紧固件的采用原则及其标注规则
中国标准紧固件表面标志规范

性能等级标志
图 7.1 用代号标志示例
性能等级标志
图 7.2 用代号标志示例
性能等级标志
图 8 用符号(时钟面法)标志示例 2.3 左旋螺纹的标志
左旋螺纹的螺母应按图 9.1、图 9.2 所示,在一个支承面上标志凹箭头。
图 9.1 左旋螺纹的标志
9 / 10
左旋标志
图 9.2 左旋螺纹的标志 螺纹直径≥5mm 的螺母要求标志。 也可选用图 10 所示的左旋螺纹标志。
性能等级标志 制造者识别标志
性能等级标志 (此处已省略制造者 识别标志)
图 4.1 螺柱标志示例
5 / 10
表 6 可选用的螺柱标志符号 3.2.5 其它类型的螺栓和螺钉 根据用户要求,上述规定的标志代号,也可以用于其它类型的螺栓和螺钉,以及专用紧固 件。 通常,对沉头、半沉头、圆柱头及盘头螺钉,或类似开槽、十字槽形状的,或有内凹槽, 或者其它内扳拧结构的,均不进行标志。 3.3 左旋螺纹的螺栓和螺钉的标志 对公称直径≥5mm 的左旋螺纹的螺栓和螺钉应按图 5 规定的符号,在头部顶面或末端进行 标志。
7 / 10
表 9 公称高度≥0.5D,而<0.8D 螺母的标记制度和保证应力 2、 标志
2.1 标志代号见表 10 和表 11
表 10 按 1.1 条规定性能等级的螺母标志代号
表 11 按 1.2 条规定性能等级的螺母标志 2.2 识别
螺纹规格≥M5 的,所有性能等级的六角螺母,应按上述规定的标记制度在螺 母支承面或侧面打凹字,或在倒角面打凸字,或在支承面打凹的时钟面法标志,见 图 7.1、图 7.2 和图 8。
1、 性能等级的标记制度 1.1 螺栓、螺钉和螺柱性能等级的代号,由点隔开的两部分数字组成(见表 1‐表 3): a.点左边的一或二位数字表示公称抗拉强度(Rm,公称)的 1/100,以 MPa 计(见 表 3,No.1); b.点右边的数字表示公称屈服强度(下屈服强度)(ReL,公称)或规定非比例延伸 0.2%的公称应力(RP0.2,公称)或规定非比例延伸 0.0048d 的公称应力(RPf,公称) (见表 3,No.2‐No.4)与公称抗拉强度(Rm,公称)比值的 10 倍(见表 1)。
紧固件的标记方法

其他两种标记如下: ISO 标准: Hexagon head bolt ISO 4017-M16X50-8.8 DIN 标准: Hexagon head bolt DIN 933-M16X50-8.8 ◆ 内螺纹 以六角螺母为例,其产品描述与标记如下: 描述实例:螺纹规格 D=M12、性能等级为 8 级的碳钢的 1 型六角螺母。 根据此描述可涉及到的产品标准有 GB6170、ISO4032、DIN934。GB6170 与 ISO4032 在 M12 规格中尺寸基本通用,但是二者都与 DIN934 在对边和对角存在尺寸差异。 