药芯焊丝牌号对照表
焊丝对照表
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。
母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流304 δ=6 A102 SMAW V 2G DC 70~100316L δ=10 A022 SMAW △ 2F DC 110316L Φ60×2 E316L-15 ER316L TIG/SMAW V 5G DC 60~90304L Φ114×6 A002 H00Cr21Ni10 TIG+SMAW V 5G DC 65~85附加:304(18Cr-8Ni) 最普通使用的钢种。
耐蚀性、耐热性、低温强度、机械性能良好。
深冲、折弯等常温加工性能良好。
热处理后不产生硬化。
304L(18Cr-8Ni-LowC)为低碳304钢。
耐蚀性在普通状态下与304相似。
但在焊接后或解除应力后抗晶间腐蚀性良好。
316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。
加工硬化性优秀。
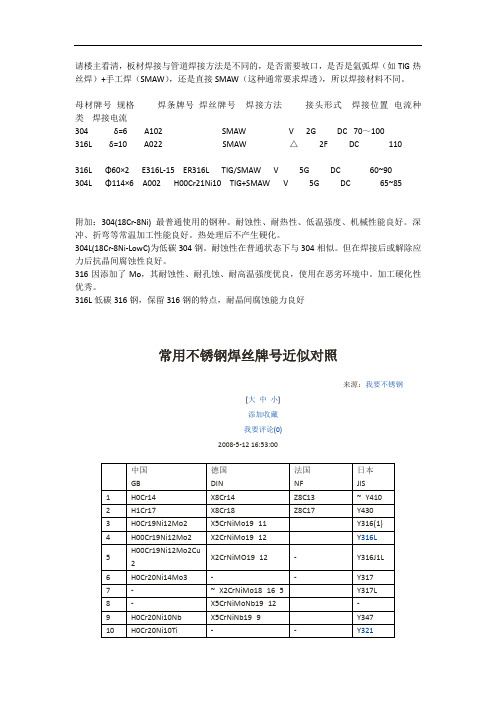
316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-常用不锈钢焊丝牌号近似对照来源:我要不锈钢[大中小]添加收藏我要评论(0)2008-5-12 16:53:00中国德国法国日本GB DIN NF JIS1H0Cr14X8Cr14Z8C13~ Y4102H1Cr17X8Cr18Z8C17Y4303H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1)4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L6H0Cr20Ni14Mo3--Y3177-~ X2CrNiMo18 16 5Y317L8-X5CrNiMoNb19 12-9H0Cr20Ni10Nb X5CrNiNb19 9Y34710H0Cr20Ni10Ti--Y32111H0Cr21Ni10X5CrNi19 9Y308(1)12H00Cr21Ni10X2CrNi19 9Y308L(1)13H1Cr24Ni13X12CrNi22 12Y30914-X2CrNi24 12Y309L15H1CrNi13Mo2--Y309Mo16H0Cr26Ni21X2CrNiNb24 12--17H1Cr26Ni21X12CrNi25 20Y31018-X40CrNi25 21--19-序号牌号型号序号牌号型号可以用型号和牌号来反映焊丝的主要性能特征及类别。
不锈钢药芯焊丝牌号和成分
不锈钢药芯焊丝牌号和成分
不锈钢药芯焊丝是一种用于焊接不锈钢材料的焊接材料。
不同的牌号和成分的不锈钢药芯焊丝具有不同的焊接性能和适用范围。
以下是一些常见的不锈钢药芯焊丝牌号和成分的示例:
1. 304型不锈钢药芯焊丝:
- 成分:18%铬、8%镍、余量为铁和其他元素。
2. 316型不锈钢药芯焊丝:
- 成分:16-18%铬、10-14%镍、2-3%钼、余量为铁和其他元素。
3. 308型不锈钢药芯焊丝:
- 成分:19%铬、9%镍、余量为铁和其他元素。
4. 309型不锈钢药芯焊丝:
- 成分:23%铬、13%镍、余量为铁和其他元素。
这些是一些常见的不锈钢药芯焊丝牌号和成分,实际使用中还有其他不锈钢材料的药芯焊丝。
具体选择适合的不锈钢药芯焊丝应考虑焊接材料的组成和要求,以及所需的焊接性能和持久性。
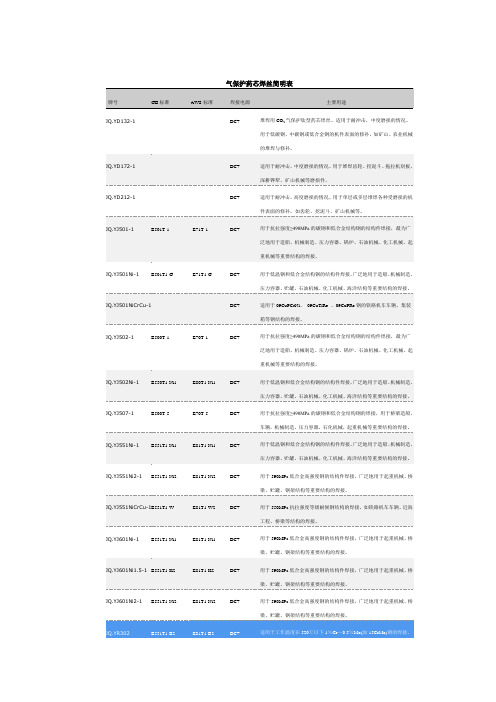
气保护药芯焊丝简明表
E551T1-Ni2
E81T1-Ni2
DC+
用于590MPa低合金高强度钢的结构件焊接,广泛地用于起重机械、桥梁、贮罐、钢架结构等重要结构的焊接。
JQ.YJ551NiCrCu-1
E551T1-W
E81T1-W2
DC+
