Q235B 8-8mm T字角焊缝 手工焊之焊接工艺评定和焊接工艺指导书
焊接工艺指导书(Q235)

焊接工艺指导书Q235(考伯斯项目部)编制:审核:批准:中国五冶集团工程有限公司1目录一、工程概况------------------------------------------------1二、本工程焊接施工标准及规范------------------------1三、焊接材料及焊接方法选用---------------------------1四、施工准备及工机具计划------------------------------2五、焊接程序------------------------------------------------3六、焊接工艺及要求---------------------------------------4七、焊接接头质量要求------------------------------------5八、焊接质量及安全保证措施---------------------------72一、工程概况本工艺指导书使用于Q235手工钨极氩弧焊焊接、手工钨极氩弧焊和焊条电弧焊(氩电联焊)焊接工艺。
二、本工程焊接施工标准及规范1、GB50235-1998《工艺金属管道工程施工及验收规范》2、GB50236-1998《现场设备、管道焊接工程施工及验收规范》3、GB/T3323-2005《金属熔化焊对接接头射线照相和质量分级》4、JB4708-2007《承压设备焊接工艺评定》5、JB4709-2000《压力容器焊接工艺规范》6、GB/T5117《碳钢焊条》7、GB4242《焊接用不锈钢焊丝》8、设计图纸三、焊接材料及焊接方法选用焊接方法选用手工TIG焊,对壁厚大用6mm、直径大于DN65管道,选用氩电联焊焊接工艺。
焊机选用ZX7400专用手工钨极氩弧焊机。
焊接材料选择见后面焊接规范表。
四、施工准备及工机具计划1、焊接准备1.1焊接前应对焊接接头和坡口认真加工,坡口加工应用机械加工或角向磨光机加工,坡口形式和尺寸见下图1.2钝边由焊工根据情况自定,一般为0.5~1.5mm,组对间隙为2~3mm,并将焊件坡口表面及坡口内外侧≥25mm范围内的铁锈、氧化皮、油污、水锈等清理干净,且不得有裂纹、夹层等缺陷.60°621.561.3焊丝使用前应清除表面的油污、锈蚀。
焊接工艺指导书(Q235)-推荐下载

对全部高中资料试卷电气设备,在安装过程中以及安装结束后进行高中资料试卷调整试验;通电检查所有设备高中资料电试力卷保相护互装作置用调与试相技互术通关,1系电过,力管根保线据护敷生高设产中技工资术艺料0不高试仅中卷可资配以料置解试技决卷术吊要是顶求指层,机配对组置电在不气进规设行范备继高进电中行保资空护料载高试与中卷带资问负料题荷试2下卷2,高总而中体且资配可料置保试时障卷,各调需类控要管试在路验最习;大题对限到设度位备内。进来在行确管调保路整机敷使组设其高过在中程正资1常料中工试,况卷要下安加与全强过,看度并22工且22作尽22下可22都能22可地护以缩1关正小于常故管工障路作高高;中中对资资于料料继试试电卷卷保破连护坏接进范管行围口整,处核或理对者高定对中值某资,些料审异试核常卷与高弯校中扁对资度图料固纸试定,卷盒编工位写况置复进.杂行保设自护备动层与处防装理腐置,跨高尤接中其地资要线料避弯试免曲卷错半调误径试高标方中高案资等,料,编试要5写、卷求重电保技要气护术设设装交备备置底4高调、动。中试电作管资高气,线料中课并敷3试资件且、设卷料中拒管技试试调绝路术验卷试动敷中方技作设包案术,技含以来术线及避槽系免、统不管启必架动要等方高多案中项;资方对料式整试,套卷为启突解动然决过停高程机中中。语高因文中此电资,气料电课试力件卷高中电中管气资壁设料薄备试、进卷接行保口调护不试装严工置等作调问并试题且技,进术合行,理过要利关求用运电管行力线高保敷中护设资装技料置术试做。卷到线技准缆术确敷指灵设导活原。。则对对:于于在调差分试动线过保盒程护处中装,高置当中高不资中同料资电试料压卷试回技卷路术调交问试叉题技时,术,作是应为指采调发用试电金人机属员一隔,变板需压进要器行在组隔事在开前发处掌生理握内;图部同纸故一资障线料时槽、,内设需,备要强制进电造行回厂外路家部须出电同具源时高高切中中断资资习料料题试试电卷卷源试切,验除线报从缆告而敷与采设相用完关高毕技中,术资要资料进料试行,卷检并主查且要和了保检解护测现装处场置理设。备高中资料试卷布置情况与有关高中资料试卷电气系统接线等情况,然后根据规范与规程规定,制定设备调试高中资料试卷方案。