标记方法: GB 标准:螺母 GB 6170-M12-8 ISO 标准: Hexagon nut ISO 4032-M12-8 DIN 标准: Hexagon nut DIN 934-M12-8 ◆ 垫圈类 以平垫圈为例,其产品描述与标记如下: 描述实例:规格为 12mm,硬度为 200HV,材质为 A2 奥氏体不锈钢的平垫圈 标记方法: GB 标准:垫圈 GB/T 97.1-12-200HV-A2 ISO 标准: Washer ISO 7089-12-200HV-A2 DIN 标准: Washer DIN125-A13-200HV -A2 标记中 GB97.1 与 ISO7089 以螺纹直径 d 来标注其垫圈规格,DIN125A 则以垫圈内径明 确产品规格。 ◆ 销钉类 以圆柱销为例,其产品描述与标记如下: 描述实例:公称直径 d=8、公差为 m6,长度为 30mm,材质为 A1 奥氏体不锈钢圆柱销。 此描述涉及三个标准 GB/T 119.1、ISO2338、DIN7。 标记方法: GB 标准:销 GB/T 119.1-8m6X30-A1 ISO 标准: Parallel pin ISO2338-8m6x30-A1 DIN 标准:Parallel pin DIN7-8m6x30-A1
紧固件使用指南
紧固件使用指南1、范围本标准规定了紧固件在产品设计文件中的标准要求,采用的强度级别与之相应对的材料和硬度。
本标准适用产品设计、采购和验收。
2、紧固件的标记方法。
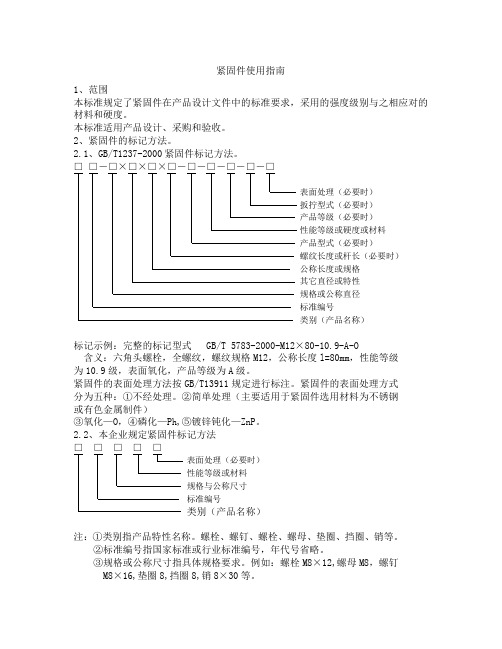
2.1、GB/T1237-2000紧固件标记方法。
□□-□×□×□×□-□-□-□-□-□表面处理(必要时)扳拧型式(必要时)产品等级(必要时)性能等级或硬度或材料产品型式(必要时)螺纹长度或杆长(必要时)公称长度或规格其它直径或特性规格或公称直径标准编号类别(产品名称)标记示例:完整的标记型式 GB/T 5783-2000-M12×80-10.9-A-O含义:六角头螺栓,全螺纹,螺纹规格M12,公称长度l=80mm,性能等级为10.9级,表面氧化,产品等级为A级。
紧固件的表面处理方法按GB/T13911规定进行标注。
紧固件的表面处理方式分为五种:①不经处理。
②简单处理(主要适用于紧固件选用材料为不锈钢或有色金属制件)③氧化—O,④磷化—Ph,⑤镀锌钝化—ZnP。
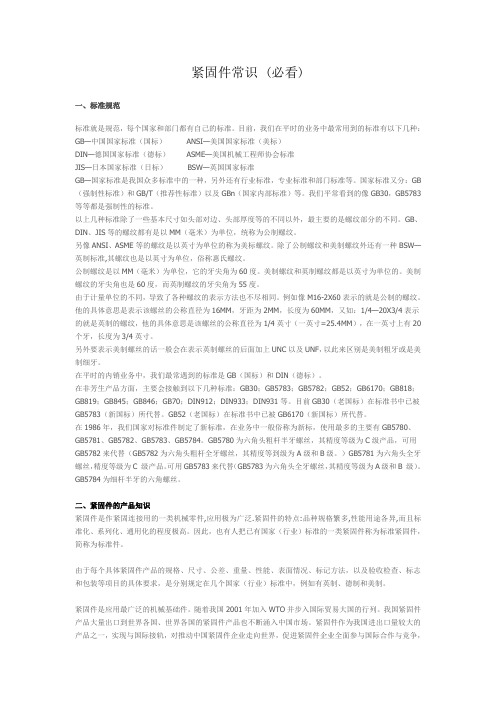
2.2、本企业规定紧固件标记方法□□□□□表面处理(必要时)性能等级或材料规格与公称尺寸标准编号类别(产品名称)注:①类别指产品特性名称。
螺栓、螺钉、螺栓、螺母、垫圈、挡圈、销等。
②标准编号指国家标准或行业标准编号,年代号省略。
③规格或公称尺寸指具体规格要求。
例如:螺栓M8×12,螺母M8,螺钉M8×16,垫圈8,挡圈8,销8×30等。
④性能等级或材料指4.8、5.8、6.8、8.8、10.9、4.5、6、8、10,100HV、140HV、200HV、300HV。
⑤表面处理指2.1条中的5种,根据标准规定和设计要求选用。
