中性笔企业标准
日本工业标准JIS水性圆珠笔及其笔芯
日本工业标准JIS水性圆珠笔及其笔芯
佚名
【期刊名称】《中国制笔》
【年(卷),期】2008(000)002
【摘要】@@ 序文本标准是在对1998年第一版发行的ISO 14145-1:1998 Roller ball Pens and refills -Part 1:General use及ISO 14145-2:1998 Roller ball Pens and refills-Part 2: Documentary use (DOC)翻译的基础上,对技术性的内容未做任何变更,修订制成的日本工业标准.
【总页数】16页(P33-48)
【正文语种】中文
【相关文献】
1.日本工业标准 JIS S 6061:2010啫喱墨水圆珠笔*和笔芯 [J], 杨荣康
2.日本工业标准JIS圆珠笔及其笔芯 [J],
3.日本工业标准JIS圆珠笔及其笔芯S 6039——2000 [J], 杨荣康
4.水性圆珠笔及其笔芯JIS S 6054—2000 [J],
5.日本工业标准JIS 啫喱墨水圆珠笔和笔芯 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
6项文具制笔行业标准编号、名称、主要内容等一览表Microsoft Word 97 - 2003 Document
QB/T 2993-2008
2016-01-01
2
QB/T 2777-2015
记号笔
本标准规定了记号笔的分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于在纸张、木材、金属、玻璃、塑料、搪瓷、陶瓷等一种或多种材料上作记号或标志的记号笔。
QB/T 2777-2006
油漆笔
本标准规定了油漆笔的要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于能作记号、标志和对物品(件)涂层进行简易修补的油漆笔。
2016-01-01
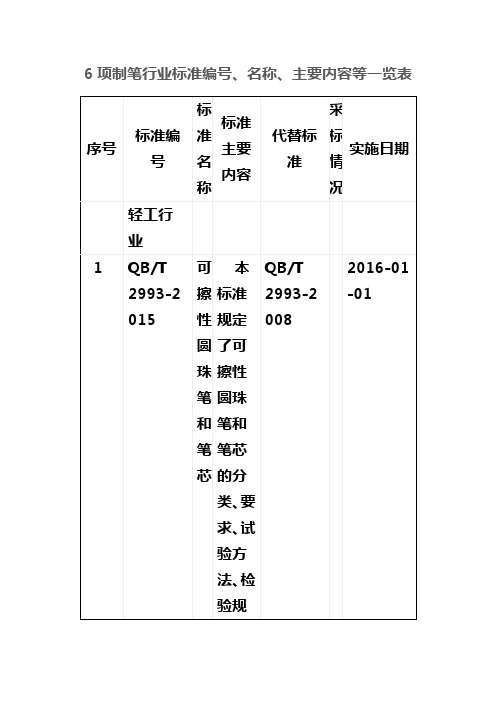
6项制笔行业标准编号、名称、主要内容等一览表
序号
标准编号
标准名称
标准主要内容
代替标准
采标情况
实施日期
轻工行业
1
QB/T 2993-2015
可擦性圆珠笔和笔芯
本标准规定了可擦性圆珠笔和笔芯的分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于可擦性中性圆珠笔和可擦性油墨圆珠笔,也适用于同类产品的笔芯。
2016-01-01
3
QB/T 2778-2015
荧光笔
本标准规定了荧光笔的分类、要求、试验方法、检验规则及标志、包装、运输、贮存。
本标准适用于可在纸张上作记号或标志之用的水性墨水荧光笔。
QB/T 2778-2006
2016-01-01
4
QB/T 4858-2015
自动补偿式活动铅笔
本标准规定ห้องสมุดไป่ตู้自动补偿式活动铅笔的术语和定义、分类、要求、试验方法及检验规则、标志、包装、运输、贮存。
本标准适用于铅芯公称直径为0.5mm和0.7mm的自动补偿式活动铅笔。
中性笔基础知识5-12

中性笔质量标准
• 固定式中性笔的质量标准
5、笔芯划线正常无麻点、无单边、无断线、无出墨不畅 等现象。 6、尖套与笔颈或笔杆配合,不能有离缝、螺纹紧配时无 打滑的现象。 7、笔夹与笔套配合到位后用大于3KG的力无法推出为合 格,用大于0.3N的力将笔夹弹5次,弹开距离为1CM笔 夹不变形或脱落为合格。 8、各零配件配合到位,无离缝,无明显缺陷,整支笔外 观良好,无明显歪斜、变形、缩水、污染、瑕疵及色 差,标志、商标(不干胶)印刷清晰、对位。 9、笔头外露范围(1)子弹头为4.2-4.7MM(2)葫芦头、 针管、半针管为4.5-5.0MM
