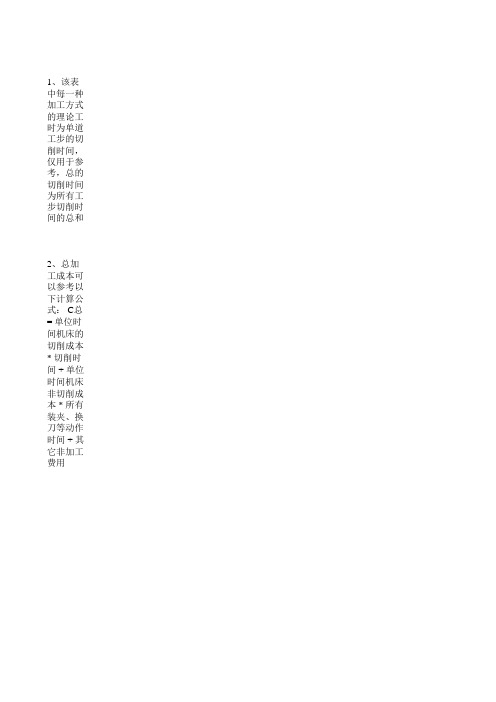
加工方法的工时费统计表
合集下载
常用机加工工时成本计算表
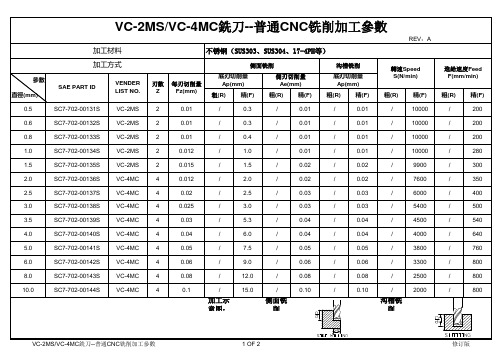
VC-2MS
2
0.015
/
1.5
/
0.02
/
0.02
/
9900
SC7-702-00136S
VC-4MC
4
0.012
/
2.0
/
0.02
/
0.02
/
7600
SC7-702-00137S
VC-4MC
4
0.02
/
2.5
/
0.03
/
0.03
/
6000
SC7-702-00138S
VC-4MC
4
0.025
/
3.0
VC-2MS/VC-4MC銑刀--普通CNC铣削加工參數
2 OF 2
0 修订版
粗(R) / / / / / / / / / / / / / /
精(F) 200 200 200 280 300 350 400 500 540 640 760 800 800 800
VC-2MS/VC-4MC銑刀--普通CNC铣削加工參數
1 OF 2
0 修订版
參數 直徑(mm)
0.5 0.6 0.8 1.0 1.5 2.0 2.5 3.0 3.5 4.0 5.0 6.0 8.0 10.0
/
10000
SC7-702-00132S
VC-2MS
2
0.01
/
0.3
/
0.01
/
0.01
/
10000
SC7-702-00133S
VC-2MS
2
0.01
/
0.4
/
0.01
/
0.01
/
电脑车床零件简易机加工工时计算表

XXX零件加工工时计算表(车削)
序号 工步序 号: 加工部 位: n转数 (r/min) f进给 (mm/r) L车削长 度(mm) N走刀 T1车削工 T2空走工 T总工时 α 系数 次数 时(s) 时(s) (s) 计算方法
1
1
平面
3000
0.05
Hale Waihona Puke 2010.48
0.4
8.4
T1
60* L * N ; T T1 T 2 f *n T 2 N *a
直径。
L=(D1-D2)/2;其 4 4 定中心 3000 0.03 5 1 0.4 3.333333333 0.4 3.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
L=L1+L2;其中L1 5 5 钻孔 3000 0.05 4 1 0.4 1.6 0.4 2.0 为每次打孔深度, 60* L T1 * N L2每次安全定位 f *n 距离; L=(D1-D2)/2;其 6 6 镗孔 3000 0.02 3 1 0.4 3 0.4 3.4
L=(D1-D2)/2;其 中D1为车削前直 60* L * N 径,D2为车削后 f *n 直径。
2
2
粗车外径
2500
0.08
25
2
0.4
15
0.8
15.8
T1
L=(D1-D2)/2;其 3 3 铣六角 3000 0.05 25 6 0.4 60 2.4 62.4
T1
60* L 中D1为车削前直 *N 径,D2为车削后 f *n
T1
中D1为车削前直 60* L *N 径,D2为车削后 f *n 直径。
L=(D1-D2)/2;其 7 7 精车外径 3500 0.03 20 2 0.4 22.85714286 0.8 23.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
序号 工步序 号: 加工部 位: n转数 (r/min) f进给 (mm/r) L车削长 度(mm) N走刀 T1车削工 T2空走工 T总工时 α 系数 次数 时(s) 时(s) (s) 计算方法
1
1
平面
3000
0.05
Hale Waihona Puke 2010.48
0.4
8.4
T1
60* L * N ; T T1 T 2 f *n T 2 N *a
