s999飞针测试机操作说明书
飞针测试机操作手册

《跳吧!跳吧!》说课稿各位老师,同学们,你们好。
我今天要说课的内容是《跳吧跳吧》,选自苏教版六年级上册第五单元第二课,共一课时。
下面,我将从以下几个方面,对《跳吧跳吧》这一课进行详细的说明。
一、说教材1.教材分析《跳吧跳吧》是一首热烈欢快的具有舞曲风格的斯洛伐克民歌。
1、歌曲表现了人们在冬日晚宴上,围着火炉,拉起圆圈,快乐地歌舞时的热烈,欢乐情景。
歌词内容富裕生活情趣,并带着幽默感,表现了歌舞当中相互娱乐的风趣。
2、歌曲是F大调,2/4拍,共分为两个乐段。
第一乐段节奏相似,比较紧凑密集,第二乐段节奏较宽,旋律较为舒展。
3、歌曲的明显特点是:连续切分节奏和曲调多处反复。
乐句短小,多处重音,使节奏更加鲜明突出,给人以强烈的动感,适合舞蹈动作。
二、说教学目标(1)知识目标了解波尔卡舞曲的形式及其特点,感受音乐与舞蹈之间的必然联系。
(2)能力目标引导学生在律动中感受歌曲《跳吧!跳吧!》的节奏、旋律、速度、曲式、情绪等特点,在歌唱和律动中尽情享受生活的快乐,音乐的美好。
(3)情感目标能用热烈、欢快的情绪和轻快有力的声音演唱歌曲。
三、说教学重点、难点1、按节拍、按情绪唱好这首歌曲。
2、能正确的感受歌曲的风格特点并表现歌曲。
四、说教法学法.法国著名艺术家罗丹曾说过:“对于我们的眼睛,不是缺少美,而是缺少发现。
”许多美学家认为,音乐是最富有情感的艺术,同时又是最讲究形式结构的艺术。
所以我想,通过以下的设计,让学生在音乐中认识美,在生活中寻找美,在未来里创造美,让美融入每一个孩子的心里。
具体做法有:1.创设情境:苏霍姆林斯基说过:“儿童是以色彩、形象、声音来思维的。
”针对这一特点,我通过电子设备,和有感情的语言来为学生创设出一个生动可联想的音乐环境,充分调动学生的学习兴趣,激发学生对音乐的好奇心、探究心。
2.合作学习:新课程提出自主、合作、探究的学习方式,所以在学唱歌这一环节时,我充分渗透这一教学理念。
通过师生合作、生生合作如接唱等。
飞速测量仪操作规程(3篇)

第1篇一、引言飞速测量仪是一种高精度、高效率的测量设备,广泛应用于工业生产、科研等领域。
为确保测量结果的准确性和设备的安全运行,特制定本操作规程。
二、操作流程1. 准备工作(1)检查设备外观,确保无损坏、松动等现象。
(2)检查电源电压,确保符合设备要求。
(3)预热设备,使设备达到最佳工作状态。
2. 测量前的准备(1)熟悉测量仪器的操作方法和测量原理。
(2)根据测量任务,选择合适的测量程序。
(3)设置测量参数,包括测量范围、测量速度、测量精度等。
3. 测量操作(1)将待测工件放置在测量仪器的测量平台上,确保工件平稳、牢固。
(2)启动测量程序,开始测量。
(3)操作人员需密切观察测量过程,确保测量结果准确。
(4)测量过程中,如遇异常情况,应立即停止测量,查找原因并处理。
4. 测量后的处理(1)测量完成后,关闭测量程序,停止测量。
(2)将测量结果进行整理、分析,确保测量数据的准确性。
(3)将测量结果存档,以备后续查询。
三、注意事项1. 操作人员应熟悉飞速测量仪的操作规程,确保正确操作。
2. 测量前,需对工件进行清洁,避免影响测量精度。
3. 测量过程中,注意观察测量结果,如发现异常,立即停止测量。
4. 测量完成后,关闭测量仪器,拔掉电源插头。
5. 定期对测量仪器进行保养、维护,确保设备正常运行。
6. 工作现场应保持整洁,避免杂物影响测量精度。
7. 操作人员应遵守安全操作规程,确保人身安全。
四、安全注意事项1. 工作前,确认测量仪器已预热至正常工作温度。
2. 测量过程中,禁止触碰测量仪器高温部位。
3. 工作现场禁止吸烟、饮酒,确保工作环境安全。
4. 工作人员应穿戴适当的防护用品,如防护眼镜、手套等。
5. 工作现场禁止使用易燃、易爆物品。
