插件首件检验记录表
SMT手插件首件检查记录表
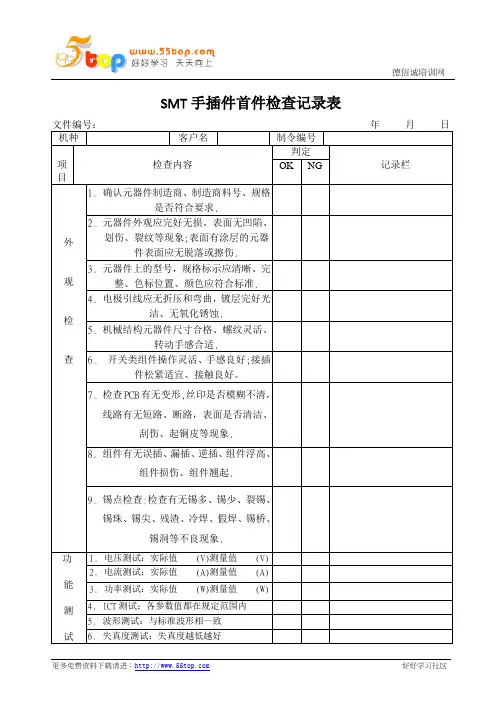
SMT手插件首件检查记录表机种客户名制令编号
项目检查内容
判定
记录栏
OK NG
外观检查1.确认元器件制造商、制造商料号、规格
是否符合要求.
2.元器件外观应完好无损、表面无凹陷、
划伤、裂纹等现象;表面有涂层的元器
件表面应无脱落或擦伤.
3.元器件上的型号,规格标示应清晰、完
整、色标位置、颜色应符合标准. 4.电极引线应无折压和弯曲,镀层完好光
洁、无氧化锈蚀.
5.机械结构元器件尺寸合格、螺纹灵活、
转动手感合适.
6. 开关类组件操作灵活、手感良好;接插
件松紧适宜、接触良好。
7.检查PCB有无变形,丝印是否模糊不清,
线路有无短路、断路,表面是否清洁、
刮伤、起铜皮等现象.
8.组件有无误插、漏插、逆插、组件浮高、
组件损伤、组件翘起.
9.锡点检查:检查有无锡多、锡少、裂锡、
锡珠、锡尖、残渣、冷焊、假焊、锡桥、
锡洞等不良现象.
功能测试1.电压测试:实际值 (V)测量值 (V)
2.电流测试:实际值 (A)测量值 (A)
3.功率测试:实际值 (W)测量值 (W)
4.ICT测试:各参数值都在规定范围内
5.波形测试:与标准波形相一致
6.失真度测试:失真度越低越好
7.S/N测试:在规定范围内
承认确认担当判定备
注。
DIP检验表
// 备注
质量确认:
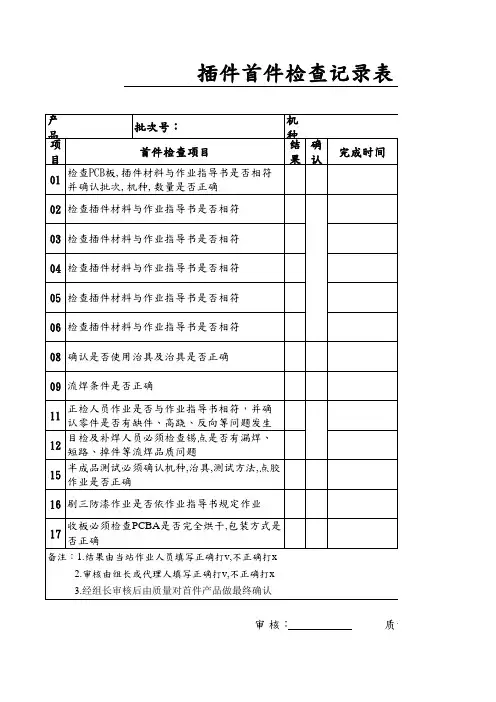
06 检查插件材料与作业指导书是否相符
08 确认是否使用治具及治具是否正确
09 流焊条件是否正确
11
正检人员作业是否与作业指导书相符,并确 认零件是否有缺件、高跷、反向等问题发生
12
目检及补焊人员必须检查锡点是否有漏焊、 短路、掉件等流焊品质问题
15
半成品测试必须确认机种,治具,测试方法,点胶 作业是否正确
插件首件检ቤተ መጻሕፍቲ ባይዱ记录表
产 品
批次号:
项 目
首件检查项目
01
检查PCB板,插件材料与作业指导书是否相符 并确认批次,机种,数量是否正确
02 检查插件材料与作业指导书是否相符
机 种 结确 果认
完成时间
03 检查插件材料与作业指导书是否相符
04 检查插件材料与作业指导书是否相符
05 检查插件材料与作业指导书是否相符
16 刷三防漆作业是否依作业指导书规定作业
17
收板必须检查PCBA是否完全烘干,包装方式是 否正确
备注:1.结果由当站作业人员填写正确打v,不正确打x
2.审核由组长或代理人填写正确打v,不正确打x
3.经组长审核后由质量对首件产品做最终确认
日 期: /
审 核:
质量确认:
录表
日 期: 数量: 作业人员
首件检查记录表A3
班长 IPQC 作业
4.
