WZL型卷筒联轴器安装使用说明
丰满重建工程2×400 kN单向门机设计
水利水电技术(中英文)第52卷2021年第S 1期张春丰,刘浩,寇鸣礼,等.丰满重建工程2ˑ400kN 单向门机设计[J ].水利水电技术(中英文),2021,52(S1):35-38.ZHANG Chunfeng ,LIU Hao ,KOU Mingli ,et al.Design of 2ˑ400kN one-way gantry crane in Fengman Hydropower Reconstruction Project [J ].Water Resources and Hydropower Engineering ,2021,52(S1):35-38.丰满重建工程2ˑ400kN 单向门机设计张春丰1,刘浩1,寇鸣礼2,左建2,王兴隆2(1.中水东北勘测设计研究有限责任公司,吉林长春130021; 2.松花江水力发电有限公司丰满大坝重建工程建设局,吉林吉林130012)摘要:起升机构采用大速比硬齿面减速器闭式传动,交流变频调速电动机。
门架结构应用Ansys 有限元计算方法,对丰满重建工程2ˑ400kN 单向门机建立了有限元分析模型,对其进行了强度、刚度和稳定性计算,并结合设计规范对其强度、刚度、稳定性进行了分析得出结论。
走行机构采用三合一减速电机。
关键词:丰满重建工程;2ˑ400kN 单向门机;闭式传动;三维有限元;三合一减速电机doi :10.13928/ki.wrahe.2021.S1.006中图分类号:TV734文献标志码:B文章编号:1000-0860(2021)S1-0035-04收稿日期:2020-11-09作者简介:张春丰(1980—),男,高级工程师,学士,主要从事金属结构设计。
E-mail :zcf_1980@ Design of 2ˑ400kN one-way gantry crane in Fengman Hydropower Reconstruction ProjectZHANG Chunfeng 1,LIU Hao 1,KOU Mingli 2,ZUO Jian 2,WANG Xinglong 2(1.China Water Northeastern Investigation ,Design &Research Co ,Ltd.,Changchun130021,Jilin ,China ; 2.Fengman DamReconstruction Project Construction Bureau ,Songhuajiang Hydropower Co.,Ltd.,Jilin130012,Jilin ,China )Abstract :The hoisting mechanism adopts the closed transmission of hard tooth surface reducer with large speed ratio and AC variable frequency speed regulating motor.The finite element analysis model of 2ˑ400kN one-way gantry crane in Fengman Reconstruction Project is established by using ANSYS finite element