焊接相关计算
焊缝熔深的计算公式
焊缝熔深的计算公式焊缝熔深是指焊接过程中焊条或焊丝顶部到基材表面的最大距离,它对焊接接头的强度和可靠性有着重要影响。
焊缝熔深的计算涉及到许多因素,例如焊接电流、焊接速度、焊接材料等。
下面我们将详细解释焊缝熔深的计算公式。
1.热输入计算公式热输入是指单位长度焊接线能传递给熔池的功率,它的单位是焦耳/毫米。
焊接的热输入可以通过下面的公式计算:热输入=焊接电流×焊接电压/焊接速度其中,焊接电流是焊条或焊丝的电流,单位是安培;焊接电压是焊接电源的电压,单位是伏特;焊接速度是焊条或焊丝的前进速度,单位是毫米/秒。
2.熔深计算公式熔深是焊缝焊接过程中焊材融入到基材中的深度,它可以通过下面的公式计算:熔深=(2×热输入×焊接时间)/(焊接材料的熔化潜热×焊接密度)其中,热输入是前面计算的热输入值;焊接时间是焊接过程中焊条或焊丝接触到基材的时间,单位是秒;焊接材料的熔化潜热是焊接材料熔化所需的能量,单位是焦耳/克;焊接密度是焊接材料的密度,单位是克/立方厘米。
需要注意的是,这个计算公式是一个简化的理论模型,实际焊接中可能会受到很多因素的影响,例如焊丝直径、焊接角度、熔滴形状等。
3.熔深影响因素除了上述提到的参数,焊缝熔深还受到一些其他因素的影响,包括:焊接材料的热导率:热导率越大,熔深越小;焊接速度:焊接速度越快,熔深越小;焊接电流:焊接电流越大,熔深越大;焊接电压:焊接电压越大,熔深越大。
综上所述,焊缝熔深的计算公式是通过考虑焊接过程中的热输入和材料特性来推导的。
然而,在实际应用中,由于焊接过程的复杂性和多变性,通常需要进行实验和实际测量来确定最适合特定应用的焊接参数,以获得理想的焊缝熔深。
焊接节点计算
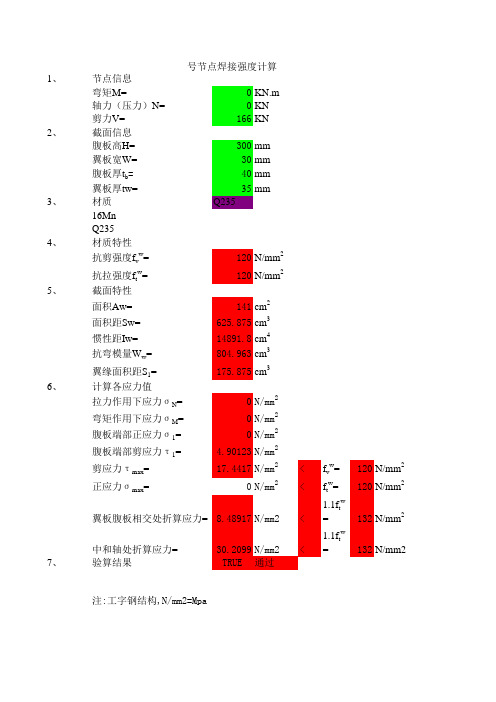
< fvw= 120 N/mm2 < ftw= 120 N/mm2
1.1ftw
翼板腹板相交处折算应力= 8.48917 N/mm2 < =
132 N/mm2
中和轴处折算应力=
7、
验算结果
1.1ftw
30.2099 N/mm2 < =
132 N/mm2
TRUE 通过
注:工字钢结构,N/mm2=Mpa
屈服强度和屈服点相对应,屈服点 是指金属发生塑性变形的那一点, 所对应的强度成为屈服强度。许用 应力指机械零件在使用时为了安全 起见,用屈服应力除以一个安全系 数。抗拉强度指材料抵抗外力的能 力,一般拉伸实验时拉断时候的强 度。
号节点焊接强度计算
1、
节点信息
弯矩M=
0 KN.m
轴力(压力)N=
0 KN
剪力V=
166 KN
2、
截面信息
腹板高H=
300 mm
翼板宽W=
30 mm
腹板厚tb=
翼板厚tw=
3、
材质
40 mm 35 mm Q235
16Mn
Q235
4、
材质特性
抗剪强度fvw=
抗拉强度ftw=
5、
截面特性
120 N/mm2 120 N/mm2
换算关系为:
许用应力=屈服强度/安全系数
拉压试验多用 屈服强度和抗拉强度
与温度有很大关系,一般温度升 高,材料强度降低
面积Aw=
141 cm2
面积距Sw=
625.875 cm3惯性距Iw=来自14891.8 cm4
抗弯模量Ww=
翼缘面积距S1=
6、
计算各应力值
搭接焊接的强度计算公式

搭接焊接的强度计算公式搭接焊接的强度计算公式主要包括两个方面,焊接接头的抗拉强度和抗剪强度。
在进行搭接焊接时,我们通常需要计算这两种强度以评估焊接接头的可靠性。
首先,让我们来看看搭接焊接接头的抗拉强度计算公式。
抗拉强度是指焊接接头在受拉载荷作用下的最大承载能力。
通常情况下,我们可以使用以下公式来计算搭接焊接接头的抗拉强度:\[ \sigma_t = \frac{F}{A} \]其中,σt表示焊接接头的抗拉强度,F表示受拉载荷,A表示焊接接头的横截面积。
在计算横截面积时,我们需要考虑焊缝的有效截面积以确保计算结果的准确性。
接下来,让我们来看看搭接焊接接头的抗剪强度计算公式。
