棉纺织厂设计管理及工艺管理知识分析计算
棉纺织厂设计管理及工艺管理知识分析计算

罗伟 纺织 042 班严治军 纺织 042 班A :J 19.4×J 19.4×260×260×119.5 3 万锭B :T/C 13×T/C 13×380×280×119.5 2 万锭规定: 1.所有纱规定所有自用。
2.2~3 个学生一组,互相协作。
其中: N tj :经纱号数 N tj =19.4tex N tw :纬纱号数 N tw =19.4texP j :经纱密度 P j =260 根/10cm P w :纬纱密度 P w =260 根/10cmW b :布幅 W b =119.5cm1.总经根数旳计算总经根数 M z =其中: m bj :边经根数 m bj =24 根b d :地经穿入数 b d =2 b b :边经穿入数 b b =4M z = × 119.5+24×(1-) =3119 根2.每米织物经、纬纱用纱量旳计算(1)每米织物经纱用纱量===69.225 g/m(2)每米织物纬纱用纱量===63.799 g/m3.捻度旳计算T t =×10 捻/m取:粗纱=65 细纱:经纱=380 纬纱=362(1) 粗纱捻度 T ==2.91 捻/10cm=29. 1 捻/m(2) 细纱经纱捻度 T ==86.27 捻/10cm=862.7 捻/m(3) 细纱纬纱捻度 T ==82. 19 捻/10cm= 821.9 捻/m4.细纱机理论生产量(1)细纱机理论生产量= 取: n s =19400r/min经纱=60 19.400 19.4109481000000=0.02382 kg/h · 锭60 19400 19.4纬纱= =0.02567 kg/h · 锭时间效率:经纱取 97% 纬纱取 96%(2)细纱机定额生产量经纱=0.02382×97%=0.0225 kg/h · 锭 纬纱=0.02567×96%=0.02464 kg/h · 锭5.细纱机配备台数总台数 A=30000408=73.5 台 取 74 台取:细纱机型为 FA506 型每米织物经纱用纱量 经纱台数 经纱定额生产量 每米织物纬纱用纱量 =纬纱台数 纬纱定额生产量69.225 经纱台数 0.02382=又:经纱台数+纬纱台数=74得;经纱配备台数=39 纬纱配备台数=356.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数× (1-筹画停台率)=0.0225×408×39× (1-3.5%) =345.49 kg/h即:63.799 纬纱台数 0.02567 10 87.9727 1000000粗纬经(2)纬纱产量=纬纱定额产量×每台锭数×台数× (1-筹画停台率)=0.02464×408×35× (1-3.5%) =339.54 kg/h(3)细纱机总产量=345.49+339.54=685.03 kg/h7.每小时织物旳经、纬纱用纱量织物总产量¨每米织物经纱用纱量经纱==685.03×69.225/1000=47.42kg/h织物总产量¨每米织物纬纱用纱量纬纱==685.03×63.799/1000=43.70 kg/h8.织机产量计算每小时织物经纱用纱量 345.49(1)每小时织物生产量== ×1000=4.991m/h(2)织机理论生产率=60 织机每分钟转数10Pw=60 30010260=6.92 m/h · 台(3)织机实际生产率=织机理论生产率×时间效率=6.92×0.9=6.228 m/h · 台(4) 织机总产量=织机定额台数×织机实际生产率织机定额台数=织物生产量织机实际生产率= 68.5.036228=109.99 台(5) 织机配备台数=织机定额台数1计划停台率=109.9912%=112.23 台修正:织机配备台数=113 台1.各工序定量旳选定是根据原料种类、性能和细纱特数工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱 络筒特数 380000 3600 3200 5 3700 3300 3300 500并合数 1 8 24 4 6 6 1 119.4T 19.4W 19.4T 19.4W10001000每米织物经纱用纱量 69.2252.牵伸计算本工序牵伸倍数=上工序半制品特数 本工序并合数本工序半制品特数梳棉牵伸=380000/3600=105.56预并牵伸=3600×8/3200=9条卷牵伸=3200×24/5=1.477精梳条牵伸=5×4/3700=56.216后并条头道牵伸=3700×6/3300=6.727后并条二道牵伸=3300×6/3300=6粗纱牵伸=3300/500=6.6细纱牵伸=500/19.4=25.7733.捻度计算 见 P4.前罗拉速度(1)粗纱机前罗拉转速 n = n 1000st 0其中: d 0 :前罗拉直径(mm ) n s :锭子转速(r/min) T t :捻度(捻/10cm )查表可得锭速 n 粗前=600r/min 细纱: n 经前= 14500 n 纬前= 1430011.37 600当 d 0=28 mm 时, n 前=10 2.91 =207r/min(2)细纱机前罗拉转速 n 前=n 1000s10T 几d(1s%)t 0其中: s%:捻缩率14500 1000经纱: n 前=10 86.27 3. 14 25 (12.61%)=219.85 r/min14300 1000纬纱: n 前= 10 82. 19 3. 14 25 (1 2.37%)=227.20 r/min(1)清棉机理论生产量=60几 dnNt1000000000=60 3.14 230 12 3800001000000000=197.594 kg/h · 台2前 10 T 几 d时间效率取 85%清棉机定额生产量=197.594×85%=167.955 kg/h · 台2.梳棉机理论生产量=60几 dnENt1000000000=60 3.14 706 20 1.37 36001000000000=13. 12 kg/h · 台时间效率取×90% 梳棉机定额生产量=13. 12×90%=11.808 kg/h · 台3.并条机理论生产量=60VENt1000000 其中: V :输出线速度 m/ min60 200 32001000000=38.4 kg/h · 眼时间效率取 80% 预并条定额生产量: 38.4×80%=30.72 kg/h · 眼4.条卷机理论生产量=60VNt1000000其中: V :输出线速度 m/ min60 60 52000 = =187.2 kg/h · 眼时间效率取 75% 条卷机定额生产量=187.2 ×75%=140.4 kg/h · 眼60l n a(1 c%)N5. 精梳机理论生产量= t100000000060 5.6 180 8 (1 15%) 52000==21.386 kg/h · 台时间效率取 87% 精梳机定额生产量=21.386 ×87%=18.606 kg/h · 台6.粗纱机理论生产量=60 n Nst10T1000t60 850 500= =0.559 kg/h · 锭时间效率取 80% 粗纱机定额生产量=0.559×80%=0.479 kg/h · 锭7.细纱机理论生产量 8.络筒机理论生产量 时间效率取 72% 见 P —PG L =60v Nt /1000000=60×575×19.4/1000000=0.6693 kg/h ·锭络筒机定额生产量=0.6693×72%=0.48 kg/h · 锭9.混并旳理论生产量=60v Nt /1000000=60×170×3300/1000000=33.66 kg/h · 眼时间效率取 80% 因此混并旳定额生产量=33.66×80%=26.928 kg/h · 眼10 4.5617 1000000100000000010000002 3工序清棉梳棉预并条条卷精梳后并条头道后并条二道粗纱细纱络筒消耗率(%) 134.2 124.8 124.3 123.6 103.8 102.4 102.4 101.9 100 99.9筹画停台数10 6 5 4 6 6 6 5 3.5 5某工序总产量=细纱总产量×某工序消耗率已求得经纬纱总用纱量为:经纱345.49 kg/h 纬纱339.54 kg/h细纱总产量:685.03 kg/h1.粗纱总产量= 685.03×101.9%=698.05 kg/h2.混并总产量= 685.03×102.4%=701.47 kg/h3.精梳总产量= 685.03×103.8%=711.06 kg/h4.条卷总产量= 685.03×123.6% =846.70 kg/h5.预并总产量= 685.03 × 124.3%=851.49 kg/h6.梳棉总产量= 685.03 × 124.8%=854.92 kg/h7.清棉总产量= 685.03 ×134.2%=919.31 kg/h8.络筒总产量T=345.49×99%=342.04 kg/hW=339.54×99%=336. 14 kg/h1.清棉总生产量每台定额生产量=919.31/167.955=5.47台总生产量2.梳棉=854.92/11.808=72.40 台3.预并条总生产量每眼定额生产量=851.49/30.72=27.72眼4.条卷机总生产量每台定额生产量=846.70/140.4=6.03台每台定额生产量5.精梳机总生产量每台定额生产量=711.06/18.606=38.22 台6.混并=总生产量每眼定额生产量=701.47/26.928=26.05 眼7.粗纱机总生产量每锭定额生产量=698.05/0.479=1457.3 锭8.络筒 T=342.04/0.48=712.58 锭W=336. 14/0.48=700.29 锭各工序计算机器台数=定额机台数1一计划停台率1.清棉机 n=5.47/(1- 10%)=6.08 台 取 7 台2.