氯气处理工艺
氯气冷却的工艺流程

氯气冷却的工艺流程
氯气冷却的工艺流程如下:
1. 压缩:开始时,氯气通过压缩机被压缩到较高的压力。
这有助于提高冷却效果并减小体积。
2. 冷却:压缩后的氯气通过冷却器,通常是换热器,其中冷却剂对氯气进行冷却。
冷却剂可以是水或其他低温冷液。
在冷却过程中,氯气的温度会下降,从而达到所需的低温。
3. 分离:在一些工艺中,冷却后的氯气可能被分离成液态氯和气态氯。
液态氯被收集并存储在合适的容器中,而气态氯则继续流经后续处理步骤。
4. 除湿:冷却后的氯气通常会带有一些水分。
因此,氯气需要通过除湿装置来去除水分,以提高氯气的纯度和稳定性。
5. 净化:在某些情况下,氯气还需要经过净化步骤来去除其中的杂质,例如氧气、氮气和其他杂质。
这可以通过吸附剂、过滤器或其他吸附材料来实现。
6. 储存:冷却、分离、除湿和净化后的氯气可以被储存在合适的容器中,以备以后使用。
这是氯气冷却的典型工艺流程,具体的流程可能因不同的应用需求而有所变化。
在操作氯气冷却的过程中,需要严格遵守安全操作规程,以确保操作人员的安全性和系统的稳定性。
(完整word版)废氯处理操作规程

烧碱装置废氯气处理工序操作规程编制:审核:审定:批准:目录1适用范围 (3)2生产任务 (3)3生产原理 (3)4负责范围 (3)5工艺流程 (3)5.1工艺流程简图(见附图) (3)5.2工艺流程叙述 (3)6控制指标 (4)6.1仪表控制项目 ................................................................................................. 错误!未定义书签。
6.2分析指标 ........................................................................................................ 错误!未定义书签。
7原材料、辅助原料、公用工程规格 (4)8操作方法 (5)8.1开车前的准备工作 (5)8.2开车 (5)8.3正常操作要点 (6)8.4正常停车 (7)8.5紧急停车 (7)9不正常情况及处理方法 (7)10岗位安全卫生 (8)10.1氯气的特性、危害及防护 (8)10.2N A OH特性、危害及防护 (8)10.3次氯酸钠的特性、危害及防护 (10)11工序的设备汇总一览表 (10)废氯气处理工艺操作规程1适用范围本规程适用于盐湖海纳化工有限公司烧碱工序废氯处理工艺。
2生产任务本工序的主要任务是及时处理装置内开、停车产生的不合格氯气、事故氯气及各排放点的废氯气,防止氯气污染环境。
只要氯碱车间有设备在运行,本工序的设备就要求连续不间断运转,不允许有停车的现象发生,因此本工序的碱液循环泵、引风机均配有事故紧急电源。
3生产原理本工序采用烧碱吸收法处理废氯气并生产次氯酸钠产品。
反应原理如下:Cl2+2NaOH=NaClO+NaCl+H2O+105.8kJ/kmol由于反应是放热反应,所以必须及时移走反应热。
氯化工艺流程

氯化工艺流程氯化工艺流程是一种常用的化学工艺,用于生产氯气和氯化物。
本文将详细介绍氯化工艺流程的主要步骤和关键设备。
1. 原料准备:氯化工艺的主要原料是氯盐,如食盐(氯化钠)、海水等。
原料需要进行粉碎和筛分等预处理工序,以确保杂质含量较低。
2. 氯化反应:氯化反应是氯化工艺流程的核心步骤。