抗剪强度是指焊接接头在受剪载荷作用下的最大承载能力。
通常情况下,我们可以使用以下公式来计算搭接焊接接头的抗剪强度:\[ \tau = \frac{F}{A} \]其中,τ表示焊接接头的抗剪强度,F表示受剪载荷,A表示焊接接头的横截面积。
与抗拉强度的计算类似,我们需要考虑焊缝的有效截面积以确保计算结果的准确性。
在进行搭接焊接的强度计算时,我们还需要考虑一些其他因素,例如焊接材料的强度、焊接接头的几何形状、焊接工艺的质量等。
这些因素都会对焊接接头的强度产生影响,因此在进行强度计算时需要进行综合考虑。
除了以上介绍的抗拉强度和抗剪强度外,我们还可以通过一些其他方法来评估搭接焊接接头的强度,例如有限元分析、试验验证等。
这些方法可以帮助我们更准确地评估焊接接头的强度,并为焊接工艺的优化提供参考。
总之,搭接焊接的强度计算是焊接工程中非常重要的一环。
通过合理地计算焊接接头的抗拉强度和抗剪强度,我们可以评估焊接接头的可靠性,并为焊接工艺的设计和优化提供指导。
希望本文可以帮助读者更好地理解搭接焊接的强度计算方法,并在实际工程中加以应用。
焊材用量计算

焊材用量计算一、焊接长度焊接长度是指焊接过程中焊缝的实际长度。
在进行焊材用量计算时,需要根据焊接长度来确定所需焊材的数量。
具体计算公式如下:所需焊材重量=焊接长度×焊缝宽度×焊材密度其中,焊接长度指焊缝实际的长度,单位为米(m);焊缝宽度是指焊缝的宽度,单位为米(m);焊材密度指焊材的密度,单位为克/立方厘米(g/cm³)。
二、焊缝尺寸焊缝的尺寸包括焊缝深度、焊缝宽度和焊缝长度。
在进行焊材用量计算时,需要根据焊缝的尺寸来确定所需焊材的数量。
1.焊缝深度是指焊缝的最大厚度。
通常情况下,焊缝深度要等于焊件的最大厚度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝深度×焊缝长度×焊缝宽度×焊材密度2.焊缝宽度是指焊缝的最大宽度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝宽度×焊缝长度×焊材密度3.焊缝长度是指焊缝的实际长度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度三、焊缝类型焊缝类型是指焊接时焊缝的形状和结构。
不同类型的焊缝对焊材的使用量有不同的影响。
1.对接焊缝是指在相互接触的焊件之间进行的焊接,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度2.角焊缝是指焊缝位于两个相互成角的表面之间的焊缝,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度×焊缝高度3.罩焊缝是指焊缝将一个焊件完全或部分包围起来的焊缝,需要使用焊条。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度四、焊接材料的损耗率在进行焊材用量计算时,还需要考虑焊接材料的损耗率。
焊接过程中,由于种种因素的影响,焊材的实际使用量往往会有一定的损耗。
焊接材料计算公式

焊接材料计算公式
焊接材料主要包括焊条、焊丝、焊剂和气体保护剂等。
以下是焊接材料计算公式的详细解释:
1.焊条的计算公式:
焊条的计算公式为:焊条重量(kg)= 焊条单位长度(kg/m)× 焊接长度(m)。
其中,焊条单位长度是指每米焊条的重量,可以参考焊条的物理性能表进行查找。
2.焊丝的计算公式:
焊丝的计算公式为:焊丝重量(kg)= 焊丝单位长度(kg/m)× 焊接长度(m)。
焊丝单位长度也可以通过参考焊丝的物理性能表进行查找。
3.焊剂的计算公式:
焊剂的计算公式为:焊剂重量(kg)= 焊剂单位长度(kg/m)× 焊接长度(m)。
焊剂单位长度也可以通过参考焊剂的物理性能表进行查找。
4.气体保护剂的计算公式:
气体保护剂的计算公式为:气体保护剂消耗量(m³)= 气体流量(m³/min)× 焊接时间(min)。
气体流量一般根据焊接设备的要求进行设置,焊接时间可以根据实际
情况进行估计。
需要特别注意的是,上述的计算公式都是基于理想情况下的焊接材料
消耗量,实际情况中可能会受到一些因素的影响,如工艺参数的误差、焊
缝的尺寸误差、焊接操作技术等。
因此,在实际操作中需要对计算结果进
行一定的修正和调整。
另外,为保证焊接质量和工作安全,还需参考相关的焊接规范和标准,对焊接材料的选择和使用进行严格的控制和监督。
焊接高度计算

焊接高度计算
焊接高度计算是根据焊接接头的设计要求和相关标准规定,确定焊接接头焊缝的几何尺寸和焊缝高度。
焊接高度计算通常涉及以下几个参数:
1. 焊缝深度:焊缝深度是焊接接头在垂直方向上的厚度或高度,可以根据设计要求和材料厚度确定。
2. 焊缝宽度:焊缝宽度是焊接接头在水平方向上的宽度,通常根据设计要求和焊接材料的种类选择合适的宽度。
3. 焊缝高度:焊缝高度是焊缝的实际高度,通常由焊接过程中焊丝或焊条的直径、喷嘴直径等参数决定。
4. 焊接参数:焊接参数包括焊接电流、电压、速度等,这些参数会影响焊缝的大小和形状,从而影响焊接高度的计算。
根据上述参数,可以使用相应的公式或计算方法来计算焊接高度。
具体的计算方法可以根据焊接材料和焊接方式的不同而有所差异。
在实际操作中,建议参考相关的焊接手册或咨询专业人士以确保计算的准确性和合理性。
焊接中许用焊接电流的计算公式(一)
焊接中许用焊接电流的计算公式(一)计算焊接中许用焊接电流的计算公式在焊接过程中,许用焊接电流的计算是非常重要的。
本文将介绍几种常见的计算公式,并通过举例进行说明。
计算公式一:电弧焊的许用焊接电流计算公式电弧焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)= (截面积(mm²)× 攻击角度) / 10其中,截面积是焊接件的横截面积,攻击角度是焊条或电极与焊接件之间的夹角。
举例说明:假设焊接件的截面积为200mm²,攻击角度为30°,代入公式进行计算:许用焊接电流 = (200 mm² × 30°) / 10 = 6000 A计算公式二:气体保护焊的许用焊接电流计算公式气体保护焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(截面积(mm²)× 80) / 10其中,截面积是焊接件的横截面积,80是一个常数。
举例说明:假设焊接件的截面积为300mm²,代入公式进行计算:许用焊接电流 = (300 mm² × 80) / 10 = 2400 A计算公式三:电阻焊的许用焊接电流计算公式电阻焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(电阻值(Ω)× 压强(kN)) / 时间(s)其中,电阻值是焊接电阻的阻值,压强是施加到焊接件上的压力,时间是焊接时间。
举例说明:假设焊接电阻的阻值为10 Ω、施加到焊接件上的压力为5 kN,焊接时间为2s,代入公式进行计算:许用焊接电流 = (10 Ω × 5 kN) / 2s = 25 A以上是几种常见的焊接方法中计算许用焊接电流的公式及其举例说明。
在实际应用中,根据具体情况选择适用的计算公式,并进行准确计算。
焊接线能量计算公式和单位

焊接线能量计算公式和单位引言焊接是一种常见的金属连接技术,焊接过程中的能量计算是评估焊接效果和参数设置的重要指标之一。
本文将介绍焊接线能量计算公式和单位的相关知识,帮助读者了解焊接能量的计算方法。
能量计算公式焊接线的能量计算可以通过以下公式进行:能量=电流×电压×焊接时间其中,-能量表示焊接线的能量消耗,单位为焦耳(J)。
-电流表示焊接过程中的电流强度,单位为安培(A)。
-电压表示焊接电源的电压,单位为伏特(V)。
-焊接时间表示焊接的持续时间,单位为秒(s)。
焊接能量单位在焊接过程中,能量的单位通常使用焦耳(J)和焦耳/毫米(J/m m)。