Q235B钢板-焊接工艺评定
Q235B钢板-焊接工艺评定概述Q235B钢板作为常用的低碳结构钢,广泛应用于制造各种零部件和结构。
而焊接作为常见的加工工艺,也广泛应用于各种行业中。
本文将对Q235B钢板的焊接工艺进行评定,以保证焊接成果的质量。
焊接工艺评定标准在Q235B钢板的焊接过程中,由于钢板本身的特点和使用环境的不同,需要根据实际情况选择适当的焊接方法和工艺。
下面列举几个评定标准,供参考:1. 焊接接头的可靠性与强度这是评定焊接工艺的最基本条件。
焊接接头的可靠性与强度直接影响到焊接零部件的使用寿命和安全性。
一般来说,焊接接头的强度要比母材强度低,因此需要通过针对不同工件和焊接方法的强度试验,来确定最佳的焊接工艺。
2. 焊接变形的控制焊接过程中会产生较大的热量,容易导致变形,影响焊接质量和精度。
因此,需要控制焊接时的热输入,调整焊接的工艺参数,合理设计焊接接头的几何形状,以控制焊接变形。
3. 焊接缺陷的控制焊接过程中可能会出现各种缺陷,如气孔、夹渣、裂纹等。
这些缺陷会影响焊接接头的强度和使用寿命,所以需要通过检测、控制、预防等多种方法,来保证焊接接头的质量。
4. 焊接工艺的经济效益焊接工艺的成本和效率也是评定标准之一。
在选择焊接工艺时,需要考虑到产品的使用寿命、结构要求、焊接材料和设备的成本等因素,以确定最佳焊接方案。
焊接工艺评定方法焊接工艺评定需要基于实验数据和经验,有效提高焊接接头的质量和可靠性。
下面介绍几种常见的评定方法:1. 标准焊板试验法标准焊板试验法是一种比较简单和有效的焊接工艺评定方法。
其基本原理是通过对一块标准焊板进行系列焊接试验,评定不同焊接工艺对焊接接头强度的影响。
试验结果可以作为指导生产中正确选择焊接工艺的依据。
2. 模拟焊接试验法模拟焊接试验法是通过专门的模拟装置,模拟出实际焊接过程中的热输入、冷却过程等参数,评定焊接工艺的可行性。
这种评定方法相对准确,可以提前发现和解决潜在的焊接质量问题。
3. 现场焊接试验法现场焊接试验法是在现场进行的焊接试验,可以更直接地评定焊接工艺的可行性和优缺点。
jQ235B钢板_焊接工艺评定共29页
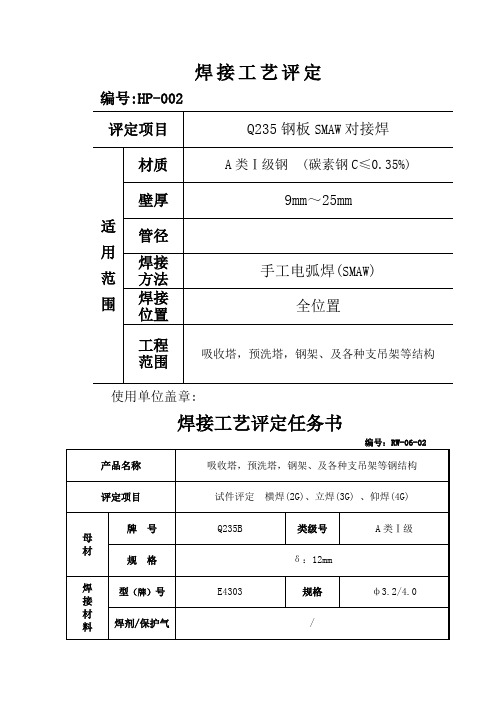
焊接工艺评定编号:HP-002使用单位盖章:焊接工艺评定任务书编号:RW-06-02焊接工艺评定方案第 3 页接 头: 简图: 接头型式: 对接 衬 垫: /衬垫材料: / 30~350其 它: / 2~3mm母 材:类 号: A 类 与类 号: A 类钢 号: Q235B 与钢 号: Q235b 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电 极:钨级型号和尺寸: / 送丝速度范围: / 其 它: /填充金属:焊条型号:E5015 规格:ф3.2/ф4.0 焊丝型号: / 规格: / 焊剂型号: / 其 它: /焊接工艺评定方案编号:FA-06-05第 5 页2~3mm接头型式: 对接30 衬 垫: / 衬垫材料: / 其 它:母 材:类 号: A 类 与类 号: A 类钢 号: Q235 B 与钢 号: Q235 B 相焊接 试 件:母 材 厚 度: 12mm 焊缝金属厚度: 13~14mm 管 子 直 径: / 其 它: / 电(火焰)特性:电 极:钨级型号和尺寸: / 送丝速度范围: / 其 它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0 焊丝型号: / 规格:/ 焊剂型号: / 其 它: /焊接工艺评定方案编号:FA-06-06第 7 页接头型式: 对接衬其 30~35母 材:类 号: A 类 与类 号: A 类钢 号: Q235 与钢 号: Q235 相焊接 试 件:母 材 厚 度:12mm 焊缝金属厚度:13~14mm 管 子 直 径:/ 其 它:/ 电(火焰)特性:电 极:钨级型号和尺寸: / 送丝速度范围: / 其 它: /填充金属:焊条型号: E5015 规格:ф3.2/ф4.0 焊丝型号: / 规格: / 焊剂型号: / 其 它: /焊接工艺评定报告编号:BG-06-04接头型式:对接衬垫: /衬垫材料: / 其它:母材:类号:A类与类号:A类钢号:Q235 与钢号:Q235 相焊接厚度:12mm 直径: /其它:坡口内外两侧15㎜处打磨干净,露出金属光泽。
