超声波探伤案例
《超声波探伤》课件

确保被检测工件表面清洁、干 燥、无油污和锈蚀
检测过程中的操作步骤
准备超声波探伤仪和相关配件
启动超声波探伤仪进行检测
确定检测区域和检测参数
观察检测结果并记录
调整探头位置和角度
完成检测后清理现场和设备
检测后的数据处理和结果判定
数据处理:对采集到的数据进行处理和分析,包括滤波、降噪、增强等
结果判定:根据处理后的数据,判断是否存在缺陷,如裂纹、气孔等
特点:具有高精度、高分辨率、高灵敏度等优点
应用:广泛应用于无损检测、医学成像等领域 发展趋势:随着技术的不断进步,相控阵技术在超声波探伤领域的应用将 越来越广泛。
Part Five
超声波探伤操作流 程
检测前的准备工作
检查超声波探伤仪是否正常工 作
确保探头、电缆、电源线等配 件齐全
准备足够的耦合剂和试块
超声波探伤PPT课件大 纲
PPT,a click to unlimited possibilities
汇报人:PPT
目录
01 添 加 目 录 项 标 题 03 超 声 波 探 伤 设 备 05 超 声 波 探 伤 操 作 流 程 07 案 例 分 析
02 超 声 波 探 伤 概 述 04 超 声 波 探 伤 技 术 06 超 声 波 探 伤 的 质 量 控 制
接收器:接收反射回来的超声波信 号
添加标题
添加标题
探头:发射和接收超声波的装置
添加标题
添加标题
信号处理:对接收到的超声波信号 进行处理和分析,判断缺陷位置和 性质
超声波探伤的应用范围
工业领域:检 测金属、非金 属材料中的缺
陷和损伤
医疗领域:检 测人体组织中 的病变和损伤
岩石裂缝超声波无损检测实际案例
岩石裂缝超声波无损检测实际案例咱就说之前有个工程啊,那是在一个山区修隧道。
这个隧道要穿过一大片岩石区域,那些岩石看着挺结实的,但是工程师们心里可没底,因为岩石要是有裂缝啥的,这隧道修着修着可能就得出大问题。
这时候就轮到我们的超声波无损检测上场啦。
检测团队就像一群拿着高科技听诊器的医生,要给这些岩石做个全面的“体检”。
他们首先在岩石表面选了好多个检测点,就像给病人找穴位一样精确。
然后把超声波发射和接收的小仪器紧紧地贴在岩石上。
这个小仪器啊,看着不起眼,但是本事可大了。
当启动检测的时候,超声波就像一群小机灵鬼,“嗖”地一下就钻进岩石里去了。
要是岩石没有裂缝,这些小机灵鬼就会很顺利地在岩石里穿梭,然后被对面的接收仪器给逮住。
可是一旦遇到裂缝,那就像小机灵鬼们突然闯进了一个迷宫,到处乱撞,有的就迷路回不来了。
有一块特别的岩石,从表面看啥问题没有,就是感觉有点怪怪的。
检测人员就把仪器往那上面一放,结果发现超声波回来的信号那叫一个乱啊。
这就好比你跟一个人打电话,本来声音很清晰,突然就全是杂音了。
检测人员就知道这里面肯定有文章。
经过仔细分析信号的各种参数,像是超声波的传播时间、波幅啥的,最后确定在这块岩石大概两米深的地方,有一条不小的裂缝。
这就像在一个看似健康的人身体里发现了一个隐藏很深的病灶。
然后工程师们根据这个检测结果,就重新规划了隧道的施工方案。
本来想直接从这儿穿过去的,现在就决定稍微绕一绕,避开这块有裂缝的岩石,或者采取一些加固措施。
还有一个例子是在一个古老的城堡修复工程里。
城堡的墙都是用大石头垒起来的,经过这么多年的风吹雨打,谁也不知道这些石头里面是不是已经“千疮百孔”了。
检测人员又带着他们的超声波宝贝去了。
有一块墙基石,大家都怀疑它不太对劲。
这一检测啊,发现超声波在石头里走的速度比正常的慢了好多。
这就好比一个人平时走路挺快的,突然变得慢悠悠的,肯定是哪里不舒服了。
通过进一步分析,发现这块石头内部有好多细小的裂缝交织在一起,就像一张密密麻麻的蜘蛛网。
