目视/手掰
绒带根部与R角位置绒带与基材不易剥离.无翘起, 绒带与基材粘贴无空洞;
异常说明:
首件鉴定记录表格模板
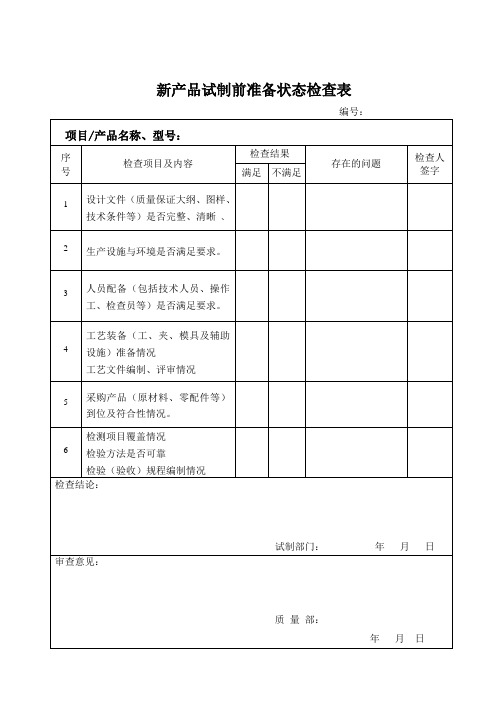
编号:
项目/产品名称、型号:
序
号
检查项目及内容
检查结果
存在的问题
检查人
签字
满足
不满足
1
设计文件(质量保证大纲、图样、技术条件等)是否完整、清晰、
2
生产设施与环境是否满足要求。
3
人员配备(包括技术人员、操作工、检查员等)是否满足)准备情况
备注
生
产
过
程
监
测
1
生产过程按要求运作
2
特殊过程确认
3
器材进货检验
4
加工设备、检测设备、工装人员资格、工作环境等受控状态
5
生产过程文实不符现象解决情况
6
产品零件加工工艺、原始质量记录的完整性
产品
检验
1
过程产品质量符合性
2
零(组)件成品质量符合性
3
不合格项目重新鉴定的符合性
鉴定结论:
组长:
首件鉴定审查人员:
工艺文件编制、评审情况
5
采购产品(原材料、零配件等)到位及符合性情况。
6
检测项目覆盖情况
检验方法是否可靠
检验(验收)规程编制情况
检查结论:
试制部门:年月日
审查意见:
质量部:
年月日
首件鉴定报告
编号:
产品型号
零(组)件名称
零(组)件号
版次
零(组)件批号
首件鉴定检验报告编号:
鉴定日期:
项目
序号
鉴定内容
鉴定结果
批准
顾客
代表
产品首件鉴定和检验控制程序(含表格)
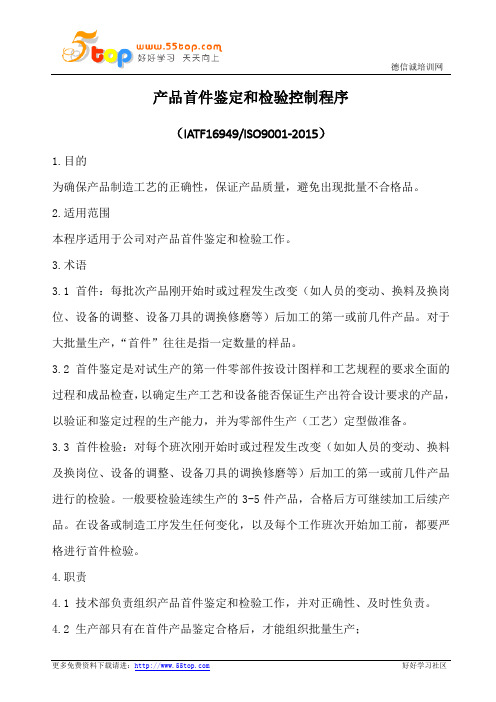
产品首件鉴定和检验控制程序(IATF16949/ISO9001-2015)1.目的为确保产品制造工艺的正确性,保证产品质量,避免出现批量不合格品。
2.适用范围本程序适用于公司对产品首件鉴定和检验工作。
3.术语3.1首件:每批次产品刚开始时或过程发生改变(如人员的变动、换料及换岗位、设备的调整、设备刀具的调换修磨等)后加工的第一或前几件产品。
对于大批量生产,“首件”往往是指一定数量的样品。
3.2首件鉴定是对试生产的第一件零部件按设计图样和工艺规程的要求全面的过程和成品检查,以确定生产工艺和设备能否保证生产出符合设计要求的产品,以验证和鉴定过程的生产能力,并为零部件生产(工艺)定型做准备。
3.3首件检验:对每个班次刚开始时或过程发生改变(如如人员的变动、换料及换岗位、设备的调整、设备刀具的调换修磨等)后加工的第一或前几件产品进行的检验。
一般要检验连续生产的3-5件产品,合格后方可继续加工后续产品。
在设备或制造工序发生任何变化,以及每个工作班次开始加工前,都要严格进行首件检验。
4.职责4.1 技术部负责组织产品首件鉴定和检验工作,并对正确性、及时性负责。
4.2 生产部只有在首件产品鉴定合格后,才能组织批量生产;4.3各车间有责任配合技术部做好产品首件鉴定和检验工作,只有首件鉴定和检验合格才能批量生产。
4.4 质保部应配合技术部做好产品首件鉴定和检验工作,并对其结果进行确认;5.首件产品鉴定工作程序5.1首件鉴定范围a)新产品(加工工序多或复杂)在工艺定型前的首件;b)不连续的批生产,间隔一年后又恢复生产的首件;c)设计图纸发生重大更改后生产的首件;d)工艺规程发生重大更改后生产的首件;e)合同要求指定的首件。