焦耳(J)焦耳是国际单位制中能量和功的单位,在焊接中,焦耳常用于表示焊接线的能量消耗。
焊接过程中的焦耳计算公式如前所述。
焦耳/毫米(J/m m)焊接过程中,焦耳/毫米常用于表示单位长度的能量消耗,也可以作为焊接能量密度的指标。
计算公式如下:焦耳/毫米=能量/焊缝长度其中,-焊耳/毫米表示单位长度的能量消耗,单位为焦耳/毫米(J/mm)。
-能量表示焊接线的能量消耗,单位为焦耳(J)。
-焊缝长度表示焊接线的长度,单位为毫米(mm)。
示例假设一次焊接的电流为200A,电压为20V,焊接时间为10s,焊缝长度为100m m,我们可以计算焊接能量的具体数值和单位。
能量=200A×20V×10s=40000J焦耳/毫米=40000J/100m m=400J/m m通过以上计算,我们得出焊接能量为40000焦耳(J),焦耳/毫米(J/m m)为400。
结论本文介绍了焊接线能量计算公式和单位的相关知识。
焊接能量的计算对于评估焊接效果和参数设置非常重要,在实际焊接过程中需要根据具体情况进行计算。
掌握焊接能量的计算方法可以帮助焊接工程师更好地优化焊接工艺,提高焊接质量。
注意:文档内容未包含图片、图片链接、反号、反斜线、代码框和网址。
内容表达清晰、简洁生动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接的有关计算第一章 基本概念的有关计算一、焊条药皮质量系数概念:焊条药皮质量系数即焊条与药芯(不包括无药皮的夹持端)的质量比。
b lm K 100%m =⨯ 式中:Kb ——药皮质量系数(%); m o ——药皮质量(Kg ); m l ——焊芯质量(Kg )。
二、焊条药皮厚度分类(1)薄药皮焊条1.2≤焊条直径焊芯直径(2)厚药皮焊条1.2 1.5<≤焊条直径焊芯直径(3)特厚药皮焊条 1.8<焊条直径焊芯直径三、熔敷系数熔敷系数指熔焊过程中,单位电流、单位时间,焊芯(或焊丝)熔敷在焊件上的金属量。
H o lp m Itm m Itαα=-=式中:H α——熔敷系数(g/Ah ); m ——熔敷焊缝金属质量(g );I ——焊接电流(A ); t ——焊接时间(h )。
四、熔化系数熔化系数指熔焊过程中,单位电流,单位时间,焊芯(或焊丝)的熔化量。
o lp m m Itα-=式中 :p α——熔化系数(g/Ah ); o m ——焊芯原质量(g ); l m ——焊后剩下焊芯质量(g );五、熔化速度熔化速度指熔焊过程中,熔化电极在单位时间熔化的长度或质量。
O p L Lv t-=式中 p v —— 熔化速度(mm/min );O L ——焊条原长(mm );L ——余下焊条头长度(mm ); T ——焊接时间(min )。
例:某焊条长320mm ,经过5min 的焊接,剩下40mm 的焊条头,求该焊条的熔化速度。
解:O p L Lv t-==(320mm-40mm )/5min=56mm/min 答:该焊条的熔化速度为56mm/min 。
六、熔敷速度熔敷速度指熔焊过程中,单位时间熔敷在焊件上的金属量。
p m m v t-=式中:p v ——熔敷速度(kg/h );M——焊后焊件的质量(kg);m——焊前焊件的质量(kg);t——焊接时间(h)。
七、热输入热输入指熔焊时,由焊接能源输入给单位长度焊缝上的热能。
η=q UI/v式中:q——热输入(J/mm);U——电弧电压(V);I——焊接电流(A);V——焊接速度(mm/s);η——热效率(焊条电弧焊η=0.7~0.8;埋弧焊η=0.8~0.95;TIG焊η=0.5)。
例1:用焊条电弧焊焊接Q390(原15MnTi)钢时,为防止和减小焊接热影响区的过热区脆化倾向,要求焊接时热输入不超过30kj/cm。
如果选择焊接电流为180A,电弧电压为28V,试计算焊接速度应为多少?已知:I=180A;q=30kJ/cm;U=28V求:v=?η=取η=0.7解:由q UI/vη⨯⨯得:v=UI/q=0.728180/30000cm/s=0.118cm/s答:应选用的焊接速度为0.118cm/s。