用于550MPa抗拉强度等级耐候钢结构的焊接,如铁路机车车辆、近海工程、桥梁等结构的焊接。
JQ.YJ501Ni-1
E501T1-G
E71T1-G
DC+
用于低温钢和低合金结构钢的结构件焊接,广泛地用于造船、机械制造、压力容器、贮罐、石油机械、化工机械、海洋结构等重要结构的焊接。
JQ.YJ501NiCrCu-1
DC+
适用于09CuPCrNi、09CuTiRe、09CuPRe钢的铁路机车车辆、集装箱等钢结构的焊接。
JQ.YD212-1
DC+
适用于耐冲击,高度磨损的情况。用于单层或多层堆焊各种受磨损的机件表面的修补,如齿轮、挖泥斗、矿山机械等。
JQ.YJ501-1
E501T-1
E71T-1
DC+
用于抗拉强度≥490MPa的碳钢和低合金结构钢的结构件焊接,最为广泛地用于造船、机械制造、压力容器、锅炉、石油机械、化工机械、起重机械等重要结构的焊接。
JQ.YJ507-1
E500T-5
E70T-5
DC+
用于抗拉强度≥490MPa的碳钢和低合金结构钢的焊接,用于桥梁造船,车辆,机械制造,压力容器,石化机械,起重机械等重要结构的焊接。
JQ.YJ551Ni-1
E551T1-Ni1
E81T1-Ni1
DC+
焊丝型号分类、实药芯焊丝及焊丝的使用知识

焊丝型号分类、实药芯焊丝及焊丝的使用知识焊接生产中大量采用焊条电弧焊。
在工业发达国家,焊条的产量仍占焊材总产量的30%左右。
在我国,这一比例为80%~90%左右。
但从世界焊材发展的总趋势看,随着气体保护焊工艺的广泛应用和药芯焊丝不断崛起,手工焊条总的需求量会逐年下滑,今后的主要应用对象是修配及某些特殊场合。
在焊丝的生产上,埋弧焊焊丝在我国已经应用得非常广泛,埋弧焊用薄钢带也有应用。
近年来气体保护焊和药芯焊丝的应用得到很大发展,使焊丝在消耗焊材中所占的比例日益增加,成为一种重要的焊接材料。
焊丝的分类焊丝按其结构可分为实芯焊丝和药芯焊丝。
实芯焊丝多为冷拔钢丝;而药芯焊丝则是由薄钢带纵向折迭并加入药粉后,再行拉拔而成。
实芯焊丝使用的历史比较长,为目前主要使用的焊丝;药丝焊丝的使用比起实芯焊丝来晚了许多,但由于其具有一系列优点,在生产中应用得越来越多。
焊接用的焊丝按其保护方式又可分为两大类:一类是焊接时焊丝只起填充金属和导电的作用,施焊过程中要依靠焊剂保护或气体保护,如埋弧焊、CO2气体保护焊中使用的实芯焊丝和CO2 气体保护焊中使用的部分药芯焊丝;另一类焊丝在焊接过程中不需要外加气体或焊剂的保护,仅仅依靠焊丝自身的合金元素及高温时的反应来防止空气中氧、氮等气体的侵入,以及调整焊缝金属成分,这类焊丝称为自保护药芯焊丝,是一种很有发展前途的新型焊丝。
国内已开始生产,但使用尚不广泛。
实芯焊丝实芯焊丝的分类:实芯焊丝分气体保护焊用碳素钢、低合金钢焊丝(钢丝),熔化焊用钢丝,铜及铜合金焊丝,铝及铝合金焊丝,镍及镍合金焊丝等。
气体保护焊用焊丝(钢丝)主要包括二氧化碳气体保护焊、钨极气体保护焊和等离子弧焊的焊丝。
熔化焊用钢丝主鼕包括适用于埋弧焊和电渣焊、气焊等用途的冷拉钢丝。
为了防止焊丝生锈,保持焊丝的光洁,焊丝表面一般都镀有—层铜,这也是为什么焊丝表面颜色为黄红色的原因。
镀铜焊丝不影响焊丝的使用性能。
气体保护焊焊丝:(GB/T8110—1995) 本标准适用于碳素钢、低合金钢熔化极气体保护焊用的实芯焊丝,推荐用于钨极气体保护电弧焊和等离子弧焊的填充焊丝。
药芯焊丝牌对照表精选文档

药芯焊丝牌对照表精选文档TTMS system office room 【TTMS16H-TTMS2A-TTMS8Q8-药芯焊丝牌号对照表序号符合相当标准GB AWS JIS结构钢用药芯焊丝1GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR2GB/T 10045-2001 E501T-1A5.20 E71T-1Z3313 YFW-C50DR3GB/T 10045-2001 E500T-5A5.20 E70T-5Z3313 