⑥性能等级的含义:性能等级小数点前的数字代表公称拉伸强度δb的(1/100),小数点的数字表示屈服强度(δn)之比的10倍(10δs/δb)。
标记示例:螺栓GB/T5783-M8×16-10.9-ZnP含义:A级六角头螺栓,全螺纹,螺纹规格M8,公称长度l=16,性能等级为10.9级,表面镀锌钝化。
标准件紧固件常识
紧固件常识 (必看)一、标准规范标准就是规范,每个国家和部门都有自己的标准。
目前,我们在平时的业务中最常用到的标准有以下几种:GB—中国国家标准(国标)ANSI—美国国家标准(美标)DIN—德国国家标准(德标) ASME—美国机械工程师协会标准JIS—日本国家标准(日标)BSW—英国国家标准GB—国家标准是我国众多标准中的一种,另外还有行业标准,专业标准和部门标准等。
国家标准又分:GB (强制性标准)和GB/T(推荐性标准)以及GBn(国家内部标准)等。
我们平常看到的像GB30,GB5783等等都是强制性的标准。
以上几种标准除了一些基本尺寸如头部对边、头部厚度等的不同以外,最主要的是螺纹部分的不同。
GB、DIN、JIS等的螺纹都有是以MM(毫米)为单位,统称为公制螺纹。
另像ANSI、ASME等的螺纹是以英寸为单位的称为美标螺纹。
除了公制螺纹和美制螺纹外还有一种BSW—英制标准,其螺纹也是以英寸为单位,俗称惠氏螺纹。
公制螺纹是以MM(毫米)为单位,它的牙尖角为60度。
美制螺纹和英制螺纹都是以英寸为单位的。
美制螺纹的牙尖角也是60度,而英制螺纹的牙尖角为55度。
由于计量单位的不同,导致了各种螺纹的表示方法也不尽相同。
例如像M16-2X60表示的就是公制的螺纹。
他的具体意思是表示该螺丝的公称直径为16MM,牙距为2MM,长度为60MM,又如:1/4—20X3/4表示的就是英制的螺纹,他的具体意思是该螺丝的公称直径为1/4英寸(一英寸=25.4MM),在一英寸上有20个牙,长度为3/4英寸。
另外要表示美制螺丝的话一般会在表示英制螺丝的后面加上UNC以及UNF,以此来区别是美制粗牙或是美制细牙。
在平时的内销业务中,我们最常遇到的标准是GB(国标)和DIN(德标)。
在非芳生产品方面,主要会接触到以下几种标准:GB30;GB5783;GB5782;GB52;GB6170;GB818;GB819;GB845;GB846;GB70;DIN912;DIN933;DIN931等。
紧固件的选用原则及标准
紧固件的选用原则选择紧固件时,应优先确定类别,再确定其品种和规格。
1. 确定类别标准紧固件共分十二大类,选用时按紧固件的使用场合和其使用功能进行确定。
螺栓螺栓再机械制造中广泛应用于可拆连接,一般与螺母(通常再加上一个垫圈或两个垫圈)配套使用。
(2) 螺母螺母与螺栓相配使用。
螺钉螺钉通常是单独(有时加垫圈)使用,一般起紧固或紧定作用,应拧入机体的内螺纹。
(4) 螺柱螺柱多用于连接被连接件之一厚度大,需使用结构紧凑或因拆卸频繁而不宜采用螺栓连接的地方。