梳棉机 n=72.40/(1-6%)=77.02 台 取 78 台3.预并条 n=27.72/ (1-5%) =29. 18 眼 30 眼/15 台4.条卷机=6.03/ (1-4%) =6.28 台 取 7 台5.精梳机=38.22/ (1-6%) =40.66 台 取 41 台6.混并机=26.05/ (1-6%) =27.71 眼 取 28 眼/14 台7.粗纱机=1457.3/ (1-5%) =1534.0 锭 取 13 台(120 锭/台) FA4018.细纱机经纱: 39 纬纱: 359.络筒机 T=712.58/ (1-5%) =750.08 锭 取 8 台(100 锭/台)W=700.29/ (1-5%) =737. 15 锭 取 8 台(100 锭/台)1.每米织物经、纬纱用纱量 见 P —P2.织厂各生产工序旳产量计算(1)织机理论生产率 见 P(2)络筒机理论生产率=络筒线速度 60 纱线特数1000000=575 60 19.41000000=0.67kg/h · 锭1 23络筒机实际生产率=络筒机理论生产率×时间效率=0.67×70%=0.469 kg/h · 锭(3)整经机理论生产率=整经机速度 60每轴经纱根数 纱线特数1000000250 60 428 19.4==124.55 kg/h · 台整经机实际生产率=整经机理论生产率×时间效率=124.55×50%=62.275 kg/h · 台(4)浆纱机理论生产率=浆纱机线速度 织轴总经根数 纱线特数100000025 60 3119 19.4 = =90.76 kg/h · 台浆纱机实际生产率=浆纱机理论生产率×时间效率=90.76×70%=63.5 kg/h · 台(5)穿筘架生产率:穿筘旳定额普通取 1100 根/h· 台 (6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h· 台时间效率:阔幅棉布摆布侧各验一遍故为 15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h· 台 (7)折布机理论生产率=折布机线速度×60=54×60=3240 m/h· 台折布机际生产率=折布机理论生产率×时间效率=3240×40%=1296 m/h· 台 (8)中包机生产率:生产定额 12 包(7200 m ) / h · 台 3. 每小时织物旳经、纬纱用纱量 见 P2-34.织厂各生产工序机器配备台数(1)织机配备台数=844 台(2)经络筒机定额锭数=织物的经纱用纱量每锭实际生产率=47.42/0.35=135.49 锭纬络筒机定额锭数=织物的经纱用纱量每锭实际生产率=43.70/0.35=124.86 锭设筹画停台率为 5.5%经络筒机计算配备台数=经络筒机定额锭数/ (1-5.5%) =135.49/ (1-5.5%) =143.3 锭 取 2 台 纬络筒机计算配备台数=纬络筒机定额锭数/ (1-5.5%) =124.86/ (1-5.5%) =132. 1 锭 取 2 台10000001000000(3)整经机旳定额台数=织物的经纱用纱量每台实际生产率=135.49/62.275=2.18台设筹画停台率为4%整经机旳计算配备台数=整经机旳定额台数/ (1-4%) =2. 18/ (1-4%) =2.27 台取3 台织物的经纱用纱量(4)浆纱机旳定额台数= =135.49/63.5=2. 13 台设筹画停台率为7%浆纱机旳计算配备台数=浆纱机旳定额台数/ (1-7%) =2. 13/ (1-7%) =2.29 台取3 台(5)穿筘架旳计算配备台数=织轴上的总经数织物的(6)验布机旳定额台数=织物的生产量验布机的实际生产率=4991/162=30.81台取31台(7)折布机旳定额台数=织物的生产量折布机的实际生产率=4991/1296=3.85台取4台(8)中包机旳定额台数=织物的生产量中包机的实际生产率=4991/7200=0.69台取1台(9)卷纬机旳理论生产率=140×19.4×60/1000000=0. 163 kg/h ·锭卷纬机旳实际生产率=0. 163×0.8=0. 130 kg/h ·锭卷纬机旳定额锭数=织物经纱用量/卷纬机旳实际生产率=43.70/0. 130=336. 15 锭设筹画停台率为3.5%,则卷纬机配备锭数=336. 15/ (1-3.5%) =348.34 锭筹画配备台数=348.34/328=1.04 台其中::经纱号数Ntj=13tex :纬纱号数Ntw=13tex经纱密度Pj=380 根/10cm :纬纱密度Pw=280 根/10cm 布幅Wb=119.5 cm每台实际生产率1.总经根数旳计算总经根数 M z =j B10 + m bj (1 bd ) b其中: m bj :边经根数 m bj =48 根b d :地经穿入数 b d =2b b :边经穿入数 b b =4M z =10 + 48 (1 4) =4565 根 修正为 2 旳倍数,取 45662.每米织物经、纬纱用纱量旳计算(1)每米织物经纱用纱量总经根数 纱线特数 (1 +加放率)=100 (1 经纱缩率)(1 +伸长率)(1 经纱回潮率)4566 13 (1 + 0.9%)=1000 (1 8%)(1 + 1.2%)(1 0.3%)=64.52 g/m(2)每米织物纬纱用纱量纬密 布幅 纱线特数 (1 +加放率)=10 1000 (1 纬纱缩率)(1 纬纱回潮率)280 119.5 13 (1 + 0.9%)=10 1000 (1 7.5%)(1 0.6%)= 47.73 g/m3.捻度旳计算α t ×10 捻/m Nt取:粗纱α =65 细纱:经纱α =380 则其捻缩率=2.61%t t纬纱α =320 则其捻缩率=2%t65(1) 粗纱捻度 T 粗=720=2.42 捻/10cm=24.2 捻/mP W b380 119.5 2T t =380(2)细纱经纱捻度 T = =105.40 捻/10cm=1054 捻/m经13320(3)细纱纬纱捻度 T = =88.75 捻/10cm= 887.5 捻/m纬134.细纱机理论生产量60 n Nt(1)细纱机理论生产量=10 Tt 10s00 1000取: n s =15000r/min60 15000 13经纱= =0.011 kg/h · 锭60 15000 13 纬纱==0.013 kg/h · 锭时间效率:经纱取 95% 纬纱取 95%(2)细纱机定额生产量经纱=0.011×95%=0.010kg/h · 锭 纬纱=0.013×95%=0.0124 kg/h · 锭5.细纱机配备台数 总台数 A=20000408=49.02 台 停台率=3.5%则实际应配备台数=49.02/ (1-3.5%) =50.80 取 51 台每米织物经纱用纱量 经纱台数 经纱定额生产量 每米织物纬纱用纱量 =纬纱台数 纬纱定额生产量又:经纱台数+纬纱台数=51 得:经纱配备台数=31 台 纬纱配备台数=20 台6.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数× (1-筹画停台率)=0.010×408×31× (1-3.5%) =122.05 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数× (1-筹画停台率)=0.0124×408×20× (1-3.5%) =97.64 kg/h(3)细纱机总产量=122.05+97.64=219.69 kg/h7.每小时织物旳经、纬纱用纱量(1)每小时织物经纱用纱量=经纱产量=122.05 kg/h10 105.40 100000010 88.75 1000000(2)每小时织物纬纱用纱量=408×20× (1-3.5%) ×0.0124=97.64 kg/h8.织机产量计算(1)每小时理论生产率=每小时织物经纱用纱量每米织物经纱用纱量= 219..696452×1000=3405m/h(2)织机理论生产率=60 织机每分钟转数10Pw=60 40010280 =8.571m/h · 台(3)织机实际生产率=织机理论生产率×时间效率=8.571×86%=7.37 m/h · 台(4)织机旳实际产量=织机实际生产率×每小时织物用纱量/1000=7.37×(64.52+47.73)/1000=0.827kg/h. 台细纱总产量 122.05 97.64织机定额台数== =265.65 台(5)织机配备台数=织机定额台数1计划停台率=265.6512%=272 台1.各工序定量旳选定是根据原料种类、性能和细纱特数涤 棉 涤棉混纺FA142 FA201 FA141 FA201 FA302 FA401 FA502定量 460000 4100 450000 4772.4 4200 720 282.牵伸计算本工序牵伸倍数=上工序半制品特数 本工序并合数本工序半制品特数(1)梳棉牵伸 涤=460000/4100=112.2 棉=450000/4772.4=94.3(2)混一并牵伸=4100×4+4772.4×2/4200=6. 18(3)混二并牵伸=4200×6/4200=6(4)粗纱牵伸=4200/720=5.83(5)细纱牵伸=720/28=25.7织机实际产量 0.8273.捻度计算 见 P4.前罗拉速度n 1000(1)粗纱机前罗拉转速 n = s t 0其中: d 0 : 前罗拉直径(mm ) n s : 锭子转速(r/min)T t :捻度(捻/10cm )当 d 0=28 mm 时, n 前=80.0 10.001024231428=376 r/mi nn 1000n = s15000 1000经纱: n 前=10 105.40 3. 14 25 (12.61%)=186. 15 r/min15000 1000纬纱: n 前=10 88.75 3. 