电机定子硅钢片复合模具设计
电机定子转子片套冲级模具设计

摘要设计题目来源于拥有七十多年电机生产历史的湖南湘电集团电机事业部生产现场。
冲压件——电机定子片与转子片采用的材料是电工用的硅钢片。
本设计对模具设计思路以及结构特点进行了较全面的论述。
结合模具发展现状以及冲压模具设计的主要技术,对定子片与转子片进行了较详细的工艺分析;进行了冲压力、压力中心、模具工作部分尺寸等冲压工艺计算;对卸料装置、定位装置、导料装置等模具结构形式进行了选择;根据工艺计算结果以及模具结构,对模具主要零部件进行了设计;对压力机进行了合理选择。
由于电机定子片、转子片结构复杂,对精密度要求较高,在设计过程中充分考虑了定子片叠装铆接孔与中心轴孔的对称度要求,以及材料的平整度和模具的工作强度。
采用了七工位排样设计:工位①为冲导正钉孔、定子片4个安装孔、转子片各槽孔及中间孔;工位②为校平工位;工位③为转子片外形落料;工位④为冲定子片内形槽孔;工位⑤为空工位; 工位⑥为定子片两端外形圆弧冲切;工位⑦为定子片与本体冲切分离。
该级进模的主要功能是将定子片与转子片同时冲出,并实现材料的高效利用。
在模具的结构方面主要有如下特点:一是模具导料系统设计了双侧导板机构和钢珠弹顶,带料在导板内侧连续送进,与钢珠弹顶中机构的钢珠成点接触,使带料在高速、连续的送进冲压中实现材料的平滑移动;二是模具中各凸模的导向精度由卸料板来保证。
为了保证卸料板的运动精度,在卸料板与凸模固定板之间设置了对称分布的4个辅助内导柱内导套;三是在模具底面转子片冲切落料型孔部位设计了4个螺孔,用以固定收集落料后的转子片装置,以避免与其他废料混合。
本模具与工步为80mm的辊式自动送料机进行配合送料,提高了生产自动化程度和送料定距的精度,从而实现了高质量、高效率的生产。
关键词:定子片转子片级进模多工位冲裁ABSTRACTThe design topic mainly originates from the production frontline in Generator Manufacturing Group of Xiangtan Electric Company, which has 70 years in the line of generator manufacturing. The material the stator and rotor plate use is electrical silicon steel sheet.The full text is to express the design idea and structural characteristics in detail;Here are the main context: Though Combining the current development situation of stamping die ,with the main technical of stamping die design; we focus on the motor stator and rotor plate to do the process analysis; doing the stamping process calculation, including the punching pressure, pressure center and so on; analyzing the reason of selecting the unloading device, positioning device, a material guide device of die structure and so on; describing the process of choose the right and reasonable press machine.Because of the stator and rotor plate are high complex and precise parts in the motor, so after careful and full consideration of the requirements of the place relationship between the stator lamination riveting hole and the hole of center axis, material flatness and die work intensity, we draw a seven station layout: Station 1—piercing pilot hole, 4 stator mounting holes, and the middle hole; Station 2—shool ping station; Station 3—rotor shape blanking station; Station 4—punching a stator inner slotted hole;Station 5—the air station ;Station 6—the outside shape arc of the stator cutting;Station 7—separation of stator plate and body. The main function of the progressive model is getting the motor stator and rotor plate out at one time,reaching the goal of the utter use of material.The main characters of the progressive mold structure:1.In the material guide system , bilateral plate mechanism and steel ball are included , with material in the plate medial continuous feeding, and the steel balls body point contacting with material, so that the strip can continuous to achieve smooth movement at high speed in the high punching stamping mold.2.The accuracy of each punching die in the mold can ensured by the stripper plate.In order to ensure the stripper plate motion accuracy , 4 auxiliary guide