6. 工作现场禁止使用手机等电子设备,以免干扰测量仪器。
7. 工作人员应接受安全培训,提高安全意识。
本规程适用于飞速测量仪的操作,操作人员应严格遵守,确保测量结果的准确性和设备的安全运行。
验针机操作规程
验针机操作规程一、引言验针机是一种用于检验针头质量的设备,通过对针头进行一系列的检测和测量,确保其符合质量标准。
本文将详细介绍验针机的操作规程,包括设备准备、操作步骤、数据记录和设备维护等内容。
二、设备准备1. 确保验针机处于稳定的工作状态,无异常声音或者震动。
2. 检查验针机的电源线是否连接稳固,电源插座是否接地良好。
3. 检查验针机的各个部件是否完好无损,如传动系统、控制面板、传感器等。
4. 准备好所需的针头样品和相关的检测工具。
三、操作步骤1. 打开验针机的电源开关,待设备启动完成后,进入操作界面。
2. 在操作界面上选择相应的针头检测程序,根据需要进行参数设置,如检测速度、力度等。
3. 将待测的针头放置在验针机的工作台上,并调整好位置。
4. 按下启动按钮,验针机开始进行针头的检测。
期间,操作人员应保持警惕,观察设备运行情况,确保操作安全。
5. 检测完成后,验针机会自动住手,并显示检测结果。
操作人员应子细阅读结果,判断针头是否合格。
6. 如针头不合格,操作人员应将其标记并移除,同时记录下不合格的原因和相关数据。
7. 如针头合格,操作人员应将其取出,并进行必要的清洁和包装。
四、数据记录1. 在每次操作前,操作人员应记录下验针机的相关参数设置,包括检测速度、力度等。
2. 在每次操作过程中,操作人员应记录下每一个针头的检测结果,包括合格与否、相关数据等。
3. 检测完成后,操作人员应将所有的数据整理归档,确保数据的完整性和可追溯性。
五、设备维护1. 每天结束操作后,操作人员应对验针机进行必要的清洁和维护,包括清理工作台、传动系统、控制面板等。
2. 定期检查验针机的各个部件,如传感器、电源线、机电等,确保其正常工作。
3. 如发现异常情况或者故障,应即将住手使用,并及时联系维修人员进行维修或者更换。
六、安全注意事项1. 操作人员应熟悉验针机的操作规程和安全注意事项,并定期接受相关培训。
2. 操作人员应佩戴适当的个人防护装备,如手套、护目镜等。
验针机操作规程

验针机操作规程一、引言验针机是一种用于检测针头质量的设备,用于确保针头的准确性和可靠性。
本操作规程旨在提供详细的操作步骤和注意事项,以确保验针机的正确使用和维护。
二、设备准备1. 验针机:确保验针机处于正常工作状态,无故障和损坏。
2. 针头样品:准备一批代表性的针头样品,用于测试和评估。
三、操作步骤1. 打开验针机电源,确保电源稳定。
2. 将待测针头样品放置在验针机的样品架上。
3. 调整验针机的参数设置,包括速度、压力、角度等,以适应不同类型的针头。
4. 按下启动按钮,启动验针机。
5. 观察验针机的运行情况,确保针头在测试过程中的稳定性和准确性。
6. 验针机完成测试后,自动住手运行。
7. 取下测试完成的针头样品,进行检查和评估。
8. 记录测试结果,包括针头的尺寸、形状、偏差等数据。
四、注意事项1. 在操作验针机之前,必须熟悉设备的使用说明书和安全操作规程。
2. 检查验针机的电源和电缆是否正常,避免因电气故障引起的意外事故。
3. 使用适当的个人防护装备,如手套、护目镜等,确保操作人员的安全。
4. 针头样品必须符合相关标准和规定,确保测试结果的准确性和可靠性。
5. 定期对验针机进行保养和维护,包括清洁、润滑和更换易损件等。
6. 在操作过程中,严禁将手指或者其他物体放入验针机的工作区域,以免造成伤害。
7. 如发现验针机有异常运行或者故障,请即将住手使用,并及时通知维修人员进行维修。
五、常见问题与解决方法1. 针头在测试过程中浮现松动或者脱落:检查针头固定装置是否紧固,如松动请重新固定。