22
前文我曾经提到“定位”,这两个字听 起来很笼统,到底什么叫做定位?你看蔡依林, 她最早被定位成“少男杀手”,后来则被定位为 时尚流行歌手,让喜欢她的人从少男转变为男女 都有; 定位是非常重要的,不只明星、产品要做定位, 我们自己也要为自己找到一个定位。 因此,我也喜欢问大家:“你希望自己在这个 行业成为什么样的人?”有些人回答:“我要成为 顶尖业务员。”有些人则说:“我要成为团队的 领导者。”也有人耸肩表示还没有想到。
15
中性笔质量标准
• 按压式中性笔的质量标准
1、印刷字体清晰,图案鲜艳、位置、内容及颜色等与确 认样品相符,印刷牢固(以指甲刮3次不掉及用3M胶纸 粘3次不掉为合格) 2、揿动时用力适度、手感顺畅,无卡住、间断性卡住或 打滑现象,揿动复位后,球珠不可外露尖套口之外,笔 尖距尖套口不得少于0.5MM之间 3、笔芯露头范围为3.8-4.5MM之间,书写压力为2.5KG时笔 芯无回缩现象。 4、笔芯划线正常无麻点、无单边、无断线、无出墨不畅 等现象。
21
我经常会问做业务的朋友两个问题。 第一个问题是:石头。有的人会说:“我 只要完成公司给我的责任额就好了。”这 样的人,我称为黄金。有的人认为:“我 的业绩无上限,想做多少就有多少。”这 样的人,我称为价值连城。你希望自己是 石头?黄金?还是价值连城呢?
中华人民共和国行业标准圆珠笔
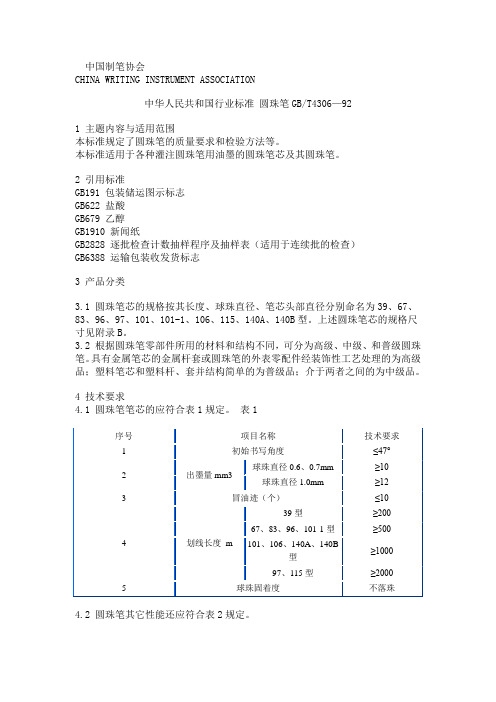
中国制笔协会CHINA WRITING INSTRUMENT ASSOCIATION中华人民共和国行业标准圆珠笔GB/T4306—921 主题内容与适用范围本标准规定了圆珠笔的质量要求和检验方法等。
本标准适用于各种灌注圆珠笔用油墨的圆珠笔芯及其圆珠笔。
2 引用标准GB191 包装储运图示标志GB622 盐酸GB679 乙醇GB1910 新闻纸GB2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB6388 运输包装收发货标志3 产品分类3.1 圆珠笔芯的规格按其长度、球珠直径、笔芯头部直径分别命名为39、67、83、96、97、101、101-1、106、115、140A、140B型。
上述圆珠笔芯的规格尺寸见附录B。
3.2 根据圆珠笔零部件所用的材料和结构不同,可分为高级、中级、和普级圆珠笔。
具有金属笔芯的金属杆套或圆珠笔的外表零配件经装饰性工艺处理的为高级品;塑料笔芯和塑料杆、套并结构简单的为普级品;介于两者之间的为中级品。
4 技术要求4.1 圆珠笔笔芯的应符合表1规定。
表14.2 圆珠笔其它性能还应符合表2规定。
5 试验方法略详情请看制笔工业标准汇编6 检验规则圆珠笔的检验分型式检验和出厂检验。
6.1 型式检验6.1.1 出现下列情况之一时,必须进行型式检验;a.正常生产时,应有每年不少于两次的定期检验;b.当设计新产品、改进老产品设计及生产技术条件有较大改变时;c.停产三个月或三个月以上后,恢复生产时;d.国家质量监督机构推出进行型式检验的要求时。
6.1.2 型式检验时,应从产品中随机抽取80个以上产品作为供验样本,并取其中20个产品作为检验样本按第4章所列全部项目逐项检验。
检验合格率按单项计算。
外观4项要求中除“零部件完整”按单项计算合格率外,其余三项综合计算合格率(详见附录A)。