calculation method.The strength ,stiffness and stability of the gantry crane are calculated.The strength ,stiffness and stability of the gantry crane are analyzed in combination with the de-sign specifications ,and the conclusion is drawn.The running mechanism adopts three in one speed reducing motor.Keywords :Fengman Hydropower Reconstruction Project ;2ˑ400kN one-way gantry crane ;closed transmission ;three-dimen-sional finite element ;three-in-one gear motor1工程简介吉林丰满水电站(重建)工程,位于吉林省境内第二松花江干流上的丰满峡谷口,上游建有白山、红石等梯级水电站,下游建有永庆反调节水库,坝址距上游白山水电站210km ,距吉林市16km 。
最新联轴器的安装及校正资料讲解

如何进行泵和电机联轴器的找正、对中 1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
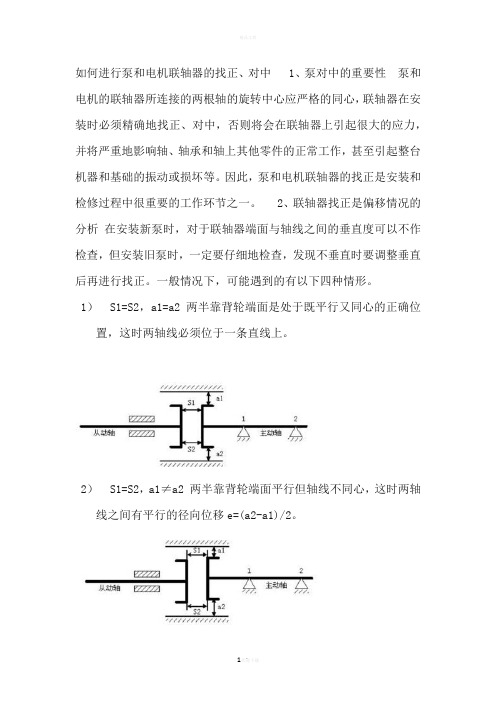
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意: 1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
联轴器的装配方法
联轴器的装配方法联轴器的装配方法在联轴器装配中关键要掌握联轴器在轴上的装配、联轴器所联接两轴的对中、零部件的检查及按图纸要求装配联轴器等环节。
一、找正的方法联轴器找正时,主要测量同轴度(径向位移或径向间隙)和平行度(角向位移或轴向间隙),根据测量时所用工具不同有四种方法。
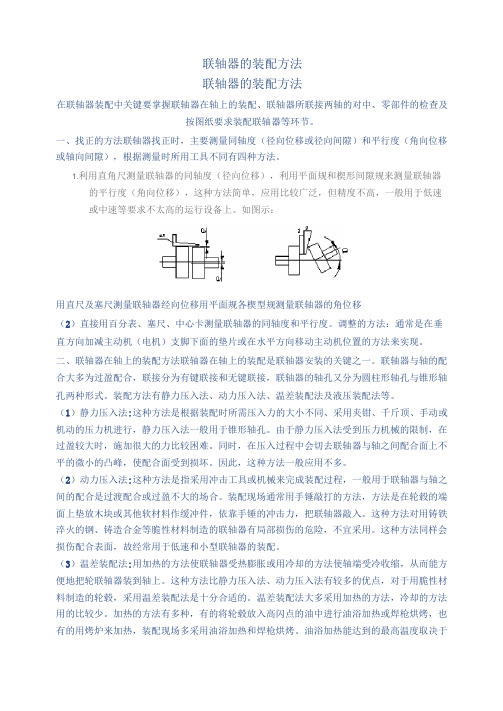
1.利用直角尺测量联轴器的同轴度(径向位移),利用平面规和楔形间隙规来测量联轴器的平行度(角向位移),这种方法简单,应用比较广泛,但精度不高,一般用于低速或中速等要求不太高的运行设备上。
如图示:用直尺及塞尺测量联轴器经向位移用平面规各楔型规测量联轴器的角位移(2)直接用百分表、塞尺、中心卡测量联轴器的同轴度和平行度。
调整的方法:通常是在垂直方向加减主动机(电机)支脚下面的垫片或在水平方向移动主动机位置的方法来实现。
二、联轴器在轴上的装配方法联轴器在轴上的装配是联轴器安装的关键之一。
联轴器与轴的配合大多为过盈配合,联接分为有键联接和无键联接,联轴器的轴孔又分为圆柱形轴孔与锥形轴孔两种形式。
装配方法有静力压入法、动力压入法、温差装配法及液压装配法等。
(1)静力压入法:这种方法是根据装配时所需压入力的大小不同、采用夹钳、千斤顶、手动或机动的压力机进行,静力压入法一般用于锥形轴孔。
由于静力压入法受到压力机械的限制,在过盈较大时,施加很大的力比较困难。
