HVOF喷涂超细WC-12Co耐磨涂层微观组织结构及性能研究
WCp-(Co+Cr)复合材料涂层组织及耐磨性能
WCp/(Co+Cr)复合材料涂层的组织及耐磨性能【摘要】采用ac-hvaf活性燃烧高速燃气喷涂设备在q235钢表面喷涂wcp/(co+cr)复合材料涂层,应用光学金相显微镜分析涂层的显微组织,应用扫描电镜分析涂层断口形貌。
结果表明,wcp/(co+cr)复合材料涂层组织致密均匀;涂层具有良好的耐磨性,其相对耐磨性比淬火回火态中碳45钢提高40倍。
【关键词】wcp/(co+cr)复合材料;q235钢;耐磨性;显微组织0 前言随着现代工业的发展,对机械产品零件表面的性能要求越来越高,改善材料的表面性能,不但可有效地延长其使用寿命,提高生产力,而且能节约资源,减少环境污染,加强稀有金属资源保护[1]。
先进表面工程技术促进了绿色制造技术在机械工业中的应用[2]。
因此,研究和发展机械产品的表面保护和表面强化技术,对于提高零件的使用寿命和可靠性,对于改善机械设备的性能、质量,增强产品的竞争能力,对于推动新技术的发展,对于节约材料、节约能源等都有重要意义[3]。
热喷涂技术是一种利用热源将喷涂材料加热至熔融状态,并通过气流吹动使其雾化高速喷射到零件表面,以形成喷涂层的表面加工技术[4]。
热喷涂技术的喷涂温度、熔滴或粉末颗粒对基体表面的冲击速度及形成涂层的材料性能构成喷涂技术的核心。
热喷涂技术正是适应这种需要发展起来的一种较好的金属材料表面防护和强化技术[5]。
热喷涂技术与其它薄膜与涂层制备技术相比,具有工艺简单,涂层和基体选择范围广,涂层厚度变化范围大,沉积效率高以及容易形成复合涂层等优点[6]。
本文采用ac-hvaf热喷涂设备研究在q235钢表面制备wcp/(co+cr)复合材料涂层,分析涂层组织及耐磨性能,为优化wcp/(co+cr)复合材料涂层制备工艺提供依据。
1 试验材料及方法1.1 试验材料实验所用基体材料为q235钢板材,其化学成分如下表1所示。
实验所用制备涂层的wc、co、cr性能如表2所示。
1.2 试验方法应用ac-hvaf活性燃烧高速燃气喷涂设备制备wcp/(co+cr)复合材料涂层。
基于硬质WC_涂层的不同摩擦副间的摩擦磨损特性及损伤机制研究
表面技术第53卷第7期基于硬质WC涂层的不同摩擦副间的摩擦磨损特性及损伤机制研究王晓霞1,陈杰1,郝恩康1*,刘光1*,崔烺1,贾利1,魏连坤1,郝建洁1,曹立军1,安宇龙2(1.中国兵器科学研究院宁波分院,浙江 宁波 315103;2.中国科学院兰州化学物理研究所 固体润滑国家重点实验室,兰州 730000)摘要:目的探究硬质WC-12Co涂层与摩擦副间的力学性能、摩擦磨损特性的对应关系。
方法采用超音速火焰喷涂(HVOF)技术制备WC-12Co硬质涂层,利用SEM、XRD、EDS等分析涂层的微观形貌、物相组成和元素分布规律等,研究该涂层与不同对偶配副的摩擦学性能及摩擦磨损机理等。
结果采用HVOF技术制备的WC-12Co涂层中各元素及物相分布均匀,涂层的显微硬度约为1 103.8HV0.3,纳米硬度约为20.47 GPa。
涂层和不同对偶配副的干摩擦因数均在0.80以上,磨损率在10−6 mm3/(N·m)量级,其中与Al2O3对偶球配副时摩擦因数(约0.81)最低,与WC-6Co对偶球配副时摩擦因数(约0.85)最大,在与Al2O3配副时磨损率最大,约为11.09×10−6 mm3/(N·m),与GCr15配副时磨损率最小,约为1.60×10−6 mm3/(N·m)。
结论硬质WC-12Co涂层致密均匀,其力学性能优异,与不同材质对偶球配副时其磨损机制有所不同,导致摩擦副间的摩擦因数和磨损率略有差异,但其耐磨性均良好,可以根据实际应用工况特点选择不同的摩擦副,以保证硬质碳化钨涂层的安全稳定长效服役。
关键词:WC-12Co涂层;超音速火焰喷涂;摩擦副;力学性能;摩擦学性能中图分类号:TG174.442 文献标志码:A 文章编号:1001-3660(2024)07-0076-09DOI:10.16490/ki.issn.1001-3660.2024.07.008Friction and Wear Behaviors and Damage Mechanisms ofDifferent Friction Pairs Based on Hard WC CoatingWANG Xiaoxia1, CHEN Jie1, HAO Enkang1*, LIU Guang1*, CUI Lang1,JIA Li1, WEI Liankun1, HAO Jianjie1, CAO Lijun1, AN Yulong2(1. Chinese Weapons Science Academy Ningbo Branch, Zhejiang Ningbo 315103, China; 2. State Key Laboratory ofSolid Lubrication, Lanzhou Institute of Chemical Physics, Chinese Academy of Sciences, Lanzhou 730000, China)ABSTRACT: The WC-12Co metalloceramic coating is regarded as the ideal choice to improve the wear resistance of engineering components. However, the friction and wear characteristics of the coating are not only related to