螺柱一般为两端都带有螺纹(单头螺柱为单端带螺纹),通常将一头螺纹牢固拧入部件机体中,另一端与螺母相配,起连接和紧固的作用,但在很大程度上还具有定距的作用。
(5) 木螺钉木螺钉用于拧入木材,起连接或紧固作用。
自攻螺钉与自攻螺钉相配的工作螺孔不需预先攻丝,在拧入自攻螺钉的同时,使内螺纹成型。
(7) 垫圈垫圈放在螺栓、螺钉和螺母等的支承面与工件支承面之间使用,起防松和减小支承面应力的作用。
⑻挡圈挡圈主要用来将零件在轴上或孔中定位、锁紧或止退。
(9) 销销通常用于定位,也可用于连接或锁定零件,还可作为安全装置中的过载剪断元件。
(10)铆钉铆钉一端有头部,且杆部无螺纹。
使用时将杆部插入被连接件的孔内,然后将杆的端部铆紧,起连接或紧固作用。
在螺钉(或螺栓)上自由转动而不脱落。
主要起紧固或紧定作用。
(12)其他主要包括焊钉等内容。
2.确定品种(1) 品种的选择原则①从加工、装配的工作效率考虑,在同一机械或工程内,应尽量减少使用紧固件的品种;②从经济考虑,应优先选用商品紧固件品种。
③根据紧固件预期的使用要求,按型式、机械性能、精度和螺纹等方面确定选用品种。
(2) 型式①螺栓a) 一般用途螺栓:品种很多,有六角头和方头之分。
六角头螺栓应用最普通,按制造精度和产品质量分为A、B、C等产品等级,以A和B级应用最多,并且主要用于重要的、装配精度高以及受较大冲击、振动或变载荷的地方。
紧固件的选用原则

紧固件的选用原则紧固件是工程中常常使用的一种连接元件,它主要用于将两个或多个零部件通过固定、连接、夹紧或密封的方式互相牢固地联结在一起。
对于不同的应用场景和要求,我们需要选择合适的紧固件,以确保连接的牢固性和稳定性。
以下是一些紧固件选用的原则:1.负载要求:紧固件的选用应考虑被连接零部件之间的负载要求。
负载可以是静态负载、动态负载或冲击负载等。
根据实际情况选择合适的紧固件材料和规格来保证足够的强度和可承受负载能力。
2.工作环境:不同的工作环境对紧固件的要求也不同。
例如,如果紧固件使用在高温环境中,高温下应选择能够耐高温的材料;如果在腐蚀性环境中使用,应选择具有耐腐蚀能力的材料,如不锈钢等。
3.连接方式:根据被连接零部件的特性和连接方式的要求选择合适的紧固件,例如螺纹连接、键连接、弹簧连接等。
4.安装和维修要求:不同的紧固件需要不同的安装和维修方式。
应选择方便安装和维修的紧固件,以提高工作效率和减少维修成本。
5.经济性:在选用紧固件时,也要考虑经济性。
根据实际需求选择合适的紧固件材料和规格,避免过度设计导致成本浪费,同时也要保证连接的可靠性。
6.标准化与规范化:紧固件的选用应遵循相关的国家标准和行业标准,确保紧固件的质量和性能符合规定的要求。
遵循标准化与规范化的选用原则,可以提高紧固件的互换性和通用性,减少维修的困难。
7.耐久性:紧固件需要具备一定的耐久性,能够在长期使用过程中保持连接的稳定性,防止松动和磨损。
因此,在选用紧固件时,应考虑其耐久性和寿命,选择经久耐用的紧固件。