可生产 不可生产
班长 IPQC 作业
5.
可生产 不可生产
班长 IPQC 作业
6.
可生产 不可生产
班长 IPQC 作业
7.
可生产 不可生产
班长 IPQC 作业
8.
可生产 不可生产
班长 IPQC
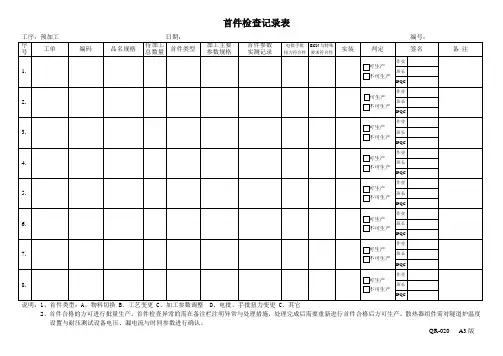
说明:1、首件类型:A、物料切换 B、工艺变更 C、加工参数调整 D、电批、手批扭力变更 C、其它 2、首件合格的方可进行批量生产。首件检查异常的需在备注栏注明异常与处理措施,处理完成后需要重新进行首件合格后方可生产。散热器组件需对隧道炉温度 设置与耐压测试设备电压、漏电流与时间参数进行确认。 QR-020 A3 版
判定 结果
IPQC
□合格,可生产 □不合格,不能生产
制造部:
品管部:
工程部:
说明:1、合格:填“OK” ;异常:填“NG” ;不作此项检查:填“/” 。 2、首件检查不合格,IPQC 通知责任单位进行确认并改善,改善合格并做再次确认合格后方可进行生产。 QR-020 A3 版
首件确认记录表
工序: 生产线 工单号 首件 类型 项 目 □每班首件 □程序变更 □其它 日期: 机型&编码 工单总数 □转线(机型) □重大参数调整 检验项目 编号: 班 别 日期/时间 □新机型试产(版本切换) □软件变更 □物料变更(主/辅料) □重大工艺更改 检验记录 结果判定 OK NG 备 注
首件检查记录表
工序:预加工 序 工单 号 1. 编码 品名规格 日期: 待加工 首件类型 总数量 编号: 加工主要 参数规格 首件参数 实测记录
电批手批 ECN 与特殊 扭力符合性 要求符合性
实装
判定
首件检验记录表
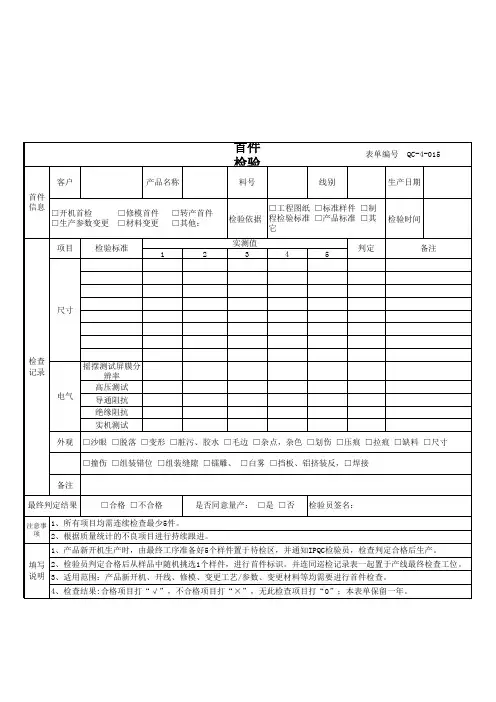
客户 首件 信息 产品名称 料号 线别
表单编号
QC-4-015
生产日期
□开机首检 □生产参数变更 项目
□修模首件 □材料变更
□转产首件 □其他:
□工程图纸 □标准样件 □制 检验依据 程检验标准 □产品标准 □其 它 实测值 3 4 5 判定
检验时间
检验标准
1
2
备注
尺寸
检查 记录 电气
摇摆测试屏膜分 辨率 高压测试 导通阻抗 绝缘阻抗 实机测试 外观 □沙眼 □脱落 □变形 □脏污、胶水 □毛边 □杂点,杂色 □划伤 □压痕 □拉痕 □缺料 □尺寸 □撞伤 □组装错位 □组装缝隙 □镭雕、 □白雾 □挡板、铝挤装反,□焊接 备注
最终判定结果
注意事 项
□合格 □不合格
是否同意量产: □是 □否
检验员签名:
1、所有项目均需连续检查最少5件。 2、根据质量统计的不良项目进行持续跟进。 1、产品新开机生产时,由最终工序准备好5个样件置于待检区,并通知IPQC检验员,检查判定合格后生产。
填写 2、检验员判定合格后从样品中随机挑选1个样件,进行首件标识。并连同巡检记录表一起置于产线最终检查工位。 说明 3、适用范围:产品新开机、开线、修模、变更工艺/参数、变更材料等均需要进行首件检查。 4、检查结果:合格项目打“年。
首件检验记录表
线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。
首件检查记录表(插件部分

深圳市一帆星科技有限公司
SHENZHEN YIFANXING TECHNOLOGY CO.,LTD
首件检查记录表(插件部分)
客户:
□批量首次投入之查核
年
月
日
机种:
批量:
生产任务单号: 实地做好稽核每一动作的细节 本站IPQC只适用查 □B □C 其它不适用
□ 检验规范或方法变更查核
□设备维修或调整之查核 □操作人员或方法变更之查核
生产单号:
检查 项目
品名
PCB板料号与规格 查核 碳膜电阻类规格