14 25 (12%)=219.70 r/min60几dnN 1.清棉机理论生产量= t100000000060 3. 14 230 13 460000T= =259. 1 kg/h · 台 60 3. 14 230 13 450000 C==253.5 kg/h · 台时间效率取 85% 清棉机定额生产量: T=259. 1×85%=220.3 kg/h · 台C=253.5×85%=215.5 kg/h · 台2.梳棉机理论生产量=60几dnENt10000060 3. 14 706 28 4100 1.37T= =20.9 kg/h · 台 60 3. 14 706 28 4772.4 1.37C==24.35 kg/h · 台时间效率取 90% 梳棉机定额生产量: T=20.9×90%=18.81 kg/h · 台C=24.35×90%=21.9 kg/h · 台1000000000100000000010000000001000000000前 10 T 几 d (1 s%)t 0(2)细纱机前罗拉转速 其中: s%:捻缩率 前 10 T 几 d143.并条机理论生产量=60VNt1000000其中: V :输出线速度 m/ min60 300 4200 = =75.6 kg/h · 眼时间效率取 80% 并条机定额生产量: 75.6×80%=60.5 kg/h · 眼60 n N 60 800 7204.粗纱机理论生产量= s t ==1.43kg/h · 锭t时间效率取 75% 粗纱机定额生产量=1.43×75%=1.07 kg/h · 锭5.细纱机理论生产量 见 P某工序总产量=细纱总产量×某工序消耗率已求得经纬纱总用纱量为:经纱 122.05 kg/h 纬纱 97.64 kg/h细纱总产量: 219.69 kg/h1.粗纱总产量= 219.69×101.9%=223.86kg/h2.并条总产量= 219.69×102.4%=224.96kg/h3.棉梳棉总产量= 219.69×37.9%=83.26 kg/h涤梳棉总产量=219.69×66.01%=145.02 kg/h4.棉清棉总产量=219.69×40.37%=88.69kg/h涤清棉总产量=219.69×66.63%=146.38 kg/h1.清棉机定额机台数=总生产量每台定额生产量T=146.38/220.3=0.66 台 C=88.69/215.5=0.4116 台2.梳棉机定额机台数=总生产量每台定额生产量T=145.02 /18.81=7.71 台 C=83.26/21.9=3.80 台工序 清棉 梳棉 混并 粗纱 细纱 消耗率(%) T66.63 C40.37 T66.01 C39.99 102.4 101.9 100 筹画停台率(%) 10 6 5 5 3.5 10 T 1000000 10 2.42 10000001000000143.并条机定额机器眼数=总生产量每眼定额生产量=224.96/60.5=3.72 眼4.粗纱机定额机锭数=总生产量每锭定额生产量=223.86/1.07=209.21 锭各工序计算机器台数=定额机台数1一计划停台率1.清棉机 T=0.66/ (1- 10%) =0.733 台C==0.4116/ (1- 10%) =0.457 台2.梳棉机 T=7.71/ (1-6%) =8.20C=3.79/ (1-6%) =4.043.并条机=3.72/ (1-5%) =3.92 眼4.粗纱机=209.21/ (1-5%) =220.22 锭5.细纱机 经纱: 31 台 纬纱: 20 台1.每米织物经、纬纱用纱量 见 P2.织厂各生产工序旳产量计算取 1 台取 1 台取 9 台取 5 台取 4 眼/2 台取 2 台/ (120 锭/台)(1)织机理论生产率 见 P(2)络筒机理论生产率=络筒线速度 60 纱线特数1000000=575 60 281000000=0.966 kg/h · 锭络筒机实际生产率=络筒机理论生产率×时间效率=0.966×70%=0.676 kg/h · 锭(3)整经机理论生产率=整经机速度 60 每轴经纱根数 纱线特数1000000350 60 500 28 = =294 kg/h · 台100000015 13整经机实际生产率=整经机理论生产率×时间效率=294×50%=147 kg/h· 台(4)浆纱机理论生产率=浆纱机线速度 60 织轴总经根数 纱线特数100000030 60 3994 28 = =201.3 kg/h · 台浆纱机实际生产率=浆纱机理论生产率×时间效率=201.3×70%=140.9 kg/h · 台(5)穿筘架生产率:穿筘旳定额普通取 1100 根/h· 台 (6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h· 台时间效率:阔幅棉布摆布侧各验一遍故为 15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h· 台 (7)折布机理论生产率=折布机线速度×60=80×60=4800 m/h· 台折布机际生产率=折布机理论生产率×时间效率=4800×40%=1920 m/h· 台 (8)中包机生产率:生产定额 12 包(7200 m/ h· 台) 3. 每小时织物旳经、纬纱用纱量 见 P4.织厂各生产工序机器配备台数(1)织机配备台数=272 台(2)络筒机定额锭数=织物的经纱用纱量每锭实际生产率=122.05/0.676=180.55 锭设筹画停台率为 5.5%络筒机计算配备台数=络筒机定额锭数/ (1-5.5%) =180.55/ (1-5.5%) =191.06 锭 取 2 台(3)整经机旳定额台数=织物的经纱用纱量每台实际生产率=122.05/147=0.83 台设筹画停台率为 4%整经机旳计算配备台数=整经机旳定额台数/ (1-4%) =0.865 台 取 1 台(4)浆纱机旳定额台数=织物的经纱用纱量每台实际生产率=122.05/140.9=0.86 台 设筹画停台率为 7%100000015浆纱机旳计算配备台数=浆纱机旳定额台数/ (1-7%) =0.93 台 取 1 台(5)穿筘架旳计算配备台数=织轴上的总经根数织物的生产量=4565 340511001300=10.87 台 取 11 台(6)验布机旳定额台数=织物的生产量验布机的实际生产率=3405/162=21.02 台 取 22 台织物的生产量(7)折布机旳定额台数=折布机的实际生产率 =3405/1920=1.77 台 取 2 台(8)中包机旳定额台数=织物的生产量中包机的实际生产率=3405/1200=2.84 台 取 3 台(9)络筒机旳定额台数=织物的纬纱用纱量每锭的实际生产率=97.64/0.676=144.44 锭设筹画停台率为 5.5%络筒机旳配备台数=定额台数/ (1-5.5%) =152.85 锭。
纺织厂设计知识点

纺织厂设计知识点一、纺织厂的布局设计纺织厂的布局设计是确保生产流程的高效运作和安全生产的重要环节。
合理的布局设计需要考虑以下几个方面:1. 厂房布局:纺织厂通常分为生产区、仓储区、办公区和设备维护区等不同区域。
各个区域应合理布置,以最小化生产流程中的物流、人流和信息流。
2. 生产线布置:生产线的布置应考虑生产工艺的要求和节省人力资源的目标。
通常会采用流水线式布局或者生产单元式布局。
3. 设备配置:合理配置设备可提高生产效率和产品质量。
需要根据不同工序的要求,选择适当的设备,并合理排列设备之间的距离。
4. 物料流动:物料流动路径应保持简洁明了,以减少物料运输和传递的时间和成本。
同时,应合理安排物料储存和保管设施,使其便于操作和管理。
5. 安全设施:纺织厂应设置适当的安全设施,如紧急停车按钮、报警系统、消防设备等,以确保生产过程中的安全。
二、纺织生产工艺流程纺织生产工艺流程通常包括纺纱、织造和印染三个主要环节。
以下是各环节的关键知识点:1. 纺纱工艺:纺纱是将纤维或纤维束转化成纺织线的过程。
常见的纺纱工艺包括纺纱预备、纺纱和整经。
2. 织造工艺:织造是通过纺织机将纱线交织成织物的过程。
织造工艺包括织造预备、织造和织后处理。
3. 印染工艺:印染是给织物上色或印上图案的工艺。
常见的印染工艺包括布料准备、染色和印花。
三、纺织厂的环境保护与节能措施纺织厂的环境保护与节能措施是符合可持续发展要求的重要内容。
以下是常见的环保与节能措施:1. 废水处理:纺织厂的废水通常含有染料、化学品等有害物质,需要进行适当的处理和排放控制,以保护环境和水资源。
2. 废气治理:纺织生产中常常产生固体颗粒物、有机物和异味等废气。
通过合理的通风设备和废气处理装置,可以有效减少废气的排放。
3. 能源利用:纺织厂可通过提高机械设备的能效、优化生产流程和采用可再生能源等方式,降低能源消耗并减少对环境的影响。
4. 垃圾处理:纺织厂应建立健全的废弃物分类、储存和处理制度,推行资源回收和再利用,减少对环境的负面影响。
纺织行业及综合管理知识分析
T = = T并2 n3
并3
e3
Ttex梳 n1n2 n3 e1e2 e3
T = × × ×1000×1000 M (1A%)
1W公
ቤተ መጻሕፍቲ ባይዱ
并3
L
1W实
n1n2 n3 e1e2 e3
(E)
主要工艺参数设计过程
三.将经过并条加工的棉条喂入细纱机,纺成细纱.
由于纺纱任务中规定的纺纱号数 和第三道并条工序输出棉条的号数
×
28 28
=2.0(倍)
(D=100 T ),也就是说:可以通过提高后区牵伸倍数使总牵
伸得到提高。
AS271型并条机工艺计算
(三)AS271型并条机第一罗拉输出线速度:
V 一 =N电 ×
28 60
×
17 38
× 一 1000
=910×
28 60
×
17 38
×
28 1000
=16.712 (米/分)
置在10圈那一挡上.第二、第三道并条输出卷绕时 应将卷绕圈数扳手放置在20圈那一挡上.