各检验项目中,划线长度、球珠固着度、零部件完整及出芯机构灵活性的合格必须达到100%。
如出现不合格项目,可在供验样本中取样复测一次,并以复测结果为准。
电容笔 执行标准

电容笔执行标准全文共四篇示例,供读者参考第一篇示例:电容笔是一种可通过电容传感器来感知触点位置的笔。
它通过感应人体的电容来确定触点位置,可以有效地模拟手指在触摸屏上的操作,从而实现精准的输入和控制。
电容笔在现代社会被广泛应用于各类触摸屏设备,如智能手机、平板电脑、电子书等,成为人们生活和工作中不可或缺的工具。
为了保证电容笔的质量和性能,制定了一系列的执行标准。
执行标准是制造商和消费者之间达成一致的基准,确保产品在市场上的合格和一致性。
下面我们将介绍电容笔的执行标准,帮助大家更好地了解和选择这一产品。
一、产品结构及外观要求电容笔的外观通常由笔身、笔帽、笔芯和触笔等组成。
执行标准规定了电容笔的尺寸、形状、颜色、结构等方面的要求,确保产品的外观整洁、美观,并与市场上其他产品保持一致性。
电容笔的外壳材料应该符合环保标准,不含有害物质,保障用户的健康。
二、电容传感器性能要求电容笔的核心部件是电容传感器,它能够感知人体电容变化并转化为信号。
执行标准规定了电容传感器的灵敏度、精确度和稳定性等性能指标,确保电容笔的操作流畅、准确。
三、电容笔的输入响应速度电容笔的输入响应速度是指用户在触摸屏上书写或操作时,电容笔可以快速反应并实时跟踪用户的输入动作。
执行标准要求电容笔的输入响应速度应该在合理范围内,满足用户对流畅操作的需求。
四、产品包装及标识要求执行标准还规定了电容笔的包装要求,包括外包装、内包装、防震材料等方面。
产品标识也是执行标准的核心内容之一,包括产品型号、生产日期、生产厂家、使用说明等信息,确保用户使用时能够方便快捷地获取相关信息。
第二篇示例:电容笔是一种利用电容技术实现屏幕操作的智能设备,它在电子设备领域有着广泛的应用。
为了保证电容笔的质量和性能,制定了一系列的执行标准,以确保其在设计、制造和使用过程中的稳定性和可靠性。
本文将重点介绍电容笔的执行标准及其重要性。
一、执行标准的概念及作用执行标准是指根据国家法律法规和规范要求,制定用以指导和规范生产、管理、检验和测试等活动的标准文件。
中性笔的行业标准
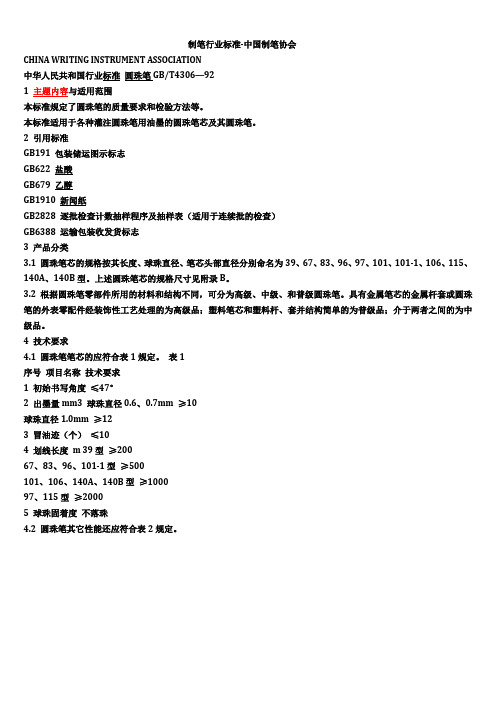
制笔行业标准-中国制笔协会CHINA WRITING INSTRUMENT ASSOCIATION中华人民共和国行业标准圆珠笔GB/T4306—921 主题内容与适用范围本标准规定了圆珠笔的质量要求和检验方法等。
本标准适用于各种灌注圆珠笔用油墨的圆珠笔芯及其圆珠笔。
2 引用标准GB191 包装储运图示标志GB622 盐酸GB679 乙醇GB1910 新闻纸GB2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)GB6388 运输包装收发货标志3 产品分类3.1 圆珠笔芯的规格按其长度、球珠直径、笔芯头部直径分别命名为39、67、83、96、97、101、101-1、106、115、140A、140B型。
上述圆珠笔芯的规格尺寸见附录B。
3.2 根据圆珠笔零部件所用的材料和结构不同,可分为高级、中级、和普级圆珠笔。
具有金属笔芯的金属杆套或圆珠笔的外表零配件经装饰性工艺处理的为高级品;塑料笔芯和塑料杆、套并结构简单的为普级品;介于两者之间的为中级品。
4 技术要求4.1 圆珠笔笔芯的应符合表1规定。