品名规格: 客户代码: 生产线别: 检验内容与元件 生产部检验记录 品质部检验记录 判定 规格
处理措施
1
Hale Waihona Puke 2与位置查核3
电解电容类方向 与极性.位置查核
4 5 6 7 8 9
二.三极管类方向 和平整性查核 IC类方向和位置 查核 整体性元件浮高 状况 有极性元件方向 确认与核 变压器类料号与 规格确认 锡炉温度和零件 脚长确认 MA V V 转灯电流: MA
功 输入电压: V 负载电流: 能 空载电压范围: V ~ 测 V ~ 试 负载电压范围: 备注:
耐压测试 KV/ MA/ S
测试结果判定: □OK □NG
生产确认 生产拉长: 生产主管:
判定结果:□可以量产□重新调试□重做首件 IPQC: 品质主管:
使用说明: 1、不同产品选择适用的检验内容,并在相应的“□”中打“√” 2、首件检验时需找齐如下资料:生产通知单;;BOM清单;相关的联络函; 检验标准;之前的生产检验记录;客供样品
首件检验记录表
尺寸 外观 线材加工 外观 外观 性能 尺寸 元件加工 外观 外观 插件 外观 外观 外观 波峰焊及 补焊 外观 外观 外观 测试 外观 外观 组装 性能 外观 件检验记录表
产品名称: 工序名称 检验项目 日期: 检验标准 1,线材的型号、规格是否符合要求,裁线长度以及剥皮长度是否达 到标准? 2,线材打端子后有无变形、松脱,有无压着不良? 3,插胶壳时方向是否正确,拉力是否达标? 4,核对接点图接线是否正确? 5,线材外被有无破损,导通测试是否合格? 1,确认元件加工的尺寸和加工方式是否符合要求? 2,作业时有无损伤元件,加工之后不良品是否做好标示? 1,依BOM表确认所有元器件的型号、规格是否符合要求? 2,参照工程样板核对元件的位置和方向是否正确? 3,元件有无插错,漏插,浮高现象? 1,补焊后有无空焊,冷焊,连锡,锡尖? 2,PCB板上是否有油渍,锡珠等? 3,再次确认所有元件有无损伤和不良? 1,确认测试条件和测试参数是否符合所测产品的要求? 2,有无做好标示和记录,有无漏测和误测的现象? 1,确认所用螺丝的型号和规格是否符合要求? 2,电批的扭力是否达到产品所需扭力范围内? 3,组装后的螺丝有无打滑,偏斜,突出等? 检验结果
首件检查记录表
4、根据同类产品的历史客诉问题持续跟进一个月。
1、产品新开机/线时,由产线最终检查工位准备好3PCS样品置于待检区,并通知IPQC检查,检 查判定合格后生产。 填写 说明 2、IPQC判定合格后,从样品中随机挑选1PCS进行首件检查标识,并连同巡检记录表一起置于产 线最终检查工位。
3、适用范围:产品新开线、变更工艺/参数、制程、变更材料等均需要进行首件检查。
首件检查记录表产品型号生产日期检验时间项目检验标准实测值判定备注尺寸外观功能可靠性持续改善top1信息规格颜色开机开线首检转产首件生产参数变更材料变更其他
首件记录表
首件 信息
料号
□开机/开线首检 □材料变更
版本
规格
□换模转线首件 □制程变更
生产日期
□生产参数变更 □其他
检验时间
时 分
□标准作业指导书(SOP) 检验 □标准样板 依据 □制程检验标准
□其他:
项目
检验标准
1
尺寸
外观
结构/装配
实测值
2
3
4
判定 5
备注
功能
检 查 记 可靠性 录
老化
包装
持续改善
客诉跟进
最终 判定
结果
□合格 □不合格
检验员: 生产确认:
是否同意量 产: □是 □否
工程技术: 品质核准:
1、所有项目均需连续检查≧3PCS。 注意 2、首件的可靠性检测项目仅进行短时间能得出结论的试验。(如跌落,振动等) 事项 3、根据品质周报中统计的Top3不良项目进行持续跟进一周。
首末件检验记录表