5.2首件鉴定的内容a)首件生产所依据的技术、工艺文件是否正确、完整、协调、有效,并能指导生产;b)产品加工的工艺安排是否合理可行,适合批量生产;c)所用采购产品是否符合规定要求;d)选用的所有设备能否满足生产要求,生产环境是否满足生产要求;e)生产操作人员是否具备相应的能力;f)首件质量与其质量记录是否相符,质量问题是否按规定得到处理;g)有顾客要求的工序是否经顾客签署认可。
产成品试装检验记录
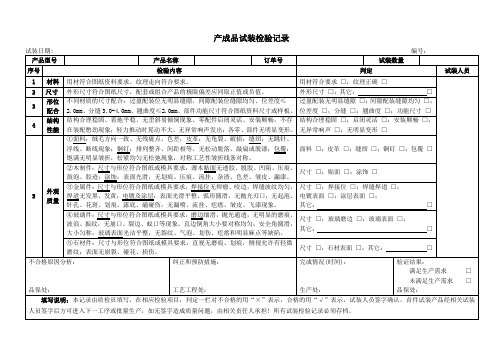
不合格原因分析:
品保处:
纠正和预防措施:
工艺工程处:
完成情况(时间):
生产处:
验证结果:
满足生产需求□
未满足生产需求□
品保处:
填写说明:本记录由质检员填写,在相应检验项目,判定一栏对不合格的用“×”表示,合格的用“√”表示,试装人员签字确认,首件试装产品经相关试装人员签字后方可进入下一工序或批量生产,如无签字造成质量问题,由相关责任人承担!所有试装检验记录必须存档。
5
外观质量
①面料:绒毛方向一致、无残疵点、色差;皮革:无龟裂、破损;缝纫:无跳针、浮线、断线现象;铜钉:排列整齐、间距相等、无松动脱落、敲扁或脱漆;包覆:饱满无明显皱折,松紧均匀无松弛现象,对称工艺性皱折线条对称。
面料□;皮革□;缝纫□;铜钉□;包覆□
②木制件:尺寸与形位符合图纸或模具要求,薄木贴面无透胶、脱胶、凹陷、压痕、鼓泡、胶迹;涂饰:表面光滑,无划痕、压痕、流挂、杂渣、色差、皱皮、漏漆。
尺寸□;贴面□;涂饰□
③金属件:尺寸与形位符合图纸或模具要求,焊接位无焊瘤、咬边,焊缝波纹均匀,焊道无发黑、发黄;电镀及涂层:表面光滑平整、弧形圆滑,无抛光刃口,无起泡、针孔、花斑、划痕、露底、磕碰伤,无漏喷、流挂、疙瘩、皱皮、飞漆现象。
尺寸□;焊接位□;焊缝焊道□;
电镀表面□;涂层表面□;
其它:□
④玻璃件:尺寸与形位符合图纸或模具要求,磨边细滑,抛光通透,无明显的磨痕、波浪、振纹,无崩口、裂边、蚁口等现象,直边倒角大小要对称均匀;安全角圆滑,大小匀称,玻璃表面光洁平整,无裂纹、气泡、划伤、疙瘩和明显麻点等缺陷。
尺寸□;玻璃磨边□;玻璃表面□;
其它:□
⑤石材件:尺寸与形位符合图纸或模具要求,直视无磨痕、划痕,侧视允许有轻微磨纹;表面无崩裂、碰花、损伤。
首件确认检查表

□ 已执行ROHS规版 本类别序号1□ OK □ NG □ OK □ NG 2□ OK □ NG □ OK □ NG 3□ OK □ NG □ OK □ NG 4□ OK □ NG □ OK □ NG 5□ OK □ NG □ OK □ NG 6□ OK □ NG□ OK □ NG 7□ OK □ NG□ OK □ NG 8□ OK □ NG □ OK □ NG 9□ OK □ NG □ OK □ NG 10□ OK □ NG □ OK □ NG 11□ OK □ NG □ OK □ NG 12□ OK □ NG □ OK □ NG 13□ OK □ NG □ OK □ NG 14□ OK □ NG □ OK □ NG 15□ OK □ NG □ OK □ NG 16□ OK □ NG□ OK □ NG17□ OK □ NG □ OK □ NG 18□ OK □ NG □ OK □ NG 19□ OK □ NG □ OK □ NG 20□ OK □ NG □ OK □ NG 21□ OK □ NG □ OK □ NG 22□ OK □ NG □ OK □ NG 23□ OK □ NG □ OK □ NG 24□ OK □ NG□ OK □ NG 25□ OK □ NG□ OK □ NG 26□ OK □ NG□ OK □ NG生产自检IPQC确认结果IPQC检查详细记录检查内容作业员&作业指导书生产设备、工治具(含在线测试/老化设备)物料(含辅料)制造方法包装纸箱确认,纸箱规格以及外箱字唛物料不可掉落地板上(掉落的物料经IQC确认合格后可用)生产工序排布是否符合《生产工艺流程图》和《质量控制计划》顺序?在线检查岗位检查方法是否正确?物料/半成品摆放或搬运方法是否符合要求?有无导致损坏的隐患?(例如:不允许堆叠,必要的防护等)查看ECN,检查是否按照ECN规定有效执行(如有需注明ECN编号)各工位使用的物料须有IQC检验合格标识物料必须在有效期内:化学胶剂/油剂,看容器的制造日期标签其他物料,以IQC检验日期算有效存储期限(具体以“物料仓储有效期限规定”)特采、挑选物料是否按评审结果执行?并且在物料外箱明确标识?ECN变更的前3~5批次物料,是否在物料包装标明“变更后”字样?物料装配是否符合SOP和样机的要求,不得少件、错件、零件外观/性能完好产品标签内容确认:内部标签与机壳标签、外箱标签同类内容的一致性保证调出测试程序查看测试项目,对照成品质量标准核对不得遗漏,标准值设定须一致检查生产设备和测试设备的参数设置,查看是否符合作业指导书和规范的要求电批/扭力批设置的扭力是否正确(根据SOP规定,参考螺丝规格及装配工件材质),须附上扭矩测试记录工作台与电烙铁是否正确接地?电烙铁温度是否符合SOP 要求(实测值)核对BOM,检查实际用料与BOM规定的一致(包括物料规格、数量、位置号、品牌、丝印(参见物料承认书))装配到整机的物料必须完好并符合SOP要求(物料本体不得破损、紧固程度、机壳内不得有金属异物等等)作业员是否熟悉SOP内容,是否按照SOP操作?机器设备、工治具状态能否正常运作(查看加工动作)?机器设备、工治具是否在开线生产前点检和保养?烧录程序版本是否符合BOM规定?烧录成功是否有状态标识?生产在线测试设备是否定期点检校准?测试程序版本符合SOP和工单要求(出货地/客户特殊要求)环保状态BOM编号检查项目工序现场有与产品装配相匹配的作业指导书?作业文件有经过审核和受控作业员是否有接受对应的装配技能培训,是否持有其工作岗位的上岗证?作业员是否有效佩戴静电手环?着装符合ESD防护要求□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目线缆插接与接线图是否一致?是否导通、极性接反、连接□ 已执行ROHS规版 本类别序号生产自检IPQC确认结果IPQC检查详细记录检查内容环保状态BOM编号检查项目。