8.抗松动性:紧固件在工作过程中很容易发生松动,因此选用具有良好的抗松动性能的紧固件非常重要。
可以选择具有阻尼器、垫圈等附加结构的紧固件,以增加紧固件的稳定性和抗松动性能。
总之,紧固件的选用应根据实际需求和要求,综合考虑负载要求、工作环境、连接方式、安装和维修要求、经济性、标准化与规范化、耐久性和抗松动性等因素,并遵循相关的标准和规范,以确保连接的牢固性、稳定性和可靠性。
!!紧固件命名规则
紧固件命名规则本规则依据GB/T1237制定,规定了紧固件的标记办法,适用于我公司紧固件在图纸及BOM系统中的命名。
1a)、名称:使用国标规定的规范名称,如:螺钉、螺栓、螺母、自攻螺钉、螺钉组合件、塑料螺钉等。
b)、标准号:标注国标号、部标号或企标号(不写年号),如是我公司自行设计,则标注所属产品型号。
c)、螺距:只适用于细牙螺纹,粗牙则省略。
d)、材料:如用碳钢材料,则本部份省略,否则应注出,如Cu(铜)、C1(不锈钢。
不锈钢材料代码详见GB3098.6,其中:奥氏体,A1、A2、A4;马氏体,C1、C3、C4;铁素体,F1。
)e)、扳拧形式:如采用标准规定的扳拧形式,则省略,否则应注出,如复合槽。
f)、表面处理:如是碳钢材料镀锌钝化,则省略,否则应注出,如Cu/Ni(铜镀镍)、Cu/Ni6b(铜镀亮镍,镍层厚6μm)、Cu/Sn(铜镀锡)、Cu/Sn(60)Pb(铜镀铅锡)、Fe/Ni6bCr0.3r(碳钢镀镍铬)、O(表面氧化)、不锈钢材料通常不需镀覆。
如镀层符合ROHS指令,则标注在表面处理后并置于括号内。
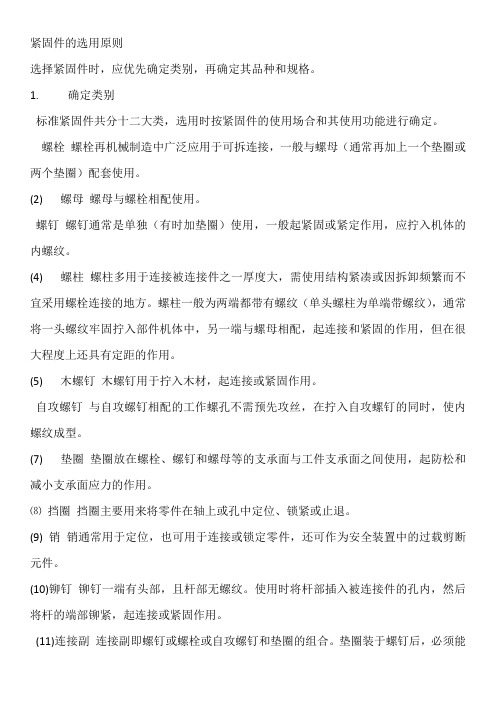
表1 螺钉标记示例表注1:如紧固件的标记中未注明材料及表面处理,则表示紧固件的材料为碳钢镀锌钝化(即镀彩锌)。
注2:自攻螺钉有两种型式,C型和F型,C型是尖端面,F型是平端面。
但自攻锁紧螺钉不分型。
注3:盘头和圆柱头的区别在于盘头的头部盘径稍大于圆柱头,但头部厚度稍薄于圆柱头。
注4:沉头和半沉头的区别是沉头的头部是平端面,半沉头的头部是弧形端面,沉头的头部厚度薄于半沉头。
注5:紧定螺钉和普通螺钉的区别是,普通螺钉的头部形状呈T型,而紧定螺钉没有T型头部。
注6:开槽表示头部为一字槽。
复合槽,十字槽及一字槽可通用,但同批次产品应统一。
注7:对于不锈钢紧固件,鉴于我公司员工对其代码不熟悉,故可在材料代码后备注“不锈钢”,置于括号内。
注8: 螺钉和螺栓区别螺钉:由头部和螺杆两部分构成,用在有预制螺纹的地方,不需和螺母配用。
常用紧固件的选用原则总结

常用紧固件的选用原则总结紧固件是指用于连接或固定机械零部件的工具和材料,广泛应用于机械制造、建筑工程、汽车制造、航空航天等各个行业。
正确选用适合的紧固件对于确保设备的正常运行和安全性至关重要。
下面是常用紧固件的选用原则的总结:1.强度和质量原则:紧固件的强度和质量是确保设备安全和寿命的关键。
选择具有足够强度和合适质量的紧固件可以保证连接的可靠性和耐久性。