YFW-C503B4------------A5.29E81T1-Ni1Z3313 YFW-C603R5GB/T 10045-2001 E500T-1A5.20 E70T-1Z3313 YFW-C50DR6---------------------Z3313 YFL-C504R 7---------------------Z3320 YFA-50W8GB/T 17493-1998 E550T1-W A5.29E80T1-WZ3320 YFA-58W耐热钢用药芯焊丝9GB/T 17493-1998 E551T1-A1 A5.29E81T1-A1Z3318 YFM-C10GB/T 17493-1998 E551T1-B1A5.29E81T1-B1Z3318 YFCM-C11GB/T 17493-1998 E551T1-B2A5.29E81T1-B2Z3318 YF1CM-C 12--------------------------------13GB/T 17493-1998 E601T1-B3 A5.29E91T1-B3Z3318 YF2CM-C气保焊不锈钢药芯焊丝14GB/T 17853-1999 E308T1-1A5.22E308T-1Z3323YF308C15GB/T 17853-1999 E308LT1-1A5.22E308LT-1Z3323YF308LC16GB/T 17853-1999 E309T0-1A5.22E309T-1Z3323 YF309C17GB/T 17853-1999 E309LT0-1A5.22E309LT-1Z3323 YF309LC18GB/T 17493-1999 E309MoT0-1----------Z3323 YF309MoC19GB/T 17853-1999 E316T0-1A5.22E316T-1 Z3323 YF316C20GB/T 17853-1999 E316LT0-1A5.22E316LT-1 Z3323 YF316LC21GB/T 17853-1999 E347T1-1A5.22E347T-1Z3323 YF347C22GB/T 17853-1999 E410T0-1A5.22E410T-1Z3323 YF410C23GB/T 17853-1999 E430T0-1A5.22E430T-1Z3323 YF430C 不锈钢TIG焊用药芯焊丝24(相当)GB/T 17853-1999E308T1-5A5.22E308T-2Z3323 YF308C25GB/T 17853-1999 R308LT1-5A5.22E308LT-2Z3323 YF308LC26(相当)GB/T 17853-1999E309T1-5A5.22E309T-2Z3323 YF309C27GB/T 17853-1999 R309LT1-5A5.22E309LT-2Z3323 YF309LC 28----------------------Z3323 YF309MoC29(相当)GB/T 17853-1999E316T1-5A5.22E316T-2Z3323 YF316C30GB/T 17853-1999 R316LT1-5A5.22E316LT-2Z3323 YF316LC31GB/T 17853-1999 R347T1-5A5.22E347T-2Z3323 YF347C MAG焊用耐磨堆焊药芯焊丝32--------------------------------33--------------------------------34--------------------------------35--------------------------------36--------------------------------37--------------------------------埋弧焊用耐磨堆焊药芯焊丝38--------------------------------39--------------------------------40--------------------------------41--------------------------------42--------------------------------序号中国钢廉日本神户韩国现代1------------DW-100F------------2GL-YJ502(Q)DW-100SF-713GL-YJ507(Q)------------------------4GL-YJ602(Q)DW-60------------5------------MX-100SF-70MX 