超声波检测典型缺陷实例分析
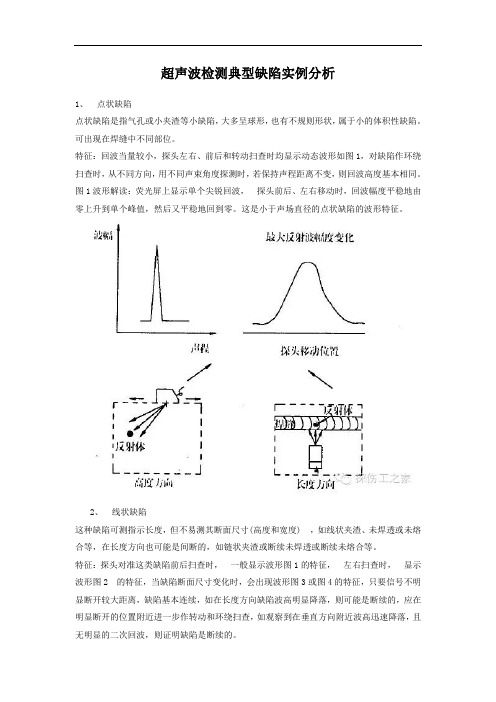
超声波检测典型缺陷实例分析1、点状缺陷点状缺陷是指气孔或小夹渣等小缺陷,大多呈球形,也有不规则形状,属于小的体积性缺陷。
可出现在焊缝中不同部位。
特征:回波当量较小,探头左右、前后和转动扫查时均显示动态波形如图1,对缺陷作环绕扫查时,从不同方向,用不同声束角度探测时,若保持声程距离不变,则回波高度基本相同。
图1波形解读:荧光屏上显示单个尖锐回波,探头前后、左右移动时,回波幅度平稳地由零上升到单个峰值,然后又平稳地回到零。
这是小于声场直径的点状缺陷的波形特征。
2、线状缺陷这种缺陷可测指示长度,但不易测其断面尺寸(高度和宽度) ,如线状夹渣、未焊透或未熔合等,在长度方向也可能是间断的,如链状夹渣或断续未焊透或断续未熔合等。
特征:探头对准这类缺陷前后扫查时,一般显示波形图1的特征,左右扫查时,显示波形图2 的特征,当缺陷断面尺寸变化时,会出现波形图3或图4的特征,只要信号不明显断开较大距离,缺陷基本连续,如在长度方向缺陷波高明显降落,则可能是断续的,应在明显断开的位置附近进一步作转动和环绕扫查,如观察到在垂直方向附近波高迅速降落,且无明显的二次回波,则证明缺陷是断续的。
图2波形解读:探头在各个不同的位置检测时,荧光屏上显示单个尖锐回波,探头前后和左右扫查缺陷时,回波峰值平稳地由零升到峰值,当探头继续扫查时,波峰基本不变,并保持一段平直部分,然后又平稳地下降到零。
这是有一定长度和高度的光滑反射体的反射波形。
3、平面状缺陷这种缺陷有长度和明显的自身高度,表面既有光滑的,也有粗糙的,如裂纹、面状未熔合或面状未焊透等。
特征:探头对准这类缺陷作前后、左右扫查时,显示回波动态波形图2或图3、图4。
对表面滑的缺陷作转动和环绕扫查时,在与缺陷平面相垂直方向的两侧,回波高度迅速降落。
对表面粗糙的缺陷作转动扫查时,显示动态波形图4的特征,作环绕扫查时,在与缺陷平面相垂直方向两侧回波高度均呈不规则变化。
图3波形解读:当声束接近垂直入射至缺陷并扫查检测缺陷时,荧光屏上均显示单个锯齿形回波,探头移动时,回波幅度随机起伏较大(波幅差> ±6 dB) ,这是一个有一定长度和高度的不规则粗糙反射体的波形,图4波形解读:当声束倾斜入射至缺陷并扫查检测缺陷时,荧光屏上显示钟形脉冲包络,该钟形脉冲包络中有一系列连续信号,并出现很多小波峰,探头移动时,每个小波峰在脉冲包络中移动,波幅由零逐渐升到最大值,然后又下降到零,信号幅度随机起伏(≥±6dB)。
直缝焊管焊缝超声波检测中误判案例及分析
m m AW L i i nd aa m n s me p rs o te pe Thei pe t r n lz d a d r tse h s as e e t t S ppe,tNu lr i o a t fse lpi . ns co sa ay e n e e td t e e fle d fc s,he
t nc us ,d pigma ykn s f n p c o eh d ocr u d me t a e esr , e t o e q e t n . i o re a o t n id s e t nm to s a yo t u g n w sn c s y i m e sm u s o s o n oi i t r j a f i
焊 管 . 3 卷第 1 期 ・00 1 月 第 3 1 21 年 1
●经验 交流
直 缝 焊 管 焊 缝 超 声 波 检 测 中 误 判 案 例 及 分 析
丹 红 兵