将原料氯盐与硫酸等酸性介质进行反应,产生氯气和氯化物。
反应过程需要在一定的温度和压力条件下进行。
常见的氯化反应方程式如下:2NaCl + H2SO4 → Na2SO4 + 2HCl3. 氯气分离:将氯化反应产生的气体混合物送入氯气分离设备中进行分离。
常用的分离方法包括冷凝和吸附。
冷凝法通过调节温度,使氯气冷凝成液体,而将其他气体排出。
吸附法则是利用吸附剂对氯气进行吸附,以实现气体的分离。
4. 氯气净化:经过氯气分离后,需要进行氯气的净化工序。
这是为了去除氯气中的杂质,提高氯气的纯度。
常见的净化方法包括吸附、洗涤和凝结等,常用的吸附剂包括活性炭和分子筛等。
洗涤则是利用氯气溶解性较高的特点,通过在水中溶解氯气来去除杂质。
凝结方法则是利用冷却和压缩气体来将杂质凝结后分离。
5. 氯化物的回收与利用:在氯化反应后,除了产生氯气外,还会产生氯化物。
氯化物可以通过晶体化、溶液蒸发和离子交换等方法进行回收与利用。
这有助于减少废物排放,并提高资源利用率。
以上是氯化工艺的主要步骤和关键设备。
在实际应用中,还需要考虑工艺的自动化程度、能源消耗和环境影响等因素。
通过科学合理的氯化工艺流程,可以实现氯气和氯化物的高效生产和利用。
同时,需要加强安全措施,确保工艺过程的实施安全可靠。
氯气处理最终版

环保法规与政策
了解并遵守相关法规
氯气处理设施应遵守国家和地方的相关环保法规和政策,确保合 法运营。
关注政策动态
及时关注环保政策动态,了解政策变化对氯气处理设施的影响,采 取相应的应对措施。
加强与政府部门的沟通
与当地环保部门保持密切沟通,及时反馈设施运营情况,争取政策 支持和指导。
氯气处理设备应安装在通风良 好的地方,避免室内积聚氯气。
氯气处理设备应配备泄漏检测 装置,一旦发生泄漏,能够及 时报警并启动应急处理程序。
防爆措施
氯气处理设备应采用防爆设计, 确保在氯气泄漏时不会引发爆炸。
氯气处理设备应安装可燃气体报 警器,实时监测氯气的浓度,预
防浓度过高引发爆炸。
在氯气处理区域应设置防爆型排 风扇,及时排出积聚的氯气,降
吸收法
吸收法是一种常用的氯气处理方法,通过使用化学吸收剂将氯气吸收 并转化为无害或低害的物质。常用的吸收剂有碱液、硫酸等。
吸附法
吸附法是利用吸附剂将氯气吸附在表面,然后通过脱附、回收或转化 等方式进行处理。常用的吸附剂有活性炭、分子筛等。
催化转化法
催化转化法是通过催化剂的作用,将氯气转化为无害或低害的物质。 常用的催化剂有过氧化氢、铂等。
吸附法
总结词
利用固体吸附剂吸附氯气,从而达到净化目的。
详细描述
吸附法是利用固体吸附剂的吸附作用来处理氯气。常用的吸附剂包括活性炭、分 子筛等。吸附法具有操作简单、能耗低等优点,但需要定期更换吸附剂。
膜分离法
总结词
利用膜过滤技术,使氯气通过特定膜过滤器进行分离和净化。
详细描述
膜分离法是一种新型的氯气处理技术,利用特殊膜材料对氯气的透过性,使氯气通过膜过滤器进行分离。该方法 具有高效、节能、环保等优点,但膜材料成本较高。
氯气处理工艺
氯气处理工艺氯气处理是电解槽稳定操作,安全生产的重要环节。
从电解槽出来的湿氯气温度较高(约90℃),并伴有大量的水蒸气及夹带盐雾等杂质.湿氯气对钢材及大多数金属有强烈的腐蚀作用,生产及输送极不方便,但干燥氯气对钢材等常用材料的腐蚀在通常条件下是较小的。
氯气处理工序的主要任务是将高温湿氯气进行冷却、干燥和加压输送。
