医药瓶塑料塞验收标准
固体药用聚烯烃塑料瓶质量标准及检验规程
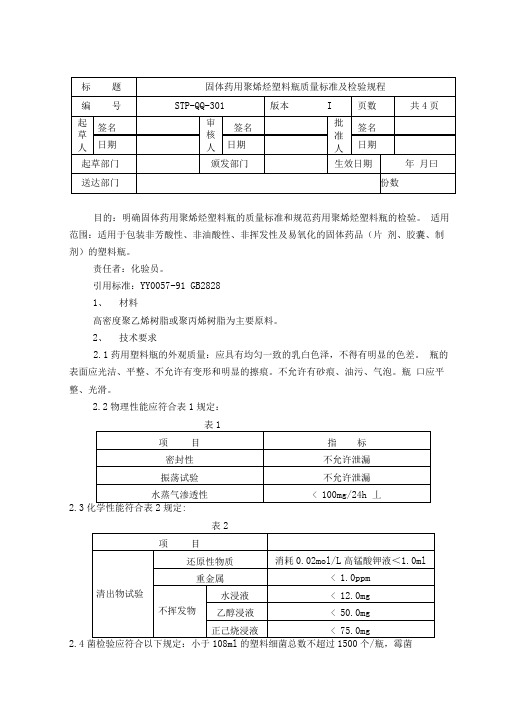
目的:明确固体药用聚烯烃塑料瓶的质量标准和规范药用聚烯烃塑料瓶的检验。
适用范围:适用于包装非芳酸性、非油酸性、非挥发性及易氧化的固体药品(片剂、胶囊、制剂)的塑料瓶。
责任者:化验员。
引用标准:YY0057-91 GB28281、材料高密度聚乙烯树脂或聚丙烯树脂为主要原料。
2、技术要求2.1药用塑料瓶的外观质量:应具有均匀一致的乳白色泽,不得有明显的色差。
瓶的表面应光洁、平整、不允许有变形和明显的擦痕。
不允许有砂痕、油污、气泡。
瓶口应平整、光滑。
2.2物理性能应符合表1规定:表12.3化学性能符合表2规定:表22.4菌检验应符合以下规定:小于108ml的塑料细菌总数不超过1500个/瓶,霉菌总数不得超过150个/瓶;100ml至250ml的塑料瓶细菌总数不超过3000个/瓶,霉菌总数不得超过300个/瓶;大于250ml的塑料瓶细菌总数不得超过3500个/瓶,霉菌总数不得超过350个/瓶。
所有规定的塑料瓶大肠肝菌均不得检出。
2.5异常毒性:无异常毒性3、试验方法3.1外观在自然光线明亮处目测检验。
3.2密封性试验每个瓶装进一定量的玻璃球,紧盖后(带有螺旋盖的试瓶用测力扳手将瓶与盖旋紧,扭力见表3)置于带有抽气装置的容器内,用水浸没,抽真空到26.67kpa维持2min, 瓶内不得有进水或冒泡现象。
表33.3振荡试验每个瓶装入酸性水为标示剂、紧盖后(带有螺旋盖的试瓶用测力扳手将盖与瓶旋紧,扭力见表3)用溴酚蓝试纸(将滤纸浸入稀释5倍的溴酚蓝试液,浸透后取出干燥)紧包瓶的颈部,置振荡器(振荡器频率每分钟200次土5%振荡30min后,溴酚蓝试纸不变色为合格。
3.4水蒸气渗透量试验每个试瓶用绸布擦净,将瓶盖连续开、关30次后,在试瓶内加入无水氯化钙干燥剂(除去过4目筛过细粉,置110C干燥1h),20ml或20ml以上的试瓶,加干燥剂量为13mm 高,小于20ml的试瓶,加入干燥剂量为容积2/3 ;如试瓶高度超过63mm加入干燥剂量为50mm高,立即将盖盖紧。
胶塞类检验标准
3 产品混装 不同产品混装在一起。
4
包装材料不胶袋外箱、吸塑盘的规格尺寸不合要求,或未按规范 符 包装。
5 包装材损料破包装材料破损,难以对货物起到保护作用。
6.2现品票要求
1、 产品包装为胶袋包装,现品票粘在胶袋表面正中的位置;
2、 产品包装为纸箱包装, 现品票应粘在纸箱的右上角。
现品票参考格式:
胶塞类检验标准
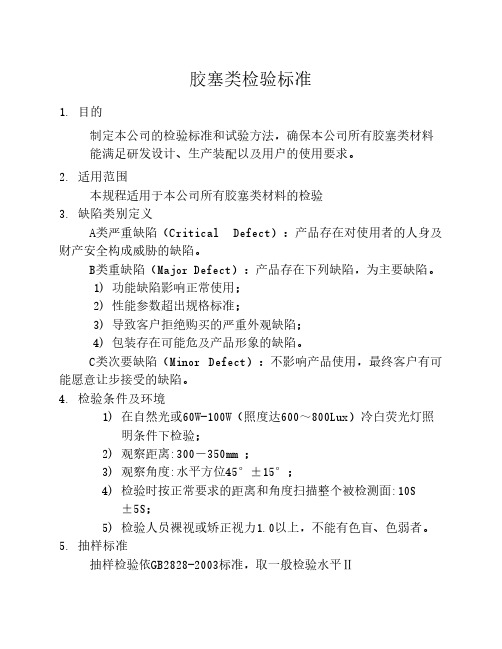
1. 目的