例2:已知某钢材焊接过程中焊条电弧焊的电弧电压为26V,焊接电流为200A,焊接速度为0.2cm/s,试求其焊接热输入(η取0.8)。
已知:I=200A;v=0.2cm/s;U=26V;η=0.8求:q=?解:q UI/v=0.826200/0.2J/cm=20.8kJ/cmkη=⨯⨯答:焊接热输入为20.8kJ/cm。
例3:某钢材在焊接过程中的最佳热输入为24kJ/cm,如果采用焊条电弧焊,选用电弧电压为24V,焊接速度为0.2cm/s,其焊接电流应选用多少(η=0.8)?已知:q=24 kJ/cm;U=24V;v=0.2cm/s;η=0.8求:I=?解:由q UI/vη=得3I=qv/(U)=240.210/(0.824)250Aη⨯⨯⨯=答:电弧电压应是25V。
八、熔合比熔合比又称截面系数。
熔合比指熔焊时,被熔化的母材部分在焊道金属中所占的比例(如下图焊缝截面)BB AAA Aθ=+式中:θ——熔合比(%);A A——填充焊丝(焊条)所占面积;A B——母材所占面积。
九、碳当量碳当量即把钢中合金元素(包括碳)的含量按其作用换算成碳的相当含量。
它可作为评定钢材焊接性的一种参考指标。
国际焊接学会推荐:11111165551515CE C Mn Cr Mo V Ni Cu ωωωωωωωω=++++++ 日本JIS 标准所规定的:111111624405414CE C Mn Si Ni Cr Mo V ωωωωωωωω=++++++ CE 主要适用于中高强度的非调质低合金高强度钢(σb=500~900Mpa )。
CE (JIS )主要适用于低碳调质低合金高强度钢(σb=500~1000Mpa )。
上述两个公式都适用于含碳量偏高的钢种(ωc ≥0.18%)。
这类钢的化学成分(质量分数)围如下:Si Mn u Ni r Mo V B .2.55 1.5.5 2.51.25.7.1.006C C C ωωωωωωωωω≤0%;≤0%;≤%;≤0%;≤%;≤%;≤0%;≤0%;≤0%。
例如:已知30CrMnSiA 钢的化学成分如下,求其碳当量。
解:655515CE C Mn Cr Mo V Ni Cu ωωωωωωωω=++++++ =0.35%+1.1%/6+(1.1%+0+0)/5+(0.3%+0)/15=0.77% 答:30CrMnSiA 钢的碳当量为0.77%。
十、损失系数损失系数指焊芯(或焊丝)在熔敷过程中的损失量与焊芯(或焊丝)原有质量的百分比。
pav hav 1pav v v m m D 1D=(1-)m v ψψ--===-∆∆或式中:m ——熔化焊芯(或焊丝)质量(g );m1——熔敷到焊缝金属中焊芯(或焊丝)金属质量(g ); vpav ——熔化电极金属平均熔化速度(g/h ); vhav ——熔化金属平均熔敷速度(g/h ); P α——熔化系数(g/Ah ); H α——熔敷系数(g/Ah )。
由上述可见,熔敷速度才是反映焊接生产率的指标。
常用焊条的P α和H α见下 表表 常用焊条的P α和H α十一、负载持续率负载持续率是表示焊接电源工作状态的参数,在选定的工作时间周期(我国标准规定500A 以下的焊机工作时间周期为5min ),负载工作的持续时间与全周期时间的比值介于0~1之间,可用百分数表示。
N tDY 100%T=⨯ 式中:N DY ——负载持续率(%);t ——选定工作时间负载的时间(min );T ——选定的工作时间周期(min )。
例 1 某焊机的额定焊接电流是300A ,额定负载持续率是60%,求在工作周期焊机的连续负载时间。
已知:N N I 300A; DY =60%; T=5min =工作周期 求:连续负载时间t 解:N tDY 100%T=⨯ N t=TDY =5min 60%=3min ⨯ 答:在工作周期连续负载时间为3min 。
