计数型测量系统风险分析法最新
计数型测量系统分析报告-KAPPA(适用10-50个样品)

料号量具编号量具名称测量者 A 品名量具类型评价人数测量者 B 特性状态定义重复次数测量者 C 零件数量报告人批准日期产品编号A-1A-2A-3B-1B-2B-3C-1C-2C-3真值(REF)12345678910111213141516171819202122232425262728293031323334353637383940414243444546474849501=合格 0=不合格计数型测量系统分析报告计数型#DIV/0!人员更换定期(校准/年度)修复后新购公差变化DataSummary/A*BA*CB*CA*RefB*RefC*Ref0*00000001*00000000*10000001*1000SelfagreementA B C 00A*B Cross01总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*C01总计Po:#DIV/0!B0计数00期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!A*CCrosstabulC 01总计Po:#DIV/0!A0计数0期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数0期望值#DIV/0!#DIV/0!#DIV/0!总计计数0期望值#DIV/0!#DIV/0!#DIV/0!Reproduci bilityKappa 判定Kappa=(Po-Pe)/(1-Pe)A*REFCrosstabul1总计Po:#DIV/0!A0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!B*REFCrosstabul1总计Po:#DIV/0!B0计数000期望值#DIV/0!#DIV/0!#DIV/0!Pe:#DIV/0!1计数000期望值#DIV/0!#DIV/0!#DIV/0!总计计数000期望值#DIV/0!#DIV/0!#DIV/0!真值#DIV/0!#DIV/0!#DIV/0!真值B C A*B B*C A*C #DIV/0!#DIV/0!#DIV/0!编制:审核:核准:。
计数型测量系统分析报告2024

引言概述:正文内容:1.系统功能分析1.1.计数型测量系统是如何实现计数功能的?1.2.系统能够处理的计数范围和精度是多少?1.3.系统具备哪些自动化控制特性?1.4.系统是否支持多通道计数?1.5.系统是否拥有远程监控和报警功能?2.应用领域分析2.1.在工业生产中,计数型测量系统的应用案例有哪些?2.2.计数型测量系统在科学研究中的应用有哪些?2.3.系统在质量检测和控制中的作用是如何体现的?2.4.系统在仪器仪表校准中的重要性是什么?2.5.系统在数据分析和统计中的应用有哪些独特之处?3.系统性能分析3.1.系统的测量精度和稳定性如何评估?3.2.系统的信噪比和分辨率是如何确定的?3.3.系统的抗干扰性如何进行测试和验证?3.4.系统的响应时间和采样频率有何关联?3.5.系统的可靠性和可维护性如何保证?4.系统优化建议4.1.如何通过硬件升级提升系统的测量精度?4.2.优化信号处理算法可以提高系统的性能吗?4.3.系统的自动校准和自适应控制如何实现?4.4.整合其他测量技术是否能够进一步完善系统?4.5.如何对系统进行定期维护和保养以确保其性能稳定?5.发展趋势和展望5.1.计数型测量系统在工业4.0时代有何新的应用?5.2.系统在物联网和大数据时代的发展前景如何?5.3.新兴技术对系统的影响和挑战是什么?5.4.基于的计数型测量系统有何突破?5.5.未来的研究和发展方向有哪些?总结:通过对计数型测量系统的分析,我们深入了解了系统的功能、应用领域、性能和优化方案。
我们还对系统的发展趋势和展望进行了探讨。
计数型测量系统作为一种重要的测量技术,在工业和科学领域的应用前景广阔。
我们建议用户在使用系统时,根据实际需求选择适合的硬件配置和算法优化方案,并定期对系统进行维护和升级,以提高系统的性能和可靠性。
MSA测量系统分析