AS511A型细纱机工艺计算
(一)AS511A型细纱机基本技术参数 牵伸型式:四罗拉双区超大牵伸 前牵伸区:固定皮圈架式双短皮圈下压式上销,配上开口前区
短纤维
长纤维
1.026 1.7 1.038 0.0486E 66.96/C 0.0101242F
A D E
0.00090036 C
1.013 2.0 1.053 0.0479E 49.34/C 0.0101242F
A D E C
0.00090036
AS271型并条机工艺计算
(二)AS271型并条机牵伸计算(以短纤维为例)
棉纺织厂生产技术管理要点培训知识
路漫漫其修远兮, 吾将上下而求索
4、运转操作技术管理也是运转管理中一项重要工作。 因为纺织原料与纱线是通过设备运转生产,依靠广 大工人的科学操作,才能加工成棉纱和棉布。目前 在纺织生产中手工操作的比重还比较大,而产品质 量又有严格的要求,因此工人操作技术的熟练程度 和水平高低,对产品产、质量、原材料消耗和安全 生产都有直接影响。同时随着纺纱与织布的科技进 步,如老设备的技术改造和新设备的不断推广使用 ,各类新型化纤的使用和原料结构的变化,以及新 技术、新工艺的采用等等,工人操作技术水平必须 不断地提高与改进,才能适应现代纺织生产的要求 。
路漫漫其修远兮, 吾将上下而求索
同时还应看到目前纺织企业职工流动频繁队 伍不够稳定,尤其是从农村招来的新工人已 成为生产中的主要力量,他(她)们工龄短 ,基本功不够扎实,尤其是在生产发生变化 、生活难做时,不能沉着应对,手忙脚乱, 使操作缺乏章法,因此在运转管理如何抓住 操作管理的重要环节,尤其是要抓好对新工 人思想素质的提高和操作技术培训工作,是 当前企业一项十紧迫的任务。
路漫漫其修远兮, 吾将上下而求索
(2)严格工艺纪律与工艺变更的审批制度。 有了合理先进的工艺设计必须有严格的工艺 纪律来保证,才能发挥它应有的效果。同时 工艺设计也不是一成不变的,随着生产条件 的变化和生产过程中出现新情况(如质量波 动用户要求变化)工艺设计中某些参数需作 调正,为防止工艺变动调整时差错发生,必 须建立严格的工艺审批制度,由车间或部门 提出,按级进行审批。
路漫漫其修远兮, 吾将上下而求索
(三)、运转管理要点
1、运转管理的重要性。棉纺织生产是多工序多机台, 多品种和多工人日夜三班连续性大生产,当前又十 分强调多品种,小批量、快交货,对生产管理要求 更高,如何将这样复杂繁重的生产组织好管理好, 是企业生产中一个十分重要的课题。而搞好运转管 理是解决这一重要课题的必不可少的一项管理工作 。只有把广大运转一线员工的积极性调动起来,才 能把各项生产管理工作在班组落实。运转管理内容 很多,在棉纺织厂应重点做好,运转生产管理,交 接班和操作管理三项工作。
现代新建棉纺织工厂工艺设计实例分析
熟、高效、低耗、操作维修方便,具有较强的品种应变能力的
装备,广泛应用微电子技术,提高机械化、半自动化和自动化 水平。设备一览见表2[2]。
表2 工艺设备一览表
序号 1 2 3 4
5
6
7
8 9 10 11 12 13
设备名称 清梳联 梳棉机 清花设备 并条机
粗纱机
细纱机
络筒机
并纱机 倍捻机 整经机 浆纱机 剑杆织机 割绒机
型号 — JWF1211 — TMFD81 FA458A CMT1801 JWF1566 SAVIO GUO14A FA710 TDN120 JA126 ASGA362-D GA799 —
数量 1组 8台 1组 4台 1台 2台 10台 3台 1台 3台 16台 2台 1台 54台 1台
备注 一机两线
1 生产规模和产品方案
1.1 生产规模
环锭纱锭 12000锭,毛巾剑杆织机54台。
1.2 主要原材料
本项目所需原材料主要为棉花、浆料、包装材料等。棉花
年用量2750t;浆料年用量43t;包装材料年用量62t。
1.3 产品方案
产品方案见表1,设计年产普梳纯棉纱2500t,浴巾180万 条[1]。
表1 产品方案设计
序பைடு நூலகம் 一、
1 2
二、 1
2
产品方案 纺纱
32S×2普梳棉纱 21S普梳棉纱 合计 织布 71147浴巾
(156×82×366) 3060浴巾
(160×86×445) 合计
设计年产量 1500吨/年 1000吨/年 2500吨/年
90万条/年
90万条/年 180万条/年
建设规模 9000锭(售纱) 3000锭(自用纱) 环锭纺12000锭
棉纺工艺设计简易计算法
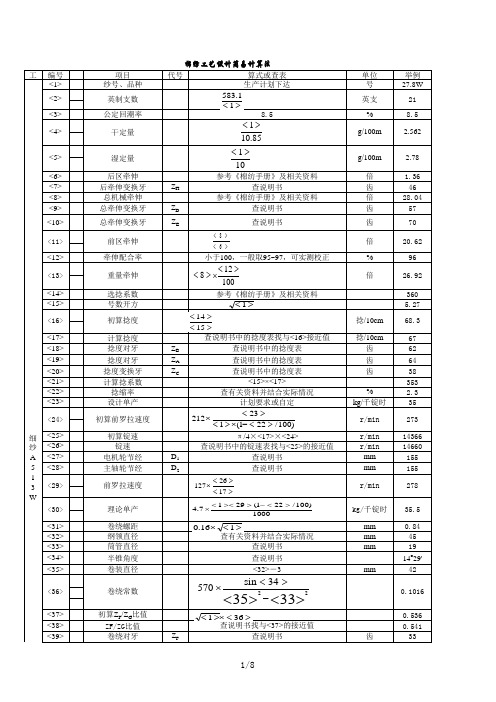
1.025(固定)
1.011(固定) 稍大于100,一般取100.2,可实测校正
mm mm Kg/双锭 Kg/双锭 Kg/双锭 r/min mm mm r/min Kg/台时 圈/10cm 圈/10cm 齿 齿 齿 齿
层/10cm 层/10cm
齿 齿
mm mm g/5m % g/5m
根 倍 倍 倍 齿 齿
4 13 若太大,应调整 12 10
一般取6.8 57 (1 58 )
100 108.5×<57>
参考《棉纺手册》及相关资料 查说明书中的有关表格 查说明书中的有关表格
参考《棉纺手册》及相关资料
<61>/<64> 接近100
<61>×<67>/100 有配棉提供此数据 4000 69 21 60
% g/5m
根 倍
齿 倍
齿
齿
倍
齿
倍
倍
倍
倍 %
r/min mm mm r/min mm
8.357 40 28 19 35 35 12 25 30 25 26 3 11 5 1617 200 180 1326 3.2
22.091 6.8
<94>
<95>
<96>
<97> <98> <99> <100>
<101>
<102>
<103> <104> <105>
<106>
<107>
<108>
<109> <110>
纺织工艺设计与计算
纺织工艺设计与计算目录模块一纺纱工艺设计与计算项目一纱线设计与计算任务一纤维纱线基础知识一、纺织纤维的分类二、纱线的分类任务二纱线的线密度一、纱线的粗细指标二、股线的粗细表征三、复丝粗细的表征任务三纱线的捻度一、加捻的目的和实质二、加捻的量度三、捻向四、纱线加捻对其结构*能的影响任务四纱线的强力与弹*一、纱线的强力二、纱线的弹*任务五纱线的结构特征与毛羽一、毛羽的形成二、纱线毛羽的形态与毛羽指标三、影响纱线毛羽的因素四、新型纱线的结构与毛羽项目二原料的*配与混合任务一原棉的*配一、配棉的目的二、原棉*配的依据三、配棉方法任务二化学纤维的*配一、纤维*配的目的二、化学短纤维的*配三、化学纤维*能的*配与工艺质量关系四、化学短纤维转移对*配的影响五、化学纤维*配应注意的问题任务三原料的混合一、混合方法二、混纺比的计算三、纤维包排列项目三纺纱工艺流程和主要设备的工艺参数确定任务一纺纱工艺流程的确定一、纺纱基本作用二、棉纺系统与工艺流程任务二纺纱各工序主要设备与纺纱流程*择一、纺纱各工序的作用与主要设备二、纺纱各类纱线的工艺流程三、纺纱设备的*择原则任务三纺纱各工序主要工艺原则及工艺设计一、开清棉工艺设计二、梳棉工艺三、清梳联工艺四、精梳准备工艺五、精梳工艺六、并条工艺七、粗纱工艺八、细纱机工艺九、后加工工艺十、结头规格项目四纺纱生产工艺设计与计算任务一纺纱工艺参数的*择与计算一、线密度、并合数、牵伸倍数的*择二、线密度、并合数、牵伸倍数三、捻系数的*择四、纺纱机器速度五、生产涤/棉(65/35)J13tex×2经线的工艺参数计算举例任务二纺纱生产设备的配台计算一、纺纱机器配备计算二、纱锭分配任务三纺纱生产管理及相关计算一、细纱总产量的确定二、用料量和制成率三、各工序生产供应的平衡四、纺纱总牵伸倍数的分配和半制品线密度的计算五、棉纺工场主要技术经济指标项目五纺部纱线的工艺设计与计算举例任务一纺纱工艺和设备配备计算实例一、产品方案及规模二、织物用纱量计算三、纺纱工艺流程(以J13×J13涤/棉纱为例)四、纺纱设备配备计算(以J13×J13涤/棉纱为例)五、纺纱设备配备数量模块二织造工艺设计与计算项目一织物结构参数设计与计算任务一织物种类与风格特征一、织物种类二、常见棉型织物的组织结构特征三、常见棉型织物的风格特征任务二织物几何结构一、织物*能概述二、织物几何结构三、织物的紧度与织物几何结构相的关系任务三织物密度与紧度的设计与计算一、织物密度与紧度的设计方法二、布边设计项目二织物规格设计与计算任务一织物技术设计计算一、经、纬纱线密度二、织物的幅宽与匹长三、经、纬纱织缩率四、浆纱墨印长度五、筘号与筘幅六、总经根数的计算七、织物断裂强度的计算任务二穿经工艺的计算一、开口机构的*择二、综、筘、经停片的*择与计算项目三织造生产工艺与设计计算任务一生产工艺流程与机器*择*、工艺*程的*择原则与依据二、典型织物的生产工艺流程三、织造工艺流程*择过程中考虑的因素四、织造设备的*择原则任务二织造卷装形式与计算一、织造卷装形式和参数二、织造各卷装的计算项目四织造机器参数*择与机器配备计算任务一织造设备工艺参数的确定与计算一、织造各工序设备速度、效率的确定与计算二、计划停台率的确定与计算任务二生产供应的平衡一、各车间生产供应平衡的办法二、织物生产量的计算与确定三、回潮率差异的调整四、各车间生产的供应平衡任务三织造设备配备计算一、织物重量与用纱量计算二、织造各机器定额计算和配备计算附录一白坯织物工艺与设备配备计算实例附录二色织物工艺与设备配备计算实例参考文献。