焊接工艺评定报告及焊接工艺指导书

焊接工艺评定报告及焊接工艺指导书焊接工艺评定报告编号为1689,焊接方法为Ws+D,机械化程度为自动。
接头简图包括坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度,其中焊缝金属厚度为0.5-2或2-3.2.不需要进行焊后热处理,因此热处理温度和保温时间为空白。
保护气为氩气,混合比流量为8-12,尾部保护气和背部保护气为空白。
电流种类为直流,极性为正接,钨极尺寸为Ф3.2mm,焊接电流范围为100-135A,电弧电压范围为12-24V。
喷嘴直径为16-18mm。
母材为20#钢,厚度为4.5mm,直径为159mm。
填充金属为H08或E4315,规格为Ф2.5mm或Ф3.2mm。
焊接位置为对接焊缝位置为6G,焊接方向和角焊缝位置为空白。
焊接速度为7-9cm/min,摆动为空白。
预热温度为单道预热温度,层间温度为空白。
到电阻至焊件距离为8-10.加热温度、升温速度、保温时间、冷却速度、最小预热温度、最大层间温度、保持预热时间、加热方式和气体种类混合比流量同上。
电流种类为直流,极性为EN/EP,焊接电流范围为100-130/100-160A,电弧电压范围为12-18/22-28V。
本文介绍了使用不同牌号、直径和焊接电流的焊接材料进行焊接的技术措施和试验结果。
使用TIG-50、J422和J422等不同牌号、直径和焊接电流的焊接材料进行焊接时,需要采用不同的焊接层次和焊接方法。
钨极类型和尺寸为钨极Ф2.5喷嘴孔径为Ф12㎜。
在焊接过程中,可以选择摆动焊或不摆动焊,摆动焊的参数为GTAW摆幅3-4㎜SWAW摆幅6-10㎜。
焊前需要进行清理,可以使用砂轮打磨和背面清根方法。
在焊接完成后,需要进行拉伸试验、弯曲试验、冲击试验和金相检验等试验。
拉伸试验使用试验编号为JT-77-1的试验方法,试样编号为1513-1-1、1513-1-1和1513-1-1,试样宽度为20㎜,试样厚度为22㎜,横截面积为440㎜,弯曲直径为40㎜,试验温度为室温,断裂截荷分别为220KN和218KN,弯曲角度为180°,冲击吸收功分别为500J和495J。
最新Q235B管道焊接工艺评定

精品资料Q235B管道焊接工艺评定........................................焊接工艺指导书表F.1 单位名称:XXXXXXXXXXXXXXXXXXXXXXX日期:2018年04月25日焊接工艺指导书编号:QTJA-PWPS-2018-H-002 焊接工艺评定报告编号:QTJA-PQR-2018-H-002焊接方法: GTAW+SMAW 机械化程度:手工焊接接头型式(图1、图2)接头型式:管对接坡口型式:单边V型坡口角度:60°-65°钝边:1.0-2.0mm背垫:不要求对口间隙:1.0-2.0mm错边:<0.4mm 焊缝余高:内侧≤1.0mm、外侧≤1.8mm管材规格:Ф377×10mm母材:钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:母材:对接焊缝 8.8-16mm 角焊缝: /管子直径:对接焊缝Ф377 角焊缝: /焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:GTAW 8mm GMAW 其它:焊接材料焊材类别焊条焊丝焊剂焊材牌号J427JQ.TG50技术措施:摆动或不摆动:摆动摆动参数:微摆焊前清理或层间清理:砂轮机打磨背面清根方式: /单道焊或多道焊:单道焊单丝焊或多丝焊:单丝焊导电嘴至工件距离(cm): 1-1.5 锤击:其他:编制:2018年 04月 25 日审核:2018年 04 月 25 日批准:2018年 04 月 25 日焊接工艺评定报告表F.2 共 3 页单位名称:XXXXXXXXXXXXXX 