直径。
L=(D1-D2)/2;其 4 4 定中心 3000 0.03 5 1 0.4 3.333333333 0.4 3.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
L=L1+L2;其中L1 5 5 钻孔 3000 0.05 4 1 0.4 1.6 0.4 2.0 为每次打孔深度, 60* L T1 * N L2每次安全定位 f *n 距离; L=(D1-D2)/2;其 6 6 镗孔 3000 0.02 3 1 0.4 3 0.4 3.4
L=(D1-D2)/2;其 中D1为车削前直 60* L * N 径,D2为车削后 f *n 直径。
2
2
粗车外径
2500
0.08
25
2
0.4
15
0.8
15.8
T1
L=(D1-D2)/2;其 3 3 铣六角 3000 0.05 25 6 0.4 60 2.4 62.4
T1
60* L 中D1为车削前直 *N 径,D2为车削后 f *n
T1
中D1为车削前直 60* L *N 径,D2为车削后 f *n 直径。
L=(D1-D2)/2;其 7 7 精车外径 3500 0.03 20 2 0.4 22.85714286 0.8 23.7 中D1为车削前直 60* L T1 * N 径,D2为车削后 f *n 直径。
各种机加工工时计算表
请输入实际切削参数 0.08 0.25 0.04
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
1200.00 0.833333333
0.2-0.3 0.15 26.0 1379
>>>>>>>往复式平面粗磨理论工时计算<<<<<<<
零件参数
砂轮、机床参数
工件材料
淬火钢 砂轮直径 mm
400
磨削形式
零件装置在夹具中或用千 分表校准
**当加工孔径较大 时,ap取大值;加 工孔径较小,且加 工精度要求较高 时,ap取小值
钢、铸钢 刀具材料 精镗 刀具类型 5 刀具直径 mm 20 推荐切削参数范围 0.6-1.2 1.00 8 509 请输入实际切削参数 3.00 0.60 1.00 600.00 0.3
刀具参数
硬质合金 镗刀块 5.00
4.00 20 1273
>>>>>>>高速钢铰刀铰孔理论工时计算<<<<<<<
零件参数
材料种类
材料性能
孔直径 mm
铰
刀具直径 mm 待加工孔深度 mm
切削深度 mm 铰削余量 mm 实际每转进给量 实际主轴转速 理论工时 min
推荐切削参数 中硬铸铁 铰削余量 mm
175HBS 每转进给量 f mm 6.00 切削速度 m/min 6.0 主轴转速 10.0
材料种类 孔直径 mm
深度 mm
钻
零件参数
不锈钢 刀具直径 mm
12.50 每转进给量 mm
20.00
切削速度 主轴转速
m/min
请输入实际切削参数
推荐切削参数范围 8 ~ 20
模具(修模)工时及费用一览表
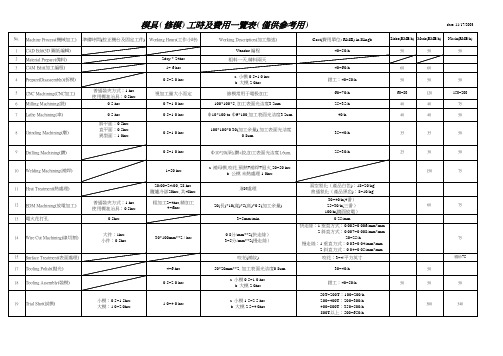
準備時間(校正機台及固定工件) Working Hours(工作小時)
Working Description(加工描述) Vendor 編程
Cost(費用單位: RMB) in Kingb 40~50/h
Sinbo(RMB/h) Matic(RMB/h) 50 50
Nissin(RMB/h) 50
2day * 24hrs 1~ 6 hrs 0.5~2.0 hrs 普通裝夾方式:1 hrs 使用標准治具:0.5hrs 0.5 hrs 0.5 hrs 斜平面:0.5hrs 直平面:0.5hrs 異型面:1.0hrs 視加工量大小而定 0.7~1.0 hrs 0.5~1.0 hrs