表1序号项目名称技术要求1 初始书写角度≤47°2 出墨量mm3 球珠直径0.6、0.7mm ≥10球珠直径1.0mm ≥123 冒油迹(个)≤104 划线长度m 39型≥20067、83、96、101-1型≥500101、106、140A、140B型≥100097、115型≥20005 球珠固着度不落珠4.2 圆珠笔其它性能还应符合表2规定。
制笔行业标准-序号项目名称技术技术要求1 笔芯露出笔杆长度mm 笔头直径≤2.5mm ≤2.0笔头直径>2.5mm ≥3.02 出芯机构灵活性使用、复位转换灵活,复位时球珠不外露。
3 笔杆头部内径与笔头外径差值mm ≤0.24 笔夹夹着力N 高、中级品≥0.30普级品≥0.155 抗腐蚀性镀铬层高级品4min不露底中级品3min不露底氧化膜高级品40s不露底中级品20s不露底6 耐冲击书写出墨正常,零部件无开裂变形、脱落7 外观1.零部件完整2.标志字迹能识别3.表面光洁4.整笔及配件无明显歪斜、离缝5 试验方法略详情请看制笔工业标准汇编6 检验规则圆珠笔的检验分型式检验和出厂检验。
触控笔的执行标准

触控笔的执行标准
触控笔的执行标准是指用于规范和指导触控笔设计和制造的一系列标准。
这些标准通常由行业协会、标准化组织或相关机构制定,以确保触控笔的性能、兼容性、安全性等方面的要求得到满足。
在制定触控笔执行标准时,通常会考虑以下几个方面:
1. 性能要求:包括触控笔的精度、灵敏度、响应时间、压力感应等性能指标。
这些指标能够影响用户在使用触控笔时的体验和效果。
2. 兼容性要求:确保触控笔能够与各种操作系统、应用程序和设备兼容。
这包括支持不同的操作系统、文件格式和通信协议等。
3. 安全性要求:确保触控笔在使用过程中不会对用户造成伤害或数据泄露。
这包括对触控笔的材料、结构、电池等方面的安全要求。
4. 环保要求:对触控笔的制造和使用过程中产生的环境影响进行规范。
这包括对材料的选择、制造工艺、包装等方面的要求。
总之,触控笔的执行标准是确保触控笔质量和用户体验的重要保障。
通过制定和执行这些标准,可以促进触控笔行业的健康发展,提高产品的竞争力和用户满意度。
《中性笔》编制说明
团体标准《中性笔》编制说明2019年9月团体标准《中性笔》编制说明一、标准制定的必要性中性笔是目前国际上流行的一种新颖书写工具,中性笔(GEL INK PEN)是属于圆珠笔一类的书写工具。
利用球珠滚动带出书写介质(墨水或油墨)的书写工具统称为圆珠笔。
其书写介质为油性的称为圆珠笔;其书写介质为水性的称为水性圆珠笔(水性墨水笔)亦称滚珠笔、宝珠笔;其书写介质的粘度介于水性和油性之间的称为中性笔;因此,滚珠笔、中性笔均属于圆珠笔一类的书写工具。
从宏观上看,全行业以科学发展观,统领行业发展全局。
坚持走新型的工业化道路,依靠技术创新,突破环境瓶颈约束,大力推进行业结构,产品结构调整,在促进经济增长方式转变上有了突破。
借助于国外制笔产业继续向我国梯度转移的发展机遇,受国内外市场需求不断上升和出口持续增长的驱动,我国笔类产品的产销和出口创汇再创历史新高,在前几年持续、快速、大幅度增长的基础上又实现了两位数的增长。
通过制定中性笔的团体标准,提升整个行业产品质量水平,规范行业,引领整个产业健康有序地发展。
因此急需制定和出台团体标准。
二、项目背景(一)任务来源为了提升中性笔的服务水平,规范行业,引领整个产业健康有序地发展。
因此急需制定和出台团体标准。
本标准由XXXX有限公司提出,并列入了广东省市场协会的制定计划中。
(二)标准起草单位本标准的主要起草单位包括..............(三)标准研制过程团体标准《中性笔》的研制工作于2019年5月正式启动,确定了标准起草小组成员,组建了标准起草小组。