6GL-YJ502Ni(Q)------------------------7GL-YJ502CrNiCu(Q)DW-50W SF-70W8GL-YJ602CrNiCu(Q)DW-588SF-80W耐热钢用药芯焊丝9------------------------------------10------------------------------------11GL-YR302(Q)DW-1CMA------------12------------------------------------13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝14GL-YA102(Q)DW-308------------15GL-YA002(Q)DW-308L SW-308L Cored16GL-YA302(Q)DW-309------------17GL-YA062(Q)DW-309L SW-309L Cored18------------------------------------19GL-YA202(Q)DW-316------------20GL-YA022(Q)DW-316L SW-316L Cored21GL-YA132(Q)DW-347SW-347 Cored22------------DW-410Nb------------23------------DW-430Nb------------不锈钢TIG焊用药芯焊丝24------------------------------------气保护药芯焊丝使用说明:。
不锈钢药芯焊丝选用一览表

类别牌号特征用途112Cr18Ni9(302)E308HT 206Cr19Ni10(304)E308T 3022Cr19Ni10(304L)S308LT 407Cr19Ni10(304)S308HT506Cr23Ni13(309)E309LT、E309LNbT、E309LMoT 606Cr25Ni20药芯缺少对应型号;建议使用实心焊丝H0Cr26Ni21。
7015Cr20Ni18Mo6CuN(312)E309LNiMoT 806Cr18Ni11Ti(321)E347T 906Cr18Ni11Nb(347)E347T 1006Cr17Ni12Mo2(316)E316T 11022Cr17Ni12Mo2(316L)E316LT 1206Cr19Ni13Mo3(317)E317LT13022Cr19Ni13Mo3(317L)E317LT1406Cr17Ni12Mo2Ti(316Ti)E316LT1506Cr17Ni12Mo2Nb(316Nb)E316LT 1606Cr17Ni12Mo2N(316N)E316LT 17022Cr17Ni12Mo2Cu2(316LCu)E316LT18015Cr21Ni26Mo5Cu2(31782)19022Cr24Ni17Mo5Mn6NbN(345)20015Cr20Ni25Mo7CuN(38926)21022Cr23Ni5Mo3N(22053)E2209T 22022Cr25Ni7Mo4N(25073)E2553T 2303Cr25Ni6Mo3Cu2N(25554)E2553T 24022Cr25Ni7Mo4WCuN(27603)E2553T 25022Cr11Ti E410NiTiT 26008Cr30Mo2(130)E309LNiMoT序号不锈钢药芯焊丝选用一览表母材类别及牌号GBT4237不锈钢药芯缺少对应型号;建议使用实心焊丝H00Cr20Ni25Mo4Cu。