同时,在压入过程中会切去联轴器与轴之间配合面上不平的微小的凸峰,使配合面受到损坏。
因此,这种方法一般应用不多。
(2)动力压入法:这种方法是指采用冲击工具或机械来完成装配过程,一般用于联轴器与轴之间的配合是过渡配合或过盈不大的场合。
装配现场通常用手锤敲打的方法,方法是在轮毂的端面上垫放木块或其他软材料作缓冲件,依靠手锤的冲击力,把联轴器敲入。
这种方法对用铸铁淬火的钢、铸造合金等脆性材料制造的联轴器有局部损伤的危险,不宜采用。
这种方法同样会损伤配合表面,故经常用于低速和小型联轴器的装配。
(3)温差装配法:用加热的方法使联轴器受热膨胀或用冷却的方法使轴端受冷收缩,从而能方便地把轮联轴器装到轴上。
车床联轴器的安装方法

车床联轴器的安装方法背景介绍车床联轴器是一种用于连接主轴和工件或工具的装置,用于传输动力和扭矩。
它在机械加工领域具有广泛的应用,尤其在车床加工中起到至关重要的作用。
正确安装车床联轴器能够确保车床的稳定性和安全性,提高工作效率。
步骤一:准备工作在开始安装车床联轴器之前,首先需要准备以下工具和材料:- 螺丝刀或扳手- 润滑油- 清洁布或纸巾- 车床联轴器此外,还需要确保车床和联轴器的表面干净,无积尘和杂质。
步骤二:选择适合的联轴器在选择联轴器之前,需要根据车床的类型和工作要求来确定联轴器的类型和规格。
常见的车床联轴器有螺旋齿联轴器、弹性皮带联轴器等。
根据实际情况选择适当的联轴器,以确保其与车床主轴的匹配性和可靠性。
步骤三:安装联轴器1. 将车床主轴和联轴器的轴孔进行清洁,确保无杂质,并涂抹适量的润滑油,以减少摩擦。
2. 将联轴器的两个部分分别对准车床主轴和工件或工具轴,确保轴承孔之间完全对称。
3. 使用螺丝刀或扳手将联轴器的螺栓或螺丝紧固,但不要过紧。
过紧可能会导致联轴器变形或损坏,影响工作效果。
4. 确保联轴器安装完成后,车床主轴和工件或工具能够自由旋转,且无异常声音或摩擦感。
步骤四:测试联轴器安装完成后,需要进行一系列的测试来验证联轴器的性能和可靠性:1. 启动车床,观察联轴器是否正常工作,包括转速、扭矩和平衡等。
2. 进行空载和负载测试,检查联轴器在不同工作条件下的运行情况。
3. 观察联轴器是否存在异常震动、噪音或漏油等现象,及时调整或更换联轴器,以保证车床工作的稳定性和安全性。
注意事项在安装车床联轴器时,需要注意以下事项:1. 定期检查联轴器的螺栓或螺丝是否紧固,避免因松动而导致联轴器的脱落。
2. 在安装过程中,严禁使用电动工具过紧螺栓或螺丝,应该以手动的方式逐步紧固,保持均匀力度。
3. 根据联轴器的使用说明书,进行正确的润滑和保养,延长其使用寿命。
总结车床联轴器的安装是车床加工中至关重要的一步,它不仅影响到车床的工作效率和精度,还关系到操作者的安全。
联轴器的安装及校正
如何进行泵和电机联轴器的找正、对中 1、泵对中的重要性泵和电机的联轴器所连接的两根轴的旋转中心应严格的同心,联轴器在安装时必须精确地找正、对中,否则将会在联轴器上引起很大的应力,并将严重地影响轴、轴承和轴上其他零件的正常工作,甚至引起整台机器和基础的振动或损坏等。
因此,泵和电机联轴器的找正是安装和检修过程中很重要的工作环节之一。
2、联轴器找正是偏移情况的分析在安装新泵时,对于联轴器端面与轴线之间的垂直度可以不作检查,但安装旧泵时,一定要仔细地检查,发现不垂直时要调整垂直后再进行找正。
一般情况下,可能遇到的有以下四种情形。