不同实际负载持续率条件下,允许使用的输出电流可按下式计算:N 式中:N DY ——额定负载持续率(%);DY ——实际负载持续率(%); N I ——额定负载持续率时的额定焊接电流(A );I ——实际负载持续率时允许使用的焊接电流(A )。
例 2:某电焊机在额定负载持续率N DY =60%时的额定焊接电流N I 300A =。
际负载持续率DY =80%时允许使用的焊接电流。
已知:N N I 300A; DY =60%; DY=80%=。
求:I解:N 300A 259.8A == 答:当负载持续率为80%时,允许使用的焊接电流为259.8A 。
例 3:某电焊机在额定负载持续率N DY =60%时的额定焊接电流N I 300A =,际使用焊接电流为I=600A 时,实际负载持续率为多少?已知:N N DY =60%; I 300A; I=600A =。
求;DY解:由N 得 22N N 22I 300DY=DY =60%=15%I 600⨯答:实际负载持续率DY 为15%。
例 4:某电焊机额定负载持续率N DY =60%,而在实际负载持续率DY=15%时,允许使用的焊接电流I=600A ,求该焊机的额定焊接电流I N 。
已知:N DY =60%; DY =15%; I=600A 。
求:N I 解:由N得:N I答:该焊机的额定焊接电流N I =300A 。
例 5 某电焊机额定焊接电流I N =300A ,当实际负载持续率DY=15%时,允许使用的焊接电流I=600A ,求该焊机的额定负载持续率N DY 。
已知:N DY=15% I=600A I 300A =;;。
求:N DY 解:由N 得22N 22N I 600DY =DY =15%=60%I 300⨯答:该焊机的额定负载持续率为60%。
例6:已知某电焊机额定焊接电流I N=300A,额定负载持续率DY=60%,当实际负N载持续率DY=40%时,在5min周期焊接电流可持续几分钟?解:由t=⨯DY100%T⨯得t=TDY=5min40%=2min答:在40%实际负载持续率下,焊接周期为5min时,焊接电流可持续2min。
第二章焊接基础的有关计算一、熔池长度熔化焊时,熔池的形成需要一定的时间,经过这个时间以后,就进入准稳定时期,这时的熔池形状、质量、尺寸等都不在发生变化。
熔池的宽带与深度是沿x轴连续变化的。
在一般情况下,随着焊接电流的增加、熔池最大深度增大,熔池的最大宽度相对减小,随着电弧电压升高,熔池最大深度减小,熔池最大宽度增加。
熔池长度L可由下式进行近似估算:=L CP=CUI式中:L——熔池长度(mm);C——比例常数(mm/kV);P——电弧功率(kW);U——电弧电压(V);I——焊接电流(A)。
C与焊接方法及焊接电流有关,见下表例:埋弧焊时,U=28V,I=300A ,试求埋弧焊熔池的长度(设C=4mm/kW )。
解:-3L CUI=41028300mm 33.6mm =⨯⨯⨯= 答:熔池长度为33.6mm 。
二、熔池在液态存在的最长时间t maxmax Lt =v式中:L ——熔池的长度(cm ); v ——焊接速度(cm/s )。
例:不锈钢氩弧焊,焊接电流为100A ,电弧电压为23V ,焊接速度v=7.2m/h ,求熔池存在的最长时间(设C=2.27mm/kW )。
解:L=CUI=2.27×10-3×23×100mm=5.22mm t max =L/v=5.22/(7.2×1000/3600)s=2.61s 答:熔池存在的最长时间为2.61s 。
三、熔池平均存在时间t av熔池的质量大小、电弧电压、焊接速度、焊接电流以及熔池的几何形状及物理参量等,都将确定熔池平均存在时间t av ,熔池的几何形状及物理参量见下表pav wm t vA ρ=式中:p m ——熔池质量(g );ρ——熔池液态金属的密度(g/cm 3); v ——焊接速度(cm/s );w A ——焊缝的横截面积(cm 2)。