焊丝牌号型号对比
药芯焊丝的牌号及型号我国的不锈钢药芯焊丝牌号有新、旧两个类型。
旧类型是历史比较早的药芯焊丝厂家习惯使用的,其编制方法基本与手工焊条牌号相同,只是牌号前的字母不同(如“Y”)用以区别手工焊条;新类型是新发展起来的药芯焊丝厂家习惯使用的,其编制方法基本与国家标准GB/T17853-1999《不锈钢药芯焊丝》相同,只是牌号前用不同的字母表示不同的厂家。
国家标准GB/T17853-1999中规定了不锈钢药芯焊丝的型号分类、技术要求、试验方法及检验规则等。
该标准规定,所适用的不锈钢药芯焊丝熔敷金属中铬含量应大于10.50%,铁的含量应超过其他任何元素。
此外,标准还规定焊丝芯部所含非金属组分应不小于焊丝总重的5%。
GB/T17853-1999中规定的不锈钢药芯焊丝型号编制方法如下:第一位是字母“E”或字母“R”,“E”表示焊丝,“R”表示填充焊丝;后面用三位或四位数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,将其元素符号附加在数字后面,或者用“L”表示碳含量较低、“H”表示碳含量较高、“K”表示焊丝应用于低温环境;再后面用“T”表示药芯焊丝,之后用一位数字表示焊接位置,“0”表示焊丝适用于平焊位置或横焊位置焊接,“1”表示焊丝适用于全位置焊接;后接“-”,“-”后面用数字表示保护气体及焊接电流类型(见表1)。
表1 备型号不锈钢药芯焊丝的保护气体、电流类型及焊接方法注:FCAW为药芯焊丝电弧焊,GTAW为钨极惰性气体保护焊。
GB/T17853-1999根据熔敷金属化学成分划分的不锈钢药芯焊丝型号见表2。
表3 各型号不锈钢药芯焊丝的熔敷金属力学性能表4 各型号不锈钢药芯焊丝的主要用途国内外不锈钢药芯焊丝牌号、型号对照表见表5。
表5 国内外不锈钢药芯焊丝牌号、型号对照表。
CHT711等焊丝性能表
CHT711药芯焊丝符合:GB/T 10045 E501T-1相当:AWS A5.20 E71T-1 JIS Z313 YFW-C50DR说明:CHT711属CO2焊接用钛型药芯焊丝。
熔敷效率高,全位置焊接工艺性能佳,亦可立向下焊。
适用于船舶、压力容器、机械设备、桥梁等钢结构低钢碳钢和490MPa级高强钢的焊接。
CHW-S1符合:GB H08A相当:AWS EL12DIN S1BS S1说明:CHW-S1是镀铜碳素结构钢焊丝,配合相应焊剂进行埋弧自动焊,焊缝金属具有优良的力学性能。
用途:配合相应焊剂用于碳钢(如Q235、Q195)和强度级别较低的合金钢如09Mn2,16Mn,16MnCu等埋弧自动焊。
熔敷金属力学性能典型值焊缝射线探伤Ⅰ级焊丝规格(㎜)φ2.0~φ5.8 注意事项:请参照本说明书之“碳钢、低合金钢、耐热钢、低温钢埋弧焊丝”第三条“埋弧焊接注意事项”及以下说明:1.该焊丝由于含Mn较低,故不应选配CHF1××系列(氟碱型)的烧结焊剂及低锰熔炼焊剂。
2. 焊接前,清除焊接区的油污、铁锈、水份等杂质对获得更高性能是有利的。
CHW-S3(执行GB/T H10Mn2标准)符合:GB H10Mn2相当:AWS EH14JIS EH14DIN S4BS S4说明:CHW-S3是镀铜的H10Mn2埋弧焊丝,配合CHF150,CHF330,CHF350焊剂进行埋弧自动焊,焊缝金属具有优良的力学性能。
用途:用于较低强度的合金钢(如16Mn,14MnNb等)的埋弧自动焊,如锅炉、压力容器的等钢结构的焊接。
焊丝化学成分(%)注意事项:请参照本说明书之“碳钢、低合金钢、耐热钢、低温钢埋弧焊丝”第三条“埋弧焊接注意事项”及以下说明:1.由于焊丝M n含量较高,故不应选配CHF4××系列(高锰型)熔炼焊剂和CHF3××系列(硅钙型)烧结焊剂。
2.焊剂使用前烘焙1~1.5h,烘焙温度为:烧结剂350-400℃,熔炼焊剂200-250℃,焊丝使用前应是干燥,无油、锈状态。
焊丝牌号对照一览表(可编辑修改版).