its structure and收稿日期:2023-04-10;修订日期:2023-10-09Received:2023-04-10;Revised:2023-10-09基金项目:国家自然科学基金(52205223);内蒙古自治区自然科学基金(2022QN05019);宁波市自然科学基金(2022J316)Fund:National Natural Science Foundation of China (52205223); Natural Science Foundation of Inner Mongolia Municipality (2022QN05019); Natural Science Foundation of Ningbo City (2022J316)引文格式:王晓霞, 陈杰, 郝恩康, 等. 基于硬质WC涂层的不同摩擦副间的摩擦磨损特性及损伤机制研究[J]. 表面技术, 2024, 53(7): 76-84.WANG Xiaoxia, CHEN Jie, HAO Enkang, et al. Friction and Wear Behaviors and Damage Mechanisms of Different Friction Pairs Based on Hard WC Coating[J]. Surface Technology, 2024, 53(7): 76-84.*通信作者(Corresponding author)第53卷第7期王晓霞,等:基于硬质WC涂层的不同摩擦副间的摩擦磨损特性及损伤机制研究·77·components, but also closely associated with the friction pairs and working conditions. Thus, the work aims to expound the relationship between the mechanical and tribological properties of the hard WC-12Co coating sliding with different friction pairs. In this work, the WC-12Co coating was prepared by the high velocity oxygen fuel (HVOF) spraying technology, and then its morphology, phase composition and element distribution were analyzed by SEM, XRD and EDS. Meanwhile, the tribological properties and friction and wear mechanism of the coating sliding against three different coupled balls of GCr15 stainless steel, WC-6Co and Al2O3 were studied as well. Moreover, the friction and wear mechanisms were analyzed from the evolution of microstructure, mechanical properties and phase components.The elements and phases of WC-12Co coating prepared by HVOF technology were evenly distributed. The interior of the coating was uniform and compact with an average porosity of (2.86±0.16)%, while the near-surface layer was loose. This was caused by the tamping effect because of subsequent particles compacting the previous deposited particles. In addition, there wasa slight decarbonization during deposition proved by the presence of W3C phase in the coating. The WC-12Co coating had amicrohardness of about 1 103.8HV0.3, and a nano-hardness of about 20.47 GPa. According to the order of GCr15 stainless steel, WC-6Co and Al2O3, the microhardness, contact stiffness, nano hardness, elastic modulus and resilience of the coupled balls gradually increased, while the mechanical properties of the coating were slightly less than the values of the WC-6Co coupled ball. The dry coefficient of friction (COF) of WC-12Co coating sliding