1)S1=S2,a1=a2 两半靠背轮端面是处于既平行又同心的正确位置,这时两轴线必须位于一条直线上。
2)S1=S2,a1≠a2 两半靠背轮端面平行但轴线不同心,这时两轴线之间有平行的径向位移e=(a2-a1)/2。
3)S1≠S2,a1=a2 两半靠背轮端面虽然同心但不平行,两轴线之间有角向位移α。
4)S1≠S2,a1≠a2 两半靠背轮端面既不同心又不平行,两轴线之间既有径向位移e又有角向位移α。
联轴器处于第一种情况是我们在找正中致力达到的状态,而第二、三、四种状态都不正确,需要我们进行调整,使其达到第一种情况。
在安装设备时,首先把从动机(泵)安装好,使其轴线处于水平位置,然后再安装主动机(电机),所以找正时只需要调整主动机,即在主动机(电机)的支脚下面加调整垫面的方法来调节。
3、找正时测量调节方法下面主要介绍在检修过程中常用的两种测量调整方法,根据测量工具不同可分为:1)利用刀形尺和塞尺测量联轴器的不同心和利用楔形间隙轨或塞尺测量联轴器端面的不平行度,这种方法适用于弹性联接的低转速、精度要求不高的设备。
2)利用百分表及表架或专用找正工具测量两联轴器的不同心及不平行情况,这种方法适用于转速较高、刚性联接和精度要求高的转动设备。
注意: 1)在用塞尺和刀形尺找正时,联轴器径向端面的表面上都应该平整、光滑、无锈、无毛刺。
联轴器的安装、操作和维护保养说明

5. 在部件间注油直到达到要求的安装压力,或者到油从接触面溢出。
Metastream is a registered trademark of John Crane
METASTREAMTM TSKS 连轴器 联轴器的安装、操作和维护保养说明
6. 依靠安装工具,将轮箍移到正确的轴向位置,在这个过程中注油。 7. 释放油压。 8. 移除安装工具和注油仪器 9. 如有需要,在轴头安装锁定垫圈和螺母
注意:对于平衡的 TSK 中间段联轴器,传动组通常以是工厂组装单位提供的,不应予以拆除。然 而,当在低或中速系统中使用时, 传动组是可以翻新的,但将需要重新平衡。 替换膜片时应该同时替换两边,因为一边膜片的失效会对另外的膜片组有损害。
置换膜片组 移除驱动螺栓( 8B 条)和螺母( 8N ) ,并从中间段中移除 膜片组装( 6 ) ,不要尝试进一步拆膜片组装。将垫圈( 8S 线)从中间段的孔中推出。
METASTREAMTM TSKS 连轴器 联轴器的安装、操作和维护保养说明
数据单件号 I-TSKS ENG 0405 (PN 78257) 共7页 第1页
标号 1 2 2A 2B 3
说明 传动组 标准轮箍-外部位置 标准轮箍-内部位置 大轮箍 轮箍螺栓
标号 5 7 8 6
说明 防护圈 膜片组 传动螺栓集合 中间段
重要 请在传动组到位后,在锁紧轮箍螺栓之前,尽快移除压缩螺栓。
3. 如果轮箍/传动组法兰有同样的记号, 清将其对中。 4. 装入轮箍螺栓并均匀锁紧以定位传动组。 确保止口垂直进入定位孔。 使用润滑油润滑螺纹,
并以表 1 中对应的扭力锁紧轮拴。 5. 测量传动组中 A 的尺寸(见图 1)。 比对检查表 1 中的最小和最大值。 6. 缓慢的转动机器两三次以确保机器自由转动
卷筒联轴器使用特性分析与比较
卷筒联轴器使用特性分析与比较1 概述在起重机起升机构的传动系统中,起升卷筒与减速器低速轴之间的联接是一个比较关键的部位。
过去(20世纪80年代以前)比较常用的连接方式为带齿轮连接盘或开式齿轮连接(见图1a、图1b)。