中国 GB H08Mn2SiA H08Mn2Si H11Mn2SiA TH500-NQ-Ⅲ TH550-NQ-Ⅲ TH600-NQ-Ⅲ H13CrMoA
美国 AWS --
牌号 THT49-1
中国 GB ER49-1
THT-10MnSi ER50-G THT50-6
ER50-6 (TIG-J50) THT55-B2 ER55-B2
E62C-D2
--
THY-R407
THY-J70MX
E69C-K3
--
THY-R402
THY-J552Ni-1 E551T1-Ni1C E551T1-Ni1C THY-R407G
THY-J552Ni-2 E551T1-Ni2C E551T1-Ni2C THY-R502
THY-J607Ni E550T5-K1C --
H12Cr26Ni21Si
ER310
THT-312 THS-312
H15Cr30Ni9
ER312
THT-316 THS-316
H08Cr19Ni12Mo2Si ER316
H08Cr19Ni10Ti ER321
H12Cr13
ER410
H31Cr13
ER420
H10Cr17
ER430
H03Cr22Ni8Mo3N
THS-309Mo
ER309Mo
THT-309L H03Cr24Ni13Si
THS-309L
ER309L
THT-309LSi H03Cr24Ni13Si1
THS-309LSi
ER309LSi
THT-309LMo H03Cr24Ni13Mo2
THS-309LMo
ER309LMo
药芯焊丝牌号对照表
药芯焊丝牌号对照表字体大小:大 | 中 | 小 2009-04-17 16:13 - 阅读:812 - 评论:1药芯焊丝牌号对照表序 号符 合 GB结构钢用药芯焊丝相当标准 AWS JISZ3313 1 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C50DR Z3313 2 GB/T 10045-2001 E501T-1 A5.20 E71T-1 YFW-C50DR Z3313 3 GB/T 10045-2001 E500T-5 A5.20 E70T-5 YFW-C503B A5.29 4 -----------E81T1-Ni1 5 GB/T 10045-2001 E500T-1 A5.20 E70T-1 YFW-C603R Z3313 YFW-C50DR Z3313 YFL-C504R Z3320 YFA-50W Z33136 -----------7 ----------------------------A5.298 GB/T 17493-1998 E550T1-W E80T1-W 耐热钢用药芯焊丝 9 GB/T 17493-1998 E551T1-A1 A5.29 E81T1-A1 A5.29 E81T1-B1Z3320 YFA-58WZ3318 YFM-C10 GB/T 17493-1998 E551T1-B1Z3318 YFCM-C Z3318 YF1CM-C11 GB/T 17493-1998 E551T1-B2 A5.29E81T1-B2 12 -----------13 GB/T 17493-1998 E601T1-B3 气保焊不锈钢药芯焊丝 14 GB/T 17853-1999 E308T1-1 A5.22 E308T-1 A5.22 E308LT-1 Z3323 Z3323 YF308LC YF308C ---------A5.29 E91T1-B3 ---------Z3318 YF2CM-C15 GB/T 17853-1999 E308LT1-1 16 GB/T 17853-1999 E309T0-1 17 GB/T 17853-1999 E309LT0-1 GB/T 17493-1999 E309MoT0-1A5.22 E309T-1 Z3323 YF309C A5.22 E309LT-1 Z3323 YF309LC Z3323 YF309MoC18----------19 GB/T 17853-1999 E316T0-1 20 GB/T 17853-1999 E316LT0-1 21 GB/T 17853-1999 E347T1-1 22 GB/T 17853-1999 E410T0-1 23 GB/T 17853-1999 E430T0-1 不锈钢 TIG 焊用药芯焊丝 24 (相当)GB/T 17853-1999 E308T1-5A5.22 E316T-1 Z3323 YF316C A5.22 E316LT-1 Z3323 YF316LCA5.22 E347T-1 Z3323 YF347C A5.22 E410T-1 Z3323 YF410C A5.22 E430T-1 Z3323 YF430CA5.22 E308T-2 Z3323 YF308C A5.22 E308LT-225 GB/T 17853-1999 R308LT1-5 (相当)GB/T 17853-1999 E309T1-5Z3323 YF308LC26A5.22 E309T-2 Z3323 YF309C A5.22 E309LT-227 GB/T 17853-1999 R309LT1-5Z3323 YF309LC Z3323 YF309MoC28 -----------(相当)GB/T 17853-1999 29 E316T1-5 30 GB/T 17853-1999 R316LT1-5 31 GB/T 17853-1999 R347T1-5 MAG 焊用耐磨堆焊药芯焊丝----------A5.22 E316T-2 Z3323 YF316CA5.22 E316LT-2Z3323 YF316LCA5.22 E347T-2 Z3323 YF347C32 -----------33 -----------34 -----------35 -----------36 -----------37 -----------埋弧焊用耐磨堆焊药芯焊丝 38 -----------39 -----------40 -----------41 -----------42 ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------序中国钢廉 日本神户 韩国现代号1 -----------2 GL-YJ502(Q) 3 GL-YJ507(Q) 4 GL-YJ602(Q) 5 -----------6 GL-YJ502Ni(Q) DW-100F DW-100 -----------DW-60 MX-100 ----------------------SF-71 ----------------------SF-70MX -----------SF-70W SF-80W7 GL-YJ502CrNiCu(Q) DW-50W 8 GL-YJ602CrNiCu(Q) DW-588 耐热钢用药芯焊丝 9 -----------10 ---------------------------------------------------------11 GL-YR302(Q) 12 -----------13 GL-YR402(Q) 气保焊不锈钢药芯焊丝 14 GL-YA102(Q) 15 GL-YA002(Q) 16 GL-YA302(Q) 17 GL-YA062(Q) 18 -----------19 GL-YA202(Q) 20 GL-YA022(Q) 21 GL-YA132(Q) 22 -----------23 ------------DW-1CMA -----------DW-2CMA----------------------------------DW-308 DW-308L DW-309 DW-309L -----------DW-316 DW-316L DW-347 DW-410Nb DW-430Nb-----------SW-308L Cored -----------SW-309L Cored ----------------------SW-316L Cored SW-347 Cored -----------------------不锈钢 TIG 焊用药芯焊丝 24 -----------25 -----------26 -----------27 -----------28 -----------29 ------------------------------------------------------------------------------------------------------------------------------------------------30 -----------31 ---------------------------------------------------------------------MAG 焊用耐磨堆焊药芯焊丝 32 -----------33 GL-YD350(Q) 34 GL-YD450(Q) 35 -----------36 -----------37 -----------DWH-250 DWH-350 DWH-450 DWH-600 DWH-800 ------------------------------------------------------------------------------埋弧焊用耐磨堆焊药芯焊丝 38 -----------39 -----------40 -----------41 -----------42 -----------G-50/USH-250N G-50/USH-350N G-50/USH-450N G-50/USH-500N ---------------------------------------------MF-30/USH-600N ------------气保护药芯焊丝简明表牌号 GB 标准 AWS 标准 焊接电源 主要用途JQ.YD132-1DC+堆焊用 CO2 气保护钛型药芯焊丝。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
药芯焊丝牌号对照表 Pleasure Group Office【T985AB-B866SYT-B182C-BS682T-STT18】
药芯焊丝牌号对照表
序号符合相当标准GB AWS JIS
结构钢用药芯焊丝
1GB/T 10045-2001 E500T-1 E70T-1Z3313 YFW-C50DR 2GB/T 10045-2001 E501T-1 E71T-1 Z3313 YFW-C50DR 3GB/T 10045-2001 E500T-5 E70T-5Z3313 YFW-C503B 4------------ E81T1-Ni1 Z3313 YFW-C603R 5GB/T 10045-2001 E500T-1 E70T-1Z3313 YFW-C50DR
6---------------------Z3313 YFL-C504R
7---------------------Z3320 YFA-50W
8GB/T 17493-1998 E550T1-W E80T1-W Z3320 YFA-58W
耐热钢用药芯焊丝
9GB/T 17493-1998 E551T1-A1 E81T1-A1Z3318 YFM-C
10GB/T 17493-1998 E551T1-B1 E81T1-B1Z3318 YFCM-C
11GB/T 17493-1998 E551T1-B2 E81T1-B2 Z3318 YF1CM-C 12--------------------------------
13GB/T 17493-1998 E601T1-B3 E91T1-B3Z3318 YF2CM-C
气保焊不锈钢药芯焊丝