文件依据: 工艺卡 产品规格: 生产批次号: 工程名称 : 设备号: 送样者: 送样日期: 确认着: 确认日期: 类型 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □首件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 □末件 序号 1 2 3 4 5 6 7 8 9 10 □换刀 □换料号 进给量 标准 实际 检验项目 实测值 测量器具 合格与否
调机原因: □新开机(交接班与停机再投产) 刀具(模具)转速 标准值 实际值 标准值 工件转速 实际值
M.C=千分尺 T.G=螺纹环规 R.M=粗糙度仪 C.M=公法线千分尺
M=杠杆千分尺 P.G=塞规 RD=圆度仪 V=目视
C=卡尺 P=投影仪 G.M=测齿仪 G=专用治具
D.I=千分表 M=显微镜 S=硬度计
质量经理
质量主管
检验人员
综合判定
备注
首件检验记录表(模板)
日期: 产品图号 原料 开机首件 工艺参数变更 项目 检验标准
实 1 2 测 3
产品名称 颜色 修模首件 材料变更
值 4
毛重 净重
生产设备 生产模数 操作者
5
判定
备注
尺寸
外观
装配
结果Βιβλιοθήκη 合格 备注:不合格重新调整
检验员 核 定
1、尺寸至少连测两模或以上; 2、外观检查核对表面光洁度、颜色、吸坑等; 注意事项 3、装配检查错漏装,配合状态等; 4、开机时必须有工艺参数卡、操作作业指导书。 填写说明 2、检验员判定OK后,连同本表及一模样品送回机器操作台上并执行巡检; 3、适用范围:新开机、修模后开机、材料变更后开机、工艺参数变更后开机。
1、产品新开机时由生产负责人填写本表单与样品(两模以上)送检,经检验人员判定合格后生产;
件检验记录表
日期:
备注
、吸坑等;
作业指导书。
本表单与样品(两模以上)送检,经检验人员判定合格后生产;
模样品送回机器操作台上并执行巡检;
、材料变更后开机、工艺参数变更后开机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2.班组长及IPQC检验后在确认结果栏,合格打“√”不合格打“×”波峰焊部分需填写检测数值;班组长检验如有不合格应自检重新做首件
3.班组长在每日开线生产20分钟内确认产品首件,质检人员在开线生产60分钟内确认产品首件。
插件首件检验记录表
生产日期:
产品名称
产品规格
BOM编码
首件类型
□试产首件□每日首件□换线(机型)□返工□程序变更
□量产首件□物料变更□重大工艺更改□设计变更
检验项目
重点检验内容
确认结果
班组长
IPQC
插件
1.确认插件所有物料型号规格与BOM、工艺文件一致。
2.确认过炉载具型号。
3.元器件丝印:无元器件丝印/MARK模糊、残缺等不良。
4.确认时间精确到具体分钟。
班组长确认签字
IPQC确认签字
文件编号:SYJR-DIP-BD-01本表单保存期限:三年
3. PCB板表面无锡珠/渣、助焊剂、脏污等杂物,重点检查单片机、晶振计量区域。
4.元器件引脚长度不得超过3mm。
5.确认焊接烙铁温度,(焊晶振温度在320±10℃)。
6.确认烧录器程序是否与工艺文件一致。
判定结果
□A:合格,可以生产
□B:不合格,分析原因重新做样
□C:不能生产立即停线,做异常处理。待分析完成后重新做样。
4.元器件插装时无错件、漏件、位置插错等不良。
5.注意电解电容、三端稳压管等有极性的元器件无插错方向。
波峰焊
1.确认助焊剂型号。
2.确认锡条型号。
3.确认波峰焊温度。
4.确认波峰焊链条速度。
目检
1.确认元器件位置丝印极性是否与样表或者作业指导书一致。
2.焊点表面光亮,填充均匀,无虚焊、假焊、连锡、拉尖等不良现象。