棉纺织厂设计管理及工艺管理知识分析计算
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载棉纺织厂设计管理及工艺管理知识分析计算地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容棉纺织厂设计工艺计算罗伟 纺织042班 0401021086严治军 纺织042班A :J 19.4×J 19.4×260×260×119.5 3万锭B :T/C 13×T/C 13×380×280×119.5 2万锭要求:1.所有纱要求全部自用。
2.2~3个学生一组,相互协作。
A :J 19.4×J 19.4×260×260×119.5 3万锭其中:N tj :经纱号数 N tj =19.4tex N tw :纬纱号数 N tw =19.4texP j :经纱密度 P j =260根/10cm P w :纬纱密度 P w =260根/10cmW b :布幅 W b =119.5cm(一)涤棉细布用纱量计算1.总经根数的计算总经根数M z =)1(10bd bj Bj b b m W P -⨯+⨯ 其中: m bj :边经根数 m bj =24根b d :地经穿入数 b d =2 b b :边经穿入数 b b =4M z =10260×119.5+24×(1-21)=3119根 2.每米织物经、纬纱用纱量的计算(1)每米织物经纱用纱量 =经纱回潮率)伸长率)(经纱缩率)((加放率)(纱线特数总经根数-+-⨯+⨯⨯1111001 =%)4.01%)(2.11%)(5.121(1000%)9.01(4.193119-+-⨯+⨯⨯=69.225 g/m (2)每米织物纬纱用纱量 =纬纱回潮率)纬纱缩率)((加放率)(纱线特数布幅纬密--⨯⨯+⨯⨯⨯111000101 =))(()(%7.01%41100010%9.014.195.119260--⨯⨯+⨯⨯⨯=63.799 g/m 3.捻度的计算T t =t tN α×10 捻/m取:粗纱t α=65 细纱:经纱t α=380 纬纱t α=362(1) 粗纱捻度T 粗=50065=2.91捻/10cm=29.1 捻/m(2) 细纱经纱捻度T 经=4.19380=86.27捻/10cm=862.7捻/m (3) 细纱纬纱捻度T 纬=4.19362=82.19捻/10cm= 821.9捻/m 4.细纱机理论生产量(1)细纱机理论生产量=10001000Tt 10Nt 60⨯⨯⨯⨯⨯s n 取: n s =19400r/min 经纱=10000008.94104.191940060⨯⨯⨯⨯=0.02382 kg/h·锭 纬纱=10000009727.87104.191940060⨯⨯⨯⨯=0.02567 kg/h·锭 时间效率:经纱取97% 纬纱取96%(2)细纱机定额生产量经纱=0.02382×97%=0.0225 kg/h·锭 纬纱=0.02567×96%=0.02464 kg/h·锭5.细纱机配备台数总台数A=40830000=73.5台 取74台 取:细纱机型为FA506型每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量纬纱台数经纱定额生产量经纱台数⨯⨯ 即:799.63225.69=02567.002382.0⨯⨯纬纱台数经纱台数 又:经纱台数+纬纱台数=74得;经纱配备台数=39 纬纱配备台数=356.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)=0.0225×408×39×(1-3.5%)=345.49 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)=0.02464×408×35×(1-3.5%)=339.54 kg/h(3)细纱机总产量=345.49+339.54=685.03 kg/h7.每小时织物的经、纬纱用纱量经纱=1000¨每米织物经纱用纱量织物总产量⨯=685.03×69.225/1000=47.42kg/h 纬纱=1000¨每米织物纬纱用纱量织物总产量⨯=685.03×63.799/1000=43.70 kg/h8.织机产量计算(1)每小时织物生产量=每米织物经纱用纱量每小时织物经纱用纱量=225.6949.345×1000=4.991m/h (2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=2601030060⨯⨯=6.92 m/h·台 (3)织机实际生产率=织机理论生产率×时间效率=6.92×0.9=6.228 m/h·台(4) 织机总产量=织机定额台数×织机实际生产率织机定额台数=织机实际生产率织物生产量=228.6685.03=109.99 台 (5) 织机配备台数=计划停台率织机定额台数-1=%2199.109-=112.23 台 修正:织机配备台数=113台(二)纺部工艺参数选择1.各工序定量的选定是根据原料种类、性能和细纱特数工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱 络筒特数 380000 3600 3200 52000 3700 3300 3300 500 19.4T 19.4W 19.4T 19.4W并合数 1 8 24 4 6 6 1 12.牵伸计算本工序牵伸倍数=本工序半制品特数本工序并合数上工序半制品特数⨯ 梳棉牵伸=380000/3600=105.56预并牵伸=3600×8/3200=9条卷牵伸=3200×24/52000=1.477精梳条牵伸=52000×4/3700=56.216后并条头道牵伸=3700×6/3300=6.727后并条二道牵伸=3300×6/3300=6粗纱牵伸=3300/500=6.6细纱牵伸=500/19.4=25.7733.捻度计算 见P 24.前罗拉速度(1)粗纱机前罗拉转速 n 前=0101000d T n t s π⨯⨯ 其中:d 0:前罗拉直径(mm ) n s :锭子转速(r/min) T t :捻度(捻/10cm )查表可得锭速 n 粗前=600r/min 细纱:n 经前=14500 n 纬前=14300当d 0=28 mm 时,n 前=91.21060037.11⨯⨯=207r/min(2)细纱机前罗拉转速 n 前=%)1(1010000s d T n t s -⨯⨯π 其中:s%:捻缩率 经纱:n 前=%)61.21(2514.327.8610100014500-⨯⨯⨯⨯⨯=219.85 r/min 纬纱:n 前=%)37.21(2514.319.8210100014300-⨯⨯⨯⨯⨯=227.20 r/min (三)纺部各工序产量计算(1)清棉机理论生产量=100000000060t dnN π=10000000003800001223014.360⨯⨯⨯⨯=197.594 kg/h·台 时间效率取85%清棉机定额生产量=197.594×85%=167.955 kg/h·台2.梳棉机理论生产量=100000000060t dnEN π=1000000000360037.12070614.360⨯⨯⨯⨯⨯=13.12 kg/h·台 时间效率取×90% 梳棉机定额生产量=13.12×90%=11.808 kg/h·台3.并条机理论生产量=100000060t VEN 其中:V :输出线速度m/ min 1000000320020060⨯⨯=38.4 kg/h·眼 时间效率取80% 预并条定额生产量:38.4×80%=30.72 kg/h·眼4.条卷机理论生产量=100000060t VN 其中:V :输出线速度m/ min =1000000520006060⨯⨯=187.2 kg/h·眼 时间效率取75% 条卷机定额生产量=187.2 ×75%=140.4 kg/h·眼 5. 精梳机理论生产量=1000000000%)1(60t N c a n l -⨯⨯ =100000000052000%)151(81806.560⨯-⨯⨯⨯⨯=21.386 kg/h·台 时间效率取 87% 精梳机定额生产量=21.386 ×87%=18.606 kg/h·台6.粗纱机理论生产量=10000001060⨯⨯⨯⨯t t s T N n =10000005617.41050085060⨯⨯⨯⨯=0.559 kg/h·锭 时间效率取80% 粗纱机定额生产量=0.559×80%=0.479 kg/h·锭7.细纱机理论生产量 见P 2—P 38.络筒机理论生产量 G L =60v Nt /1000000=60×575×19.4/1000000=0.6693 kg/h·锭时间效率取72% 络筒机定额生产量=0.6693×72%=0.48 kg/h·锭9.