2019年5月中旬,起草小组组织召开了项目交流会议,在标准起草单位,各单位项目负责人、工作职责和标准编制计划达成共识,并宣布项目正式启动。
各成员单位广泛收集国内外相关文献资料,多次调研和反复讨论,明确了规范的主要目标、内容结构。
2019年6月下旬提出了标准框架,并根据标准的框架结构进行资料收集。
起草小组就标准的结构、内容进行多次沟通确认,并根据反馈意见修改得到标准初稿。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中性笔和笔芯1 范围1.1本标准规定了中性笔及笔芯的技术要求、试验方法、检验规则、标志、包装运输及贮存等。
1.2本标准适用于球珠的转动而进行书写的中性笔及笔芯作出规定。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 191-2000 包装储运图示标志GB/T 2828.1-2003 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 2829-2002 周期检验计数抽样程序及表(适用于对过程稳定性的检验) GB 6388-1986 运输包装收发货标志GB/T 6543-1986 瓦楞纸箱GB/T 12654-1990 书写纸JIS S6061-2005 啫喱墨水圆珠笔和笔芯3 术语和定义本标准所用的主要术语的含义如下:3.1笔芯可以在笔杆中装卸,具有书写功能的组件。
3.2笔头由球珠和有引水槽的球座构组成,书写时使球珠圆滑旋转。
3.3断线在作一根连续线条时,出现不连续不规则的间断的线条。
3.4麻点出现一条有一连串彼此有一定距离,不连接的点组成的线。
3.5单边出现方向性出墨深浅不均匀。
3.6紧笔书写时线路持续不出墨。
3.7淡线书写时线路颜色比正常线路颜色浅。
3.8积墨书写线路上有多余的墨点。
3.9出墨量书写单位长度的线条输送到书写表面上的墨水量。
3.10划线长度指笔芯必须达到的书写不断线、线条无明显变淡的最短书写长度。
3.11裂纹相邻两零件之间由于配合过紧所产生的筋状条纹,有破裂的迹象。
3.12耐温性指未经书写的笔或笔芯,经高温、常温、低温循环测试后,仍不发生漏墨的性能。
4 产品分类4.1根据油管尺寸经济型Ф<2.9mm;普通型Ф≥2.9mm。
4.2根据球珠直径分类如表1所示。
表14.3墨水种类原则上为普通色、荧光色、水粉色、金属色、珍珠色、闪亮色、闪亮荧光、闪亮珠光、可擦、混色十种。
4.4形状、尺寸笔、笔芯及零配件的标准形状及尺寸参阅图纸。
5试验条件5.1书写机器a)书写负荷:针管笔头50g,非针管笔头100g(0.3mm笔头50g);b)书写角度:65±5°c)书写速度:4.5m/min±0.5m/min、d)衬垫物:磨光的不锈钢钢板5.2复写性能试验设备复印机或传真机5.3试验环境条件试验场所的条件依据ISO 554:1976标准的要求,必须在(23±2)℃/(50±5)%RH 标准试验环境下进行。
6 要求中性笔及笔芯技术性能应符合表2规定:7 试验方法7.1 初写性能7.1.1试验器具与材料25g专用砝码符合ISO14145的定量规格为70g/㎡的书写纸。
7.1.2试验方法与步骤将25g专用砝码套在笔杆下部,使笔芯与标准书写纸面成60°±5°的倾斜角,以20~25mm/s的划线速度徒手划直线,100mm内出水正常,且出水后不断线、无明显变淡为合格。
7.2 间歇书写a.摘下中性笔芯笔帽,于环境条件下,水平放置24小时后,作7.1试验。