pillar and guide sleeve are distributed between the stripper plate and punching die fixing board .3.There are 4 screw holes in the bottom surface of the mold rotor punching blanking hole site , and the screw holes are used for fixing the collection after the blanking rotor device, in order to avoid mixing with other waste.The motor should be equipped with roller type automatic feeding machine in order to increase the automation level and feeding distance accuracy, realizing high quality, high efficient production.Keywords: stator plate rotor plate progressive punching die multi-station punching目录第一章前言...............................................................................................- 1 -1.1 概述........................................................................................................................ - 1 -1.2 冲压技术的进步.................................................................................................... - 1 -1.3 模具的发展与现状................................................................................................ - 2 -1.4 模具CAD/CAE/CAM技术 .................................................................................. - 4 -1.5 课题研究目标、拟解决的关键问题.................................................................... - 5 -1.6 课题创新................................................................................................................ - 6 - 第二章零件的工艺分析.............................................................................................................- 7 -2.1 冲件尺寸.................................................................................................................. - 7 -2.2 工件材料分析.......................................................................................................... - 8 -2.3 工件结构分析.......................................................................................................... - 8 -2.4 工件精度分析.......................................................................................................... - 8 -2.5 确定工艺方案.......................................................................................................... - 8 -2.6 排样...................................................................................................................... - 9 -2.6.1 排样方案分析................................................................................................ - 9 -2.6.2 计算条料宽度.............................................................................................. - 10 -2.6.3 确定步距...................................................................................................... - 10 -2.6.4 材料利用率.................................................................................................. - 10 - 第三章冲压工艺计算...................................................................................................... - 12 -3.1 冲压力计算............................................................................................................ - 