制定本公司的检验标准和试验方法,确保本公司所有胶塞类材料 能满足研发设计、生产装配以及用户的使用要求。
2. 适用范围 本规程适用于本公司所有胶塞类材料的检验
3. 缺陷类别定义 A类严重缺陷(Critical Defect):产品存在对使用者的人身及
财产安全构成威胁的缺陷。 B类重缺陷(Major Defect):产品存在下列缺陷,为主要缺陷。 1) 功能缺陷影响正常使用; 2) 性能参数超出规格标准; 3) 导致客户拒绝购买的严重外观缺陷; 4) 包装存在可能危及产品形象的缺陷。 C类次要缺陷(Minor Defect):不影响产品使用,最终客户有可
能愿意让步接受的缺陷。 4. 检验条件及环境
1) 在自然光或60W-100W(照度达600~800Lux)冷白荧光灯照 明条件下检验;
2) 观察距离:300-350mm ; 3) 观察角度:水平方位45°±15°; 4) 检验时按正常要求的距离和角度扫描整个被检测面:10S
±5S; 5) 检验人员裸视或矫正视力1.0以上,不能有色盲、色弱者。 5. 抽样标准 抽样检验依GB2828-2003标准,取一般检验水平Ⅱ
AQL:A类缺陷为0
B类缺陷为0.65
C类缺陷为1.5
注:特殊项目(尺寸、可靠性)抽样方案为:S-1或具体规定数
塑胶瓶检验标准操作规程

塑胶瓶检验标准操作规程塑膠瓶檢驗標準操作規程目的:規範塑膠藥瓶檢驗的操作。
適用範圍:塑膠藥瓶的檢驗。
責任:檢驗室檢驗人員按本規程操作,檢驗室主任監督本規程的執行。
程序:1.抽樣方法1.1抽樣時首先查明該批産品有無生産廠家的檢驗合格證。
1.2按照《包裝材料取樣辦法》的要求,從不同方位抽取不少於100個作外觀質量檢查。
1.3從以上包裝中抽取50個作機械性能測試。
1.4根據來貨量的多少,至少抽取8套以上的樣品瓶作微生物限度檢查。
2.所用儀器及試劑:2.1放大鏡(10倍)2.2細菌測定所需的儀器、用具及試劑。
2.3黴菌測定所用的儀器、用具及試劑。
2.4大腸桿菌測定用的儀器、用具及試劑。
3.檢驗方法3.1外觀的檢驗:取以上抽出的樣品,在充足的光線下目測,或輔以10倍放大鏡檢查樣品的外觀,應符合以下要求。
3.1.1應具有均勻一致的乳白色澤,不得有明顯的色差,瓶的表面應光潔、平整,不允許有變形和明顯的皺痕,不允許有砂眼、油污、氣泡。
瓶口應平整光滑,不應有飛邊和缺陷。
3.1.2不合格允許≤2.0%。
3.2機械性能測試:3.2.1瓶、蓋和瓶口吻合嚴密,保險圈與瓶體咬合準確到位,且保險圈應隨瓶蓋的旋開而斷裂分離。
3.2.2瓶蓋不合格率允許≤2.0%。
3.3微生物限度檢查3.3.1供試液的製備每套瓶子加入藥瓶容量1/3的無菌生理鹽水,將瓶蓋旋緊,振搖1分鐘後,取瓶內溶液作爲供試液。
