叶轮机械加工工序卡片
机械加工工序卡片工艺过程卡片
机械加工工序卡片工艺
过程卡片
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
工
步
工步内容工艺装备号
机械加工工序卡片工步内容工艺装备
机械加工工序卡片
车间
毛坯种
类
铸件
设备名
称
摇臂钻
床
夹具编号
工位器具编号
工
步工步内容工艺装备主轴速度
机械加工工序卡片
工艺装备
机械加工工序卡片
工艺装备
机械加工工艺过程卡片。
(完整版)机械加工工艺过程卡片及工序卡片模板

0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
Ⅹ
精车小端
卧式车床
0.274 0.355
Ⅺ
去毛刺
Ⅻ
终检
设 计(日 期)
标 记
处 数
更改文件号
签 字
日 期
标 记
处 数
更改文件号
签
日
字
期
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称
填料箱 共 8
盖
工序号
工序名称
Ⅰ
粗车外圆面及端面
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材料牌号
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
机械加工工艺过程卡片及工序卡

机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
机械加工工序卡片模板2

设备名称 设备型号 钻床 Z3025 夹具编号 03 工位器具编号 工 步 号 描图 描校 底图号 装订号
工序名称 材料牌号 扩孔 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 03 工序工时 工位器具名称 准终 单件 5 2 切削深 度(mm) 工步工时 进给次数 1 机动 辅助
切削速度 (m/min) 0.2-0.4
进给量 (mm/r) 0.01
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
04102303-1 制动器杠杆 工序号 4 毛坯外形尺寸 共 (12 ) 页 第( 4)页
工艺装备
主轴转速 (r/min) 800
切削速度 (m/min)
进给量 (mm/r)
描图 描校 底图号 装订号
设计 日期 标 记 处数 更改文件号 签字 日期 标记 处数 更改文件 号 签字 日期
审核 日期
标准化 日期
会签日 期
机械加工工序卡片
产品型号 产品名称 制动器杠杆
零部件图号 零部件名称 车间 毛坯种类
设备名称 设备型号 车床 CA6140 夹具编号 01 工位器具编号 工 步 号 1
工序名称 材料牌号 精车外圆 45 每个毛坯可制件数 每台件数 1 1 设备编号 同时加工零件数 1 夹具名称 切削液 专用夹具 01 工序工时 工位器具名称 准终 单件 1 1 切削深 度(mm) 1 1 工步工时 进给次数 机动 辅助
切削速度 (m/min)
叶轮机械加工工序卡片

叶轮机械加工工序卡片
如表所示,该工序为冷却水泵叶轮的第一道工序,该工 序由粗车、半精车大端面,钻孔三个工步组成。零件的 材料为HT200(灰铸铁) 毛坯为铸件 84mm 42mm 每个毛坯只能做一件,每 个床同时只能加工一件。使用CA6140(最大回转直径 为400mm的卧式车床)加工。此道工序的工时为2分 钟,其中粗车大端面机动工时0.3分钟,辅助工时0.3 分钟,半精车大端面机动工时0.45分钟,辅助工时0.2 分钟。钻孔机动工时为0.33分钟,辅助用0.3分钟。 粗车、半精车端面,钻孔的定位基准为轴线,由气动自 定心卡盘夹外圆面(粗基准),以及游标卡尺定位找正 安装。(如下: 粗车大端面主轴转速560r/min,切削速度 132r/min,进给量0.3mm/r,切深4mm,进 给1次。 半精车大端面F1(为了保证尺寸3.970 )主轴 0.2 mm 转速710r/min,切削速度189m/min,进给量 0.15mm/r,进给1次。 钻 孔主轴转速800r/min,切削速度 14.3mm 36.6m/min, 进给量0.25mm/r,进给一次。 车端面采用的刀具是YG6 75°偏头端面车刀 (硬质合金) 钻头采用W18Cr4V的锥柄麻花钻(高速钢钻 头)
叶轮工艺-机械加工工艺过程卡片

(完整版)机械加工工艺过程卡片及工序卡片模板
工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ
机械加工工序卡片工艺过程卡片
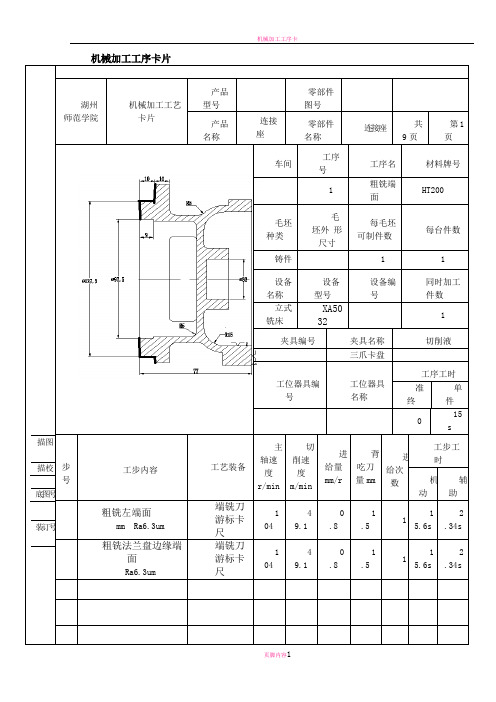
49.1
0.8
1.5
1
15.6s
2.34s
3
4
设 计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第2页
车间
工序号
工序名
材料牌号
机械加工工序卡片
底图号
装订号
描校
描图
湖州师范学院
机械加工工艺卡片
产品型号
零部件图号
产品名称
连接座
零部件名称
连接座
共9页
第1页
车间
工序号
工序名
材料牌号
1
粗铣端面
HT200
毛坯种类
毛坯外 形尺寸
每毛坯可制件数
每台件数
铸件
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
XA5032
1
夹具编号
夹具名称
切削液
三爪卡盘
工位器具编号
工位器具名称
工序工时
准终
单件
0
15s
工步号
工步内容
工艺装备
主轴速度 r/min
切削速度m/min
进给量mm/r
背吃刀量mm
进给次数
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各工步的参数如下: 粗车大端面主轴转速560r/min,切削速度 132r/min,进给量0.3mm/r,切深4mm,进 给1次。 半精车大端面F1(为了保证尺寸3.970 )主轴 0.2 mm 转速710r/min,切削速度189m/min,进给量 0.15mm/r,进给1次。 钻 孔主轴转速800r/min,切削速度 14.3mm 36.6m/min, 进给量0.25mm/r,进给一次。 车端面采用的刀具是YG6 75°偏头端面车刀 (硬质合金) 钻头采用W18Cr4V的锥柄麻花钻(高速钢钻 头)
叶轮机械加工工序卡片
ห้องสมุดไป่ตู้
如表所示,该工序为冷却水泵叶轮的第一道工序,该工 序由粗车、半精车大端面,钻孔三个工步组成。零件的 材料为HT200(灰铸铁) 毛坯为铸件 84mm 42mm 每个毛坯只能做一件,每 个床同时只能加工一件。使用CA6140(最大回转直径 为400mm的卧式车床)加工。此道工序的工时为2分 钟,其中粗车大端面机动工时0.3分钟,辅助工时0.3 分钟,半精车大端面机动工时0.45分钟,辅助工时0.2 分钟。钻孔机动工时为0.33分钟,辅助用0.3分钟。 粗车、半精车端面,钻孔的定位基准为轴线,由气动自 定心卡盘夹外圆面(粗基准),以及游标卡尺定位找正 安装。(粗基准只装夹一次使用)。