混并的理论生产量=60v Nt /1000000=60×170×3300/1000000=33.66 kg/h·眼时间效率取80% 所以混并的定额生产量=33.66×80%=26.928 kg/h·眼(四)纺部各工序总产量工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱 络筒消耗率(%)134.2 124.8 124.3 123.6 103.8 102.4 102.4 101.9 100 99.9计划停台数 10 6 5 4 6 6 6 5 3.5 5某工序总产量=细纱总产量×某工序消耗率已求得经纬纱总用纱量为:经纱 345.49 kg/h 纬纱 339.54 kg/h细纱总产量: 685.03 kg/h1.粗纱总产量= 685.03×101.9%=698.05 kg/h2.混并总产量= 685.03×102.4%=701.47 kg/h3.精梳总产量= 685.03×103.8%=711.06 kg/h4.条卷总产量= 685.03×123.6% =846.70 kg/h5.预并总产量= 685.03 ×124.3%=851.49 kg/h6.梳棉总产量= 685.03 ×124.8%=854.92 kg/h7.清棉总产量= 685.03 ×134.2%=919.31 kg/h8.络筒总产量 T=345.49×99%=342.04 kg/hW=339.54×99%=336.14 kg/h(五)纺部各工序定额机台数1.清棉 每台定额生产量总生产量=919.31/167.955=5.47台 2.梳棉 每台定额生产量总生产量=854.92/11.808=72.40台 3. 预并条每眼定额生产量总生产量=851.49/30.72=27.72眼 4.条卷机 每台定额生产量总生产量=846.70/140.4=6.03台 5.精梳机每台定额生产量总生产量=711.06/18.606=38.22台 6.混并=每眼定额生产量总生产量=701.47/26.928=26.05眼 7.粗纱机每锭定额生产量总生产量=698.05/0.479=1457.3锭8.络筒 T=342.04/0.48=712.58锭W=336.14/0.48=700.29锭(六)纺部计算机器台数各工序计算机器台数=计划停台率定额机台数-1 1.清棉机 n=5.47/(1-10%)=6.08台 取7台2.梳棉机 n=72.40/(1-6%)=77.02台 取78台3.预并条n=27.72/(1-5%)=29.18眼 30眼/15台4.条卷机=6.03/(1-4%)=6.28台 取7台5.精梳机=38.22/(1-6%)=40.66台 取41台6.混并机=26.05/(1-6%)=27.71眼 取28眼/14台7.粗纱机=1457.3/(1-5%)=1534.0锭 取13台(120锭/台) FA4018.细纱机经纱:39 纬纱:359.络筒机 T=712.58/(1-5%)=750.08锭 取8台(100锭/台)W=700.29/(1-5%)=737.15锭 取8台(100锭/台)(七)织厂机器配备计算1.每米织物经、纬纱用纱量 见P 1—P 22.织厂各生产工序的产量计算(1)织机理论生产率 见P 3(2)络筒机理论生产率=100000060纱线特数络筒线速度⨯⨯ =10000004.1960575⨯⨯=0.67kg/h·锭 络筒机实际生产率=络筒机理论生产率×时间效率=0.67×70%=0.469 kg/h·锭(3)整经机理论生产率=100000060纱线特数每轴经纱根数整经机速度⨯⨯ =10000004.1942860250⨯⨯⨯=124.55 kg/h·台 整经机实际生产率=整经机理论生产率×时间效率=124.55×50%=62.275 kg/h·台(4)浆纱机理论生产率=1000000纱线特数织轴总经根数浆纱机线速度⨯⨯ =10000004.1931196025⨯⨯⨯=90.76 kg/h·台 浆纱机实际生产率=浆纱机理论生产率×时间效率=90.76×70%=63.5 kg/h·台(5)穿筘架生产率:穿筘的定额一般取1100 根/h·台(6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h·台时间效率:阔幅棉布左右侧各验一遍故为15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h·台(7)折布机理论生产率=折布机线速度×60=54×60=3240 m/h·台折布机际生产率=折布机理论生产率×时间效率=3240×40%=1296 m/h·台(8)中包机生产率:生产定额 12包(7200 m )/ h·台3. 每小时织物的经、纬纱用纱量 见P2-34.织厂各生产工序机器配备台数(1)织机配备台数=844台(2)经络筒机定额锭数=每锭实际生产率织物的经纱用纱量=47.42/0.35=135.49 锭 纬络筒机定额锭数=每锭实际生产率织物的经纱用纱量=43.70/0.35=124.86 锭 设计划停台率为5.5%经络筒机计算配备台数=经络筒机定额锭数/(1-5.5%)=135.49/(1-5.5%)=143.3锭 取2台纬络筒机计算配备台数=纬络筒机定额锭数/(1-5.5%)=124.86/(1-5.5%)=132.1锭 取2台(3)整经机的定额台数=每台实际生产率织物的经纱用纱量=135.49/ 62.275=2.18台 设计划停台率为4%整经机的计算配备台数=整经机的定额台数/(1-4%)=2.18/(1-4%)=2.27台 取3台(4)浆纱机的定额台数=每台实际生产率织物的经纱用纱量=135.49/63.5=2.13台 设计划停台率为7%浆纱机的计算配备台数=浆纱机的定额台数/(1-7%)=2.13/(1-7%)=2.29台 取3台(5)穿筘架的计算配备台数=长度一只织轴绕纱可织布的每筘定额织物的生产量织轴上的总经根数⨯⨯ =7.3536110049913119⨯⨯⨯=11.01台 取12台 (6)验布机的定额台数=验布机的实际生产率织物的生产量= 4991 /162=30.81台 取31 台 (7)折布机的定额台数=折布机的实际生产率织物的生产量=4991/1296=3.85台 取4台 (8)中包机的定额台数=中包机的实际生产率织物的生产量=4991/7200=0.69台 取1台 (9)卷纬机的理论生产率=140×19.4×60/1000000=0.163 kg/h·锭卷纬机的实际生产率=0.163×0.8=0.130 kg/h·锭卷纬机的定额锭数=织物经纱用量/卷纬机的实际生产率=43.70/0.130=336.15锭设计划停台率为3.5%,则卷纬机配备锭数=336.15/(1-3.5%)=348.34锭计划配备台数=348.34/328=1.04台B :T/C 13×T/C 13×380×280×119.5 2万锭其中::经纱号数N tj =13tex :纬纱号数N tw =13tex经纱密度P j =380根/10cm :纬纱密度P w =280根/10cm 布幅W b =119.5 cm(一)纯棉布用纱量计算1.总经根数的计算总经根数M z =)1(10bd bj Bj b b m W P -⨯+⨯ 其中: m bj :边经根数 m bj =48根b d :地经穿入数 b d =2b b :边经穿入数 b b =4M z =)421(48105.119380-⨯+⨯=4565根 修正为2的倍数,取45662.每米织物经、纬纱用纱量的计算(1)每米织物经纱用纱量 =经纱回潮率)伸长率)(经纱缩率)((加放率)(纱线特数总经根数-+-⨯+⨯⨯1111001 =%)3.01%)(2.11%)(81(1000%)9.01(134566-+-⨯+⨯⨯=64.52 g/m (2)每米织物纬纱用纱量 =纬纱回潮率)纬纱缩率)((加放率)(纱线特数布幅纬密--⨯⨯+⨯⨯⨯111000101 =))(()(%6.01%5.71100010%9.01135.119280--⨯⨯+⨯⨯⨯= 47.73 g/m 3.捻度的计算T t =t tN α×10 捻/m取:粗纱t α=65 细纱:经纱t α=380 则其捻缩率=2.61%纬纱t α=320 则其捻缩率=2%(1) 粗纱捻度T 粗=72065=2.42捻/10cm=24.2捻/m(2)细纱经纱捻度T 经=13380=105.40捻/10cm=1054捻/m(3)细纱纬纱捻度T 纬=13320=88.75捻/10cm= 887.5捻/m4.细纱机理论生产量 (1)细纱机理论生产量=10001000Tt 10Nt 60⨯⨯⨯⨯⨯s n 取: n s =15000r/min 经纱=100000040.10510131500060⨯⨯⨯⨯=0.011 kg/h·锭 纬纱=100000075.8810131500060⨯⨯⨯⨯=0.013 kg/h·锭 时间效率:经纱取95% 纬纱取95%(2)细纱机定额生产量经纱=0.011×95%=0.010kg/h·锭 纬纱=0.013×95%=0.0124 kg/h·锭5.