b.摘下中性笔芯笔帽于57±2℃,相对湿度50±5%的条件下水平放置6小时后,作7.1试验。
7.3 出墨量7.3.1试验器具与材料划圆书写仪符合ISO14145的定量规格为70g/㎡的书写纸。
电子天平7.3.2试验方法与步骤a.将没有书写过的笔芯,取下笔帽用天平称量重量G1。
b. 将上述笔芯装上划圆仪继续划线至第100m时取下,用棉花沾酒精将笔头擦净,用天平称量重量G2。
c. 出墨量D=G1-G2,出墨量达到表2规定为合格。
7.4 划线长度试验7.4.1试验器具与材料如下:划圆书写机符合ISO14145的定量规格为70g/㎡的书写纸。
7.4.2试验方法与步骤:a.调整划线机的划线速度为75mm/s,书写角度为65±5°,针管形夹具荷重为50g,半针管形、子弹头为100g。
b.将试笔夹在划线机上,并调整试笔轴线与70g/㎡书写纸纸面成正确书写的倾斜角。
c.开动划线机划线,书写长度达到表2规定为合格。
7.5干燥性在7.1.1规定的纸上连续手写5个直径约为2~3cm的螺旋状圆圈,放置表2规定的时间后,用相同性质的纸覆盖其上,用底面直径为50mm,质量400g的砝码压在纸上。
放置1分钟后,分开两纸,以复盖纸上无墨迹为合格。
7.6渗透性取6.4.3条款刚进行划线试验后的书写试验纸上,截取长约为5cm的试样,置于规定的试验条件下放置24小时,观察并检验试样书写纸背面,须符合表3规定为合格。
7.7复印性能采用5.2规定的复印机,取6.4.3条款刚进行划线试验后的书写试验纸上,截取长约为5cm的试样,并对试样进行复印,检查复印后线条是否符合表3规定。
7.8耐晒性7.8.1试验器具与材料波长2.537×102nm,灯管长900mm,灯管箱内径为22~23cm的30w紫外线灯。
符合ISO14145标准所规定的书写用纸。
7.8.2试验方法与步骤在7.4.3刚书写过的试验纸上,取20cm以上的一段线条作为试样,放置在无阳光直晒处2小时,然后放入30w的紫外线灯管箱内,达到表2规定时间后取出线条后检查,能辨认出线迹为合格。
7.9 耐水性在7.4.3刚书写过的试验纸上,取20cm以上的一段线条作为试样,放置在无阳光直晒处2小时,然后放入蒸馏水中,达到表2规定时间后取出线条后检查,能辨认出线迹为合格。
7.10耐擦拭性能7.10.1试验材料如下:不含A型杜罗硬度的45±5研磨剂的擦字橡皮7.10.2试验方法与步骤取6.4.3条款刚进行划线试验后的书写试验纸上,截取长约为5cm的试样,置于规定的试验条件下10分钟后并让其自然干燥,然后用规定的擦字橡皮将书写线条的一部分擦拭掉,然后检查被擦拭部分的纸面,符合表3规定为合格。
7.11 耐乙醇7.11.1试验溶液如下:乙醇溶液:50%水溶液(容量%)7.11.2试验方法与步骤:取6.4.3条款刚进行划线试验后的书写试验纸上,截取长约为5cm的试样,置于规定的试验条件下1小时后并让其自然干燥,然后置于规定的乙醇溶液内浸渍10分钟,取出后自然干燥,再检验试样的书写线条,符合表3规定为合格。
7.12耐盐酸7.12.1试验溶液如下:盐酸溶液:10%水溶液(容量%)7.12.2试验方法与步骤取6.4.3条款刚进行划线试验后的书写试验纸上,截取长约为5cm的试样,置于规定的试验条件下1小时后并让其自然干燥,然后置于规定的盐酸溶液内浸渍24小时,再置于蒸馏水或离子交换水溶液内浸渍10分钟,取出后自然干燥,再检验试样的书写线条,符合表3规定为合格。