1 氯气处理的基本原理饱和湿氯气中水蒸气含量与温度有密切联系,温度每下降10℃,湿氯气含水蒸气量降低近一半,例如90℃时水蒸气含量为571g/kg 湿氯气,80℃时则为219g/kg,10℃时水蒸气含量仅为3。
1g/kg,只相当为90℃时的1/184。
由此可见,湿氯气首先需进行冷却,这不仅可除去湿氯气中99.5%左右的水蒸气,而且可大大降低后面硫酸干燥的负荷,减少硫酸与水反应生成的热量,大幅降低硫酸的单耗。
干燥氯气的干燥剂是浓硫酸,浓硫酸具有较高的脱水效率、不与氯气反应、氯气在其中的溶解度低、对钢铁设备和管道腐蚀小、稀硫酸可回收利用及硫酸价廉、易得等优点。
氯气的干燥是以硫酸与湿氯气接触后,氯气中的水分被硫酸吸收而实现的。
吸收过程是水分以扩散作用从气相转移到液相硫酸中的过程。
这个过程的推动力决定于气膜扩散的速率,而被处理气体—氯气中的水含量决定于硫酸水溶液面上方的水蒸气分压。
当温度一定时,硫酸浓度愈高,水蒸气分压愈低,而硫酸浓度一定时,温度降低,则水蒸气分压随之降低,从而加大了传质过程的推动力。
所以,在操作中选择适当的硫酸浓度和操作温度,会提高氯气干燥效果,并可降低硫酸的消耗。
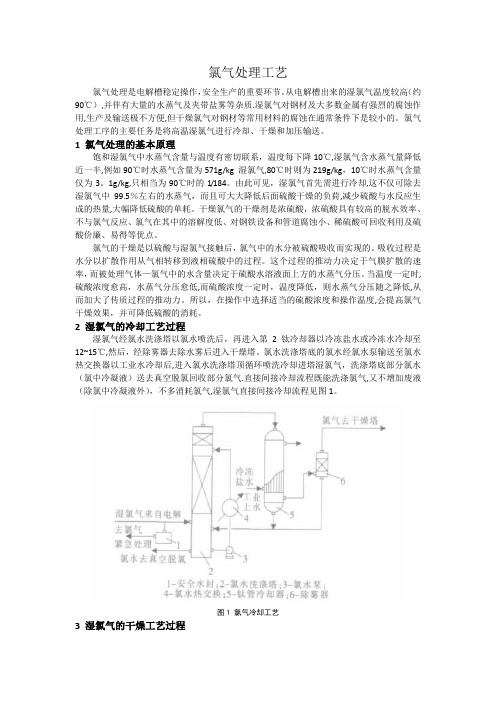
2 湿氯气的冷却工艺过程湿氯气经氯水洗涤塔以氯水喷洗后,再进入第2钛冷却器以冷冻盐水或冷冻水冷却至12~15℃,然后,经除雾器去除水雾后进入干燥塔。
氯水洗涤塔底的氯水经氯水泵输送至氯水热交换器以工业水冷却后,进入氯水洗涤塔顶循环喷洗冷却进塔湿氯气,洗涤塔底部分氯水(氯中冷凝液)送去真空脱氯回收部分氯气.直接间接冷却流程既能洗涤氯气,又不增加废液(除氯中冷凝液外),不多消耗氯气,湿氯气直接间接冷却流程见图1。
脱氯、氯气处理(修改稿)
三、淡盐水脱氯单元3.1 概述1、脱除淡盐水中游离氯的方法有几种?脱除淡盐水中游离氯的方法有二种:物理脱氯和化学脱氯;而目前国内物理脱氯生产工艺主要有真空脱氯和空气吹除脱氯;生产实践中为提高脱氯效果,回收氯气,一般先采取物理脱氯法将大部分游离氯脱除后,再用化学脱氯法将剩余的游离氯除去。
2、淡盐水中游离氯的物理脱除和化学脱除的原理是怎样的?从淡盐水中游离氯的两种存在形式可知:脱氯原理就是破坏化学平衡和相平衡关系,使平衡向着生成氯气的方向进行,同时通过加入还原性物质去除残留的少量游离氯;破坏平衡关系的手段有:在一定的温度下增加溶液酸度和降低液体表面的氯气分压。
由于存在着平衡,所以采用上述手段不能将淡盐水中的游离氯百分之百地除去,剩余微量的游离氯(一般在10~30mg/L)用添加还原性物质(一般用亚硫酸钠)使其发生氧化还原化学反应而将其彻底除去。
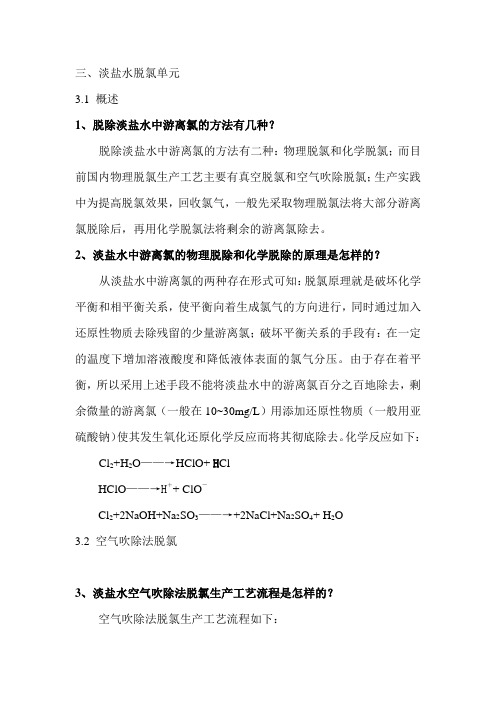
化学反应如下:Cl2+H2O——→HClO+ H ClHClO——→H++ ClO-Cl2+2NaOH+Na2SO3——→+2NaCl+Na2SO4+ H2O3.2 空气吹除法脱氯3、淡盐水空气吹除法脱氯生产工艺流程是怎样的?空气吹除法脱氯生产工艺流程如下:空气吹除法脱氯工艺流程简图1—消音器;2—风机;3—空气过滤器;4—脱氯塔;5—废氯气冷却器;6—淡盐水泵;7—静态混合器;8—亚硫酸钠泵;9—亚硫酸钠配制槽;10—pH计、氧化还原电位计在线分析仪表。