( 东省 电研 锅炉 压力 容器 检验 中心 ,广 州 5 0 0 ) 广 160 摘 要 :用多通道 自动超 声波探 伤 系统 对 q 5  ̄9 5 mm×1 m×1 0 直缝埋 弧 焊管纵 向 焊 0m 2 0mm 0
Ab t a t A o t g mut—h n e l a o i t sig s se t ee t o g t dn lwed o sr c : d p i l c a n lu t s n c e t y tm o d tc n i i a l f n i r n l u 5 9 mm ×1 0 mm ×1 0 20 0
的原 因 。
1 超 声 波 检 测 设 备 及 检 测 伤 系统 检 测 某 订 单 4 5 m ×1 T ×1 0 m 直 缝 埋 弧 焊 管 纵  ̄ 9m 5 0ml 20 0m I
超声波无损探伤在油管检测中的应用
超声波无损探伤在油管检测中的应用超声波无损探伤技术是一种通过声波的传播和反射来检测材料内部缺陷的技术,被广泛应用于工业领域的质量检测和安全评估中。
在石油行业中,油管作为输送石油和天然气的重要设施,其质量和安全性直接关系到整个油气输送系统的安全稳定运行。
超声波无损探伤技术在油管检测中的应用具有十分重要的意义。
本文将介绍超声波无损探伤技术在油管检测中的原理、方法和应用,并探讨其在石油行业中的发展前景。
一、技术原理超声波无损探伤技术是利用超声波在材料内部的传播和反射特性来检测材料内部缺陷的一种技术。
当超声波通过材料时,如果遇到材料内部的缺陷,如裂纹、气孔、夹杂等,超声波就会发生反射或折射,从而形成检测信号。
通过分析这些信号的特征,可以确定缺陷的位置、形状和大小,进而评估材料的质量和安全性。
在油管检测中,通常会使用纵波和横波两种超声波进行检测。
纵波是指超声波的振动方向与传播方向一致,适用于检测表面近的缺陷;横波是指超声波的振动方向与传播方向垂直,适用于检测表面远的缺陷。
通过选择合适的超声波波束和检测模式,可以实现对油管内部各种类型和位置的缺陷进行精准的检测和评估。
二、技术方法超声波无损探伤技术在油管检测中有多种方法和工艺可供选择,主要包括手持式探测、自动化探测和多通道同步探测等。
手持式探测是指检测人员用手持式超声波探测仪在油管表面逐点进行检测,适用于小范围、单一缺陷的检测。
自动化探测是指利用机械臂或机器人携带超声波探测仪进行自动化检测,适用于大范围、多点、复杂缺陷的检测。
多通道同步探测是指同时使用多个超声波探测仪对同一位置进行检测,并通过同步分析来提高检测精度和效率。
这些方法各有特点,可以根据具体的检测要求和条件进行选择和应用。
除了检测方法,超声波无损探伤技术在油管检测中还需要考虑探头的选择、声束的调节、信号的处理和分析等技术环节。
不同类型和尺寸的油管,不同类型和深度的缺陷,都需要选用合适的探头和声束,并采用适当的信号处理和分析方法,才能实现准确、全面的检测。
内燃机车柴油机气缸超声波探伤
气缸 是薄壁 铸件 ,放置探 头部 位距 裂纹 源 的垂
直距离只有 1 9 m m 。对 于薄壁铸件 的斜入射横波, 由于波长 比纵波短,故探伤灵敏度较纵波高 ,而衰
减相 对于 在锻件 材料 中大 。根据 这些 特征 ,采用一 次波 探伤 时 ,由于超声 波盲 区和近场 区 的影 响 ,会 对缺 陷 的定量造 成误 差 。斜 入射横 波一 次波 探伤气
增加二次波探伤 ,以确保缺陷不漏检。二次波探伤 是 将探 头放 在在气 缸外 圆处 ,超声波 束通 过气 缸 内
壁 反射 ,对 圆弧处 进行 扫查探 伤 。探 伤 时主声束 尽
・
波探伤把探头放置在气缸外壁上,使声束对准缸体 上 的人 工缺 陷 ,前后 移动 探头 ,气缸 外 圆圆弧处 人 工缺陷的反射波达到垂直满刻度的 8 0 %时作为探伤 灵敏度。为确保小缺 陷可靠探 出,增益 0 d B 6 d B