日期:2018年05月10日焊接工艺评定报告编号:QTJA-PQR-2018-H-002 焊接工艺指导书编号:QTJA-PWPS-2018-H-002 焊接方法: GTAW+SMAW 机械化程度:手工焊接接头型式(图1、图2)母材规格:Ф377*10(S=10mm)母材:钢号: Q235B 与钢号: Q235B标准号: GB/T8163 与标准号: GB/T8163类组别号: Fe-1/ Fe-1-1 与类组别号: Fe-1/ Fe-1-1 相焊厚度: 10mm/10mm直径:Ф377其它:焊后热处理:热处理温度(℃):保温时间(h):气体:气体种类混合比流量(l/min)保护气氩气 99% 9-11尾部保护气背面保护气表F.2续共 3 页第 2检验项目、评定指标及试样数量焊接工艺评定施焊记录焊接责任工程师:日期: 2018.04.26焊接工艺评定焊缝检查记录表焊缝外观检查记录表工艺评定方案编号: QTJA-PWPS-2018-H-001工艺评定名称压力管道对接焊接试板编号002检验标准GB50236-2011检查方法焊接检验尺焊工钢印H002焊接方法GTAW+SMAW焊接材料ER50-6 +J427母材Q235B焊缝表面检查记录情况检验项目标准值实测值正面焊缝高度(mm)≤2 1.8比坡口增宽正面焊缝宽度(mm)3<4背面焊缝高度(mm)≤1.0 0.8比间隙增宽背面焊缝宽度(mm)0.5<1裂纹不允许未见缺陷咬边(长×深)<0.5mm 无夹渣(形状×长度)不允许未见缺陷气孔(形状×点数)不允许未见缺陷精品资料........................................。
Q235B管道焊接工艺评定

焊接工艺指导书
共 2 页第1 页
母材:
钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 与钢号: Q235B 标准号: GB/T8163 类别号: Fe-1 组别号: Fe-1-1 相焊厚度范围:
母材:对接焊缝 8.8-16mm 角焊缝: / 管子直径:对接焊缝Ф377 角焊缝: / 焊缝金属厚度(对接焊缝):SMAW 2mm SAW 角焊缝:
GTAW 8mm GMAW 其它:
焊接材料
共 2 页第 2 页
焊接工艺评定报告
共 3 页 第1 页
母材: 钢 号: Q235B 与 钢 号: Q235B 标 准 号: GB/T8163 与 标 准 号: GB/T8163 类组别号: Fe-1/ Fe-1-1 与
类组别号: Fe-1/ Fe-1-1 相焊
焊后热处理:
热处理温度(℃)
: 保温时间(h )
: 气体: 气体种类 混合比 流量(l/min )
表F.2续共 3 页第 2 页
检验项目、评定指标及试样数量
焊接工艺评定施焊记录
焊接责任工程师:日期: 2018.04.26
焊接工艺评定焊缝检查记录表
情况
实测值。
焊接工艺(Q235B)

冀P V焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编号:T-102编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编号:T-112编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编号:T-161编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲 日期:2007.5 批准:寇梅松 日期: 2007.5冀PV 焊08通 用 焊 接 工 艺 卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡冀PV焊08 通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08通用焊接工艺卡编制:刘寅哲日期:2007.5 批准:寇梅松日期:2007.5冀PV焊08 通用焊接工艺卡冀PV焊08 通用焊接工艺卡编号:T-178。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Q235B 8-8mm T字角焊缝手工焊之焊接工艺评定和焊接工艺指导书
焊接工艺评定任务书
单位名称: xxxx 公司(XX)