2. 针头测试结果不许确:检查验针机的参数设置是否正确,如需要调整请重新设置。
3. 验针机无法启动或者住手:检查电源是否正常连接,如有问题请检查电源路线或者联系维修人员。
4. 验针机噪音过大:检查验针机的运行状态和部件是否正常,如需要维修请联系专业人员。
六、总结本操作规程详细介绍了验针机的操作步骤和注意事项,确保了针头的质量检测工作的准确性和可靠性。
验针机作业指导书
验针机作业指导书一、概述验针机是一种用于检查和测试针脚连接性能的设备。
该作业指导书旨在提供详细的操作步骤和注意事项,以确保操作人员能够正确、安全地操作验针机。
二、操作步骤1. 准备工作a. 确保验针机处于停止状态,并断开电源。
b. 检查验针机的外观和零部件是否完好,如有损坏或松动现象,应及时报修或更换。
c. 清理工作台,确保工作区域干净整洁,避免杂物干扰操作。
2. 验针机设置a. 打开电源,确保验针机正常启动。
b. 根据测试需求,调整验针机的参数设置,如测试速度、测试压力等。
根据设备的具体型号和说明书进行设置。
3. 样品准备a. 根据测试要求,准备待测样品,并确保样品表面干净无尘。
b. 将样品放置在验针机工作台上,并固定好。
4. 针脚连接性能测试a. 将针头放置在待测样品的针脚上,并确保针头与针脚接触良好。
b. 启动验针机,开始测试。
c. 观察验针机的显示屏或指示灯,根据设备的特点判断测试结果是否合格。
d. 根据测试结果,记录测试数据并进行分析。
5. 结束操作a. 停止验针机的运行,并断开电源。
b. 清理工作台和验针机,将样品和工具放回原位。
c. 检查验针机的各个部件,确保无损坏或松动现象。
d. 关闭验针机的电源。
三、注意事项1. 操作人员应事先了解验针机的使用方法和安全操作规程,并经过相关培训。
2. 在操作验针机时,应佩戴适当的防护用品,如手套、护目镜等,以确保人身安全。
3. 在操作过程中,应注意避免手部或其他物体接触到运动的零部件,以免发生意外伤害。
4. 注意验针机的工作环境,避免有易燃、易爆或腐蚀性物质存在。
5. 定期对验针机进行维护保养,以确保设备的正常运行和准确测试结果。
6. 在操作过程中,如发现设备异常或故障,应立即停止操作,并及时联系维修人员进行维修。
四、常见问题及解决方法1. 问题:验针机无法启动。
解决方法:检查电源是否连接正常,确认电源是否正常供电。
如电源正常,可能是设备故障,需联系维修人员进行检修。
验针机作业指导书

验针机作业指导书标题:验针机作业指导书引言概述:验针机是一种用于检测产品针脚焊接质量的设备,对于保证产品质量和生产效率具有重要作用。
本文将详细介绍验针机的作业指导书,包括操作步骤、注意事项和常见故障处理方法。
一、操作步骤1.1 将待检测的产品放置在验针机的工作台上,确保产品与验针头对齐。
1.2 打开验针机的电源开关,调整合适的工作参数,如针头高度、测试速度等。
1.3 启动验针机,开始进行针脚焊接质量的检测。
二、注意事项2.1 在操作验针机时,务必佩戴防静电手套,避免静电对产品产生影响。
2.2 在调整工作参数时,要根据产品的具体要求进行调整,确保测试结果准确。
2.3 在验针机作业过程中,要随时关注设备运行情况,及时处理异常情况。
三、常见故障处理方法3.1 若验针机出现针头损坏的情况,应及时更换新的验针头。
3.2 如果产品在测试过程中出现漏检或误检情况,应检查产品放置是否正确,重新进行测试。
3.3 当验针机出现无法启动或运行不稳定的情况时,应检查电源连接是否正常,及时联系维修人员进行处理。
四、维护保养4.1 定期清洁验针机的工作台和针头,保持设备的清洁卫生。
4.2 定期检查验针机的各个部件是否运转正常,如有异常情况应及时进行维修。
4.3 注意验针机的工作环境,避免灰尘和湿气对设备造成影响。
五、安全注意事项5.1 在操作验针机时,应注意避免手部接触到运动部件,以免造成伤害。