粗料一天,精料兩天. 40~60/h a. 小模 0.5~1.0 hrs. b. 大模 2.0hrs 修模常用于電极加工. 100*100*5, 加工表面光洁度3.2um. Φ10*100 to Φ9*100,加工表面光洁度3.2um. 鉗工:40~50/h 60~70/h 25~35/h 40/h
咬花(補紋) 50*20mm**2, 加工表面光洁度0.8um. a. 小模 0.5~1.0 hrs. b. 大模 2.0hrs a. 小模 1.5~2.5 hrs. b. 大模 2.5~4.0hrs
噴砂75 50
18
50
50
19
Trial Shot(試模)
小模:0.5~1.5hrs 大模:1.0~2.0hrs
1.0~4.0 hrs
300
340
11172003nomachineprocess機械加工準備時間校正機台及固定工件workinghours工作小時workingdescription加工描述cost費用單位
模具 ( 修模 ) 工時及費用一覽表 ( 僅供參考用 )
机械加工工时操作时间统计表
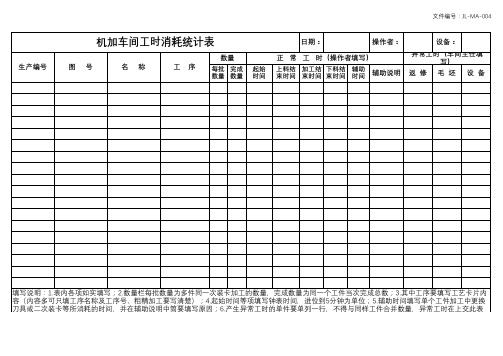
填写说明:1.表内各项如实填写;2.数量栏每批数量为多件同一次装卡加工的数量,完成数量为同一个工件当次完成总数;3.其中工序要填写工 艺卡片内容(内容多可只填工序名称及工序号、粗精加工要写清楚);4.起始时间等项填写钟表时间,进位到5分钟为单位;5.辅助时间填写单个 工件加工中更换刀具或二次装卡等所消耗的时间,并在辅助说明中简要填写原因;6.产生异常工时的单件要单列一行,不得与同样工件合并数 量,异常工时在上交此表前如实填写
文件编号:JL-MA-004
机加车间工每批 完成 数量 数量 起始 时间
日期: 正 常 工
操作者: 时(操作者填写)
设备: 异常工时(车间主任填写) 修 毛 坯 设 备
上料结 加工结 下料结 辅助 辅助说明 返 束时间 束时间 束时间 时间
文件编号:JL-MA-004
机加工预估加工工时计算表

2 3.9 86.2 200 2500 0.080
2 3.9 95.6 100 2000 0.050
2 3.0 96.5 400 1800 0.222
2 3.0 146.0 1000 3500 0.286
2 3.0 38.0 400 2500 0.160
2 1.0 89.0 100 2500 0.040
非切削时间
163.1
小计
978.58 ¥3,950
总计 1731.636 ¥6,050
¥1.73
¥2.37
150 2500 0.060
2 1.3 48.8 200 2500 0.080
2
1
14.0
150 3200 0.047
2 1.3 33.2 100 1800 0.056
2 1.0 105.5 400 2200 0.182
2
1
38.0
600 1500 0.400
2
3
16.4
150 2200 0.068
铣两边
精铣刀 12 100 70 2300
锣面
飞刀
32 100 19 1000
加工中 定中心孔 中心钻
6 100 5 4000
心2#
钻孔 Φ5.5钻头 5.5 80 33 3000
线速度
75.40 86.71 100.53
材 料:
SUS316L
换刀 时间
进刀 次数
加工时间
2 2 142.0
2
2
86.0
沉孔加工
铣刀
10 200 40 2000
倒12个棱边 倒角钻
5 400 580 5000
62.83 63.62 59.69 53.72 75.40 69.11 62.83 54.19 56.55 62.83 37.70 62.83 78.54
机械加工工时核算表