14GB/T 17853-1999 E308T1-1E308T-1Z3323YF308C 15GB/T 17853-1999 E308LT1-1E308LT-1 Z3323YF308LC 16GB/T 17853-1999 E309T0-1 E309T-1Z3323 YF309C
17GB/T 17853-1999 E309LT0-1 E309LT-1Z3323 YF309LC
18GB/T 17493-1999 E309MoT0-
1
----------Z3323 YF309MoC
19GB/T 17853-1999 E316T0-1 E316T-1 Z3323 YF316C 20GB/T 17853-1999 E316LT0-1 E316LT-1 Z3323 YF316LC 21GB/T 17853-1999 E347T1-1 E347T-1Z3323 YF347C 22GB/T 17853-1999 E410T0-1 E410T-1Z3323 YF410C 23GB/T 17853-1999 E430T0-1 E430T-1Z3323 YF430C 不锈钢TIG焊用药芯焊丝
24(相当)GB/T 17853-1999
E308T1-5
E308T-2Z3323 YF308C
25GB/T 17853-1999 R308LT1-5 E308LT-2Z3323 YF308LC
26(相当)GB/T 17853-1999
E309T1-5
E309T-2Z3323 YF309C
27GB/T 17853-1999 R309LT1-5 E309LT-2Z3323 YF309LC 28----------------------Z3323 YF309MoC
29(相当)GB/T 17853-1999
E316T1-5
E316T-2Z3323 YF316C
30GB/T 17853-1999 R316LT1-5 E316LT-2Z3323 YF316LC 31GB/T 17853-1999 R347T1-5 E347T-2Z3323 YF347C MAG焊用耐磨堆焊药芯焊丝
32--------------------------------
33--------------------------------
34--------------------------------
35--------------------------------
36--------------------------------
37--------------------------------
埋弧焊用耐磨堆焊药芯焊丝
38--------------------------------
39--------------------------------
40--------------------------------
41--------------------------------
42--------------------------------
序
号
中国钢廉日本神户韩国现代
1------------DW-100F------------
2GL-YJ502(Q)DW-100SF-71
3GL-YJ507(Q)------------------------
4GL-YJ602(Q)DW-60------------
5------------MX-100SF-70MX
6GL-YJ502Ni(Q)------------------------
7GL-YJ502CrNiCu(Q)DW-50W SF-70W
8GL-YJ602CrNiCu(Q)DW-588SF-80W
耐热钢用药芯焊丝
9------------------------------------
10------------------------------------
11GL-YR302(Q)DW-1CMA------------
12------------------------------------
13GL-YR402(Q)DW-2CMA------------气保焊不锈钢药芯焊丝
14GL-YA102(Q)DW-308------------
15GL-YA002(Q)DW-308L SW-308L Cored
16GL-YA302(Q)DW-309------------
17GL-YA062(Q)DW-309L SW-309L Cored
18------------------------------------19GL-YA202(Q)DW-316------------
20GL-YA022(Q)DW-316L SW-316L Cored
21GL-YA132(Q)DW-347SW-347 Cored
22------------DW-410Nb------------
23------------DW-430Nb------------
不锈钢TIG焊用药芯焊丝
24------------------------------------
25------------------------------------
26------------------------------------
27------------------------------------
28------------------------------------
29------------------------------------
30------------------------------------
31------------------------------------------------MAG焊用耐磨堆焊药芯焊丝
32------------DWH-250------------
33GL-YD350(Q)DWH-350------------
34GL-YD450(Q)DWH-450------------
35------------DWH-600------------
气保护药芯焊丝使用说明:。