5.2 在维护验针机时,应先将设备断电并等待冷却后再进行操作,以确保安全。
5.3 若验针机出现异常情况时,应立即停止操作并及时联系维修人员进行处理,切勿私自进行维修。
通过本文的作业指导书,操作人员可以更好地了解验针机的操作步骤、注意事项和常见故障处理方法,确保设备的正常运行和产品质量的稳定性。
希望本文对您有所帮助。
飞针测试机操作手册

南京协力电子科技集团有限公司深圳分公司SURPASS飞针测试机操作手册WI-PR-7.1.3第一章内容:软件操作换针调试压力大小校正软件注册软件升级掌握要点(1)熟练掌握测试流程(2)熟练掌握复测流程,理解复测选项中各项参数设定的含义,并可以按照实际要求加以灵活运用(3)掌握序列号的设定方法(4)能够熟练地对软板进行测试(5)了解测试针和针座的结构,熟练掌握安装测试针与针座的技巧。
(6)熟练掌握测试针压力调整与大小校正的方法(7)熟练掌握软件的注册与升级方法1. 执行SURP2006程序2. 选择需测试的料号3. 设定测试参数4. 将需测试的PCB架于快速框上后按操作界面上的START5. 对位:操作面板上A针指示灯亮后利用方向键将A针针尖对准PCB上左下角的对位点后按面板上的ENTER键,再移动B针针尖对准PCB右上角的对位点,按ENTER(测首片的对位模式)6. 将屏幕上显示的对位点与十字靶标对齐后按ENTER(A,B,C,D四个针,每对准一个后按一次ENTER,共四次)7. 对位完成后开始测试8. 测试完成结果PASS或FAIL9. FAIL板需复测(RETEST)或检修10. 换板后可将对位模式改为自动模式11. 按START后CCD开始自动对位并测试双击桌面上的Surpass可进入如下画面:A: Select The Board选择测试资料(!) Name:在空格内输入需要测试的料号后点OK,或直接使用光标来选择料号(2) Change Directory :资料路径选择B:主操作界面(1) 功能键Load :选择测试资料Start :测试开始ReTest :对FAIL板进行复测。
Stop :测试停止(在测试过程中按下该按扭可使机台停止测试)Param :测试参数与模式设定Data :测试资料与数据Cont :开路测试IsoL :短路测试View :显示面切换Clamp :气夹开关Retorg :PROBE归零PdReset :电源重置(机台发生掉电时,按下该按扭可自动恢复电源)CP :PROBE精度校正(大,小校正)CR :电阻检查菜单功能(1)FILE:文件管理a. OPEN:选择测试资料b. ParamLoad:选择测试参数c. ParamSave:设定测试参数与模式存盘(只针对相应的资料)d. ParamSave for Default:设定默认测试参数与模式e. Import PDM:输入PDM值f. Mail Property:邮件传送g. Serial No property:设置序列号h. Print Property:印表机设置(如下图)User Name:使用公司名称Printer Type:印表机型号While OK:测试OK打印While NG:测试NG打印While NO Test:没有测试完成打印Stop Printing at temporary:暂时停止打印Skip panle information if the panel is ok:跳过OK的panle不打印Serial Number:连续测试的数量Start of Test:测试开始时间Total Test Time:测试总时间Number of Comp/Sold points:测试总点数Number of Nets:测试网络数Number of Adjacent Nets:短路测试网络数Adjacency