一
单位 :mm
图 3 斜入射横波二次探头设计
是利用 一 次波倾斜 人射 到气 缸 内径 面 ,通 过 内径面 反射 回来 的反射波对缺 陷进 行探伤 。
2 . 1 一次 波探伤
横 波 波 长 短 、声束 窄 、扩 散 角 小 、能 量集 中 、 发现小 裂纹 能力 强 、分 辨力好 、裂 纹定位 准确 ,但 扫查空 间小 ,仅 能发现 声束轴 线 附近 的裂纹 ,同时 由于裂 纹具 有显 著 的反 射指 向性 ,高频探 头得 不到 足够 大 的反 射能 量 。超 声波 的衰减 并不 能忽 视 ,选 择 的探 头频 率不 能太 高。选 择合适 的探 头角 度 ,制 作成 规 格 为 K1 的横 波斜 探 头 。 由于气 缸几 何 尺寸 复 杂 ,可 用 探 测 面 极 为 有 限 ,探 头 移 动 范 围 只有
实例分析钢结构焊缝的超声波检测
实例分析钢结构焊缝的超声波检测摘要:本文结合工程实例,详细分析了钢结构工程检测过程中遇到的异形截面钢结构柱中使用的斜面对接接头焊缝超声检测定位,并提出了比较有效的用于斜面对接接头焊缝超声现场检测方法,快捷准确的解决了现场实际探伤问题。
关键词:异形截面,斜面对接接头,超声检测,定位1 概述目前,在建筑工程中钢结构工程得到的广泛应用,伴随这些重要建筑出现的是一些复杂结构形式或异形截面钢结构接头的出现。
例如即将建成的某工程,采用的钢柱截面形式有矩形、圆形以及多面异形截面等,在这几种截面形式接头中给探伤带来难度的是异形柱截面中斜面对接接头焊缝的超声波检测,这种焊接接头的使用给探伤工作者在缺陷定位技术上提出了新的要求,如果采用常规的检测定位方法,将可能会造成一定的错误,给工程质量留下隐患。
2 问题的提出与解决依据GB 50205-2001 钢结构工程施工质量验收规范第5. 2. 4条:设计要求全焊透的一、二级焊缝应采用超声波探伤进行内部缺陷的检验,其内部缺陷分级及探伤方法应符合现行国家标准GB/ T 11345-1989 钢焊缝手工超声波探伤方法和探伤结果分级的规定。
在GB/ T 11345-1989 中对焊缝检测进行了检验区域的规定:焊缝本身再加上焊缝两侧各相当于母材厚度30 %的一段区域,这个区域最小10 mm ,最大20 mm。
笔者根据探伤实践给出一些分析,借以解决实际的探伤问题。
2. 1 平板焊缝的缺陷定位常规平板焊缝对接接头探伤,如图1 所示,假设缺陷深度为H ,数字超声波探伤仪探伤时按深度扫描调节,折射角为β,在波形信号准确反映缺陷的前提下,使用数字超声波探伤仪可直接显示缺陷的正确深度和距探头前端的水平距离,缺陷定位比较准确与直观。
2. 2 斜面对接接头焊缝探伤分析如图2 所示,假设检验区域中存在两处缺陷,当超声波从位置1 入射探测到f 1 反射波信号, 根据数字机显示平行板面距离测量位置处于A 点位置,据此可以判断缺陷处于检验区域外部,但实际缺陷处于检验区域内部,缺陷漏判。
超声波探伤直射波法扫查高度的应用实例(DOC)
焊缝超声波探伤直射波扫查高度的应用实例屈德芳我单位近年来对广东某地多条天然气管道进行检测,由于管道焊接施工采用下向焊工艺,焊缝根部成型较差,在探头K值与前沿距离选择不当时,经常会遇到根部焊缝余高反射波、一次反射波扫查的缺陷反射波、根部焊缝余高的反射波扫查到缺陷的回波混淆不清,缺陷定位不准等现象。
我们经过学习及查找资料,通过选择合适K值和前沿距离的探头,确定直射波扫查的高度,以减少或消除根部焊缝余高反射对缺陷回波判定的不利影响。
一、相关概念1、直射波扫查高度:当探头前沿与焊缝余高相接触时,直射波主声束与焊缝宽度中心线的交点至下焊缝母材的距离,用h表示。