7.13耐氨气7.13.1试验溶液如下:氨溶液:10%水溶液(容量%)7.13.2试验方法与步骤取6.4.3条款刚进行划线试验后的书写试验纸上,截取长约为5cm的试样,置于规定的试验条件下1小时后并让其自然干燥,然后置于规定的氨溶液内浸渍24小时,再置于蒸馏水或离子交换水溶液内浸渍10分钟,取出后自然干燥,再检验试样的书写线条,符合表3规定为合格。
7.14耐漂白7.14.1试验溶液如下:漂白溶液:新调制的3%氯胺T水溶液(容量%)7.14.2试验方法与步骤取6.4.3条款刚进行划线试验后的书写试验纸上,截取长约为5cm的试样,置于规定的试验条件下10分钟后并让其自然干燥,然后置于规定的漂白溶液内浸渍5分钟,再置于蒸馏水或离子交换水溶液内浸渍10分钟,取出后自然干燥,再检验试样的书写线条,符合表3规定为合格。
7.15耐温性能7.15.1试验设备烘箱、温度计。
7.15.2试验方法与步骤a.将试笔平放于常温4小时,然后放入57±2℃、50±5%RH烘箱中4小时,再取出常温放置4小时,接着再放入-20±2℃冰箱中4小时,完成1个循环。
b.然后紧接着再做第二个循环,仍先常温4小时,再高温57±2℃、50±5%RH 4小时,再常温4小时,低温4小时,常温4小时。
c.每个小阶段测试完毕后,观察漏墨情况。
累计漏墨率达到表4规定的为合格产品。
7.16 耐冲击性试验7.16.1试验器具:厚度为30mm的杉木板7.16.2 试验方法与步骤:a.在地上放置30mm的杉木板;b.将笔芯装上笔杆,从离地1m高度处向板面自由落下;c.检查试笔书写是否能出水正常,零部件是否开裂变形、脱落,符合表2规定为合格。
7.17 球珠固着度7.17.1测试仪器与器具台式低速大容量离心机7.17.2测试方法与步骤将未经书写的试笔在70g/m2书写纸上划线至正常出水,然后把试笔安装在有专用支架的离机中,使笔头向下(外)并悬空;开动离心机使其转速达到2500r/min时,持续30s,然后关机;停机后,取出试检查球珠是否脱落。
7.18笔、笔芯外观试验在200~250LX照度的白炽灯下进行目测。
8 检验规则8.1型式检验8.1.1出现下列情况之一时,必须进行型式检验.a.正常生产时,应有每年不少于两次的定期检验;b.当设计新产品、改进老产品设计及生产技术条件有较大改变时;c.停产三个月或三个月以上后,恢复生产时;d.国家质量监督机构提出进行型式检验的要求时;e.当供需双方对产品质量有异议时。
8.1.2 型式检验时,应从产品中随机抽取100个以上产品作为供验样本,并取其中20个产品作为检验样本按表1所列项目逐项检验;检验合格率按单项计算。
外观检验以综合计算合格率。
各检验项目中球珠固着度、零部件完整合格率必须达到100%;如出现不合格项目,可在供验样本中取样复测一次,并以复测结果为准。
划线长度和出墨量合格率必须达到90%,其它技术要求的合格率为95%;如出现不合格项目,可在供验样本中取样复测一次,检测结果按累计合格率判定。
8.2 出厂检验8.2.1 出厂检验按GB2828执行。
8.2.2出厂检验项目、不合格分类、抽样方案类型、检查水平、合格质量水平AQL按表6规定:表48.2.3批质量的判定批质量的判定按单项每百单位产品的不合格品数表示。
只有当产品同时达到A、B类规定的合格质量水平时,该检验批才能判为合格。
8.2.4检验后的处置A类不合格品,不得出厂,生产部门可对该产品整理后再次提交检验.经检验合格,可出厂。
但该批的初次检查仍作不合格论处。
B类不合格的批,生产部门可以进行返工处理后再次提交检验,经检验合格,方可出厂。
9 标志、包装、运输、贮存9.1 标志9.1.1中性笔或笔芯本体表示方法如下a.要有产品型号。