Distance:短路测试网络的范围(ADJ值)Test Mode:测试模式Threshold:开,短路测试阻值Number of Errors:错误点数量No Indication:不打印出提示文字OK/NG:打印出OK/NGPASS/FAIL:打印出PASS/FAILPreview:打印设定演示Output error point and error net in paper:打印出条形码(使用在QVS检修系统上)Output error value in paper:在打印报表上打印出错误点的电阻值Output grid position in paper:在打印报表中打印出错误点和错误网络的编号(2)Help:帮助About Surp2006: 查看SURP2006版本Edit Ini file: 编辑INI文件Disp SetHight: 查看测试针压力(该压力是做完大小校正后的压力而非当前压力)Pack Information:测试完成后输出ZIP档Reset Probe Counter:查看测试针的使用状况Reset Pass Fail Counter: 测试记录归零a:针对问题板进行复测:(1) 复测时点选功能菜单栏中的RETEST图标后进入下图:(2) 用鼠标右键选择需复测的资料后点击开启,进入如下画面;Check only defectnet:只针对问题点或网络进行复测Chenk adjacent net for continuity and lsolation test recommended for POST-REPIR PCBS:对所有与问题点网络相关的网络和测试点进行复测(建议选择该项进行复测,可避免漏失) Checks Nets involved with SHORT for Continuity:对短路网络进行复测,并检查其导通性能是否良好. (建议选择该项进行复测,可避免漏失)Check all mid points.(it works only emm file):对所有中间点进行检查注:当测试结果为FAIL时将自动产生一个错误档案,后缀名为ERR,错误档案按顺序排列,例:前一次测试的FAIL板的错误档案为69006.ERR,下一片的结果也是FAIL,那么将自动产生69007.ERR档案,如需对该FAIL板进行复测,则应将其相对应的错误档调出即可.b:给待测板增加序列号:(1) 选择功能菜单中的File----Serial No property,进入如下画面:User Serial NO:使用序列号功能Input Always:每换一片PCB就要输入一次序列号,如果是多片排版测试,则在测试完第一个PCS后在测下一个PCS前弹出该对话框,要求输入新的序列号。
s999飞针测试机操作说明书
CAM350处理飞针机测试文件1. 调入图形资料打开CAM350的主程序,如果板的文件是PCB格式文件,可用File\Open打开文件进行编辑(注意:CAM350的数据格式与Protel、Pads、PowerPcb设计的PCB文件格式是不兼容的)。
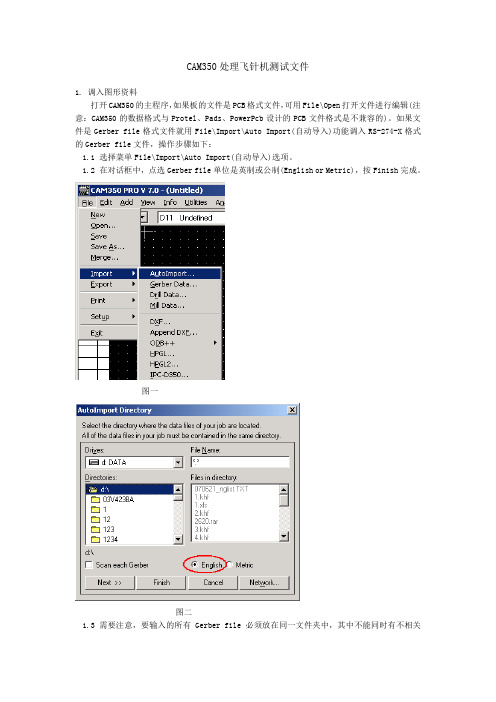
如果文件是Gerber file格式文件就用File\Import\Auto Import(自动导入)功能调入RS-274-X格式的Gerber file文件,操作步骤如下:1.1 选择菜单File\Import\Auto Import(自动导入)选项。
1.2 在对话框中,点选Gerber file单位是英制或公制(English or Metric),按Finish完成。
图一图二1.3 需要注意,要输入的所有Gerber file 必须放在同一文件夹中,其中不能同时有不相关的文件,这样才能正确读取Gerber file文件。