against different friction pairs was above 0.80, and the wear rate (WR) was in the order of 10−6 mm3/(N·m). The lowest COF was about 0.81 when the coating slid against alumina ball, and the highest COF was about 0.85 when the coating slid against tungsten carbide ball. The coating had the highest WR(11.09×10−6 mm3·N−1·m−1) coupled with aluminum oxide ball, and the lowest WR (1.60×10−6 mm3·N−1·m−1) coupled withGCr15 steel ball. Due to the low hardness and large plasticity of GCr15 stainless steel ball, the transfer film was easy to form and adhere to the coating surface during friction, appearing typical abrasive wear and adhesive wear characteristics. The mechanical properties of WC-6Co ball and coating were approximate, and there were no typical signs of abrasive wear or adhesive wear. The alumina would appear moisture absorption phenomenon in the air, and the formation of intermediate products could play a lubricant effect to reduce the COF. However, the hardness of Al2O3 ball was very high, and it was easy to wear the softer one of the friction pairs, so the wear rate of the coating was the largest. Besides, the tribochemical reactions of the coating sliding against different coupled balls were roughly the same.In general, the WC-12Co coating is dense and uniform with excellent mechanical properties. Although the COF and WR of the coating are slightly different due to the wear mechanism difference with different coupled balls, the wear resistance of the hard WC-12Co coating is very excellent. The various friction pairs can be selected according to the characteristics of the actual application conditions, so as to ensure the safe, stable and long-term service of the hard WC-12Co coating.KEY WORDS: WC-12Co coating; HVOF spraying; friction pairs; mechanical properties; tribological properties履带行动系统(如主动轮齿圈、履带连接环等“四轮一带”运动摩擦部件)具有高速重载的典型特征,互相接触的运动部件之间通常伴随着磨损的产生,这是导致相应部件损伤失效的重要因素[1-3]。
试分析船舶机械中WC-12Co金属陶瓷涂层性能
试分析船舶机械中WC-12Co金属陶瓷涂层性能发表时间:2020-07-09T07:04:19.987Z 来源:《科技新时代》2020年4期作者:危安[导读] 本文采用HVOF工艺对多峰结构与亚微米结构涂层进行制备,并分别对三种涂层的结构形貌、相结构与显微硬度进行分析。
通过开展磨损试验探究多峰涂层磨损原理。
试验结果表明,30%纳米WC-12CO制备的多峰涂层的WC氧化脱碳度最低,显微硬度最高;50%纳米多峰涂层耐磨性最佳,可在船舶机械领域得到广泛应用。
危安中交广州航道局有限公司广东广州 510000摘要:本文采用HVOF工艺对多峰结构与亚微米结构涂层进行制备,并分别对三种涂层的结构形貌、相结构与显微硬度进行分析。
通过开展磨损试验探究多峰涂层磨损原理。
试验结果表明,30%纳米WC-12CO制备的多峰涂层的WC氧化脱碳度最低,显微硬度最高;50%纳米多峰涂层耐磨性最佳,可在船舶机械领域得到广泛应用。
关键词:船舶机械;WC-12Co涂层;性能试验引言:在普通基体表面制备方面,通常采用表面工程技术,可制备出品质优良、耐高温、耐腐蚀的涂层,在船舶设备制造与维修等领域得到广泛应用。