12 -3.1.1 冲裁力计算.................................................................................................. - 12 -3.1.2 卸料力计算................................................................................................ - 13 -3.1.3 冲压总力...................................................................................................... - 13 -3.2 压力中心计算........................................................................................................ - 13 -3.3 模具工作部分尺寸及公差.................................................................................... - 14 - 第四章模具结构形式的选择 .............................................................................................- 22 -4.1 模具类型及选择.................................................................................................. - 22 -4.2 卸料装置.............................................................................................................. - 22 -4.3 定位装置及精度.................................................................................................. - 23 -4.4 导料装置.............................................................................................................. - 23 -第五章主要零部件设计 ........................................................................................................- 25 -5.1 凹模的设计............................................................................................................ - 25 -5.1.1 凹模的结构.................................................................................................. - 25 -5.1.2凹模厚度H的计算 ...................................................................................... - 25 -5.1.3 凹模长度和宽度.......................................................................................... - 25 -5.1.4 凹模材料的选用.......................................................................................... - 25 -5.1.5 凹模的固定方法.......................................................................................... - 26 -5.1.6 切断轮廓线到凹模边缘的尺寸.................................................................. - 26 -5.1.7 螺孔到凹模孔、圆柱销孔到螺孔的尺寸.................................................. - 26 -5.1.8 螺孔间距[1]................................................................................................... - 26 -5.2 凸模的设计.......................................................................................................... - 26 -5.2.1 凸模的长度................................................................................................ - 26 -5.2.2 凸模的材料.................................................................................................. - 27 -5.2.3 凸模的固定.................................................................................................. - 27 -5.2.4 凸模的强度计算.......................................................................................... - 27 -5.3 凸模固定板设计.................................................................................................... - 27 -5.4 卸料板设计............................................................................................................ - 28 -5.4.1 卸料板与凸模间隙.................................................................................... - 28 -5.4.2 卸料板尺寸................................................................................................ - 28 -5.4.3 卸料版台肩的高度.................................................................................... - 28 -5.5 导料和承料装置.................................................................................................... - 29 -5.5.1 导料板的尺寸.............................................................................................. - 29 -5.5.2 承料板.......................................................................................................... - 30 -5.6 模柄设计................................................................................................................ - 30 -5.6.1 模柄结构...................................................................................................... - 30 -5.6.2 模柄尺寸...................................................................................................... - 31 -5.7 卸料弹簧的设计.................................................................................................... - 31 -5.8 紧固件.................................................................................................................. - 32 -5.9 凹模固定板............................................................................................................ - 34 -5.10模架以及其他零部件的选用............................................................................... - 34 -5.10.1 模架设计.................................................................................................... - 34 -5.10.2 内导向装置设计........................................................................................ - 34 -5.10.3 模具零件的选材[7]..................................................................................... - 35 -5.10.4 零件的热处理工艺设计............................................................................ - 36 - 第六章校核模具闭合高度及压力机有关参数 ........................................................- 38 -6.1 冲压设备的选定.................................................................................................... - 38 -6.2 校核模具闭合高度.................................................................... 错误!未定义书签。
Y210—2型电动机定子铁芯冲压模具设计

Y210—2型电动机定子铁芯冲压模具设计一、产品零件的工艺分析零件简图该电动机定子铁芯的材料为电工硅钢片D21,钢板厚度0.50mm,具有良好的冲裁性能。
零件形状简单,对称,是由圆弧和直线组成。
对于冲小孔Φ5,冲复杂圆孔Φ80,按照冲压手册一般冲孔模对该材料(钢 <400MPa)可以冲压的最小的孔径为d≧t=0.5mm,因而小孔符合工艺要求。
最小孔边距为b=3.5mm≧t,因而符合孔边距工艺要求,以上分析均符合冲裁工艺要求。
由表1、2 查出冲裁件内外所能达到的经济精度为IT11,孔中心与边缘距离尺寸公差为±0.6,对于孔心距公差为±0.1,将以上精度与零件简图中所标注的尺寸公差相比较,可认为该零件的精度要求能够在冲裁加工中得到保证,其他尺寸标准、生产批量等情况,也均符合冲裁的工艺要求,故决定采用冲孔落料复合冲裁模进行加工,且一次成形。
表1 冲裁件内外形所能达到的经济精度二、模具类型的确定常见的模具形式可分为单工序模、复合模和级进模三种。
确定模具形式,应以冲裁工件的要求、生产批量、模具加工条件为主要依据。
冲压生产批量与合理模具形式见表3 ,单工序模、级进模和复合模的比较见表4通过以上关系比较,此工件是大批量生产,故采用冲孔落料复合冲裁模进行加工,且一次冲压成行。
所谓复合模具结构,就是在冲床的一次行程内,完成两道以上的冲压工序。