备注:标准的 Gerber file格式文件分为RS-274与RS-274-X两种,其不同在于:A:RS-274格式的坐标数据与D码是分开保存在两个文件中,且一一对应,Auto Import(自动导入)功能可以自动辨认对应的D码文件(不同的CAD软件产生的D码文件格式是不同的)。
B:RS-274-X格式的坐标数据与D码保存在一个文件中,因此不需要D码文件。
一般原始文件是RS-274格式文件,工程文件是RS-274-X格式文件。
2. 如果文件中有复合层(一层线路文件由几层甚至十几层组成),则要先对复合层进行处理,把它转成一层文件,用命令Utilities\Composite->Layer把复合层转成新的一层文件。
3. 图层排序,一般的排列顺序是前层线路、内层线路、后层线路、前层阻焊、后层阻焊、前层字符、后层字符、孔层,命令是Edit\Layers\Reorder,(以四层板为例:GTL-G1-G2-GBL-GTS-GBS-GTO-GBO-TXT)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAM350处理飞针机测试文件1. 调入图形资料打开CAM350的主程序,如果板的文件是PCB格式文件,可用File\Open打开文件进行编辑(注意:CAM350的数据格式与Protel、Pads、PowerPcb设计的PCB文件格式是不兼容的)。
如果文件是Gerber file格式文件就用File\Import\Auto Import(自动导入)功能调入RS-274-X格式的Gerber file文件,操作步骤如下:1.1 选择菜单File\Import\Auto Import(自动导入)选项。
1.2 在对话框中,点选Gerber file单位是英制或公制(English or Metric),按Finish完成。
图一图二1.3 需要注意,要输入的所有Gerber file 必须放在同一文件夹中,其中不能同时有不相关的文件,这样才能正确读取Gerber file文件。
备注:标准的 Gerber file格式文件分为RS-274与RS-274-X两种,其不同在于:A:RS-274格式的坐标数据与D码是分开保存在两个文件中,且一一对应,Auto Import(自动导入)功能可以自动辨认对应的D码文件(不同的CAD软件产生的D码文件格式是不同的)。
B:RS-274-X格式的坐标数据与D码保存在一个文件中,因此不需要D码文件。
一般原始文件是RS-274格式文件,工程文件是RS-274-X格式文件。
2. 如果文件中有复合层(一层线路文件由几层甚至十几层组成),则要先对复合层进行处理,把它转成一层文件,用命令Utilities\Composite->Layer把复合层转成新的一层文件。
3. 图层排序,一般的排列顺序是前层线路、内层线路、后层线路、前层阻焊、后层阻焊、前层字符、后层字符、孔层,命令是Edit\Layers\Reorder,(以四层板为例:GTL-G1-G2-GBL-GTS-GBS-GTO-GBO-TXT)。
其中GTL:前线路层,G1:内层,G2:内层,GBL:后线路层,GTS:前阻焊层, GBS:后阻焊层,GTO:前字符层,GBO:后字符层,TXT:钻孔层。
4. 仔细查看图形,删除不需要的图层,命令是Edit\Layers\Remove,在被删除的图层后面的白色小框中打勾,点击OK。
一般需要的层:前层线路,内层,后层线路,前层阻焊,后层阻焊,孔层。
其它的层可以删除掉。
5. 对齐图层,把所有有用的图层以一层为标准对齐,命令是Edit\Layers\Align,先用左键选中目的地参考基准后右键确定,左键选中被移动的图层相对应参考基准后再右键双击确定。
6. 如果孔层是钻孔数据(NC Data)的话,要先把它变为Gerber file格式数据。