在该技术研究中,由HVOF工艺制备出的WC-12CO涂层在硬度、孔隙率等方面具有较大优势,可在船艉、泵轴套、柱塞等零件中得到广泛应用。
1WC-12Co金属陶瓷涂层简介WC-12CO金属陶瓷在硬度与耐磨性方面具有较大优势,经常作为整体和表面强化材料而应用。
该涂层受硬质相颗粒大小、分布情况、含量等因素影响,细小碳化物颗粒的涂层可达到良好的耐磨需求。
WC-12CO作为一种该金属陶瓷作为耐磨硬质合金涂层材料,在诸多领域得到广泛应用。
其制备方法为等离子喷涂、爆炸喷涂、高速火焰喷涂(HVOF)等方式。
该涂层结构受多种因素影响,包括粉末结构、工艺参与、喷涂方式等等。
在HVOF技术应用中,等离子喷涂的方式难以满足现实需求,而HVOF技术中涂层的耐磨性能更具优势,现已逐渐取代等离子喷涂的地位[1]。
超音速火焰喷涂88WC-12Co涂层的抗氧化性能

超音速火焰喷涂88WC-12Co涂层的抗氧化性能刘宝刚;马启林;刘超;彭馨可;朱肖运;季晴【摘要】采用超音速火焰喷涂方法在45#钢表面制备高致密度的88WC-12Co涂层.利用X射线衍射、扫描电镜、显微硬度计等分析手段对喷涂及氧化后的涂层物相、显微结构和硬度变化进行表征,并对涂层材料的氧化机制进行探讨.结果表明:88WC-12Co涂层在500℃以下具有优良的抗氧化性能,氧化后的涂层硬度变化不大;在500℃以上生成的WO3和CoWO4相显著增多,88WC-12Co涂层的抗氧化性能明显下降,涂层显微硬度快速下降.高温下涂层中的WC、W2C以及Co与空气中的O2发生反应生成WO3和CoWO4.【期刊名称】《粉末冶金材料科学与工程》【年(卷),期】2018(023)004【总页数】5页(P422-426)【关键词】超音速火焰喷涂;WC-Co;涂层;显微硬度;抗氧化性能【作者】刘宝刚;马启林;刘超;彭馨可;朱肖运;季晴【作者单位】湖南人文科技学院能源与机电工程学院,精细陶瓷与粉体材料湖南省重点实验室,娄底 417000;湖南人文科技学院能源与机电工程学院,精细陶瓷与粉体材料湖南省重点实验室,娄底 417000;湖南人文科技学院能源与机电工程学院,精细陶瓷与粉体材料湖南省重点实验室,娄底 417000;湖南人文科技学院能源与机电工程学院,精细陶瓷与粉体材料湖南省重点实验室,娄底 417000;湖南人文科技学院能源与机电工程学院,精细陶瓷与粉体材料湖南省重点实验室,娄底 417000;湖南人文科技学院能源与机电工程学院,精细陶瓷与粉体材料湖南省重点实验室,娄底417000【正文语种】中文【中图分类】TG174.442近年来,随着科学技术快速进步和现代工业技术水平不断提高,现代机械设备对重要零部件表面性能的要求越来越苛刻。
工件表面磨损与腐蚀一直是制约现代机械设备寿命的重要因素,特别是在高温、高压、重载和腐蚀等恶劣条件下,整套设备经常因工件表面磨损腐蚀而失效。
WCp(Co+Cr)复合材料涂层的组织及耐磨性能
Science &Technology Vision科技视界0前言随着现代工业的发展,对机械产品零件表面的性能要求越来越高,改善材料的表面性能,不但可有效地延长其使用寿命,提高生产力,而且能节约资源,减少环境污染,加强稀有金属资源保护[1]。
先进表面工程技术促进了绿色制造技术在机械工业中的应用[2]。
因此,研究和发展机械产品的表面保护和表面强化技术,对于提高零件的使用寿命和可靠性,对于改善机械设备的性能、质量,增强产品的竞争能力,对于推动新技术的发展,对于节约材料、节约能源等都有重要意义[3]。
热喷涂技术是一种利用热源将喷涂材料加热至熔融状态,并通过气流吹动使其雾化高速喷射到零件表面,以形成喷涂层的表面加工技术[4]。
热喷涂技术的喷涂温度、熔滴或粉末颗粒对基体表面的冲击速度及形成涂层的材料性能构成喷涂技术的核心。
热喷涂技术正是适应这种需要发展起来的一种较好的金属材料表面防护和强化技术[5]。
热喷涂技术与其它薄膜与涂层制备技术相比,具有工艺简单,涂层和基体选择范围广,涂层厚度变化范围大,沉积效率高以及容易形成复合涂层等优点[6]。
本文采用AC-HVAF 热喷涂设备研究在Q235钢表面制备WCp/(Co+Cr)复合材料涂层,分析涂层组织及耐磨性能,为优化WCp/(Co+Cr)复合材料涂层制备工艺提供依据。
1试验材料及方法1.1试验材料实验所用基体材料为Q235钢板材,其化学成分如下表1所示。
实验所用制备涂层的WC、Co、Cr 性能如表2所示。
表1Q235钢的化学成分表2WC、Co、Cr 的性能1.2试验方法应用AC-HVAF 活性燃烧高速燃气喷涂设备制备WCp/(Co+Cr)复合材料涂层。
用DK7735C 型数控电火花线切割机将喷涂试样加工成金相试样和磨损试样。
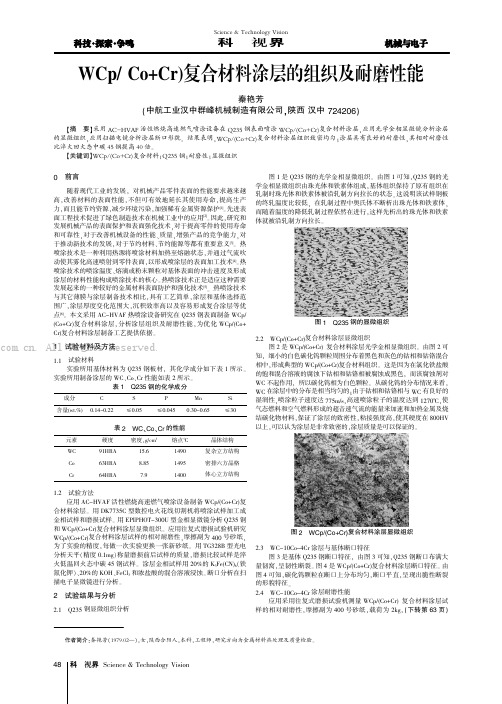
用EPIPHOT-300U 型金相显微镜分析Q235钢和WCp/(Co+Cr)复合材料涂层显微组织。
应用往复式磨损试验机研究WCp/(Co+Cr)复合材料涂层试样的相对耐磨性,摩擦副为400号砂纸,为了实验的精度,每做一次实验更换一张新砂纸。
ZTA15钛合金表面热喷涂WC-12Co涂层的组织及性能

486FO U N D R V工艺技术Vol.70 No.4 2021ZTA 15钛合金表面热喷涂WC -12CO 涂层的组织及性能金国栋1,游涛2,柴能2,徐卫龙2,李巍2,姚谦2,刘时兵2,王洪锋2(1.海装沈阳局,黑龙江齐齐哈尔161000; 2.沈阳铸造研究所有限公司,高端装备轻合金铸造技术国家重点实验室,辽宁沈阳110022)摘要:采用超音速火焰喷涂(HVOF )技术在ZTA 15钛合金表面喷涂W C -12C O 粉末,可以得 到较为致密的WC 硬质涂层。