在完成这些工序过程中,冲件材料无需进给移动。
复合模具结构的优点(1)制件精度高。
由于是在冲床的一次行程内,完成数道冲压工序。
因而不存在累积定位误差。
使冲出的制件内外形相对位置及各件的尺寸一致性非常好,制件平直。
适宜冲制薄料和脆性或软质材料。
(2)生产效率高。
(3)模具结构紧凑,面积较小。
复合模具结构的选用原则:只有当制件精度要求高,生产批量大,表面要求平整时,才选用复合模具结构。
三、冲裁间隙的选用在冲裁模的设计中,凸凹模间隙的合理选取,是保证模具正常工作、提高冲片质量、延长模具寿命的一个关键因素。
电机定子铁心硅钢片的模具设计与制造
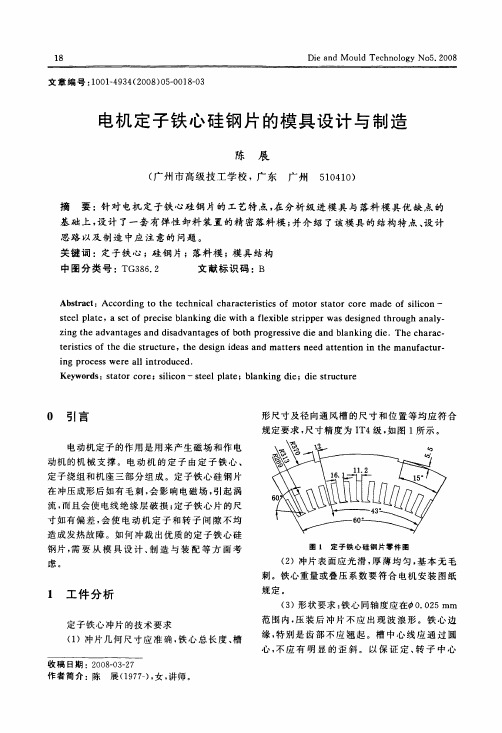
18D i e and M oul d Technol ogy N05.2008文章编号:1001—4934(2008)05—0018—03电机定子铁心硅钢片的模具设计与制造陈展(广州市高级技工学校,广东广州510410)摘要:针对电机定子铁心硅钢片的工艺特点,在分析级进模具与落料模具优缺点的基础上,设计了一套有弹性卸料装置的精密落料模;并介绍了该模具的结构特点、设计思路以及制造中应注意的问题。
关键词:定子铁心;硅钢片;落料模;模具结构中图分类号:TG386.2文献标识码:BA bst r ac t:A cc or di ng t o t he t echni cal charact er i s t i cs of m ot or s t at or co r e m ad e of s i l i con—s t e el pl at e,a s et of pr eci s e bl anki ng di e w i t h a f l exi b l e s t r i p per w as de si gne d t hr ough ana l y-zi ng t he adva nt a ge s a nd di sadvant age s of bo t h pr ogr e s s i ve di e a nd bl anki ng di e.T he char ac-t e ri st i c s of t he di e s t r uct ur e,t he des i gn i deas a nd m a t t er s ne e d at t en t i on i n t he m anu f act u ri ng pr oc es s w e r e al l i nt roduced.K e yw or ds:st at or cor e;s i l i con—s t eel pl a t e;b l anki ng di e;di e s t r uct ur e0引言电动机定子的作用是用来产生磁场和作电动机的机械支撑。
电机定子冲裁工艺及其模具设计

毕业设计(论文)任务书学院机械工程及自动化专业机械2012 班学生学号 2012一.毕业设计(论文)题目:电机定子冲裁工艺及其模具设计二.毕业设计(论文)工作规定进行的日期:2015年1月20日起至2016年6月2日止三.毕业设计(论文)进行地点:四.任务书的内容:1、课题研究的目的、意义制造业的急剧崛起,促使冷冲压技术得到了迅速发展和广泛应用。
与传统切削加工相比,冷冲压直接成形,所获得的零件一般无需再切削加工,达到“零切屑”,是一种节省能源、节省原材料的少无切削加工方法。
冲压件尺寸公差由冲模保证,产品尺寸稳定、互换性好,质量轻、刚度好。
但由于冲模制造精度高,技术要求高,制造成本高,冷冲压生产只有在生产批量大的情况下才能获得较高的经济效益。
在制造业各部门广泛采用电机为动力机,定子是电机的重要件,生产批量大,原材料可采用板料或带料,采用冲压加工可以提高生产率、提高产品质量、降低成本。
2、设计任务:任务描述:零件名称:电机定子零件图:如后附图材料:电工硅钢(D31),厚度0.35mm技术要求:无毛刺生产纲领:大批量工作任务:制定冲裁加工工艺并设计模具工作步骤:(1)熟悉零件的用途、结构特点、精度要求;分析产品的结构工艺性,拟订冲压工艺规程。
(2)计算冲压工艺参数,确定电机定子冲裁工序的模具总体结构和工作部分结构参数。
(3)确定模具类型,绘制模具装配图和工作零件的零件图。
(4)根据模具制造工艺知识,选择模具各部分零件的材料和制造工艺。
(5)选择合适的压力机。
(6)编写设计论文。
要求参见学校、教研室等的要求。
(7)外文资料翻译。
文献阅读摘录笔记。
3、原始资料:电机定子零件图一张(后附),包括尺寸、公差、材料、技术要求、生产批量等。
4、设计条件:电脑软硬件配置:CPU—1.5G以上,内存≥256MB(Windows 2000\XP),学生自选的CAXA实体创新设计或其它图形设计软件。
5、日程安排:(1)1.20~3.1:分析零件的结构特点,准备相关的模具设计手册。
电机定子片复合冲模设计及仿真

电机定子片复合冲模设计及仿真摘要模具技术已成为衡量一个国家产品制造水平的重要标志之一,没有高水平的模具就没有高水平的产品已成为共识。
板料冲压是金属塑性加工的一种基本方法,它用以生产各种板料零件,具有生产效率高、尺寸精度好、重量轻、成本低、并易于实现机械化和自动化等特点。
本文着重介绍电机定子冲裁模具的设计过程,通过具体计算冲压过程中的各个力,并搜集资料和文献中的经验公式以及推荐数值,从而合理地确定出凸凹模工作部分及其它辅助装置的尺寸。
由于冲压模具结构的设计水平与制造精度决定了冲压件的生产质量,因此对该套模具的各部分配合精度也有很高的要求。
此次设计还包括运用AutoCAD软件绘制模具装配图及主要零件图,利用Unigraphics软件进行三维实体造型设计及其动画仿真过程。
此外,凸凹模的加工选用电火花线切割加工,因此其结构设计考虑了线切割加工方法的具体情况,避免了设计与加工之间的相互冲突,保证了生产的合理性。
关键词复合冲模;板料冲压;凸凹模;动画仿真Motor Stator Unit Composite Die Design andSimulationAbstractDie technology has become a measurable level of national product manufacturing one of the important signs. no high-level mold on no high-level products has become a consensus. Sheet metal plastic processing is a basic method. It used for the production of sheet metal components. With high efficiency, good accuracy size, light weight, low cost and easy to mechanization