细纱机配备台数总台数A=40820000=49.02台 停台率=3.5% 则实际应配备台数=49.02/(1-3.5%)=50.80 取51台每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量纬纱台数经纱定额生产量经纱台数⨯⨯ 又:经纱台数+纬纱台数=51 得:经纱配备台数=31台 纬纱配备台数=20台6.细纱机产量(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)=0.010×408×31×(1-3.5%)=122.05 kg/h(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)=0.0124×408×20×(1-3.5%)=97.64 kg/h(3)细纱机总产量=122.05+97.64=219.69 kg/h7.每小时织物的经、纬纱用纱量(1)每小时织物经纱用纱量=经纱产量=122.05 kg/h(2)每小时织物纬纱用纱量=408×20×(1-3.5%)×0.0124=97.64 kg/h8.织机产量计算(1)每小时理论生产率=每米织物经纱用纱量每小时织物经纱用纱量=52.6469.219×1000=3405 m/h (2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=2801040060⨯⨯=8.571m/h·台 (3)织机实际生产率=织机理论生产率×时间效率=8.571×86%=7.37 m/h·台(4)织机的实际产量=织机实际生产率×每小时织物用纱量/1000=7.37×(64.52+47.73)/1000=0.827 kg/h.台织机定额台数=织机实际产量细纱总产量=827.064.9705.122+=265.65 台(5)织机配备台数=计划停台率织机定额台数-1=%2165.265-=272台 (二)纺部工艺参数选择1.各工序定量的选定是根据原料种类、性能和细纱特数涤 棉 涤棉混纺FA142 FA201 FA141 FA201 FA302 FA401 FA502定量 460000 4100 450000 4772.4 4200 720 282.牵伸计算本工序牵伸倍数=本工序半制品特数本工序并合数上工序半制品特数⨯ (1)梳棉牵伸 涤=460000/4100=112.2 棉=450000/4772.4=94.3(2)混一并牵伸=4100×4+4772.4×2/4200=6.18(3)混二并牵伸=4200×6/4200=6(4)粗纱牵伸=4200/720=5.83(5)细纱牵伸=720/28=25.73.捻度计算 见P 144.前罗拉速度(1)粗纱机前罗拉转速 n 前=0101000d T n t s π⨯⨯ 其中:d 0: 前罗拉直径(mm ) n s : 锭子转速(r/min)T t :捻度(捻/10cm )当d 0=28 mm 时,n 前=2814.342.2101000800⨯⨯⨯⨯=376 r/min (2)细纱机前罗拉转速 n 前=%)1(1010000s d T n t s -⨯⨯π 其中:s%:捻缩率 经纱:n 前=%)61.21(2514.340.10510100015000-⨯⨯⨯⨯⨯=186.15 r/min 纬纱:n 前=%)21(2514.375.8810100015000-⨯⨯⨯⨯⨯=219.70 r/min (三)纺部各工序产量计算1.清棉机理论生产量=100000000060t dnN π T=10000000004600001323014.360⨯⨯⨯⨯=259.1 kg/h·台C=10000000004500001323014.360⨯⨯⨯⨯=253.5 kg/h·台时间效率取85% 清棉机定额生产量:T=259.1×85%=220.3 kg/h·台C=253.5×85%=215.5 kg/h·台2.梳棉机理论生产量=100000000060t dnEN π T=100000000037.141002870614.360⨯⨯⨯⨯⨯=20.9 kg/h·台 C=100000000037.14.47722870614.360⨯⨯⨯⨯⨯=24.35 kg/h·台 时间效率取90% 梳棉机定额生产量:T=20.9×90%=18.81 kg/h·台C=24.35×90%=21.9 kg/h·台3.并条机理论生产量=100000060t VN 其中:V :输出线速度m/ min =1000000420030060⨯⨯=75.6 kg/h·眼 时间效率取80% 并条机定额生产量:75.6×80%=60.5 kg/h·眼4.粗纱机理论生产量=10000001060⨯⨯⨯⨯t t s T N n =100000042.21072080060⨯⨯⨯⨯=1.43kg/h·锭 时间效率取75% 粗纱机定额生产量=1.43×75%=1.07 kg/h·锭5.细纱机理论生产量 见P 14(四)纺部各工序总产量已求得经纬纱总用纱量为:经纱122.05 kg/h 纬纱97.64 kg/h细纱总产量:219.69 kg/h1.粗纱总产量= 219.69×101.9%=223.86kg/h2.并条总产量= 219.69×102.4%=224.96kg/h3.棉梳棉总产量= 219.69×37.9%=83.26 kg/h涤梳棉总产量=219.69×66.01%=145.02 kg/h4.棉清棉总产量=219.69×40.37%=88.69kg/h涤清棉总产量=219.69×66.63%=146.38 kg/h(五)纺部各工序定额机台数1.清棉机定额机台数=每台定额生产量总生产量 T=146.38/220.3=0.66 台 C=88.69/215.5=0.4116台2.梳棉机定额机台数=每台定额生产量总生产量 T=145.02 /18.81=7.71 台 C=83.26/21.9=3.80台3.并条机定额机器眼数=每眼定额生产量总生产量=224.96/60.5=3.72 眼 4.粗纱机定额机锭数=每锭定额生产量总生产量=223.86/1.07=209.21锭 (六)纺部计算机器台数各工序计算机器台数=计划停台率定额机台数-1 1.清棉机 T=0.66/(1-10%)=0.733台 取1台C==0.4116/(1-10%)=0.457台 取1台2.梳棉机 T=7.71/(1-6%)=8.20 取9台C=3.79/(1-6%)=4.04 取5台3.并条机=3.72/(1-5%)=3.92眼 取4眼/2台4.粗纱机=209.21/(1-5%)=220.22锭 取2台/(120锭/台)5.细纱机 经纱:31台 纬纱:20台(七)织厂机器配备计算1.每米织物经、纬纱用纱量 见P 132.织厂各生产工序的产量计算(1)织机理论生产率 见P 15(2)络筒机理论生产率=100000060纱线特数络筒线速度⨯⨯ =10000002860575⨯⨯=0.966 kg/h·锭 络筒机实际生产率=络筒机理论生产率×时间效率=0.966×70%=0.676 kg/h·锭(3)整经机理论生产率=100000060纱线特数每轴经纱根数整经机速度⨯⨯⨯ =10000002850060350⨯⨯⨯=294 kg/h·台 整经机实际生产率=整经机理论生产率×时间效率=294×50%=147 kg/h·台(4)浆纱机理论生产率=100000060纱线特数织轴总经根数浆纱机线速度⨯⨯⨯ =10000002839946030⨯⨯⨯=201.3 kg/h·台浆纱机实际生产率=浆纱机理论生产率×时间效率=201.3×70%=140.9 kg/h·台(5)穿筘架生产率:穿筘的定额一般取1100 根/h·台(6)验布机理论生产率=验布机线速度×60=18×60=1080 m/h·台时间效率:阔幅棉布左右侧各验一遍故为15%验布机实际生产率=验布机理论生产率×时间效率=1080×15%=162 m/h·台(7)折布机理论生产率=折布机线速度×60=80×60=4800 m/h·台折布机际生产率=折布机理论生产率×时间效率=4800×40%=1920 m/h·台(8)中包机生产率:生产定额 12包(7200 m/ h·台)3. 每小时织物的经、纬纱用纱量 见P 154.织厂各生产工序机器配备台数(1)织机配备台数=272台(2)络筒机定额锭数=每锭实际生产率织物的经纱用纱量=122.05/0.676=180.55锭 设计划停台率为5.5%络筒机计算配备台数=络筒机定额锭数/(1-5.5%)=180.55/(1-5.5%)=191.06锭 取2台(3)整经机的定额台数=每台实际生产率织物的经纱用纱量=122.05/147=0.83台 设计划停台率为4%整经机的计算配备台数=整经机的定额台数/(1-4%)=0.865台 取1台(4)浆纱机的定额台数=每台实际生产率织物的经纱用纱量=122.05/140.9=0.86台 设计划停台率为7% 浆纱机的计算配备台数=浆纱机的定额台数/(1-7%)=0.93台 取1台(5)穿筘架的计算配备台数=长度一只织轴绕纱可织布的每筘定额织物的生产量织轴上的总经根数⨯⨯ =1300110034054565⨯⨯=10.87台 取11台 (6)验布机的定额台数=验布机的实际生产率织物的生产量=3405/162=21.02台 取22台 (7)折布机的定额台数=折布机的实际生产率织物的生产量=3405/1920=1.77台 取2台 (8)中包机的定额台数=中包机的实际生产率织物的生产量=3405/1200=2.84台 取3台 (9)络筒机的定额台数=每锭的实际生产率织物的纬纱用纱量=97.64/0.676=144.44 锭 设计划停台率为5.5%络筒机的配备台数=定额台数/(1-5.5%)=152.85 锭请删除以下内容后使用本资料一、互联网的诞生1.互联网诞生的历程2.互联网与信息化社会二、知识经济的发展1.知识经济出现的时代背景2.知识经济的内涵及发展概况3.知识和信息对社会的影响三、工作和生活方式的革命四、面临的问题重点:信息化社会的主要内容及影响难点:知识经济的内涵【教学方法】由于本课的内容更加贴近于学生生活的实际,资料容易搜集,并且也很有趣味性,因此在教学前应该引导学生搜集网络发展的资料,以锻炼学生收集整理资料的能力,不断加深对历史和现实的理解。