通过XRD 分析发现,涂层内主要相为WC ,并伴随少量的W2C 和Co ;W 3C ,未发现Co 相的存在。
涂层与基体之间不存在过渡区,涂层内的组织之间为冶金 结合,涂层与基体之间为物理结合,并且涂层与基体之间的结合强度略高于涂层组织自身强 度。
涂层的显微硬度可达到HV 11 045,是ZTA 15钛合金显微硬度值的3倍。
涂层材料断口具有 脆性断口特征,涂层材料的强度和塑性均低于钛合金基体。
关键词:ZTA 15;热喷涂;WC -12C OZTA 15合金是一种综合性能优异的中高强度钛合金,具有良好的焊接性能、优异的耐腐蚀性能以及良好的强度、塑性配比m 。
近年来,随着钛合金材料制备技术和 加工技术的发展,钛合金提炼及加工成本大幅降低,钛合金在各行各业得到了广泛 的应用,尤其是在航空、航天以及海洋装备制造领域,大量的钛合金部件替代了传统的钢制部件。
但是ZTA 15合金同其他钛合金一样,其材料硬度较低、抗磨损性能较差,在同 其他材料的部件存在相对摩擦运动的工况下,钛合金易优先发生摩擦磨损,从而影 响工件的功能甚至带来失效风险[2—41。
因此,近年来钛合金表面改性技术一直是钛合 金应用方面的一个重点研究方向。
目前,常见的改善钛合金表面硬度及耐磨性的方 法有微弧氧化激光熔覆热喷涂[1M 31、离子渗氮[14~]、真空渗碳nw 71等等。
其 中热喷涂技术中的超音速火焰喷涂(HVOF )技术,是一种高效的表面处理方式,它 具有不影响基体组织和性能、涂层厚度范围宽、喷涂效率高的优点〜191。
HVOF制备亚微米结构WC-12Co涂层性能研究
研 究结 果表 明 : 喷涂过 程 中, 亚微 米结构 WC粒 子 没有 明 显的 脱碳 分 解发 生 , 层 组 织结 构 涂
致 密 , 显微硬 度平 均值 高达 HV1 0 ; 相 同的试验 条件 下 ,6 其 15 在 1 Mn钢 的磨粒 磨损 量 是 亚微
米 w C1C -2 o涂 层 的 7 8倍 , 表 明亚微 米 结构涂 层具有优 异 的抗磨 粒磨损 性 能 . . 这
维普资讯
第 3 4卷
第 2期
湖
南
大
学
学
报 (自 然 科 学 版 )
Vo . 4. 13 NO. 2 Fe b.2 0 0 7
2 年 2 月 0 0 7
J un l fHu a iest( t rl ce cs o ra n n Unv ri Naua S in e ) o y
文 章编 号 :0 0 2 7 2 0 0 — 0 6 0 1 0 —4 2(0 7) 20 5 .4
H VoF 制 备 亚 微 米 结 构 W C. 2 1 Co 涂 层 性 能 研 究
王 群 ¨, 彰 雄 陈振 华 张世 英 吴 维冬 丁 , , ,
( . 南 大 学 材 料 科 学 与工 程学 院 , 南 长 沙 1湖 湖 湖北 武汉 4 0 8 ; . 汉 理 工 大学 能 源 与 动 力 工 程 学 院 , 10 2 2 武 400 ) 1 0 3 4 0 6 ; . 沙学 院 生 物 工 程 与 环境 科 学 系 , 30 3 3 长 湖南 长 沙
W ANG n Qu ¨。DI NG h n — in 2 HEN e gh a ,Z Z a g xo g 。C Zh n . u HANG h— ig 。 U e—o g S i n。W W i n y d
爆炸喷涂WC-Co涂层的工艺及物理性能研究的开题报告
爆炸喷涂WC-Co涂层的工艺及物理性能研究的开题报告一、选题背景WC-Co(碳化钨-钴)是一种具有优异物理、化学和力学性能的材料,常被用作硬质合金、切削工具等方面。
WC-Co涂层是通过喷涂工艺将WC-Co材料喷涂在基础材料表面而成。
WC-Co涂层具有优异的耐磨、耐腐蚀和耐热性能,因此被广泛应用于航空、制造和汽车行业等工业领域。
然而,WC-Co涂层在生产中仍存在一些问题,如涂层的质量和均匀度等方面较为难以控制。
因此,在WC-Co涂层的工艺和物理性能研究中,探究涂层的制备方法和涂层的物理性能,对于提高涂层的质量和性能具有重要的意义。
二、研究目的本论文旨在探究爆炸喷涂WC-Co涂层的工艺及其物理性能,研究重点包括涂层的组织结构、硬度、耐磨性能和耐腐蚀性能等方面。
三、研究内容及方法1. 研究WC-Co涂层的制备工艺,并优化涂层性能。
2. 采用金相显微镜、扫描电镜等手段,研究涂层的组织结构和表面形貌。
3. 通过洛氏硬度计等硬度测试仪器,测试涂层的硬度。
4. 使用干式磨损实验仪器,测试涂层的耐磨性能。
5. 使用盐雾试验仪器,测试涂层的耐腐蚀性能。
四、预期结果通过本论文对爆炸喷涂WC-Co涂层的工艺及其物理性能进行研究,预期能够得到以下研究结果:1. 研究出优化的WC-Co涂层制备工艺,提高涂层的质量和性能。
2. 揭示WC-Co涂层的组织结构和表面形貌,为探究涂层性能提供基础。
3. 通过测试涂层的硬度、耐磨性能和耐腐蚀性能,评估涂层的实际应用价值。
五、研究意义本论文研究的爆炸喷涂WC-Co涂层的工艺及其物理性能,对于推动WC-Co涂层在工业应用领域的发展具有重要的意义。
同时,本研究为相关领域的研究提供了新的思路和方法,有助于推动该领域的发展。
【国家自然科学基金】_wc-12co涂层_基金支持热词逐年推荐_【万方软件创新助手】_20140802
2012年 序号 1 2 3 4 5 6 7 8 9 10 11
科研热词 高速燃气喷涂(hvaf) 钛合金 金属陶瓷涂层 超音速火焰喷涂 空蚀 磨损机理 硬度 激光熔覆 泥沙磨损 显微组织 冲蚀磨损
推荐指数 1 1 1 1 1 1 1 1 1 1 1