工艺流程简述:来自电解工序的淡盐水(温度约85℃,pH值3~4,游离氯一般为600~800mg/l)在进入脱氯塔前,定量加入盐酸,将其pH值调至1.3~1.5 ,然后进入脱氯塔顶部;风机鼓入的空气(压力约600mmH2O,气量是淡盐水体积的6~8倍)由脱氯塔底部进入,在塔内填料表面淡盐水与空气逆流接触,逸出的湿氯气随空气从塔顶流出,淡盐水在此完成物理脱氯过程。
湿氯气经废氯气冷却器冷却后,一般送去生产次氯酸钠(因吹脱出的氯气中含有大量空气,浓度较低,一般采用二级填料塔串联,用碱吸收)。
氯气冷却工艺

四、闭路循环氯水直接冷却流程
氢氯工段 氯气冷却
1 概述
1.1氯的物理性质 常温下,氯是黄绿色、具有使人窒息气味
的气体,有毒。氯气对人的呼吸器官有强烈 的刺激性,吸入过多还会致死。
氯气是一种容易液化的气体,绝对压力 为101.325kPa的纯氯气在-34.05℃或将其压缩 到370kPa,在0 ℃时就可液化。
液氯是黄绿色透明液体。 0 ℃时每升液 氯1.4685kg。
根据对氯气冷却的方式不同,可以分为 直接冷却、间接冷却、和氯水循环冷却三种 流程。
一、直接冷却流程 从电解槽出来的湿氯气通过耐腐蚀管道
输送到氯气处理工序,沿途散热降温,进冷 却塔时约80 ℃左右,在冷却塔内,氯气自下 而上与由上往下喷淋的冷却水直接接触,将 氯气冷却到20 ℃左右,由顶部导出。由于氯 气微溶于水,所以从冷却塔排除的污水中含 有氯气。这种含氯气污水经过蒸气加热到将 近100 ℃,脱去部分氯气(实际效率仅为40% 左右后排往下水道,脱出的氯气并入冷却塔 回收。
用浓硫酸干燥氯气,其干燥效果决定于 硫酸溶液面上方的水蒸气压力。
当温度一定时,硫酸浓度越高,水蒸气
分压越低;当硫酸浓度一定时,温度降低, 则水蒸气分压也降低。也就是说硫酸的浓度 越高、温度越低,硫酸的干燥能力也就越大 ,即氯气干燥后的水分越少。但如果硫酸温 度太低的话,硫酸能与水形成结晶水合物而 析出。因此原料硫酸与用后的稀硫酸在储运 过程中,尤其在冬季必须注意控制温度和浓 度,以防止管道堵塞。例如,硫酸浓度为84% 时,它的结晶温度为8 ℃,所以在操作中一般 将硫酸温度控制在不低于10 ℃。
却水进行热交换后,氯气被冷却到15-20 ℃,
在水温较高的情况下,为了获得较低温度的 氯气,可以采用两段冷却。第一段用生产上 水将氯气冷却到40 ℃左右,第二段用5-10 ℃ 冷冻水将氯气冷却到15 ℃左右。为了降低干 燥过程中硫酸的消耗,有的工厂将氯气冷却 到12 ℃,采用间接冷却流程操作简单、容易控 制,操作费用低、氯水量小、氯损失少,并 能节约脱氯用蒸气。冷却后氯气的含水量可 低于0.5%,但Ti冷却器的投资费用较大。
新式氯气处理工艺简介

时间
平均含水量
1998 - 12 1999 - 01 1999 - 02 1999 - 03 1999 - 04
2. 78 4. 38 7. 68 7. 43 8. 03
1999 - 05 1999 - 06 1999 - 07 1999 - 08 1999 - 09
2. 13 3. 76 9. 18 14. 14 10. 50
表 2 氯输送及液化能耗对比
分别为 0. 003 M Pa (表压) ,0. 006 M Pa (表压) ; (3) 氯 中 含 水 量 小 于 1. 5 ×10 - 5 , 满 足“V GSP
100”型透平式氯压机条件需要 ;
压缩机型号
YLJ —750/ 3. 0 V GSP 100
输出压力 M Pa
下。Leabharlann 正压冷却 、干燥操作可防止外界空气及水进入系统