3.3.2試驗方法按《微生物限度檢驗標準操作規程》(SOP-QC-107-00)項下規定的方法操作。
3.3.3統計以上測得的結果,應符合藥用聚乙烯瓶質量標準中微生物限度的要求。
4.以上外觀檢查及機械性能測試總合格率不少於98.0%含量均匀度检查法标准操作规程目的:建立含量均匀度检查法标准操作规程。
适用范围:含量均匀度检查。
责任:质检员实施本操作规程,检验室主任负责监督本规程正确执行。
程序:1.简述1.1本法适用于中国药典2000年版二部附录X E含量均匀度检查。
药用聚烯烃塑料瓶质量标准
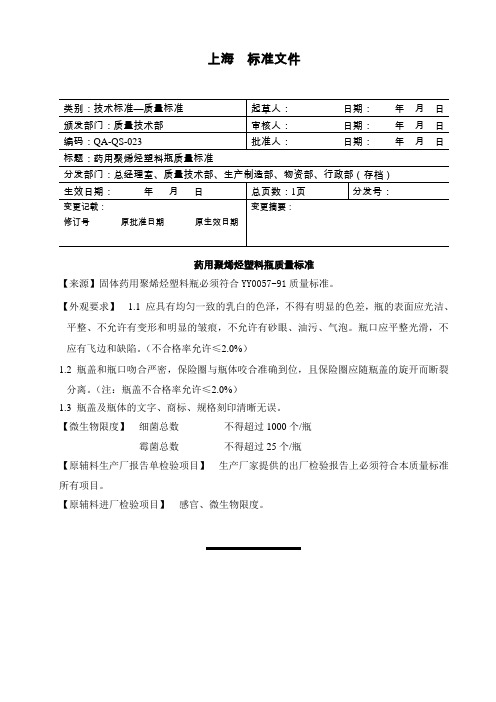
上海标准文件
标题:药用聚烯烃塑料瓶质量标准
分发部门:总经理室、质量技术部、生产制造部、物资部、行政部(存档)
药用聚烯烃塑料瓶质量标准
【来源】固体药用聚烯烃塑料瓶必须符合YY0057-91质量标准。
【外观要求】 1.1 应具有均匀一致的乳白的色泽,不得有明显的色差,瓶的表面应光洁、平整、不允许有变形和明显的皱痕,不允许有砂眼、油污、气泡。
瓶口应平整光滑,不应有飞边和缺陷。
(不合格率允许≤2.0%)
1.2 瓶盖和瓶口吻合严密,保险圈与瓶体咬合准确到位,且保险圈应随瓶盖的旋开而断裂分离。
(注:瓶盖不合格率允许≤
2.0%)
1.3 瓶盖及瓶体的文字、商标、规格刻印清晰无误。
【微生物限度】细菌总数不得超过1000个/瓶
霉菌总数不得超过25个/瓶
【原辅料生产厂报告单检验项目】生产厂家提供的出厂检验报告上必须符合本质量标准所有项目。
【原辅料进厂检验项目】感官、微生物限度。
塑胶罐、瓶检验标准
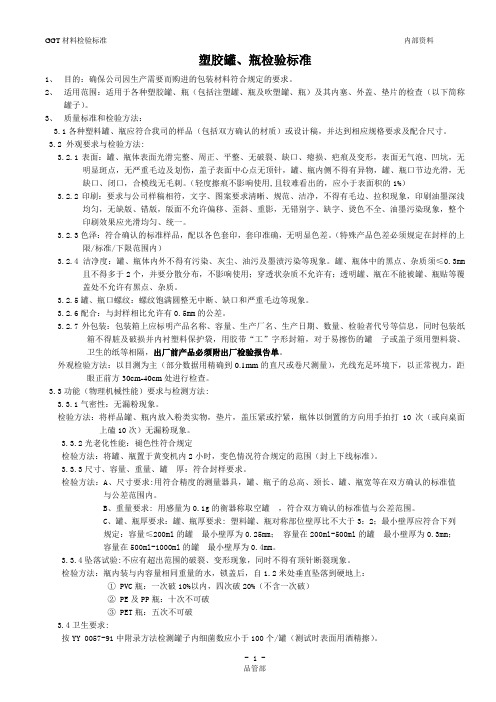
塑胶罐、瓶检验标准1、目的:确保公司因生产需要而购进的包装材料符合规定的要求。
2、适用范围:适用于各种塑胶罐、瓶(包括注塑罐、瓶及吹塑罐、瓶)及其内塞、外盖、垫片的检查(以下简称罐子)。
3、质量标准和检验方法:3.1各种塑料罐、瓶应符合我司的样品(包括双方确认的材质)或设计稿,并达到相应规格要求及配合尺寸。
3.2 外观要求与检验方法:3.2.1表面:罐、瓶体表面光滑完整、周正、平整、无破裂、缺口、瘪损、疤痕及变形,表面无气泡、凹坑,无明显斑点,无严重毛边及划伤,盖子表面中心点无顶针,罐、瓶内侧不得有异物,罐、瓶口节边光滑,无缺口、闭口,合模线无毛刺。
(轻度擦痕不影响使用,且较难看出的,应小于表面积的1%)3.2.2印刷:要求与公司样稿相符,文字、图案要求清晰、规范、洁净,不得有毛边、拉积现象,印刷油墨深浅均匀,无缺版、错版,版面不允许偏移、歪斜、重影,无错别字、缺字、烫色不全、油墨污染现象,整个印刷效果应光滑均匀、统一。
3.2.3色泽:符合确认的标准样品,配以各色套印,套印准确,无明显色差。