20世纪80年代开放后,随着我国技术水平的提高,生产规模和效率的日益提升。
原有的卷筒连接方式满足不了现代的条件。
比如带齿轮连接盘型式,其承受径向载荷的轴由于其结构尺寸受到限制,设计寿命满足不了使用要求,而开式齿轮则因为有齿轮脱啮的因素,其性存在隐患。
通过引进消化吸收国外的先进技术。
尤其是在冶金行业,冶金起重机的卷筒连接方式有了较大的变化。
采用了专用的卷筒联轴器。
目前我国冶金起重机卷筒用联轴器比较常用的主要有三种,即WJ系列卷筒用球面滚子联轴器(以下简称“球面滚子联轴器”),WZL 型球铰卷筒联轴器(以下简称“球铰联轴器”)和DC系列卷筒用鼓形齿式联轴器(以下简称“鼓形齿式联轴器”)。
需要说明的是WZL型球铰卷筒联轴器和DC系列卷筒用鼓形齿式联轴器为我国自主研发的卷筒联轴器产品。
三种卷筒联轴器的共同点是,作为一个独立传动部件,通过连接法兰与卷筒连接,联轴器的内套则是直接套装在减速器的低速轴上,通过花键或平键传递扭矩和承受起升载荷。
WJ系列卷筒用球面滚子联轴器的型式和技术要求已作为行业标准JB/T 7009-2007《卷筒用球面滚子联轴器》,其他两种联轴器目前未有标准,在外形联接尺寸以及技术要求上符合上述标准。
三种卷筒用联轴器与减速器的标准配置均为:JB/T 8905.1~4-1999 《起重机用三支点减速器》或JB/T *****~*****-2007《起重机用底座式硬齿面减速器》。
配置其他类型减速器均需要特殊订购。
三种卷筒用联轴器的截面如图2a、b、c所示。
2 卷筒联轴器的工作原理2.1 球面滚子联轴器沿圆周分布的球面滚子分别嵌入联轴器外套的内圆和内套的外圆之间的圆柱形齿孔内,传递转矩并承受径向载荷,由于滚子的球面形状,兼起调心轴承的作用以补偿一定的角位移。
联轴器安装使用说明
联轴器安装使⽤说明联轴器安装使⽤说明任何旋转零部件都有潜在的危险,⽤户应⽤护罩将联轴器恰当的保护起来。
为保证机器和联轴器的长寿命⼯作,⽤户必须正确的选⽤和安装联轴器。
1. 联轴器的安装1. 检测两轴端之间的距离:⾸先应将主、从动机器转⼦置于运转位置,注意两机器的轴向窜动应使其靠向⼯作时的位置,然后检测两轴端之间的距离,并调⾄安装总图上规定的位置。
2. 启封、清洗全套联轴器的零组件。
3. 安装盘的安装:安装盘的内孔与轴颈的配合⼀般设计为“过渡配合”或“过盈配合”,因此安装前应仔细检查安装盘内孔和轴的外径,保证表⾯清洁、⽆⽑刺。
对平直轴:将键放⼊轴上的键槽中、键端不应凸出或凹⼊轴端,以齐平为好。
将安装盘放在油槽中加热,温度为120~150℃,加热保温后,根据联轴器安装图并注意按位置标记迅速装于轴上要求的位置、安装盘与轴端⼀般应齐平。
加热时不允许局部加热,以免变形。
对于锥形轴:按平直轴装键同样要求将键装在轴上、然后将安装盘装于轴上,并⽤⼿推紧,再⽤螺母紧固,使安装盘轴向移动⾄其固定位置。
由初始位置移⾄⼯作位置的距离也称为轴向推进值。
轴向推进值=毂径配合过盈值/锥度K毂轴过盈值可由安装总图或技术条件上查得或者按如下推荐:带键直孔:0.0005~0.00075mm/mm×轴径带键锥孔:0.001 mm/mm×轴径⽆键液压装配孔:0.0015~0.0025 mm/mm×轴径最后将螺母锁紧。