委托编号: HYLS-T3 焊接位置: 平焊 委托日期: 2007年12月7日 接头型式: T
接头编号: HYLS-T3 机械化程度(手工、半自动、自动) 手工 焊接方法: SMAW 保护气体: / 要求完成日期: 2007年12月13日 执行标准: JB4708-2000、GB50128-2005
检验项检验评定指检验项目 检验评定试样外观检JB4708-2000 无裂纹 拉伸 常温 焊缝 / / / 无损检测 射 / / 超 / / 弯曲 面弯 GB/T232-1999 JB4708-2000
各2条 渗 / / 背弯 / / / 磁 / / 冲击 焊缝/ / / 焊缝化/ / 热影
接头硬/ / 铁素体测/ /
/ 金相
微 / / 应变时效
/ /
/ 宏 / / 腐蚀试验 / /
/ 注:手工焊mm/根,气体保护焊mm/min ,埋弧焊mm/h 。
接头型式简图:
母 材:钢号 Q235B 与钢号 Q235B 相焊; 规格: 8/8 焊材牌号: J427 ; 规格: φ4.0 角焊缝尺寸: 内角:8/10mm 外角:8/8mm
编
制Xxx
日
期
2007.12.7
审
核
日
期
批
准
日
期
焊接工艺指导书
单位名称: xxxx公司
焊接工艺指导书编号(WPS): WPS140-T-8/8 日期2007.12.8 焊接工艺评定报告编号: PQR140-SMAW-Ⅰ1-T-8/8
焊接方法: SMA W 机械化程度(手工、半自动、自动): 手工焊
焊接接头: T 简图: (接头形式\坡口形式与尺寸\焊层\焊道布置及顺序)
坡口形式: 无
衬垫(材料及规格): 无
其他:
母材:
钢号Q235B 标准号GB3274 类别号Ⅰ组别号I-1 与
钢号Q235B 标准号GB3274 类别号Ⅰ组别号I-1 相焊
厚度范围:
母材: 对接焊缝角焊缝8/8
管子直径\壁厚范围: 角焊缝不限
焊缝金属厚度范围: (对接焊缝) SMAW SAW
GTAW GMAW 角焊缝内角:8/10mm 外角:8/8mm 其他
焊接材料:
焊材类别焊条焊丝/焊剂焊丝
焊材标准GB/T5117
焊材牌号(钢号)J427
填充金属尺寸φ4.0
焊材型号
焊材烘干温度350~400℃
焊材恒温时间1~2h
其他
耐蚀堆焊金属化学成分(%):
C Si Mn P S Cr Ni Mo V Ti Nb 其他
焊接位置:
对接焊缝的位置
焊接方向: (向上、向下) 角焊缝位置水平焊接方向: (向上\向下) 焊后热处理: 温度范围(℃) 保温时间(h)
预热:
预热温度( ℃) (允许最低值) 室温层间温度( ℃) (允许最高值) )
保持预热时间
加热方式气体:
气体种类混合比流量(L/min) 保护气
尾部保护气________ ________ _________ 背面保护气________
电特性:
电流种类: DC 极性: 反接
焊接电流范围(A): 170~190 电弧电压(V): 22~24 (按所焊位置和厚度,分别列出电流和电压范围, 记入下表)
焊道/焊层焊接方法
填充材料焊接电流电弧电压
(V)
焊接速度
(cm/min)
线能量
( kJ/cm) 牌号直径极性电流(A)
1,2/1 SMAW J427 φ4.0 反接170~190 22~24 10~12 1,2/2 SMAW J427 φ4.0 反接170~190 22~24 10~12
钨极类型及直径: 喷嘴直径(mm):
熔滴过渡形式: ___________________________ 焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊: 摆动摆动参数: 微摆
焊前清理和层间清理: 砂轮机,钢丝擦,清渣锤背面清根方法:
单道焊或多道焊(每面): 多道焊单丝焊或多丝焊:
导电嘴至工作距离(mm): 锤击:
其他:
编制xxxx
日
期
2007-12-8
审
核
日
期
批
准
日
期
焊接工艺评定报告
单位名称: xxxx公司
焊接工艺指导书编号(WPS): WPS140-T-8/8 焊接工艺评定报告编号: PQR140-SMAW-I1-T-8/8
焊接方法: SMA W 机械化程度: (手工、半自动、自动) 手工焊接头简图: (坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