(特殊产品色差必须规定在封样的上限/标准/下限范围内)3.2.4洁净度:罐、瓶体内外不得有污染、灰尘、油污及墨渍污染等现象。
罐、瓶体中的黑点、杂质须≤0.3mm且不得多于2个,并要分散分布,不影响使用;穿透状杂质不允许有;透明罐、瓶在不能被罐、瓶贴等覆盖处不允许有黑点、杂质。
3.2.5罐、瓶口螺纹:螺纹饱满圆整无中断、缺口和严重毛边等现象。
3.2.6配合:与封样相比允许有0.5mm的公差。
3.2.7外包装:包装箱上应标明产品名称、容量、生产厂名、生产日期、数量、检验者代号等信息,同时包装纸箱不得脏及破损并内衬塑料保护袋,用胶带“工”字形封箱,对于易擦伤的罐子或盖子须用塑料袋、卫生的纸等相隔,出厂前产品必须附出厂检验报告单。
外观检验方法:以目测为主(部分数据用精确到0.1mm的直尺或卷尺测量),光线充足环境下,以正常视力,距眼正前方30cm-40cm处进行检查。
TSQB08-00 抗生素瓶用铝塑组合盖质量标准及检验操作规程
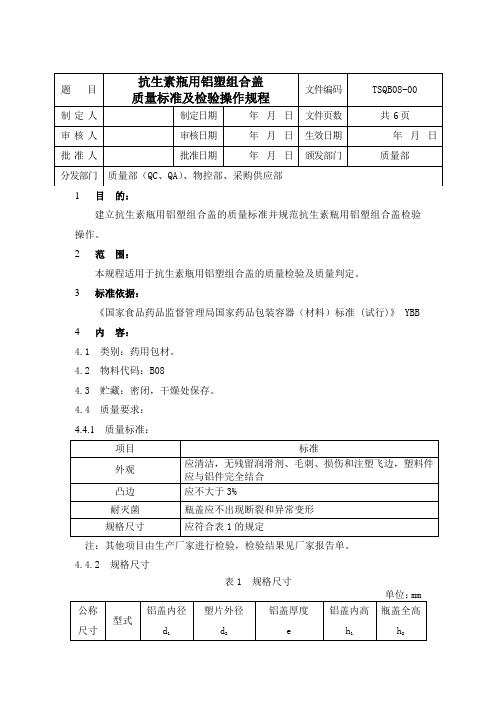
1 目的:建立抗生素瓶用铝塑组合盖的质量标准并规范抗生素瓶用铝塑组合盖检验操作。
2 范围:本规程适用于抗生素瓶用铝塑组合盖的质量检验及质量判定。
3 标准依据:《国家食品药品监督管理局国家药品包装容器(材料)标准 (试行)》 YBB 4 内容:4.1 类别:药用包材。
4.2 物料代码:B084.3 贮藏:密闭,干燥处保存。
4.4 质量要求:4.4.1 质量标准:注:其他项目由生产厂家进行检验,检验结果见厂家报告单。
4.4.2 规格尺寸表1 规格尺寸4.4.3 检验方法 4.4.3.1 外观方法:取本品适量,在自然光线明亮处,正视目测。
4.4.3.2 凸边A)仪器与用具:游标卡尺。
B)方法:取瓶盖适量,用游标卡尺测量,精确至0.1cm 。
瓶盖铝件的凸边应不大于3%。
铝件边缘的凸边以百分率表示,按下式计算:%100%minminmax⨯-=H H H 凸边式中:max H ---为铝件外侧最大高度minH ---为铝件外测最小高度4.4.3.3 耐灭菌A)仪器与用具:YXQ-LS-50S Ⅱ立式压力蒸汽灭菌器。
B)方法:取瓶盖适量,封盖后置蒸汽灭菌器中,121℃±2℃ 30min (包含130℃±2℃ 5min ),瓶盖经灭菌后塑料件能经受121℃(130℃)的蒸汽灭菌温度,无变形变色,铝件表面不应有任何明显变化。
瓶盖应不出现断裂和异常变形。
塑料件还应能短时间(最大5min )经受130℃的蒸汽灭菌温度无变形变色。
4.4.3.4 规格尺寸A)仪器与用具:游标卡尺。
B)方法:用精确度为0.02mm 的游标卡尺进行主要尺寸的检验。