方法是用命令Tools\NC Editor进入钻孔编辑界面,然后用命令Utilities\NC Data to Gerber 把NC数据转为Gerber file格式数据。
7. 把所有层对齐后,增加两个空层,命令是Edit\Layers\Add Layer,把前后层的阻焊层数据分别用命令Edit\Copy复制到增加的空层中。
8. 把复制的阻焊层中线全部变为焊盘,用命令Utilities\Draws->flash\Automatic进行自动转换,未转换的部分再手动转换,命令是Utilities\Draws->flash\Interactive,先框选需转换的部分,在弹出的对话框中输入更改后的尺寸大小。
9. 在复制的阻焊层中线全部转换为焊盘后,再统一改为同一个尺寸焊盘,一般大小为4mil-8mil,线路层密的要变小一点,一般为6mil。
方法是:先用命令Table\Apertures定义一个D码,选择最后的Dcode号,Shape选择Round,Diameter输入尺寸例如6mil,然后按Enter 即可,再用命令Edit\Change\Dcode,选择全部图层数据后右键鼠标,在弹出的对话框中选择前面定义的Dcode号,则所有焊盘都改为同一大小。
10. 设置复合层,命令是Tables\Composite,把统一尺寸后复制的阻焊层设为正(Dark),把Gerber数据的孔层设为负(Clear),如图三,设置完毕后再输出复合层,命令是Utilities\Convert Composite,在新增加的层中,把所有的线转换为焊盘,大小一般是4mil-8mil.(所增加的层就是飞针机的测试层)。
图三图四11. 打开前线路层、孔层、新增加的层,把线路层与孔层设为参考层,命令是Tables\Layers,相互对照,把一个网络的首尾端的点留下,中间的点删除,删除完毕后,仔细检查一下有没有多删除点,有没有需要加点的,以防少设点造成漏侧。
解开线路层,从线路层中复制几个方形的焊盘到新增加的层中,用来在测试时做基准点。
板的四周与中间尽可能多复制一些。
用同样的方法做好后层的测试层,如图四。
网络的首尾端的点必须要设,不然不能测出它的开路,检查一下孔层中有无非金属化孔(NPTH),有的话就删除掉,查看哪一种孔属于过孔,记住它的D码是多少,把不需要测试的孔的D码也变为过孔的D码(用命令Edit\Change\Dcode),在做工程的过程中要随时存盘,以免因其他因素的影响而重做文件。
12. 移动图层,使图层左下角的坐标为(公制10.0:10.0mm,英制0.4:0.4inch),所有图层坐标数据不能为负数,命令是Edit\move,先选中所有的图层,移动光标到左下角左键鼠标,点击坐标显示按钮,选 Abs,输入X/Y的坐标数据(公制10.0:10.0mm,英制0.4:0.4inch )后回车,右键鼠标确定。
13. 输出Gerber数据,命令是File\Export\Gerber Date输出Gerber file格式数据,有复合层的要用File\Export\Composites输出。
输出的格式一般为英制2:4格式,在要输出的图层后面打勾,输出的名称如下:(以四层板为例)前线路层:fron.gbr内层1:ily02(neg).gbr内层2: ily03(neg).gbr后线路层:rear.gbr孔层:mehole.gbr前测试层:fronpad.gbr后测试层:rearpad.gbr注意:内层有花焊盘(散热盘)的,要删除花焊盘,负片输出时在数字后加neg,有花焊盘的内层,一定是负片。
如果是负片,就输出 ily02neg.gbr。
如果是盲埋孔板,以四层板为例,盲埋孔层是前层到第二层,输出是met01-02.gbr 盲埋孔层是第三层到后层的,输出是met03-04.gbr。
在内层多的情况下要仔细分析盲埋孔层是连通哪几层的,其它的层输出方法名称不变。