2、直射法:用一次波直接扫查焊缝根部的探伤方法为直射法。
3、一次反射法:用二次波扫查焊缝区域的探伤方法成为一次反射法。
二、直射波扫查高度:1、直射波扫查高度计算公式: h=T-(a/2+L0)/K ………………………①T:母材厚度a:焊缝上表面宽度L0:探头前沿距离K:探头K值由公式①可知,h与母材厚度及上焊缝宽度有关,当T与a一定时,h取决于探头K值和前沿距离。
2、h=0当K值较小,L0较大时,直射波主声束与焊缝中心线无交叉,直射波打不到焊缝根部。
焊缝漏检,如图2所示。
3、h<h1当h小于钝边高度h1时,直射波扫查到根部焊缝余高回波和一次反射波焊缝根部缺陷的回波声程值相近,难以分辨。
如图3所示。
4 Kh≤b/2当直射波主声束打到根部焊缝余高之中,其反射波再扫查到缺陷时,回波由于声程关系而定位不准。
如图4所示。
5、Kh>b/2当一次反射波主声束反射点落在下焊缝对侧管道母材上时,不受根部焊缝余高影响,不会产生缺陷回波定位不准的现象。
通过分析,为避免焊缝漏检及误判,探头选择应符合以下两个条件:①直射波扫查高度大于钝边高度,即h>h1;②一次反射波主声束反射点落在下焊缝对侧管道母材上,即Kh>b/2。
三、工作中的应用1、某工程为市域天然气管道输送项目,管道规格为Φ508X9.5mm,经过实测焊缝数据如右:2、选用h>h1且Kh>b/2的探头。
管道内壁横向裂缝的超声波探伤
实践经验N DT无损检测2009年第31卷第8期管道内壁横向裂缝的超声波探伤曾义雄,沈 治(上海电气电站设备有限公司上海汽轮机厂,上海 200240)摘 要:某厂提供给电厂的12Cr2M o钢管管道在现场安装过程中,发现钢管内表面存在严重的横向裂缝,经调查,该批钢管的横向裂缝有一定的普遍性。
对钢管裂缝的形成原因进行了调研与分析,并为今后避免产生此类缺陷,提出了对该规格的钢管,采取钢锭直接轧制的生产方法,并且建议钢管制造企业对高压锅炉管横向缺陷和纵向缺陷的检验都应进行检验。
关键词:超声波探伤;管道;裂缝;连铸坯中图分类号:T G115.28 文献标志码:A 文章编号:1000-6656(2009)08-0664-02The Ultrasonic Testing to the Transverse C rack on Inner Surface of PipelineZENG Y-i Xiong,SHEN Zhi(Shang hai Electr ic Po wer Generatio n Equipment Co,L td,Shang hai T ur bine P lant,Shanghai200240,China)Abstract:During field installatio n,the12Cr2M o steel pipes pro vided by a plant wer e found to have tr ansver se cr acks o n the inner sur face of them.Investig atio n tells us such kind o f cracks exist commonly in these steel pipes.We examined and analyzed these cracks and for the purpose o f av oiding them in the future,proposed that the method of direct rolling should be adopted fo r t he pipes of this specification,and sug gested pipe manufactur es