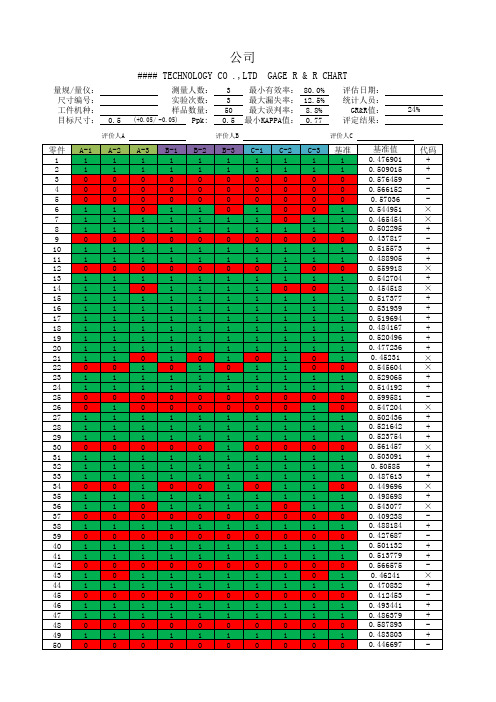
风险分析法测量数据表 No:评价次数
Ref:基准值 评价值
风险分析法——Kappa系数的计算方法
➢假设检验分析——交叉表分析法 评价人之间交叉评价,计算Kappa系数,确定评价人之间意见的一致程度。
A-B交叉表
0 A
1
总计
计算 期望的计算 计算 期望的计算 计算 期望的计算
B
0
1
44
6
15.7 34.4
5. 选择类型 6. 选择子组 7. Xbar-R选项 8. 定义检验项
9. 统计 10. 质量工具 11. 能力分析 12. 正态
13. 选择子组 14. 定义公差带
Cpk值判定
稳定性判定和不合格的原因
失控判定规则
✓1点超出控制限 ✓连续9点在基准值的一侧 ✓连续6点上升或下降 ✓连续14点交替上下 ✓连续3点中有2点在2σ线以外 ✓连续5点中有4点在1σ线以外 ✓连续15点在1σ线以内 ✓连续8点中无1点在1σ线以内
5.选择测量值 6.输入参考值 7.输入公差值
测量系统偏倚判定和接受准则
Cg、Cgk VDA要求的检具能 力,判定标准与 Cpk值判定一致, 即Cgk≥1.33则检 具能力满足。
偏倚判定准则
✓P<0.05:偏倚显著,不能接受 ✓P>0.05:偏倚不显著,可以接受
偏倚接受准则
➢|偏倚%|<10%时可接受 ➢10%≤ |偏倚%|≤30%时可接受需改进 ➢|偏倚%|>30%时拒绝接受
1. 统计 2. 质量工具 3. 量具研究
4. 量具R&R研究 (嵌套)
8. 定义公差值
5. 定义部件 6. 定义测量人 7. 定义测量值
GR&R计算结果判定准则
最新测量系统分析程序

5.1测量系统分析方法的选定:
5.1.1计量型量具(用于测量计量型数据的量具或仪器)
5.1.1.1选用重复性和再现性分析方法:
5.1.1.2新购量具在校正合格后\维修重用之量具必须在维修后立即执行测量系统分析作业,且在使用后一年内追踪执行一次量测系统分析作业﹔
5.1.2计数型量具(用于测量计数型数据的量具/检具/孔径针)
3.5 GR&RGage R&R測量系統重復性和再現性合成的評估。
3.5
3.6分级数(Ndc)。1.41(PV/GRR)考虑整个测量系统变差时数据分级大小。
3.7线性(Linearity)是在量具预期的工作量程内,偏倚值的差值.
3.8计量型数据:定量的数据,可用测量值来分析。例如:用毫米表示工作过程中的机床的精度, 用千克表示射出的压力
5.1.2.1选用交叉法:
5.1.2.2新购量具制作验收合格后\维修重用之量具必须在维修后立即执行测量系统分析作业,且在使用后一年内追踪执行一次量测系统分析作业﹔
制作
审查
核准
标 题:
测量系统分析程序文 件源自编 号制 作 单 位制 作 日 期
版本
A.0
页 次
2/2
5.2作业人员之召集:品管部工程师依量测系统分析作业计划日期定期召集各量具使用之作业者,计量型量具按5。3项作业\计数量具按5。5项作业﹔
<80%
>5%
>10%
6支持文件:
6.1《品质记录控制程序》 CA-QP-10
7记录表单:
7.1量具再现性及再生性数据表 CA-QP-24-01
7.2量具再现性及再生性报告 CA-QP-24-01
7.3 计数型测量系统分析报告 CA-QP-24-02
计数型测量系统风险分析法最新