4. 安装盘的找正:为了确保安装盘的正确安装,可利⽤百分表检测安装盘的外圆及端⾯,外圆和端⾯的跳动均不应⼤于0.05mm,可利⽤百分表检测安装盘的外圆及端⾯,外圆和端⾯的跳动均不应⼤于0.05mm,对外圆直径⼤于250mm或对锥孔配合的安装盘,端⾯跳动在极限情况下允许为0.08mm。
5. 检测两安装盘之间的距离⾸先应将主、从动机器转⼦置于运转位置,然后测取两安装盘之间的距离F(在圆周向取3~4个读数的平均值),并使F尺⼨符合安装总图上的尺⼨(或间隔轴与这个⽚组实测尺⼨之和),误差控制在0~0.4mm的范围内。
联轴器的装配方法
联轴器的装配方法联轴器的装配方法在联轴器装配中关键要掌握联轴器在轴上的装配、联轴器所联接两轴的对中、零部件的检查及按图纸要求装配联轴器等环节。
一、找正的方法联轴器找正时,主要测量同轴度(径向位移或径向间隙)和平行度(角向位移或轴向间隙),根据测量时所用工具不同有四种方法。
1. 利用直角尺测量联轴器的同轴度(径向位移),利用平面规和楔形间隙规来测量联轴器的平行度(角向位移),这种方法简单,应用比较广泛,但精度不高,一般用于低速或中速等要求不太高的运行设备上。
如图示:用直尺及塞尺测量联轴器经向位移用平面规各楔型规测量联轴器的角位移(2)直接用百分表、塞尺、中心卡测量联轴器的同轴度和平行度。
调整的方法:通常是在垂直方向加减主动机(电机)支脚下面的垫片或在水平方向移动主动机位置的方法来实现。
二、联轴器在轴上的装配方法联轴器在轴上的装配是联轴器安装的关键之一。
联轴器与轴的配合大多为过盈配合,联接分为有键联接和无键联接,联轴器的轴孔又分为圆柱形轴孔与锥形轴孔两种形式。
装配方法有静力压入法、动力压入法、温差装配法及液压装配法等。
(1)静力压入法:这种方法是根据装配时所需压入力的大小不同、采用夹钳、千斤顶、手动或机动的压力机进行,静力压入法一般用于锥形轴孔。
由于静力压入法受到压力机械的限制,在过盈较大时,施加很大的力比较困难。
同时,在压入过程中会切去联轴器与轴之间配合面上不平的微小的凸峰,使配合面受到损坏。
因此,这种方法一般应用不多。
(2)动力压入法:这种方法是指采用冲击工具或机械来完成装配过程,一般用于联轴器与轴之间的配合是过渡配合或过盈不大的场合。
装配现场通常用手锤敲打的方法,方法是在轮毂的端面上垫放木块或其他软材料作缓冲件,依靠手锤的冲击力,把联轴器敲入。
这种方法对用铸铁、淬火的钢、铸造合金等脆性材料制造的联轴器有局部损伤的危险,不宜采用。
这种方法同样会损伤配合表面,故经常用于低速和小型联轴器的装配。
(3)温差装配法:用加热的方法使联轴器受热膨胀或用冷却的方法使轴端受冷收缩,从而能方便地把轮联轴器装到轴上。
WZL型卷筒联轴器安装使用说明
WZL型卷筒联轴器安装说明WZL型卷筒联轴器安装使用说明一、概述WZL型卷筒联轴器是一种用球铰和特殊键传递转矩和承受径向力的新型卷筒联轴器,适用于起重机、运输机、选煤机械和建筑机械等设备的减速机与卷筒之间的联接。
它具有以下几个特点:1、能承受很大的径向力和传递较大的转矩。
2、允许的轴线折角大,对于一般用途的卷筒联轴器最大轴线折角为°。
极大地满足了对卷筒联轴器安装精度的要求,而且在小车架刚度较差的情况下,起升机构也能安全工作。
3、减速机轴与卷筒联接为铰链联接,大大改善了减速机轴的弯矩负载受力状况。
4、包容在内外球面之间的特殊键,使其更加安全可靠。
二、结构形式见图1所示的示意图。