Hale Waihona Puke 件直径D/318(总余量H/切削深度) D(mm) V(米/分) 常量 工件转速N 200 150 318 238.50 D(mm) N(转/分) 常量 V(米/分) 200 250 318 157.23 时间(分钟) 28 实际工时 55 D(mm) V(米/分) 常量 工件转速N 200 150 318 238.50 D(mm) N(转/分) 常量 V(米/分) 200 250 318 157.23 时间(分钟) 273 实际工时 360
公法线计算表.xls 切削速度V=3.14*工件直径D*工件转速N/1000或 速度V=工件转速N*工件直径D/318 工件转速N=切削速度V*1000/3.14*工件直径 车工时核算:单件工时T=(工件加工长度L/(工件转速N*进给量S))*(总余量H/切削深度) 圆周率 3.14 圆周率 3.14 V(米/分) 90 D(mm) 160 常量 1000 N(转/分) 300 D(mm) 550 常量 1000 加工总余量H(mm) 10 T服 2.94 D(mm) 550 常量 1000 加工总余量H(mm) 2 T服 19.11 工件转速N 52.11 V(米/分) 150.72 切削深度t(mm) 3.00 N工件数量 1.00 工件转速N 63.69 V(米/分) 150.72 切削深度t(mm) 0.68 N工件数量 1.00
粗车核算 加工件长度L(mm) N(转/分) S(mm/转) 200 120 0.2 T基 42 圆周率 3.14 圆周率 3.14 T辅 8.4 V(米/分) 110 D(mm) 160 T准 2.1 常量 1000 N(转/分) 300
精车核算 加工件长度L(mm) N(转/分) S(mm/转) 480 65 0.08 T基 273 T辅 54.6 T准 13.65
加工费用一览表

11KW-电费=17元
50KW-电费=75元
小火花机
40元/小时
4000(薪)/26(天)/8(小时)*1.5=28元8(万)/72(月)//30(天)/20(时)=4
5KW-电费=8元
电脑火花机
58元/小时
双头机
按头算
4000(薪)/26(天)/8(小时)*1.5=28元30(万)/72(月)//30(天)/20(时)=10
7.5KW-电费=10元
50T合模机
53元/小时
5000(薪)/26(天)/8(小时)*1.5=36元20(万)/72(月)//30(天)/20(时)=7
7KW-电费=9元
150T合模机
73元/小时
5000(薪)/26(天)/8(小时)*1.5=36元60(万)/72(月)//30(天)/20(时)=20
5000(薪资)/26(天)/8(小时)*1.5(系数)=36元
小加工中心
45元/小时
铜公机
石墨机
雕刻机
4000(薪)/26(天)/8(小时)*1.5=28元20(万)/72(月)//30(天)/20(时)=7
7.5KW-电费=10元
850加工中心
65元/小时
电脑锣
4000(薪)/26(天)/8(小时)*1.5=28元40(万)/72(月)//30(天)/20(时)=14
15KW-电费=23元
1600加工中心
100元/小时
4000(薪)/26(天)/8(小时)*1.5=28元80(万)/72(月)//30(天)/20(时)=27
30KW-电费=45元
龙门机
180元/小时
高速机(KW)
龙门机
4000(薪)/26(天)/8(小时)*1.5=28元200万)/72(月)//30(天)/20(时)=70
50KW-电费=75元
小火花机
40元/小时
4000(薪)/26(天)/8(小时)*1.5=28元8(万)/72(月)//30(天)/20(时)=4
5KW-电费=8元
电脑火花机
58元/小时
双头机
按头算
4000(薪)/26(天)/8(小时)*1.5=28元30(万)/72(月)//30(天)/20(时)=10
7.5KW-电费=10元
50T合模机
53元/小时
5000(薪)/26(天)/8(小时)*1.5=36元20(万)/72(月)//30(天)/20(时)=7