2013年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14
2011年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13
2011年 科研热词 金属陶瓷涂层 超音速火焰喷涂(hvof) 超音速火焰喷涂 耐磨性 磨粒磨损 热喷涂 涂层材料 汽蚀 摩擦 搅拌器叶轮 多峰结构 再制造 wc-12co涂层 推荐指数 1 1 1 1 1 1 1 1 1 1 1 1 1
科研热词 组织结构 性能 冷喷涂 黏结相 金属陶瓷涂层 结构 空蚀 材料失效与保护 微纳米结构 多尺度 wc-co涂层 wc-co wc-12co涂层 hvof
推荐指数 2 2 2 1 1 1 1 1 1 1 1 1 1 1
2014年Байду номын сангаас序号 1 2 3
2014年 科研热词 超音速火焰喷涂 粒度 wc-12co 推荐指数 1 1 1
2008年 序号 1 2 3 4 5 6 7
科研热词 超音速火焰 船舶机械 纳米粉末 磨损 涂层 wc-12co涂层 wc-12co
推荐指数 1 1 1 1 1 1 1
2009年 序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
科研热词 wc-12co涂层 超音速火焰喷涂 冷喷涂 wc-co 韧性 超音速喷涂 脱碳分解 耐磨性能 耐磨性 纳米结构涂层 纳米结构 纳米稀土改性 粉末结构 等离子喷涂 硬度 滑移区 涂层 泥浆冲蚀 沉积行为 微动磨损 wc-12co tialzr钛合金
冷喷涂WC-Co涂层的组织结构和性能研究
( J i u j i a n g Ke y La b o r a t o r y f o r Gr e e n Re ma n u f a c t u r e , S c h o o l o f Me c h a n i c a n d
王洪 涛 , 陈
枭, 纪岗昌, 白小 波 , 董增 祥 , 仪 登亮
( 九江学 院 机 械与 材料 工程 学 院 九江市 绿 色再制 造 重点 实验 室 , 江 西 九江 3 3 2 0 0 5 )
W ANG Ho n g — t a o , CHEN Xi a o , J I Ga n g — c h a n g, BAI Xi a o — b o,
Ab s t r a c t :Th r e e k i n d s o f WC — Co c o a t i n g s we r e p r e p a r e d b y c o l d s p r a y i n g( CS) o f n a n o s En g i n e e r i n g, J i u j i a n g Un i v e r s i t y , J i u j i a n g 3 3 2 0 0 5 , J i a n g x i , Ch i n a )
摘 要 :以微 米 WC 一 1 2 C o 、 纳 米 WC 一 1 7 C o和 WC - 2 3 C o三 种 团聚 烧 结 粉 末 为 原 料 , 进 行 冷 喷涂 沉 积 涂 层 实 验 , 通 过 扫 描 电
a l y z e d by s c a n ni n g e l e c t r o n mi c r os c o pe ( SEM )a nd X— r a y di f f r a c t i o n( XRD) . The mi c r oh a r dn e s s 。e — l a s t i c mod ul us a nd f r a c t u r e t o ugh ne s s o f t h r e e ki n ds o f t he c ol d s pr a y e d W C— ・ Co c oa t i ng s we r e i nv e s t i — — g a t e d us i ng mi c r o ha r d e r t e s t e r ba s e d o n i nd e nt a t i o n t o u ghn e s s me a s u r e me n t s a n d t he we a r pe r f o r m— a n c e o f t hr e e c o a t i ng s we r e t e s t e d o n a pi n o n d i s k t e s t e r .I t wa s r e v e a l e d t ha t t hr e e c o l d s pr a y e d W C— Co c oa t i ng s ha ve de ns e mi c r os t r uc t ur e a n d s i mi l a r p ha s e s t r uc t ur e wi t h t ha t of f e e ds t o c k p o wde r . The a l l o t r o pi c t r a n s f or ma t i o n o f me t a l Co oc c u r r e d du e t o i t s i nt e ns i v e pl a s t i c d e f o r ma t i o n. The c oa t i ng s ha ve n o l a me l l a r s t r uc t ur e c ha r a c t e r i s t i c s o f c on ve nt i o n a l t he r ma l s pr