and automation features. This paper introduces motor stator blanking die design process through specific terms of the process of stamping all, and to collect information and literature and empirical formula recommended value thus reasonable to define some punch and die work and other auxiliary device size. As stamping tooling design and manufacture of precision level decision stamping parts of the production quality, So that sets the mold parts with high accuracy requirements. This design also includes the use of AutoCAD software mapping die assembly and major parts map using Unigraphics software for 3D solid modeling and animation design simulation process. In addition, the punch and die processing choose WEDM. So consider the structural design of WEDM of the specific methods to avoid the conflict between design and processing, and guarantee the production reasonable.Keywords composite die; sheet; punch and die; simulation目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 课题背景 (1)1.2 国内外发展情况 (1)1.3 课题的研究意义 (2)第2章模具总体结构设计 (3)2.1 冲压加工的经济性 (3)2.2 复合模结构 (3)2.2.1 复合模的优缺点 (3)2.2.2 复合模的结构形式 (4)2.3 冲模的结构组成 (4)2.3.1 工作零件 (4)2.3.2 辅助装置 (5)2.3.3 导向装置 (5)2.3.4 支承零件 (5)2.3.5 紧固零件 (5)2.4 模具的材料确定 (5)2.4.1 工作零件的材料确定 (5)2.4.2 辅助零件的材料确定 (6)2.5 模具的总体设计 (6)2.6 本章小结 (6)第3章模具部件结构设计 (7)3.1 概述 (7)3.2 电机定子片零件 (7)3.3 冲压件的工艺分析 (7)3.4 毛坯的尺寸计算 (8)3.4.1 排样方式的选择 (8)3.4.2 搭边值的选择 (8)3.5 压力中心计算 (8)3.6 冲压力的计算[3] (8)3.6.1 落料力的计算 (9)3.6.2 冲孔力的计算 (9)3.7 冲压设备的选用 (11)3.8 冲模零件与结构设计 (11)3.8.1 工作零件 (11)3.8.2 导向装置的选择 (14)3.8.3 定位零件的选择 (14)3.8.4 卸料,推、顶件装置 (15)3.8.5 固定与支承零件 (16)3.9 本章小结 (18)第4章三维实体造型 (19)4.1 概述 (19)4.2 冲孔凸模的建模过程 (19)4.2.1 CAD到UG的转化过程 (19)4.2.2 在UG中的建模部分 (21)4.3 本章小结 (24)第5章运动仿真 (25)5.1 概述 (25)5.2 模具的仿真过程 (25)5.3 本章小结 (27)结论 (28)致谢 (29)参考文献 (30)附录 (31)第1章绪论1.1课题背景模具行业是技术、资金、劳动密集的行业,模具工业不但为高新技术产业服务,而且其本身已成为高新技术产业的一个重要组成部分。
硅钢片模具全解

2.2设计任务书图示冲裁件,材料为硅钢板,厚度为0.5mm,生产批量为80万/年。
试制定工件冲压工艺规程、设计其模具、编制模具零件的加工工艺编制。
图1 产品零件图零件名称:铁心片生产批量:80万/年材料:硅钢板材料厚度:t=0.5mm3.冲压工艺与模具设计3.1 冲压件工艺分析①材料:该冲裁件的材料硅钢板,具有较好的可冲压性能。
②零件结构:该冲裁件结构简单,只有两个直径为7的孔,比较适合冲裁。
③尺寸精度:零件图上所有未注公差的尺寸,属自由尺寸,可按IT14级确定工件尺寸的公差。
查公差表可得各尺寸公差为:零件外形:75074.0-mm 52.5074.0-mm 22.5052.0-mm 15043.0-mm d= 043.0-12+mm 11.25043.0-mm结论:适合冲裁。
3.2 工艺方案及模具结构类型该零件包括落料、冲孔两个基本工序,可以采用以下三种工艺方案:①落料—冲孔,采用单工序模生产。
②冲孔-落料复合冲压,采用复合模生产。
③冲孔-落料连续冲压,采用连续模生产。
方案①模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率较低,难以满足零件大批量生产的需求。
由于零件结构简单,为提高生产效率,主要应采用复合冲裁或级进冲裁方式。
方案②只需要一副模具,冲压件的形位精度和尺寸精度容易保证,生产效率也高尽管模具结构较方案一复杂,但由于零件的几何状态简单对称模具制造并不困难。
方案③也只需要一副模具,生产效率也很高但零件的冲压精度较差。
欲保证冲压件的形位精度,需要在模具上设置导正销导正,故模具制造、安装较复合模复杂。
最后确定用复合冲裁方式。
工件尺寸可知,材料为硅钢板,材料厚度为0.5mm,厚度比较薄,平直度要求高,孔边距较小,但工件结构简单,为便于操作,所以复合模结构采用正装复合模及弹性卸料和定位钉进行定位方式。
3.3 排样设计及计算1.材料利用率力求在相同的材料面积上得到最多的工件,以提高材料的利用率。
电机定转子片冲压工艺及模具设计讲解
三、模具设计及主要的尺寸计算
1—下模座; 2、15—销钉; 3—凹模; 4—套;5—导柱; 6—导套; 7—上模座; 8—卸料 板9—橡胶; 10—凸模固定板; 11 —垫板; 12—卸料螺钉; 13—凸模; 14—模柄; 16、 17—螺钉
冲裁模典型结构与模具总体设计尺寸关系图
1.模具类型的选择
复合冲压是在压力机滑块的一次 行程中,在同一位置上,使材料顺 序完成几个冲压工序的方法,如落 料—冲孔、落料—拉深、落料—拉 深—冲孔、冲孔—翻边等复合工序, 该类模具称为复合模。生产现场应 用较多的有落料—冲孔复合模、落 料—拉深复合模和落料—拉深—冲 孔复合模等。