SMT首末件检验记录表
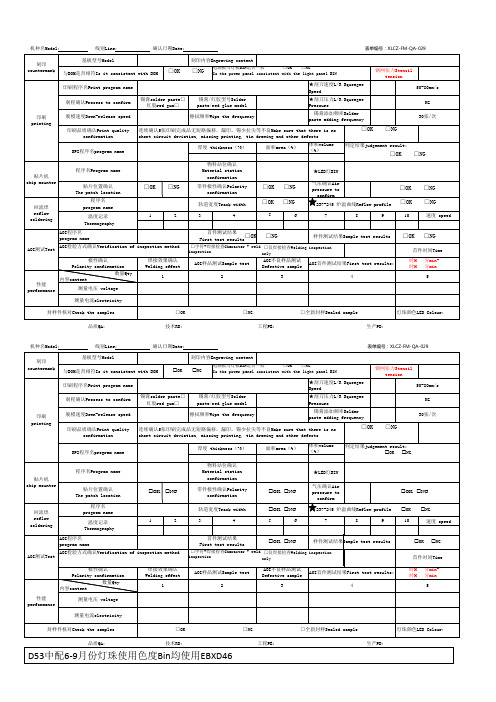
印刷程序名Print program name
★刮刀速度L/R Squeegee Speed
50-80mm/s
制程确认Process to confirm
锡膏solder paste□ 红胶red gum□
锡膏/红胶型号Solder paste/red glue model
★刮刀压力L/R Squeegee Pressure
5
封样件核对Check the samples
□OK
□NG
□全新封样Sealed sample
灯珠颜色LED Colour:
品质QA:
技术RD:
工程PE:
生产PD:
机种名Model:
线别Line:
确认日期Date:
表单编号:XLCZ-FM-QA-029
刻印 countermark
印刷 printing
基板型号Model
刻印内容Engraving content
与BOM是否相符Is it consistent with BOM
OK
NG
电源板与灯板BIN是否一致
□OK □NG
Is the power panel consistent with the light panel BIN
钢网张力Stencil tension
□字符+焊接检查Character + weld □仅焊接检查Welding inspection
inspection
only
AOI样品测试Sample test
AOI不良样品测试 Defective sample
AOI首件测试结果First test results:
2
3
4
蓝牙耳机主板首件检验记录表
□白班 □晚班
备注
蓝牙耳机主板首件检验记录表
产品名称
配对名称
客户名称
检验班次
蓝牙地址
检验日期
检验时间
生产确认
检验依据
□成品检验规格书
检验项目 检验标准
产品外观是否合格 外观及点 颜色是否正确
胶 点胶高度<0.5mm 有无吸塑盒 分板方式
分板 是否一次成功 有无外观隐患 烧录方式 充电电流 静态电流
烧录 开机电流 二维码范围 LED是否正常 是否校频 左右声道频响曲线
□销售订单ห้องสมุดไป่ตู้
检验结果
1# 2#
3#
4#
□BOM 判定 5#
左右声道平衡曲线 左右声道平衡度 左右声道THD曲线 左声道失真度 音频测试 右声道失真度
左右声道异音 左声道信噪比 右声道信噪比 麦克风灵敏度 输出功率:低,中,高频范围
初始载波容限:低,中,高频范围 RF
单时隙接收灵敏度:低,中,高频范围
多时隙接收灵敏度:低,中,高频范围
包装盒 是否放有静电棉
最终判定:
□合格
□不合格
1.所有项目均需连续检查最少5件。
填写说明 2.产品新开机时由生产负责人填写本表单样品送检,经IPQC检验员判定合格后生产。
3.检查结果:合格项目打"OK",不合格项目打"NG",无此项目标注"/",部分项目需填写数值.