纺织工业及基地管理知识分析规划
纺织工业及基地管理知识分析规划纺织工业是世界范围内居民日常生活用品和工业原料的主要产业之一。
而纺织基地的管理是纺织工业生产和发展的重要保障。
由于纺织工业涉及到产品多样化、工艺复杂化等问题,因此,纺织工业及基地管理涉及到各种知识和技能。
一、关于纺织工业的知识分析纺织工业的生产过程可以简单地分为三个阶段:原材料加工阶段、纺织加工阶段以及后整理阶段。
这个过程还包括了检验、质量控制、物流、销售以及管理等方面。
首先,原材料加工阶段包括了纤维、贡缎、毛织品、羽绒等的加工,这个阶段的主要目的就是将这些原材料加工成可进行纺织产品生产的原材料。
在此阶段,需要掌握纤维物理学、纤维化学、纤维特性、纤维加工工艺以及机器运行等知识。
其次,纺织加工阶段是将原材料进行加工,包括了线、织物、针织等的生产。
这个阶段需要掌握纺织机械学、纤维/线特性、纤维加工工艺、纺纱、织造、针织、染色、印花等知识。
同时,还需要了解产品开发、质量控制、加工效率等方面的知识。
最后,后整理阶段是将纺织产品印花、染色、整烫等处理,这个阶段需要掌握产品质量检验、整烫、染色、特色加工、印花、质量控制等方面的知识。
同时,还需要了解生产线排列、物流等知识。
二、关于纺织基地管理的知识分析纺织基地管理涉及到了市场分析、计划制定、生产管理、质量控制、库存管理、人员管理以及资金管理等方面的知识。
首先,市场分析是指对市场需求情况、竞争对手分析、消费者需求的研究。
通过市场分析,可以制定合适的销售策略,保持公司的市场地位。
与此同时,需要了解消费者的需求趋势以及相关产业市场发展趋势。
其次,计划制定是指根据市场需求情况和公司的生产能力制定合理的生产计划。
计划制定涉及到了原材料采购、生产线调度、质量控制等方面。
再次,生产管理是指对纺织工厂进行生产过程管理的一种方法。
生产管理涉及到了资源分配、生产流程规划、生产效率等方面。
对于纺织工业这样的产品,生产管理需要结合产品生命周期、生产技术和市场需求等方面进行管理。
纺织行业及工作管理知识分析法
纺织行业及工作管理知识分析法纺织行业是指以纺织品制造为主要经营活动的行业,包括纺纱、织造、印染、服装制造等环节。
在纺织行业中,工作管理是确保生产效率和产品质量的重要环节。
本文将介绍纺织行业工作管理的知识分析法。
一、目标管理目标管理是纺织行业工作管理的核心方法之一、在制定工作目标时,可以采用SMART原则,即目标应当具备以下特点:具体(Specific)、可衡量(Measurable)、可实现(Attainable)、相关(Relevant)、时限(Time-bound)。
例如,一个具体的目标可以是在一个月内提高产量10%,并且通过生产数据进行衡量和监控,以确保目标的实现。
二、流程管理流程管理是纺织行业工作管理的另一个重要方法。
通过分析和优化生产流程,可以提高生产效率和产品质量。
可以使用PDCA循环法(计划、实施、检查、改进)来管理流程,不断循环改进。
例如,在纺织品生产流程中,可以通过减少等待时间、提高设备利用率、优化员工分工等来提高效率。
三、绩效管理绩效管理是纺织行业工作管理的重要手段之一、通过设定关键绩效指标(KPIs),对员工的绩效进行监控和评估,并在必要时进行调整。
在制定绩效指标时,可以采用“平衡计分卡”(balanced scorecard)方法,包括财务、顾客、内部业务流程和学习与成长等维度,从而全面评估员工的绩效。
四、团队管理团队管理在纺织行业中也很重要。
有效的团队管理可以提高团队的凝聚力和合作性,从而提高生产效率和员工满意度。
可以采用团队建设、目标共享、有效沟通等方法来提高团队管理水平。
例如,可以通过定期团队会议、团队建设活动和奖励机制等方式来促进团队合作。
五、质量管理质量管理是纺织行业工作管理中不可或缺的一环。
通过建立严格的质量控制体系,可以提高产品的质量和稳定性。
可以采用ISO国际质量管理体系认证等方法来规范和监控质量管理工作。
例如,可以建立质量检验流程,制定质量标准,并培训员工进行质量控制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
棉纺织厂设计工艺计算
罗伟 纺织042班 0401021086
严治军 纺织042班
A :J 19.4×J 19.4×260×260×119.5 3万锭
B:T/C 13×T/C 13×380×280×119.5 2万锭
要求:1.所有纱要求全部自用。
2.2~3个学生一组,相互协作。
A :J 19.4×J 19.4×260×260×119.5 3万锭
其中:Nt j:经纱号数 N tj =19.4te x N t w:纬纱号数 N t w=19.4tex
P j :经纱密度 P j =260根/10cm P w :纬纱密度 P w =260根/10cm W b:布幅 W b=119.5cm
(一)涤棉细布用纱量计算
1.总经根数的计算
总经根数M z=
其中: mbj :边经根数 m bj=24根
bd:地经穿入数 b d=2 b b :边经穿入数 b b =4
M z=×119.5+24×(1-)=3119根
2.每米织物经、纬纱用纱量的计算
(1)每米织物经纱用纱量
=
==69.225 g/m
(2)每米织物纬纱用纱量
=
==63.799 g/m
3.捻度的计算
T t =×10 捻/m
取:粗纱=65 细纱:经纱=380 纬纱=362
(1) 粗纱捻度T 粗==2.91捻/10cm=29.1 捻/m
(2) 细纱经纱捻度T 经==86.27捻/10cm=862.7捻/m
(3) 细纱纬纱捻度T 纬==82.19捻/10cm = 821.9捻/m
4.细纱机理论生产量
(1)细纱机理论生产量= 取: ns=19400r/mi n 经纱=
1000000
8.94104.191940060⨯⨯⨯⨯=0.02382 k g/h·锭 纬纱=10000009727.87104.191940060⨯⨯⨯⨯=0.02567 kg/h·锭 时间效率:经纱取97% 纬纱取96%
(2)细纱机定额生产量
经纱=0.02382×97%=0.0225 kg /h·锭 纬纱=0.02567×96%=0.02464 k g/h·锭
5.细纱机配备台数
总台数A=408
30000=73.5台 取74台 取:细纱机型为F A506型
每米织物纬纱用纱量每米织物经纱用纱量=纬纱定额生产量
纬纱台数经纱定额生产量经纱台数⨯⨯ 即:799.63225.69=02567
.002382.0⨯⨯纬纱台数经纱台数 又:经纱台数+纬纱台数=74
得;经纱配备台数=39 纬纱配备台数=35
6.细纱机产量
(1)经纱产量=经纱定额产量×每台锭数×台数×(1-计划停台率)
=0.0225×408×39×(1-3.5%)=345.49 kg/h
(2)纬纱产量=纬纱定额产量×每台锭数×台数×(1-计划停台率)
=0.02464×408×35×(1-3.5%)=339.54 kg/h
(3)细纱机总产量=345.49+339.54=685.03 kg /h
7.每小时织物的经、纬纱用纱量 经纱=1000
¨每米织物经纱用纱量织物总产量⨯=685.03×69.225/1000=47.42kg/h 纬纱=
1000¨每米织物纬纱用纱量织物总产量⨯=685.03×63.799/1000=43.70 kg/h 8.织机产量计算
(1)每小时织物生产量=每米织物经纱用纱量每小时织物经纱用纱量=225
.6949.345×1000=4.991m/h (2)织机理论生产率=w P 1060⨯⨯织机每分钟转数=260
1030060⨯⨯=6.92 m/h·台 (3)织机实际生产率=织机理论生产率×时间效率=6.92×0.9=6.228 m /h·台
(4) 织机总产量=织机定额台数×织机实际生产率 织机定额台数=织机实际生产率织物生产量=228
.6685.03=109.99 台 (5) 织机配备台数=
计划停台率织机定额台数-1=%2199.109-=112.23 台 修正:织机配备台数=113台
(二)纺部工艺参数选择
1.各工序定量的选定是根据原料种类、性能和细纱特数
工序 清棉 梳棉 预并条 条卷 精梳 后并条头道 后并条二道 粗纱 细纱。