7KW-电费=9元
150T合模机
73元/小时
5000(薪)/26(天)/8(小时)*1.5=36元60(万)/72(月)//30(天)/20(时)=20
5000(薪资)/26(天)/8(小时)*1.5(系数)=36元
小加工中心
45元/小时
铜公机
石墨机
雕刻机
4000(薪)/26(天)/8(小时)*1.5=28元20(万)/72(月)//30(天)/20(时)=7
7.5KW-电费=10元
850加工中心
65元/小时
电脑锣
4000(薪)/26(天)/8(小时)*1.5=28元40(万)/72(月)//30(天)/20(时)=14
15KW-电费=23元
1600加工中心
100元/小时
4000(薪)/26(天)/8(小时)*1.5=28元80(万)/72(月)//30(天)/20(时)=27
30KW-电费=45元
龙门机
180元/小时
高速机(KW)
龙门机
4000(薪)/26(天)/8(小时)*1.5=28元200万)/72(月)//30(天)/20(时)=70
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
不同加工方法所收取的工时费
加工方法 工时费(元) 加工范围 切削量在0.5mm以内 普通车床 30元/h 切削量在0.5-2mm以内 切削量在2-5mm 切削量在5mm以上 铣削量在0.5mm以内 普通铣床 40元/h 铣削量在0.5-2mm以内 铣削量在2-5mm 铣削量在5mm以上 切削量在0.5mm以内 数控车床 40元/h 切削量在0.5-2mm以内 切削量在2-5mm 铣削量在0.5mm以内 数控铣床 50元/h 铣削量在0.5-2mm以内 铣削量在2-5mm 直径小于24mm,深度小于20mm 钻床 30元/h 直径小于24mm,深度大于20mm 直径大于24mm,深度小于20mm 直径大于24mm,深度大于20mm 剪板 90元/h 板厚小于6mm 板厚大于6mm 板厚小于2mm,板宽小于0.5米 折弯 90元/h 板厚小于2mm,板宽大于0.5米 板厚大于2mm,板宽小于0.5米 板厚大于2mm,板宽大于0.5米 线切割 钳工 磨床 40元/h 30元/h 30元/h 切割厚度小于20mm 切割厚度大于20mm 打磨,去毛刺 磨削厚度大于0.5mm 磨削厚度小于0.5mm 工时系数 0.5-1m/h 1-2m/h 0.5-1m/h 0.3-0.5m/h 0.8-1.2㎡/h 0.5-0.8㎡/h 0.3-0.5㎡/h 0.2-0.3㎡/h 0.5-1m/h 1-2m/h 0.5-1m/h 0.8-1.2㎡/h 0.5-0.8㎡/h 0.3-0.5㎡/h 30个/h 15个/h 15个/h 10个/h 60次/h 30次/h 60弯/h 40弯/h 45弯/h 30弯/h 1-2m/h 2-3m/h 2-5m/h 0.2-0.5㎡/h 0.5-1㎡/h
调直
30元/h
注:工时报价=零件总加工量*工时费/工时系数(不包含表面处理) 对一般材料进行钻孔时,当孔深和孔径的比值小于2.5时,若孔径小于25mm,则每孔报价按照 孔径(mm)*0.05元计算,若孔径大于25mm,则每孔报价按照孔径(mm)*0.12元计算;当孔 深和孔径的比值大于2.5时,每孔报价按照孔径(mm)*0.4元计算。 对于孔进行攻丝时,报价标准按照孔径(mm)*0.2元计算。 对于气割加工时,报价标准按照切割厚度(mm)*切割长度(m)计算,当加工需要采用等离 子切割时,报价标准为气割的2.5倍。
不同加工方法所收取:
不同加工方法所收取的工时费