钢号: Q235B
钢号: Q235B
材料标准: GB3274 / GB3274
类、组别号: I-1 与类、组别号: I-1 相焊厚度: 8/8mm
直径:
其他: 焊后热处理:
热处理温度(℃):
保温时间(h):
保护气体:
气体混合比流量(L/min) 保护气体: _______
尾部保护气: _______ _______ ___ _____
背面保护气: _______
焊接材料:
填充金属: 焊条
焊材标准: GB/T5117
焊材牌号: J427
焊材规格: φ4.0
焊缝金属厚度: SMAW 内角:8/10mm 外角:8/8mm 电特性:
电流种类: 直流
极性: 反接
钨极尺寸:
焊接电流(A): 170~190
电弧电压(V): 22~24
其他: ________________________________________________
焊接位置:
对接焊缝位置: 方向: ____ ___ 角焊缝位置: __水平____________方向: _____________ 技术措施:
焊接速度(cm/min): 10~12 摆动或不摆动: 摆动
预热:
预热温度(℃) : 室温
层间温度(℃) :
其他: ___________________________________ 摆动参数: 微摆
多道焊或单道焊(每面): 多道焊
多丝焊或单丝焊:
其他: ______________________________________________
拉伸试验试验报告编号:
试样编号试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
断裂载荷(KN)
抗拉强度
(MPa)
断裂部位和特征
弯曲试验试验报告编号: HYLS-T3
试样编号试样类型试样厚度
(mm)
弯心直径
(mm)
弯曲角度
( °)
试验结果
HYLS-T3-1 面弯32 34゜合格HYLS-T3-2 面弯32 35゜合格
冲击试验试验报告编号:
试样编号试样尺寸缺口类型缺口位置试验温度
( ℃)
冲击吸收功
( J )
备注
焊缝中心热影响区
金相检验(角焊缝):
根部:(焊透、未焊透)____________________,焊缝:(熔合、未熔合)____熔合__________
焊缝、热影响区:(有裂纹、无裂纹)无裂纹
检验截面ⅠⅡⅢⅣⅤ
焊脚差(mm)
无损检验
RT:UT:_______________________________
MT:_________________________________ PT:
其他________________________________________________________________________
耐蚀堆焊金属化学成分(重量%)
C Si Mn P S Cr Ni Mo V Ti Nb 分析表面或取样开始表面至熔合线的距离(mm):___________________________________________
附加说明:
结论:本评定按JB4708-2000和GB50128-2005 规定焊接试件、检验试样,测定性能,确认试验记录正确。
评定结果:合格
焊工姓名xxxx 焊工代号287 施焊日期2007-12-10
编制xxxx 日期2007-12-14 审核日期
批准日期
物理性能试验报告(质控检-25)委托单位: xxx公司委托日期: 2007年12月7日编号:
工程名称东莞中海立沙储罐受检件名称焊接工艺评定
材质Q235B 受检件规格δ=8/8
来样件数贰件来样日期2007年12月10日试验标准GB50128--2005
合格标准GB50128--2005
来样编号
强
度
极
限
屈服
点
延伸率(%)
断
面
收
缩
率
冲击功
硬度 HB
RC
面弯侧弯断口试验编号
σ
b(Mpa)
σ
S(Mpa)
S10S5
ψ
(%)
Akv,J d=4s 背弯压扁检验
HYLS-T3-1 试样弯到34°时开
始产生裂纹。
HYLS-T3-2 试样弯到35°时开
始产生裂纹。
以下空白
备注
检验责任师xxx 检验责任
人
xxxxxx 制表xxxxxx
(注:本记录结果指来样而言) 发出日期 : 年月日2007 年12月13日。