计数型测量系统风险分析法最新
计数型测量系统是一种常用的测量手段,它通过对其中一种物理数量
进行计数,来实现对该物理数量的测量。
然而,在使用计数型测量系统时,仍然存在一定的风险,可能会导致测量结果的误差或不准确。
因此,对计
数型测量系统进行风险分析是非常重要的。
风险分析是一种系统的方法,用于识别、评估和控制可能产生不利后
果的事件。
在计数型测量系统中,风险分析的目的是识别可能导致测量结
果误差的因素,并制定相应的控制策略,以减少这些误差的出现。
首先,对计数型测量系统的各个因素进行调研和分析,包括仪器设备、环境条件、人员素质等。
然后,对这些因素进行权重分配,确定各个因素
的重要性程度。
常用的权重分配方法有专家评估法、层次分析法等。
接下来,将各个因素与计数型测量系统的性能指标进行关联分析,确
定每个因素对各个性能指标的影响程度。
这可以通过专家评估、试验数据
分析等方法来实现。
最后,根据各个因素的重要性和影响程度,制定相应的控制策略,以
减少测量结果误差的发生。
这些控制策略可以包括加强仪器设备维护、改
善环境条件、提高人员培训等措施。
需要注意的是,风险分析是一个动态过程,需要随着实际情况的变化
进行更新和调整。
因此,定期对计数型测量系统进行风险分析是非常必要的,以确保测量结果的准确性和可靠性。
计数型GRR-KAPPA(MSA第四版-测量系统分析)
1
22
0
0
1
0
1
0
1
1
0
0
23
1
1
1
1
1
1
1
1
1
1
24
1
1
1
1
1
1
1
1
1
1
25
0
0
0
0
0
0
0
0
0
0
26
0
1
0
0
0
0
0
0
1
0
27
1
1
1
1
1
1
1
1
1
1
28
1
1
1
1
1
1
1
1
1
1
29
1
1
1
1
1
1
1
1
1
1
30
0
0
0
0
0
1
0
0
0
0
31
1
1
1
1
1
1
1
1
1
1
32
1
1
1
1
1
1
1
1
1
1
33
1
1
1
1
1
1
1
1
1
1
34
0
0
1
总检查 数 一致的 数量 95%UCI 计算所 得结果 95%LCI
系统有效结果%
50 39 88.5% 78.0% 64.0%
系统有效结果%与参考 的比较 50 39 88.5% 78.0% 64.0%
计数型测量系统分析

0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 48 96.0%
0 0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 1 1 0 1 45 47 90.0% 94.0%
3 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3 2.4%
0 0 0
0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 3
第 1 页,共 2 页
测量项目: 外观判断 测量方法: 目测
测量日期: 被测产品: 零件数量: 50
2 0 0 0 0 0 0 0 0 0 1 0 0 0 0 1 5 4.1%
2 0 0 0 0 0 0 0 1 0 0 0 0 0 0 0 6 4.9%
1 4.2%
1 4.2%
0 0.0%
结论 可接受 可接受 可接受 误判率 ≤5% 5%~10% ≥10%
接受- 接受可接受 可接受 可接受 可接受 需改善 需改善
测量者A: 测量者B: 测量者C:
计数型数据测量系统分析
测量者A 测量者B 测量者C 零件 第一次 第二次 第三次 第一次 第二次 第三次 第一次 第二次 第三次 33 0 0 0 0 1 0 0 0 1 34 1 1 1 1 1 1 1 1 1 35 1 1 1 1 1 1 1 1 1 36 1 1 1 1 1 1 1 1 1 37 1 1 1 1 1 1 1 1 1 38 1 1 1 1 1 1 1 1 1 39 1 1 1 1 1 1 1 1 1 40 0 0 0 0 0 0 0 0 0 41 1 1 1 1 1 1 1 1 1 42 1 1 1 1 1 1 0 1 1 43 1 1 1 1 1 1 1 1 1 44 1 1 1 0 1 1 1 1 1 45 1 1 1 1 1 1 1 1 1 46 0 0 0 0 0 0 0 0 0 47 1 1 1 1 1 1 1 1 1 48 1 1 1 1 1 1 1 1 1 49 1 1 1 1 1 1 1 1 1 50 1 1 1 0 1 1 1 1 1 基准 1 1 1 1 1 1 1 0 1 1 1 1 1 0 1 1 1 1 A*基准 有效性 B*基准 有效性
测量系统分析