4.5检验规则4.5.1 则规格尺寸的检验量为10个; 4.5.2 规格尺寸合格率≥97.5%; 4.5.3 外观质量合格率≥97%; 4.5.4 凸边质量合格率≥97%。
5 文件历史:无。
6 附 件:附件1:抗生素瓶用铝塑组合盖检验记录附件2:抗生素瓶用铝塑组合盖检验报告单附件1:抗生素瓶用铝塑组合盖检验记录检品名称抗生素瓶用铝塑组合盖批号T SQB06-00 3/6取本品适量,在自然光线明亮处,正视目测。
最新最全塑料瓶验收标准
塑料瓶验收标准
塑料瓶入厂检验标准
一.适用范围:适用于200ml、450ml、1000ml塑料瓶入厂验收。
二.取样方式:从接收批中随机取样。
1.取样的塑料瓶必须从接收袋数的5%袋中抽取。
2.每一取样塑料瓶在同一袋里必须间隔30个塑料瓶以上。
3.取样塑料瓶必须在同一袋里上、中、下同时抽取。
4.抽样比例应按不同规格分开计算。
三.不良率的计算:
1. 每一取样塑料瓶视为一检验的基本单位。
2.根据检验标准,每一基本单位中如有一个主要缺点时,则视为一个不良数。
2.1在同一塑料瓶中相同的检验项目,若有一个以上缺点时,仍视为一个缺点。
2.2不良率等于不良个数除以检验个数。
四.验收项目及标准:(见附表)
五. 塑料瓶有下列情况时应予以拒收:
1. 塑料瓶规格不符合,不能正常使用的情形。
2. 塑料瓶卫生状况不良。
3. 塑料瓶上有裂缝、砂眼等。
4. 塑料瓶四壁厚度明显不均。
5. 塑料瓶八个角中,有一个角软、薄者。
6. 塑料瓶颜色不正。
六.检验方法:
1. 空盒重量:就所抽取的样本中任意抽取30个空盒样本放置于弹簧秤上,秤其实际重量,求其平均值并记录。
2. 规格检查:米尺测量。
3. 壁厚检测:用剪刀于瓶子中上部剪开后,尺子测量。
4. 外观检查:目视。
注:除依上述项目及方法检验外若使用中发现有影响到产品品质3个缺点时立即与供应商联络,共商解决的办法。
通气塞标准
通气塞标准
通气塞是一种用于药品瓶口的塞子,可以在瓶内外形成压力平衡,以防止药品泄漏或瓶子变形。
通气塞的标准一般包括以下几个方面:
1、外观检验:通气塞应该无气泡、裂纹、变形、凸起、油污等缺陷。
2、密封性能:通气塞应该具有良好的密封性能,能够有效防止药品泄漏或污染。
3、通气性能:通气塞应该具有良好的通气性能,能够在内外压力差异的情况下自动调节内外气压平衡。
4、材料要求:通气塞的材料应该符合药品包装材料的标准,不应该对药品产生污染或影响药品的质量。
5、尺寸要求:通气塞的尺寸应该与药品瓶口相匹配,不应该过松或过紧。
6、包装要求:通气塞应该按照规定数量和方式进行包装,以确保其在运输和储存过程中不受损坏。
通气塞的标准可能会因国家、地区或行业的不同而有所差异,因此在选择和使用通气塞时,应该根据实际需求和相关标准进行选择和验证。