通常应选择经过合理设计和生产的标准件,避免使用低质量或非标准件。
2.紧固件类型和尺寸原则:根据连接的具体需求选择合适的紧固件类型和尺寸。
常见的紧固件类型包括螺栓、螺母、螺钉、螺柱等。
根据连接的材料、受力情况和装配要求选择合适的材质和型号,确保紧固件的连接效果和易用性。
3.环境适应原则:根据使用环境的不同选择具有良好耐腐蚀性和耐高温性能的紧固件。
例如,在潮湿或腐蚀性环境中,应选用不锈钢或防腐涂层处理过的紧固件。
在高温环境中,应选择耐高温材料制成的紧固件,以避免松动或失效。
4.装配和拆卸原则:考虑到装配和拆卸的便利性和效率,选择适合的紧固件。
例如,在需要经常调整或更换的部位,可以选择带有自锁功能的紧固件,以减少松动的可能性。
同时,应选择易于拧紧和拆卸的紧固件,以便日常维护和检修。
5.经济效益原则:对于紧固件的选用,除了考虑性能和质量外,还需要根据经济效益进行评估。
选择价格合理的紧固件,根据使用寿命和维修成本来平衡成本和质量。
6.标准化原则:在条件允许的情况下,应尽量选择符合国际或行业标准的紧固件。
标准化紧固件具有通用性、互换性和可替代性,易于采购和维护。
此外,标准化紧固件也便于技术交流和合作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:S14-20120516-0668丹东黄海汽车有限责任公司乘用车分公司技术标准
紧固件的采用原则及其标注规则
1范围
本文件规定了产品设计中紧固件的采用原则及其在图样中的标注规则。
本文件适用于丹东黄海汽车有限责任公司乘用车分公司的新产品设计和老产品改进中紧固件的设计。
2规范性引用文件
QC/T326汽车标准件产品编号规则
汽车设计标准资料手册(标准件篇)
S14-20111208-0416汽车零部件编号规则
3紧固件采用原则
紧固件的选择应严格按以下顺序执行:
a)紧固件应优先在“企业标准件库”中(以下简称为企标件)选择;
b)在企标件中选不到的情况下,宜从“汽车设计标准资料手册(标准件篇)”(以下简称为
汽标件)中选择;
c)在汽标件中选择不到的情况下,可从国家标准件(以下简称为国标件)中选择;
d)在即没有对应的汽标件也没对应的国标件(以下简称为非标件)的情况下,按普通汽车
零件即专用件处理(需要出图纸)。
4紧固件代号及标注规则
4.1汽标件
企标件及汽标件中的紧固件代号均按QC/T326标准执行。
具体规定如下。
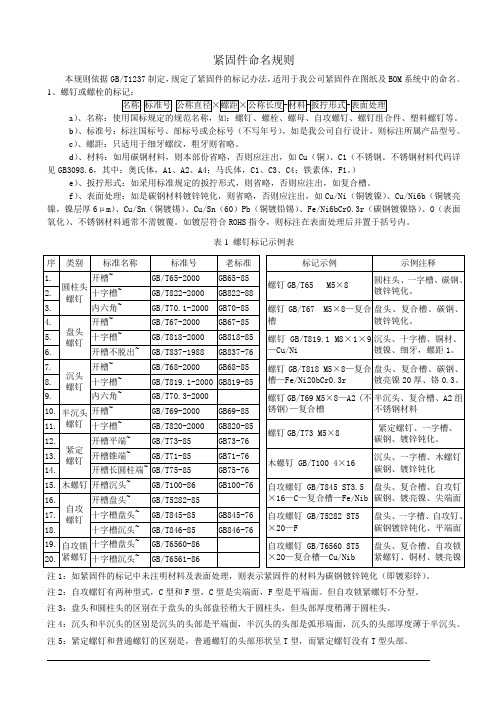
4.1.1汽标件编号的组成
Q□□□·□T□F□□
分型代号
表面处理代号
机械性能、材料代号
总成件专用隶属件代号
分隔点
尺寸规格代号
变更代号
品种代号
汽标件特征代号
4.1.2
汽标件代号均以Q (汽)开头。
4.1.3品种代号由三位数字组成,首位表示产品大类,第二位为分组号、第三位为组内顺序号。
大类含义见表1。
表1
大类代号01
23456789产品类别螺柱