1)复合冲裁模的结构形式 复合冲裁模有倒装、顺装两种
结构形式。 倒装式复合模结构简单,使用
方便,应用较为广泛。 2)落料—拉深复合模
落料—拉深—冲孔复合模 3)带浮动模柄的落料—冲孔复合模
4)翻边复合冲模
2.工作部分的结构和尺寸的确定
工件的外形落料凹模采用整体 结构,直刃口形式。这种刃口强度 较好,孔口尺寸不随刃口的刃磨而 增大,适于形状复杂、精度高的工 件向上顶出的要求。
电机定、转子冲片工艺方案的种类
在冲裁工艺分析和技术经济分 析的基础上根据冲裁件的特点确定 冲裁工艺方案。冲裁工艺方案可分 为单工序冲裁、复合冲裁、级进冲 裁。
单工序冲裁是在压力机一次行 程,在模具单一的工位中完成单一 工序的冲压;复合冲裁是在压力机
一次行程中,在模具的同一工作位 置同时完成两个或两个以上的冲压 工序;级进冲裁是把冲裁件的若干 个冲压工序,排列成一定的顺序, 在压力机一次行程中条料在冲模的 不同工序位置上,分别完成工件所 要求的工序,在完成所有要求的工 序后,以后每次冲程都可以得到一 个完善的冲裁件,组合的冲裁工序 比单工序冲裁生产效率高,获得的
模具毕业设计——定子片复合模设计

定子片复合模设计声明本人所呈交的定子片复合模设计,是我在指导教师的指导和查阅相关著作下独立进行分析研究所取得的成果。
除文中已经注明引用的内容外,本论文不包含其他个人已经发表或撰写过的研究成果。
对本文的研究做出重要贡献的个人和集体,均已在文中作了明确说明并表示谢意。
作者签名:日期:【摘要】这个项目是对定子片的复合模设计。
依据制件的形状以及外形尺寸,考虑模具各个对于不同的加工产品的要求,所以在对于上述可行的各种要求下,设计方案必须要进行全面的比较,最终,方才可以确定采用的加工模式是复合冲压模具进行制件。
因此本人的毕业论文设计主要以落料、拉伸、折弯、压扁工序等等为研究对象,接着再对冲压工艺方案进行确定,最佳工艺方案由技术经济分析确定,经行了工序的组合。
最终对工艺方案的进行确定,根据以上的步骤要求分析,于是乎选择了复合模具。
通常情况下这种设计方案是由现实情况总结经验所决定的,在以上的理论基础上,外加要考虑到生产批量和生产效率等问题,结合日常实践操作来设计整套模具。
此外,要审核以及修改零件图和装配图。
通过整个流程的设计,我可以确定本文关于冲压模具的设计是符合要求的,具有可行性的,不仅理论这样,而且该结果也通过了实际生产中的验证。
【关键词】:UG;冲压倒装复合模具;标准;二维软件目录引言 (1)一、冲裁件加工工艺分析 (2)二、冲裁工艺方案的确定 (3)三、模具总体设计 (4)(一)模具类型的确定 (4)(二)操作与定位方式 (4)(三)卸料方式 (4)(四)确定导向方式 (5)四、模具设计计算 (5)(一)排样 (5)(二)计算冲压力 (7)(三)压力中心的确定 (7)(四)工作零件刃口尺寸计算 (8)五、主要零部件设计 (10)(一)设计工作件的结构 (10)(二)确定模架 (11)六、模具装配图和其它非标件 (11)总结 (15)参考文献 (16)谢辞 (17)引言冲压设备常用来进行冲压成型制造,冲压设备有几种常见的结构形式,近年来国内冲压机械做的比较可靠,日常生活用品好多都是模具生产出来的,冲压模具就是用压力对金属进行冲制成型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中文摘要本设计是落料、冲槽复合模的设计。
设计说明书中简要概述了冲压模具目前的发展状况和发展趋势。
然后对工件进行了详细工艺性分析以及冲压方案的确定。
按照冲压模具设计的一般步骤,计算并设计了本套模具上的主要零部件,如:凸模、凹模、凸凹模、凸模固定板、垫板、凹模固定板、卸料板、挡料销、推件板、顶件块等。
模架采用标准模架,选用了合适的冲压设备。
关键词:落料, 冲槽, 复合模, 冲压模具, 凸凹模AbstractThis is a design of dropping and Notching composite die. The design overview the current development status and development trends of stamping die briefly. Then I conduct a detailed analysis of the work piece and determine the Stamping program. After finishing the Stamping die design in accordance with the general steps,I also design and calculations the main parts of thismold .For example, Punch, Die, Die punch, punch plate, plate, Die plate and dump plates, block information, marketing pieces of boards, blocks and other top pieces . At last I use standard mold and choice the suitable Stamping equipment.Keywords : dropping; Notching ; compound die; stamping die; Die punch.目录中文摘要.................................................................................................. . (Ⅰ)英文摘要.................................................................................................. . (Ⅱ)第1章绪论.................................................................................................. (1)1.1 模具发展的现状和趋势 (1)1.2 模具设计的意义.................................................................................................. . (4)第2章工艺分析和方案的确定 (5)2.1 工件工艺性分析.................................................................................................. .. (5)2.1.1 