三、安装与使用说明:1、卷筒联轴器不能进行轴向位移的补偿,因而在设计卷筒装置时应解除卷筒尾部支承的轴向固定约束,根据设备的使用工况,预留一定的轴向窜动量,安装后应予以检查确认。
2、减速器轴端必须设置轴端挡板和连接螺纹孔及连接螺栓,并采取可靠的放松方式,用以固定卷筒联轴器内套,卷筒联轴器安装后必须予以检查确认。
3、卷筒轴线与减速机轴线在满载的倍时轴线折角最大不超过°。
轴线折角越小,卷筒联轴器使用寿命越长。
图14、环境温度-25~+80℃。
超过上限范围,应采取适当的隔热措施。
5、每2~3月加一次润滑油脂(视轻、重级和使用频繁程度定),至少从两对称加油嘴加油,加油压力20MP左右,直到油加不进去(或从球面溢出)为止。
一般情况用2号锂基润滑脂(或加二硫化钼的锂基润滑脂);高温时应用3号锂基润滑脂(或加二硫化钼的锂基润滑脂)。
6、在设备大、中修时,对卷筒联轴器应进行检查,视磨损情况予以检修或更换(可咨询制造单位)。
7、联轴器法兰与卷筒法兰联接的螺栓强度级别均为级,联接时的预紧力矩见表1。
表18、使用时应经常检查:(1)减速器出轴端部螺栓是否松动、断裂、脱落。
(2)联轴器法兰与卷筒法兰联接的螺栓(螺母)是否松动、断裂、脱落。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
WZL型卷筒联轴器
安装说明
WZL型卷筒联轴器安装使用说明
一、概述
WZL型卷筒联轴器是一种用球铰和特殊键传递转矩和承受径向力的新型卷筒联轴器,适用于起重机、运输机、选煤机械和建筑机械等设备的减速机与卷筒之间的联接。
它具有以下几个特点:
1、能承受很大的径向力和传递较大的转矩。
2、允许的轴线折角大,对于一般用途的卷筒联轴器最大轴线折角为1.5°。
极大地满足了对卷筒联轴器安装精度的要求,而且在小车架刚度较差的情况下,起升机构也能安全工作。
3、减速机轴与卷筒联接为铰链联接,大大改善了减速机轴的弯矩负载受力状况。
4、包容在内外球面之间的特殊键,使其更加安全可靠。
二、结构形式
见图1所示的示意图。
三、安装与使用说明:
1、卷筒联轴器不能进行轴向位移的补偿,因而在设计卷筒装置时应解除卷筒尾部支承的轴向固定约束,根据设备的使用工况,预留一定的轴向窜动量,安装后应予以检查确认。
2、减速器轴端必须设置轴端挡板和连接螺纹孔及连接螺栓,并采取可靠的放松方式,用以固定卷筒联轴器内套,卷筒联轴器安装后必须予以检查确认。
3、卷筒轴线与减速机轴线在满载的1.25倍时轴线折角最大不超
过1.5°。
轴线折角越小,卷筒联轴器使用寿命越长。
图1
4、环境温度-25~+80℃。
超过上限范围,应采取适当的隔热措施。
5、每2~3月加一次润滑油脂(视轻、重级和使用频繁程度定),至少从两对称加油嘴加油,加油压力20MP左右,直到油加不进去(或从球面溢出)为止。
一般情况用2号锂基润滑脂(或加二硫化钼的锂基润滑脂);高温时应用3号锂基润滑脂(或加二硫化钼的锂基润滑脂)。
6、在设备大、中修时,对卷筒联轴器应进行检查,视磨损情况予以检修或更换(可咨询制造单位)。
7、联轴器法兰与卷筒法兰联接的螺栓强度级别均为8.8级,联接时的预紧力矩见表1。
表1
8、使用时应经常检查:
(1)减速器出轴端部螺栓是否松动、断裂、脱落。
(2)联轴器法兰与卷筒法兰联接的螺栓(螺母)是否松动、断裂、脱落。
(3)联轴器上的所有连接螺栓是否松动、断裂、脱落。
(4)联轴器是否因缺油发出摩擦声。
(5)联轴器是否有其它响声或不正常现象。