sho uld per form ultrasonic inspection for bo th t ransv erse and longitudinal defect s.in H P boiler pipes.Keywords:U ltr aso nic test ing;Pipele;Cr ack;Continuo us casting blank2007年8月,陕西清水川电厂在进行材料为12Cr2M o钢、规格为 193.7m m 32mm的高压导管(经过弯管加工)配管过程中,发现截下的300mm钢管内壁有350mm长的横向裂缝,并已扩展到钢管的端面,贯穿整个壁厚,见图1和2。
直缝焊管焊缝超声波检测中误判案例及分析
直缝焊管焊缝超声波检测中误判案例及分析摘要:用多通道自动超声波探伤系统对559mm 10mm 12000mm直缝埋弧焊管纵向焊缝进行检测时,发现有些焊管局部段出现报警现象,检验人员对这些有异常反射的信号(伪缺陷)进行了分析和再检测试验。
结果表明:内、外焊缝的焊偏是造成此次误判的主要根源;数字式探伤仪显示的信息与工件内实际情况的差别也是造成误判的另一因素;在检测过程中如遇到疑问时,采用多种检测方式进行综合判断是必要的。
0 前言超声波检测具有灵敏度高、检测速度快、穿透能力强、成本低和对人体无害等优点,在油气长输管线钢管的生产、检测过程中得到了广泛应用。
直缝焊管超声波检测过程中,除了有因裂纹、未焊透、气孔、夹渣等缺陷引起的反射回波外,还有焊缝咬边、凹坑、焊缝几何形状等引起的非(伪)缺陷反射回波[1],因此,能否正确判定是缺陷(不连续性)还是非(伪)缺陷引起的反射回波就显得尤为重要。
虽然培训教材中也有相关的介绍,但在实际检测时,要迅速、准确地判定也非易事,除非检测人员经验非常丰富。
笔者介绍了一个非(伪)缺陷反射波引起的误判案例,并分析了误判的原因。
1 超声波检测设备及检测结果用多通道自动超声波探伤系统检测某订单559 mm *10 mm *12 000 mm直缝埋弧焊管纵向焊缝时,发现有些焊管局部段出现报警、喷标现象,检验人员将这些焊管剔除出来,并对这些有异常反射信号的部位进行手工复查,具体情况如下。
1.1 检测焊管相关参数焊管规格为559mm*10mm*12 000mm,材质为X65(L450),内、外焊缝宽度为18~20 mm,内、外焊缝余高为1.5~2 mm,X形坡口,采用三丝埋弧自动焊焊接。
1.2 检测设备自动检测采用具有喷标及报警装置的多通道自动超声波探伤系统,设备配置多个2.5P K3,2.5P K2和2.5P K1.5探头。
手工检测采用中科创新公司的HS600便携数字式超声波探伤仪,2.5P9 9K 3,2.5P9 9K 2和2.5P 9 9K1.5探头,探头前沿8~9mm,扫描比例为仪器自动调节,声程为S,水平距离为L,深度为H。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
超声波探伤案例:
3、某班次,方坯2#线超声波探伤作业前灵敏度调试,样棒上人工缺陷不能显
示。
请分析造成上述现象的可能原因?解决方法?(高级)
答:主要原因:1.前进和后退的灵敏度误差超过±2dB的规定范围2.探头选择不当3.人工缺陷没有对准探头4. 荧屏幅度调节不当5.通道没有调节好6.周向灵敏度测量结果不符合要求
解决方法:1. 前进和后退的灵敏度误差小于±2dB。
2.正确选择合适的探头 3. 将选定的人工缺陷移至探头的部位 4.使所用的人工缺陷在示波器上的回波幅度为荧屏满幅度的60%。
5.将所需使用的通道分别调整好,记下每一通道的参数。
6. 通过观察夹紧装置以及探头托架的磨损情况来判断是否应更换滚轮。