生产组 长:
品质组长:
生产主管:
IPQC签 名:
首件末件检验记录表
蓝图版次类型:线名班 别生产工令批 量样品数类 别每日其它检验项目外 观OKNG OKNG听 音 电压:V qV极性: 依蓝图相位表OKNG 导通电阻: ΩΩV V MΩ M ΩOK NG OK NG OK NG OK NG 标签/印章内容OK NG OK NG 线材印字内容OKNGOKNG样品1样品2样品3样品4样品5样品1样品2样品3样品4样品5包 装OK NG OK NG品管判定核准IPQC 申请人说明:1、凡制2、针对喇叭功导通测试绝缘测试喇叭功能检测尺寸测量口A:合格,继续生产 口C:不能生产,立即停线 备注:IPQC收件时间: / /口B:不合格,重调机 口D:条件确可(特采单号: )本表单与样品(5PCS)随同送验,经IPQC判定合格,IPQC主管核准后,方可生产;尺寸⑥ MM 尺寸⑦ MM 尺寸⑧ MM 尺寸⑨ MM 尺寸⑩ MM依成品包装规范尺寸① MM 尺寸② MM 尺寸③ MM 尺寸④ MM尺寸⑤ MM 用防呆样品(良品与不良品)确认测试机台或治具与标准样品比对确认外观及方向依蓝图标签/印章内容依蓝图F0规格( Hz± Hz)Ze规格( Ω± %)依外观检查指导书依动作检查指导书OK NG Ω测试电压( V)绝缘阻抗 > MΩ白班 夜班检验标准检验结果确认(生产)检验结果确认(品管)首件/末件检验记录表生产机种生产日期送检时间初件末件。
成品包装首件确认表
□OK;□NG □OK;□NG □OK;□NG □OK;□NG □OK;□NG
备注:1.此表单用于每次首件检验的结果记录,如有不符立即通知相关人员确认并记录明细. 2.针对每项,若每项检查OK则在OK格子内“√”,NG则在NG格子内“√”,某项不适用则在OK格子内打“/”;
生产确认:
XX有限公司
成品包装首件确认表
日期: 年 月 日
客户名
订单号
订单数量
产品型号
投产线体
投产数量
首件数量
检验人
时间
区分
检查项
ห้องสมุดไป่ตู้
核对依据
彩盒外观(彩盒丝印,条码粘贴,批缝,脏污,刮伤等)是否符合出货要 求;
SOP/SIP
彩盒附件确 认
整箱确认
条码确认
栈板确认
扫码检验 主要材料核 对
配件
彩盒内产品包装方式是否符合出货要求; 彩盒内卡是否配装到位; 附件不可有错装,短装,多装的现象; 附件说明书类不可出现印刷异常,脏污破损,规格异常等不良.; 附件线材类不可出现实连功能不良,实量规格不符现象; 整箱外观(外箱丝印,条码粘贴,封箱方式等)是否符合出货要求; 整箱内装箱方式是否符合出货要求; 整箱间隙内不可出现其它异物; 条码(主板/机身/彩盒/外箱/栈板)列印规格,字体大小是否正确; 条码(主板/机身/彩盒/外箱/栈板)扫描显示是否正确; 条码(主板/机身/彩盒/外箱/栈板)粘贴位置是否正确; 条码(主板/机身/彩盒/外箱/栈板)是否能承受正常力度的耐磨; 栈板标签是否符合出货要求; 栈板打包方式(摆放方式,数量,菱角扎带,围膜等)是否符合出货要 求; 栈板材质,规格是否符合出货要求; 机身码 二维码 SN码
生产车间过程首检巡检记录表
N/A
1次/2H 目测
目测
一个流确认 装配现场是否按一个流作业,有无产品堆积现象
目测
不合格标识 不良品是否放置在不良品箱(盒)内,不良现象是否标识清楚
目测
NO 标准要求