塑料输液容器用聚丙烯组合盖(拉环式)质量标准(企业内控标准)
塑料输液容器用聚丙烯组合盖(拉环式)质量标准1 范围Q/ T.03.07.029-2011.1适用于我公司所购的塑料输液容器用聚丙烯组合盖(拉环式)的质量控制。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
本标准依据国家药包材质量标准YBB00242004《塑料输液容器用聚丙烯组合盖(拉环式)》制订Q/ T.00.00.001 标准的结构与编写Q/ M.12.06.010 质量标准编写要求GB/T 2828.1-2003 逐批检查计数抽样程序及抽样表(适用于连续批的检查)3 产品信息3.1产品名称:塑料输液容器用聚丙烯组合盖(拉环式)3.2 规格:只3.3 产品编码:见物料分类及编码管理规程3.4 取样方法:Q/ M.12.03.0103.5包装:采用瓦楞纸箱包装3.6 贮藏:置通风干燥处3.7 复验期:36个月4 技术要求及检验方法4.1 外观取本品125个,在自然光线明亮处正视目测,表面应色泽均匀,不得有污点、杂质,不得有明显的变形、裂纹、气泡。
拉环撕拉面与盖体的环接部位应光泽、狭细、不粗糙。
不符合上述要求的样品不得过10个。
4.2 拉环开启力除另有规定外,取本品10个,采用湿热灭菌法121℃,30分钟灭菌,放冷至室温后,固定在拉力试验机上,将拉环固定在另一移动夹具上。
以200mm/min±20 mm/min的速度轴向取下盖,记录拉环被启破的力值,开启力不得过80N。
试验过程中,不应撕裂穿刺区周围的其它区域,且拉环不得断裂。
4.3 拉环切痕处密封性除另有规定外,取本品10个,采用湿热灭菌法121℃,30分钟灭菌,放冷至室温后,用渗透剂(65%乙醇∶10g/L亚甲蓝溶液为100∶5)填充至2/3高度,放置于滤纸上保持60分钟,切痕处不得泄漏。
4.4 使用适应性试验取装配垫片的组合盖样品数个,采用湿热灭菌法121℃,30分钟灭菌后,进行以下试验:温度适应性取上述样品5个,于-25℃±2℃条件下,放置24小时,然后在50℃±2℃条件下,继续放置24小时,再在23℃±2℃条件下,放置24小时,样品均不得变形。
药用塑料瓶质量标准
药用塑料瓶质量标准药用塑料瓶是药品包装中常用的一种材料,其质量直接关系到药品的安全性和稳定性。
因此,药用塑料瓶的质量标准显得尤为重要。
在国家药典和相关标准的规范下,药用塑料瓶的质量标准主要包括以下几个方面:一、原料选择。
药用塑料瓶的原料应选择优质的医用级塑料颗粒,如聚丙烯(PP)、聚乙烯(PE)、聚对苯二甲酸乙二醇酯(PETG)等。
这些原料应符合国家相关标准,且不得含有对人体有害的物质,如重金属、荧光增白剂等。