2 .2 测量系统的分析 —— 偏倚
偏倚
为了在过程范围内指定的位置确定测量系统的偏倚,得到一个零 件可接受的基准值是必要的。通常可在工具室或全尺寸检验设备上完 成。基准值从这些读数中获得,然后这些读数要与量具R&R研究中的 评价人的观察平均值(定为XA,XB,XC)进行比较。 如果不可能按这种方法对所有样件进行测量,可采用下列替代的 方法: 1)在工具室或全尺寸检验设备上对一个基准件进行精密测量; 2)让一位评价人用正被评价的量具测量同一零件至少10次; 3)计算读数的平均值。基准值与平均值之间的差值表示测量系统 的偏倚。 如果需要一个指数,把偏倚乘以100再除以过程变差(或容差), 就把偏倚转化为过程变差(或容差)的百分比。
零件评价人平均值(X图)
1.200
1.000
0.800
0.600
0.400
0.200
0.000
1
2
3
4
5
6
7
8
9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
上控制界限(UCLX) 下控制界限(LCLX)
= x + A2 R = x - A2 R
G
G
G
G
G
G
G
13
14
G
G
NG
G
G
G
G
G
15
16
G
G
G
G
G
G
G
G
计数型测量系统研究---风险分析法
风险分析法:
在一些计数情况下,不可能充分获得附有计量型参考 数值的零件。选择和使用这样的技术应该基于一个良好的 统计上的实践、了解影响产品和测量系统潜在变异来源, 以及了解一个错误决定对下过程及最终客户的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计数型测量系统风险分析法最新
标题:计数型测量系统风险分析法
摘要:
计数型测量系统常用于计算和测量数量,广泛应用于各行各业。
然而,由于测量系统的不确定性和外界因素的影响,计数型测量系统存在一定的
风险。
为了有效管理和减轻这些风险,本文提出了一种最新的计数型测量
系统风险分析法。
该方法通过识别和评估潜在风险,并制定相应的风险控
制措施,以确保计数型测量系统的准确性和可靠性。
1.引言
2.风险识别
3.风险评估
4.风险控制措施制定
针对评估出来的高风险,制定相应的风险控制措施。
例如,设计并执
行操作规程、加强设备维护和保养、提供培训和教育等。
5.风险监控
建立风险监控机制以及反馈机制,定期对计数型测量系统进行风险监控。
通过监控,及时发现和解决潜在的风险。
6.风险应急预案
针对不可预见的风险事件,制定相应的应急预案。
预案应涵盖如何应
对风险事件、如何恢复计数型测量系统等方面。
7.案例分析
通过实际案例分析,展示计数型测量系统风险分析法的应用效果。
通过对案例的分析,总结出经验和教训,为将来的风险分析提供参考。
8.结论
通过引入计数型测量系统风险分析法,能够有效识别、评估和控制潜在的风险,提高计数型测量系统的可靠性和精确性。
这将对各行业的生产和决策提供有力支持,降低潜在风险带来的影响。