换线管理 在换线前产线上物料是否清理干净,无物料遗留(含不良品)产线
新品状态确认
量(试)产品有无(临时)生产许可证;临时生产许可证上涉及的 问题点责任部门有无按时间节点完成
外观检查
PVC皮管上的批号正确,印字清晰(记录批次号) 面罩安装方向是否正确,无左右反装,上下反装现象
灯体内无杂物(橡胶碎屑、镀膜磨损物、灯壳飞边等)
检验频率
首检
巡检
检查
首检记录
巡检检查结果与判定
方式 检验结果及相关数据 判定 1.巡检 2.巡检 3.巡检 4.巡检
1件
3pcs/1次 /2H
塞尺
1件
用专用工装封闭灯头部位将灯浸入水中对灯内加压05mpa观看密封部位是否漏水外观整体性是否符合客户标准比对样品胶槽一周有无影响外观的溢胶必要时封样5成品检验外观检查pvc皮管上的批号正确印字清楚记录批次号面罩安装方向是否正确无左右反装上下反装现象灯体内无杂物橡胶碎屑镀膜磨损物灯壳飞边等1件3pcs1次2h1件气密验证1pcs调机气密机胶时气压源目测目测目测目测目测成品外观fqc089a0序号67检验频率项目检验类别主要检验要求及方法首检1件
涂胶重量 气密验证 成品外观
涂胶重量符合标准要求(记录在热熔胶喷涂重量管理表)
封闭式灯具:取标准样件(一只漏气,一只OK)检查气密机工作是否 正常 带漏水孔的灯具:用专用工装封闭灯头部位,将灯浸入水中,对灯 内加压0.5MPa,观察密封部位是否漏水
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、散热器安装、风扇组件加工及安装
□ 合格 □不合格
3、模块涂导热硅脂及安装
□ 合格 □不合格
4、热敏电阻安装
□ 合格 □不合格
5、支撑铜柱安装
□ 合格 □不合格
6、驱动、保护、转接板固定
□ 合格 □不合格
7、模块焊接、保护板焊接
□ 合格 □不合格
8、装配剪脚、洗板、刷漆
□ 合格 □不合格
9、电容组件及安装
□ 合格 □不合格
18、标签的内容与粘贴
□ 合格 □不合格
19、流程卡
□ 合格 □不合格
装配完成成 品检查
外观检查 结构检查
□ 合格 □不合格 □ 合格 □不合格
IPQC
软件版本
□ 合格 □不合格
功能检查
直流测试
□ 合格
交流测试(老化前对所有的功能进行测 试)
□ 合格
问题环节:□ 物料检查
□生产装配
□整机测试
□不合格 □不合格 □其它
整机测试员
对于检查项目符合要求的打“√”,不符合要求的打“×”,并在问题点处详细记录。如在检查时无检查项目 中内容在对应框内划“/”。 检查问题 点:
改善对策:
结论(由续生产
金钟电子传动与控制(深圳)有限公司
成品首件检验记录表
金钟传动管理模式
机型:
机型编号:
生产日期:
生产数量:
首件类型: □ 正常
□ 新产品 □ 材料/工艺变更
□ 其它
检验内容
检查项目
判定
检验人
备注
物料检查 物料名称、规格型号、用量与BOM表一致 □ 合格 □不合格
1、电源板装配前焊接、刷漆
□ 合格 □不合格
装配过程中 工艺检查
10、绝缘片安装
11、铜排加工及安装
□ 合格 □ 合格 □ 合格
□不合格 □不合格 □不合格
IPQC
12、端子排及前板安装
□ 合格 □不合格
13、电源板安装
□ 合格 □不合格
14、CPU板安装
□ 合格 □不合格
15、塑壳安装
□ 合格 □不合格
16、键盘盒安装
□ 合格 □不合格
17、静态检测(管压降)