二、外观质量。
药用塑料瓶的外观应无明显的气泡、缺陷、变色、污染等现象,瓶口应平整,无毛刺。
瓶身应平整光滑,无明显的凹凸和变形。
瓶身上的标识和文字应清晰、完整,不易磨损。
三、物理性能。
药用塑料瓶的物理性能包括抗拉强度、耐冲击性、耐压性等指标。
瓶身应具有一定的抗拉强度和耐冲击性,不易变形、破裂。
在一定的温度和压力下,瓶身应能保持稳定的形状,不发生变化。
四、化学性能。
药用塑料瓶的化学性能是指其在药品填充过程中不与药品发生化学反应,不释放有害物质。
因此,药用塑料瓶应具有良好的耐药品溶剂、酸碱的性能,不易吸附药品成分,不易释放有害物质。
五、密封性能。
药用塑料瓶的密封性能直接关系到药品的保存期限和质量。
瓶口和瓶盖应能够完全密封,不得有渗漏现象。
在一定的压力下,瓶口和瓶盖应能保持稳定的密封性能。
六、生产工艺。
药用塑料瓶的生产工艺应符合相关的规范要求,生产过程中应严格控制温度、压力、速度等参数,确保瓶体的一致性和稳定性。
生产过程中应定期对设备进行维护和检修,确保生产设备的正常运行。
综上所述,药用塑料瓶的质量标准涉及到原料选择、外观质量、物理性能、化学性能、密封性能和生产工艺等多个方面。
只有严格按照相关标准要求进行生产和质量控制,才能确保药用塑料瓶的质量达到国家标准,保障药品的安全性和有效性。
希望生产厂家和监管部门能够共同努力,加强对药用塑料瓶质量标准的监督和管理,为人民群众的用药安全保驾护航。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
医药瓶塑料塞验收标准
药用塑料瓶质量标准技术要求共有12个小项,1、其中外观质量:口服固体药用瓶一般为白色,口服液体药用塑料瓶一般为棕色透明,也可按客户要求生产其他颜色的产品。
色泽应均匀一致,无明显色差,表面应光洁,平整,无明显变形和擦痕,无砂眼、油污、气泡,瓶口平整光滑。
口服固体药用高密度聚乙烯塑料瓶
2、鉴别
(1) 红外光谱:英语对照图谱一致
(2) 药用塑料瓶的密度为:
口服固体和液体高密度聚乙烯瓶为0.935-0.965(g/cm³)
口服固体和液体聚酯瓶应为1.31-1.38(g/cm³)
口服液体药用聚酯瓶T001-60ml
口固体和液体聚丙烯瓶应为0.900-0.915(g/cm³)
3、密封性:抽真空,维持2分钟,瓶内不得进水或冒泡
4、水蒸气渗透
按试验条件口服液体药用塑料瓶重量损失不得过0.2%。
按试验条件口服固体药用塑料瓶水蒸气渗透量不得过
1000mg/24HL
5、抗跌性
按试验条件自然跌落至水平刚性光滑表面,不得破裂、此试验仅限于口服液体药用塑料瓶。
6、震荡实验
此试验仅限于口服固体药用塑料瓶,按试验条件应合格。