然后点击OK,文件输出后,飞针测试工程文件在CAM350中的操作就算完毕,需要到飞针机上转换,生成测试文件。
附:CAM350常用操作移动:Edit\Move,选择要移动的数据,左键参考基准点,移动到合适位置后左键鼠标,右键确定。
查看D码分布:进入Info\Report\D-Code出现对话框,左下角选择查看层。
修改D码:进入Edit\Change\D-Code,先选择需修改的数据,右键鼠标出现对话框,选择希望改成的 D码大小。
增加层数:用命令Edit\Layers\Add Layers输入增加的层数后确定。
删除层:用命令Edit\Layers\Remove在要删除的层后打勾确定。
复制:用命令Edit\copy选择要复制的元素后,若是本层复制,则移动后左键确定,若是隔层复制,则点击左上角TO Layers后选择目的层后按OK即可。
S980测试文件处理1. Gerber file文件处理在CAM350及其它编辑软件中准备好符合要求的Gerber file资料文件,Gerber file要求如下:1.1 清除同一网络上的小焊盘(过孔之类的)。
1.2 在3.0mm的孔的边缘环上加一个小PAD(即3.0mm以上的孔测试点设在孔环上),并且修改其绿油开窗,同时删除孔的绿油开窗。
1.3 在Gerber file中的D码中不能有自定义D码,如果有转为标准的D码。
1.4 Gerber file的线路名称为:fron.gbr,ily02(neg).gbr,…,ily##(neg).gbr,…,rear.gbr;钻孔层名称为:mehole.gbr;盲埋孔层的名字为:met##-##.gbr(#表示盲埋孔的起点层与终点层,如met01-02,gbr则表示为从第一层到第二层的盲孔);绿油名称为:为正片时(fronmask.gbr,rearmask.gbr),为负片时(fronmneg.gbr,rearmneg.gbr)。
2. 在C:\JOBS下建立新文件夹,将Gerber file资料复制到该文件夹内。
3. 运行EDIPAV选择更改目录(Ctrl+D),选择工作文件目录。
4. 选择加载所有层文件,选择文件类型为GERBER,软件会自动转换为APV的格式文件(绿油层不显示)如图七。
图七5. 使用菜单应用\查看图形功能逐个检查每一层的图形是否正确(特别是正负片,以及孔层与线路层一定要匹配,如果不正确,要在CAM350中检查和修改Gerber file,并重新输出改好的Gerber file文件,然后重新加载文件,直到正确为止)。
6. 使用菜单选项\短路测试间距功能设置合适的间距,一般为8mm。
7. 使用菜单测试点\定义过孔D码,设置不用测试的过孔的D码,最多16个不同D码。
8. 打开所有线路层以及孔层,运行网络分析功能,如图八。
9. 使用菜单测试点\优化测试点功能,用网络浏览功能浏览每条网络。
图八10. 然后运行生成测试文件功能,最后输出测试文件,如图八。
11. 设置基准点,进入设置基准点功能,先勾选前层垂直基准点小方格,按住Shift键移动鼠标到板的左下角选择一个实心的方焊盘(最好是焊盘左右无线),左键鼠标则此方焊盘设置为前层X 轴基准点;勾选前层水平基准点小方格,在板的中部选择一个实心的方焊盘(最好是焊盘上下无线),左键鼠标则此方焊盘设置为前层Y轴基准点;勾选前层水平基准点水方格,在板的右上角选择一个实心的方焊盘(最好是焊盘左右上下都无线),左键鼠标则此方焊盘设置为旋转点;若板的后层也有比较密的IC,那么可以在后层也设两个基准点。
先勾选后层垂直基准点小方格,按住Shift键移动鼠标到板的左下角选择一个实心的方焊盘(最好是焊盘左右无线),左键鼠标则此方焊盘设置为后层X轴基准点;勾选后层水平基准点小方格,在板的中部选择一个实心的方焊盘(最好是焊盘上下无线),左键鼠标则此方焊盘设置为后层Y轴基准点,再按保存FIDU.LST按钮保存基准点文件,如图九。