a yi n g c oa t i ng a n d t he W C ha r d p ha s e i n t he c o a t i n gs f l o w a n d r e d i s t r i bu t e i n I o c a l a r e a .Mo r e o ve r, t he mi c r oh a r de ns s a n d e l a s t i c mo dul u s o f c o a t i ngs de c r e a s e a nd f r a c t u r e t ou ghn e s s i nc r e a s e wi t h i nc r e a s i ng b i nd e r pha s e c o n t e n t . Co mpa r e d t o 3 1 6 L s t a i nl e s s s t e e l ,t h e c ol d s p r a ye d W C— Co c o a t i ngs e x hi b i t e x c e l l e nt we a r r e s i s t a n c e a nd t he we a r me c h a ni s m i s ma i n l y t he mi c r o — c ut s e f f e c t o f a br a s i ve p a r t i c l e on t h e c o a t i n g s u r f a c e .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图l超细WC-12Co热喷涂粉末材料扫描电镜照片 Fig.1 SEM morphology of the ultrafine WC-12Co powder
结构耐磨涂层将成为耐磨涂层材料的发展趋势㈣。 本研究采用超细碳化钨和草酸钴为原料通过喷
雾干燥造粒、氮气保护烧结、氢气还原等工艺得到超 细结构WC-12Co热喷涂粉末材料。通过超音速火 焰喷涂制备超细WC-12Co耐磨涂层。
作者筒舟:王乾弱(1979一),男,吉林通优^,工程师
万方数据
·70
1试验过程
另外,在实际热喷涂粉末材料的制备过程中也 很难实现纳米结构wC-Co粉末材料的制备。本研 究采用超细结构的碳化钨粉末颗粒和草酸钴为原 料.通过喷雾干燥、烧结、还原等工艺制得超细结构 的wC-12Co热喷涂粉末材科。采用超音速火焰喷 涂对制各的超细结构WC-12Co热喷涂粉末材料进 行喷涂,涂层显徽硬度及结合强度等综合力学性能 优异。
3结论
(1)采用超细碳化钨和草酸钴为原料通过喷雾 干燥造粒、氮气保护烧结、氢气还原等工艺制备了 WC-12Co超细热喷涂粉末材料;
(2)制各的wC-12Co超细热喷涂粉末材料。松 装密度5.5 g/cm3、流动性13 s/509、超音速火焰喷 涂沉积效率大于55%;
(3)采用超音速火焰喷涂制备了超细结构wc 12Co耐磨涂层;
Abstract:The ultrafine WC-12Co powder used for thermal spraying is fabricated by spray drying,nitrogen sin-
tering。and hydrogen reduction sinteHng using the ultrafine tungsten carbide and cobalt oxalate.The ultrafine
圈2钻、碳化物超细颗粒的分布图
Fig.2 Distribution of the ultrafine WC and Cobalt particles
由图l、2我们可以看到,采用超细碳化钨和草
采用超细碳化钨和草酸钴为原料通过喷雾干燥
酸钴为原料通过喷雾干燥造粒、氮气保护烧结、氢气
造粒、氮气保护烧结、氢气还原等工艺制各的wG
12Co超细热喷涂粉末材料。通过超音速火焰喷涂(HVOF)制备超细WC-12Co耐磨涂层。通过扫描电
子显撒镜对制备的WC一12Co超细热喷獠粉末材料厦超细结构耐磨棘层的微观组织结构进行分析。对
制备的超细结构耐磨涞层的结合强度、硬度进行表征。结果表明:制备的WC一12Co超细热喷踩粉末材
料适舍于超音速火焰喷涂制备超细WC一12Co耐磨涂层,制备的超细WC一12Co耐磨涂层性能优异。
还原等工艺得到了球形、致密的具有超细结构的
12Co超细热喷涂粉末材料非常适于超音速火焰喷
WC-12Co热喷涂粉末材料。通过烧结、还原出来的 钴粉颗粒均匀分布在超细碳化钨颗粒之间。
涂过程。具体粉末物理性能:松装密度5.5 g/cm3、 流动性(509)13.0 s、沉积效率>55%。
2-2超细WC-12Cm热喷涂粉末材料性能分析
ings[J].Wear。2000,237:176—185. [3]Gell M.AppMlag nan∞tmemred mat—ah tO future gsa tur—
bine englnes[J].JOM,1994。8:30—34. [4]Padmanabhan K A.Mechanical pmperdes of nantⅪttuetured
(4)超细结构WC-12Co耐磨涂层具有优异综合
力学性能:显微硬度(H‰。)为l 150,结合强度>
80MPa。
参考文献
【1]StewartDA,ShipwayPH,McearmeyDG.AbrasiveWeal"
behaviour of conventional and舶n。∞mpodte HVOF-
1.1超细WC.12Co热喷涂粉末材料制备 采用超细碳化钨和草酸钴为原料通过喷雾干燥