插床 锯床 25元/h 25元/h 齿高小于6mm 齿高大于6mm / 刨削量在2mm以内 刨床 25元/h 刨削量在2-5mm 刨削量在5mm以上 火焰切割 30元/h 板厚小于14mm 板厚大于14mm 杆类 板类 氩弧焊 焊接 40元/h 手工电弧焊 二氧化碳气体保护焊 板件喷塑 架体类喷塑 镀锌 镀铬 发黑 退火 蘸火 调质 喷漆 17-40元/㎡ 50-60元/㎡ 1.5元/Kg 1.8元/Kg 3元/Kg 1.2元/Kg 3元/Kg 2.3元/Kg 5-12元/㎡ / / / / / / / / / 6-8齿/h 4-6齿/h 0.6㎡/h 0.5㎡/h 0.3㎡/h 0.2㎡/h 6-8m/h 5-6m/h 15m/h 3㎡/h 1.5m/h 2-3m/h 3-4m/h / / / / / / / / /
加工方法 工时费(元) 加工范围 切削量在0.5mm以内 普通车床 30元/h 切削量在0.5-2mm以内 切削量在2-5mm 切削量在5mm以上 铣削量在0.5mm以内 普通铣床 40元/h 铣削量在0.5-2mm以内 铣削量在2-5mm 铣削量在5mm以上 切削量在0.5mm以内 数控车床 40元/h 切削量在0.5-2mm以内 切削量在2-5mm 铣削量在0.5mm以内 数控铣床 50元/h 铣削量在0.5-2mm以内 铣削量在2-5mm 直径小于24mm,深度小于20mm 钻床 30元/h 直径小于24mm,深度大于20mm 直径大于24mm,深度小于20mm 直径大于24mm,深度大于20mm 剪板 90元/h 板厚小于6mm 板厚大于6mm 板厚小于2mm,板宽小于0.5米 折弯 90元/h 板厚小于2mm,板宽大于0.5米 板厚大于2mm,板宽小于0.5米 板厚大于2mm,板宽大于0.5米 线切割 钳工 磨床 40元/h 30元/h 30元/h 切割厚度小于20mm 切割厚度大于20mm 打磨,去毛刺 磨削厚度大于0.5mm 磨削厚度小于0.5mm 工时系数 0.5-1m/h 1-2m/h 0.5-1m/h 0.3-0.5m/h 0.8-1.2㎡/h 0.5-0.8㎡/h 0.3-0.5㎡/h 0.2-0.3㎡/h 0.5-1m/h 1-2m/h 0.5-1m/h 0.8-1.2㎡/h 0.5-0.8㎡/h 0.3-0.5㎡/h 30个/h 15个/h 15个/h 10个/h 60次/h 30次/h 60弯/h 40弯/h 45弯/h 30弯/h 1-2m/h 2-3m/h 2-5m/h 0.2-0.5㎡/h 0.5-1㎡/h
调直
30元/h
注:工时报价=零件总加工量*工时费/工时系数(不包含表面处理) 对一般材料进行钻孔时,当孔深和孔径的比值小于2.5时,若孔径小于25mm,则每孔报价按照 孔径(mm)*0.05元计算,若孔径大于25mm,则每孔报价按照孔径(mm)*0.12元计算;当孔 深和孔径的比值大于2.5时,每孔报价按照孔径(mm)*0.4元计算。 对于孔进行攻丝时,报价标准按照孔径(mm)*0.2元计算。 对于气割加工时,报价标准按照切割厚度(mm)*切割长度(m)计算,当加工需要采用等离 子切割时,报价标准为气割的2.5倍。
不同加工方法所收取:
不同加工方法所收取的工时费
插床 锯床 25元/h 25元/h 齿高小于6mm 齿高大于6mm / 刨削量在2mm以内 刨床 25元/h 刨削量在2-5mm 刨削量在5mm以上 火焰切割 30元/h 板厚小于14mm 板厚大于14mm 杆类 板类 氩弧焊 焊接 40元/h 手工电弧焊 二氧化碳气体保护焊 板件喷塑 架体类喷塑 镀锌 镀铬 发黑 退火 蘸火 调质 喷漆 17-40元/㎡ 50-60元/㎡ 1.5元/Kg 1.8元/Kg 3元/Kg 1.2元/Kg 3元/Kg 2.3元/Kg 5-12元/㎡ / / / / / / / / / 6-8齿/h 4-6齿/h 0.6㎡/h 0.5㎡/h 0.3㎡/h 0.2㎡/h 6-8m/h 5-6m/h 15m/h 3㎡/h 1.5m/h 2-3m/h 3-4m/h / / / / / / / / /