螺栓螺钉螺母垫圈、挡圈、铆钉销键螺塞、扩口式管接件、管箍、管夹滑脂嘴、封堵件、操纵联接件卡套式管接头
其它4.1.4
变更代号以一个汉语拼音大写字母表示,由字母“B ”开始。
4.1.5
尺寸规格代号尺寸规格代号直接以产品的主要尺寸参数表示。
4.1.5.1
由一个主要尺寸参数即可表示产品规格的,直接以该参数值的2~3位数字表示。
当参数仅一位数时,于左边加“0”补足两位数。
4.1.5.2由两个或三个主要尺寸参数(如直径及公称长度)表示产品规格的,直接以参数值按主次顺次相接的3~6位数字表示。
其中
a)第一参数值仅一位数的,于左边加“0”补足两位数,其余参数直接写入,不补位;b)某些品种主要参数含有带小数规格时,该参数中的小数规格以增为10倍的整数表示;若
与其余整数规格混淆时,则该参数全部规格均增为10倍表示。
4.1.6机械性能及材料代号
常用机械性能及材料代号见表2。
一个品种仅有一种要求或推荐采用的基本要求时,在其产品编号中予以省略。
选用其它机械性能、材料时要加注代号。
表2代号
机械性能或材料牌号及标准适用产品
T
钢10.9GB/T 3098.1螺柱、螺栓T1
钢8.8GB/T 3098.1螺柱、螺栓T13
钢10粗牙GB/T 3098.2、细牙GB/T 3098.4螺母T16
钢200HV GB/T 848,GB/T 97.1平垫圈T30
不锈钢A2-70GB/T 3098.6螺母、螺柱、螺栓(d ≤20)T31不锈钢A2-50GB/T 3098.6螺栓(d >20),螺钉84.1.7表面处理代号
表面处理按表3,一个品种仅有一种要求以及推荐采用的基本要求,在其产品编号中予以省略。
选用其它表面处理时应加注代号。
表3
代号
表面处理适用产品类型
F
不处理,钢质件涂油防锈全部F2
防蚀磷化QC/T 625钢质件F3
镀锌彩虹色钝化QC/T 6251、外螺纹件:P <0.5,镀层厚度3µm ;P=0.5~0.8,镀层厚度5µm ;P >0.8,镀层厚度8µm 2、内螺纹件:镀层厚度5µm F31
镀锌黑色钝化QC/T 625F4
涂聚乙稀塑料QC/T 625非螺纹件F6
锌铝铬涂层QC/T 625车轮螺母、外螺纹件及弹性垫圏组合件F9
氧化QC/T 625钢制件F6F31黑色达克罗螺纹件注:F6F31是公司内部暂定代号,非汽车行业标准代号
4.1.8汽标件编号及在技术文件中的标注示例
汽标件编号及在技术文件中的标注示例见表4。
注:因为汽标件代号中已包括了材料和表面处理方面的信息,所以对于汽标件在技术文件的材料栏和备注栏中可不注写相关信息。
但鼓励按表4中示例注写。
表4
技术文件上标注方法示例
代号栏名称栏材料栏备注栏填写:汽标件代号填写:名称、规格填写:材料或级别填写:表面处理
Q150B0616F9六角头螺栓M6×168.8氧化
Q151B1295F2六角头螺栓M12×1.25×958.8磷化
Q1800610F6F31六角法兰面承面带齿螺栓M6×108.8黑色达克罗