造粒、氮气保护烧结、氢气还原等工艺得到WC一 12Co超细热喷涂粉末材料,喷雾干燥工艺参数:离 心转速12 000 r/rain、进料速率2 L/rain、进口温度 310℃、出口温度120℃。热处理工艺参数:氮气保 护烧结温度500℃、氮气保护烧结时间4 h、氢气还 原温度460℃、氢气还原时间4 h。 1.2超细WC:-12Co耐磨涂层制备
2.3超细WC-12Co耐磨涂层微观组织结构分析
万方数据
有色金属(冶炼部分)2007年增刊
采用超音速火焰喷涂制备超细WC-12CO耐磨 涂层.涂层截面扫描电子显微照片如图3所示。
由图3可见。喷涂过程中保存了大部分碳化钨
·71·
的超细颗粒结构,同时,超细钴粉末颗粒得到了充分 的熔化。
Fig.3
围3超细WC-12Ca耐磨涂层扫描电镜照片 Cross-section morphology of the HVOF sprayed ultrafine WC-12Co coating
WC-12Co abrasive coating is fabricated by High Velocity Oxy-Fuel(HVOF)spraying.The SEM is used tO ana- lysis the micmstructure.In addition,the bonding strength and hardness are measured.The results show that the uhrafine WC-12Co powder is suit for thermal spraying and the properties of uhrafine WC-12Co abrasive
关麓葡:超音速火焰喷涂(HVOF);超细结扮;wc一12Co;耐磨豫层
中囤分类号:TGl74.2
文献标识码:A
文章编号:1007—7545【2007)S0—0069—03
Research on the Microstructure and Processing of Ultrafine WC-12Co Abrasive Coating Fabricated by HVOF Spraying
101113.(№; WANG Qing.yuI,LIN Fen92,YANG Zhong—yuan2.LI xue_fen92
(1,蹦illg HuⅫBiaomian Gongchtm.g Jishu Co.。Ltd.酬iq
R㈣ch 2.Beijiq C,∞eral
l捌tute h Non(emm Meals.GRIPM Advanced Material5 Co..Ltd。Be日iq 100088.ChlM)
有色金属(冶炼部分)2007年增刊
’69‘
HVOF喷涂超细WC.12Co耐磨涂层 微观组织结构及性能研究
王乾羽1,林锋2。杨中元2,李学锋2
(1.北京华恩表面工翟技术有限公司,北京 101113; 2.北京有色垒属研究总院有研粉末新材料(北京)有限公司。北京 100088)
掎要:栗甩超缅碳亿钨和草酸钴为原辩通过喷雾于燥造粒、氮气保护烧结、氢气还原等工艺得到wc一
n唧nall002ll懈1.e and amvmfiorud 5t甜血珥powders[J].Aera
Mater.,2000(48):1593—1604.
。
[6]林锋,于月光,蒋显亮。等.等离子体喷涂纳米结构热摩
涂层微观组织及性能【J].中国有色金属学报,2006(3):
482—487.
[7]Lin F,Jiang X L,Yu Y G,et a1.Research∞hb血“趣
and Characterization of Plasma·sprayed UItrafine Chromium
oxide coatin95[J】.plasma Sclenee and Tecl'mology.2007
(1).38—40.
[8]Shaw L L,Gobennan D,Ren R,et a1.The dependency of
2.4超细WC.12Co耐磨涂层性能分析 采用超音速火焰喷涂制备超细WC-12Co耐磨
涂层的显微硬度(Hv300)为1 150,结合强度>80பைடு நூலகம்MPa。
纳米结构WC-Co材料用于粉末冶金已经表现 出了比常规材料更优越的力学性能。然而使用纳米 结构的wE-Co粉末,采用HOVF喷涂成的WC-Co 涂层的结合强度有所提高而耐磨性能却远低于常规 wcC0涂层。相同条件下。磨损量比常规涂层高出 1.4~3.1倍。研究发现,在涂层使用过程中,晶粒 越小WC向wQ转变的程度越明显,导致涂层的性 能降低【““。
Sp∞ydWC-Co eoatings[J].Wear,1999(225—229):789
—798.
[2]WangY,JhngS.WangM,亡t a1.AbrasiveWeal"charactex-
isticj of plaama sprayed nan嘣HucnⅡed aluminaAitania Coat-
coating is perfect。 Keywords:High Vdocity Oxy—Fuel spraying(HVOF);Uhrafine;Cobalt tungsten carbide;Abrasive coating
随着热喷涂材料的飞速发展,超细化结构和纳 米结构热喷涂材料现在已成为国内外广泛研究的课 题之一[1-3]。然而.大量的文献和实验结果表明, 纳米结构V《C/Co金属陶瓷热喷涂粉末材料制备非 常困难。另外,通过热赜涂箭备的纳米结构WC/CO 金属陶瓷耐磨涂层的综合性能并不理想“j。因此, 采用超细化结构金属陶瓷粉末材料热喷涂制备超细