工件尺寸和精度.................................................................................................. .52.1.2 工件的粗糙度和毛刺 (6)2.2 确定工艺方案.................................................................................................. (6)第3章模具结构形式的选择 (8)第4章工艺计算.................................................................................................. .. (9)4.1 毛坯尺寸计算.................................................................................................. .. (9)4.2 排样、搭边和料宽以及材料的利用率 (10)4.2.1 排样.................................................................................................. (10)4.2.2 搭边和料宽.................................................................................................. .. (11)4.2.3 材料利用率..................................................................................................4.3 冲裁力、卸料力及推件力的计算 (16)4.3.1 冲裁力的计算.................................................................................................. .164.3.2 卸料力及推件力的计算 (17)4.4 压力中心的计算.................................................................................................. (18)4.5 冲裁间隙.................................................................................................. . (19)4.6 凸、凹模刃口尺寸计算 (20)第5章冲模主要零件的设计 (30)5.1 凸模、凹模的设计以及模架的选择 (30)5.1.1 凸模的设计..................................................................................................5.1.2 凹模的设计.................................................................................................. .. (33)5.1.3 模架的选择.................................................................................................. .. (35)5.2 定位零件的设计.................................................................................................. .. (36)5.3 卸料和推件、顶件零件的设计 (39)5.4 固定及紧固零件.................................................................................................. .. (41)5.5 导向零件.................................................................................................. . (43)第6章冲压设备的选择 (44)6.1 设备类型的选择.................................................................................................. .. (44)6.2 设备型号的选择.................................................................................................. .. (45)第7章绘制模具装配图和部分零件图 (47)第8章设计总结.................................................................................................. (49)参考文献.................................................................................................. . (51)致谢.................................................................................................. (52)第一章绪论1.1 模具发展的现状和发展1.1.1 冲压在工业生产中的作用近年来,随着飞机、汽车、电子、仪表、日用工业品等工业的发展及少无切屑加工技术的应用,冲压加工技术得到了高速的发展。
目前,除一般的成形方法外,又出现了冷、热、温挤压成形,液压成形,强力旋压成形,超塑成形,爆炸成形,以及精密冲裁和高速冲压等加工技术。
冲压技术在现代工业生产中占有十分重要的地位,是国防工业及民用工业生产中必不可少的加工方法。
在电子产品中,冲压件约占80~85%;在汽车、农业机械产品中,冲压件约占75—80%;在轻工产品中,冲压件约占90%以上。
此外,在航空及航天工业生产中,冲压件也占有很大的比例。
冲压虽然以大批量生产为对象,但所使用的模具却是单件生产。
制造模具需要采用精度很高的加工设备、先进的工艺方法,同时还需要有技术熟练的技工配合。