Q218B1250内六角圆柱头螺钉M12×508.8镀锌钝化
Q2540616F31十字槽沉头螺钉M6×16镀锌黑色钝化
Q2620616十字槽盘头自攻锁紧螺钉M6×16
Q2714816F6十字槽盘头自攻螺钉ST4.8×16达克罗
Q2734819F31十字槽大半圆头自攻螺钉ST4.8×19镀锌黑色钝化
Q2744219十字槽沉头自攻螺钉ST4.2×19
Q32012F6六角法兰面螺母M1210达克罗
Q33006全金属六角法兰面锁紧螺母M68镀锌
Q33406F6F31I型全金属六角锁紧螺母M68黑色达克罗
Q341C10F61型六角螺母M10×1.258达克罗
Q37106焊接方螺母M6
Q37208165平头铆螺母M8×16.5铝
Q381B12F61型六角开槽螺母M12×1.258达克罗
Q394B06T30组合式盖形螺母M6A2-70
Q40104平垫圈4140HV
Q40305弹簧垫圈5防蚀磷化
Q41406锥形锯齿锁紧垫圈6镀锌钝化
Q43690F3开口挡圈9镀锌钝化
Q4400510开口型扁圆头抽芯铆钉5×1010
Q5003030开口销3×30
Q50108锁销8
Q673B11钢带型弹性环箍11
Q67516A型蜗杆传动式软管环箍10~16
Q68210一端固定式单管夹片10镀锌钝化
4.2国标件
4.2.1国标件标注参照其对应的国家标淮中“标记”章的示例,在名称不过长的情况下应采用全称。
4.2.2国标件标准中仅有一种材料或机械性能等级时,材料栏省略填写,仅有一种表面处理方式时,备注栏省略填写,其它情况均要求注写。
4.2.3有多种可选材料或机械性能等级时,但若对应的每种材料或机械性能等级仅一种表面处理方法时,备注栏省略表面处理方法的注写。
4.2.4国标件示例见表5。
表5
技术文件上标注方法示例
代号栏名称栏材料栏备注栏填写:国标件代号填写:名称、规格填写:材料或级别填写:表面处理GB/T5782六角头螺栓M12×808.8氧化
GB/T5783六角头螺栓全螺纹M10×458.8氧化
GB/T845十字槽盘头自攻螺钉ST2.2×13
GB/T9074.20自攻螺钉和垫圈组合件ST6.3×19
GB/T70.1内六角圆柱头螺钉M6×458.8
4.3非标件
4.3.1非标件的代号规则按S14-20111208-0416执行。
4.3.2非标件名称、规格参照相近的汽车标件或国标件执行。
4.3.3非标件的材料或机械性能等级应按国家发布的钢牌号代号或机械性能等级代号注写在材料栏中。
4.3.4非标件的表面处理方法要求,用汉字注写在备注栏中。
技术文件上标注方法示例
代号栏名称栏材料栏备注栏填写:专用件代号填写:名称、规格填写:材料或级别填写:表面处理5002114-X00六角法兰面螺栓M8×1×208.8镀锌钝化6302013-X00六角头螺栓M6×808.8镀锌钝化
8.8镀锌钝化5002128-X00六角头螺栓弹簧垫圈和平垫圈组合件
M12×50
编制:审核:标准化:批准:。