(1) 节能效果明显 。采用透平式氯压机与液环式 氯压机相比 ,氯气输送和液化可节电 40 %。每 t 液氯 电能消耗情况见表 2 。
(2) 减少设备占地面积 ,简化操作 。V GSP100 型 氯压机的输送能力相当于同时运转的 8 台 YLJ —
中 ,此方法也有推广价值 。
21212 透平式氯压机
废氯量 ,既有利于“三氯平衡”调节 ,又增强了企业根据
透平式氯压机是大型氯气输送设备 ,以输出压力 市场效益优化调整各耗氯产品产量的能力。
高 、波动小 、能力大 、操作平稳 、经济效益和社会效益
采用鼓风机进行湿氯气压缩 ,有利于提高吸收过
好而被目前大型氯碱企业普遍使用 ,其主要特点如 程的传质效果 ,电槽阳极室压力调节也能及时准确 ,
塔压差
0. 006 M Pa (表)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
氯气处理工艺
氯气处理是电解槽稳定操作,安全生产的重要环节。
从电解槽出来的湿氯气温度较高(约90℃),并伴有大量的水蒸气及夹带盐雾等杂质。
湿氯气对钢材及大多数金属有强烈的腐蚀作用,生产及输送极不方便,但干燥氯气对钢材等常用材料的腐蚀在通常条件下是较小的。
氯气处理工序的主要任务是将高温湿氯气进行冷却、干燥和加压输送。
1 氯气处理的基本原理
饱和湿氯气中水蒸气含量与温度有密切联系,温度每下降10℃,湿氯气含水蒸气量降低近一半,例如90℃时水蒸气含量为571g/kg 湿氯气,80℃时则为219g/kg,10℃时水蒸气含量仅为3.1g/kg,只相当为90℃时的1/184。
由此可见,湿氯气首先需进行冷却,这不仅可除去湿氯气中99.5%左右的水蒸气,而且可大大降低后面硫酸干燥的负荷,减少硫酸与水反应生成的热量,大幅降低硫酸的单耗。
干燥氯气的干燥剂是浓硫酸,浓硫酸具有较高的脱水效率、不与氯气反应、氯气在其中的溶解度低、对钢铁设备和管道腐蚀小、稀硫酸可回收利用及硫酸价廉、易得等优点。
氯气的干燥是以硫酸与湿氯气接触后,氯气中的水分被硫酸吸收而实现的。
吸收过程是水分以扩散作用从气相转移到液相硫酸中的过程。
这个过程的推动力决定于气膜扩散的速率,而被处理气体—氯气中的水含量决定于硫酸水溶液面上方的水蒸气分压。
当温度一定时,硫酸浓度愈高,水蒸气分压愈低,而硫酸浓度一定时,温度降低,则水蒸气分压随之降低,从而加大了传质过程的推动力。
所以,在操作中选择适当的硫酸浓度和操作温度,会提高氯气干燥效果,并可降低硫酸的消耗。
2 湿氯气的冷却工艺过程
湿氯气经氯水洗涤塔以氯水喷洗后,再进入第2钛冷却器以冷冻盐水或冷冻水冷却至12~15℃,然后,经除雾器去除水雾后进入干燥塔。
氯水洗涤塔底的氯水经氯水泵输送至氯水热交换器以工业水冷却后,进入氯水洗涤塔顶循环喷洗冷却进塔湿氯气,洗涤塔底部分氯水(氯中冷凝液)送去真空脱氯回收部分氯气。
直接间接冷却流程既能洗涤氯气,又不增加废液(除氯中冷凝液外),不多消耗氯气,湿氯气直接间接冷却流程见图1。
图1 氯气冷却工艺
3 湿氯气的干燥工艺过程
由于湿氯气中含有大量水汽,容易生成盐酸和次氯酸,使得湿氯气具有较强的腐蚀性,因此必须设法尽量将氯气中水分除去,一般氯中含水率在0.040%以下,方能满足要求。
氯气干燥工艺比较常见的有:①三段填料塔串联工艺;②一段填料塔加一段填料泡罩塔工艺。
1)三段填料塔串联工艺
在Ⅰ、Ⅱ、Ⅲ级填料塔内逆流接触不同浓度的硫酸,使得水体积分数降至0.010%。
图2 三段填料塔串联工艺
如图2所示,湿氯气冷却后进入Ⅰ填料塔与塔顶喷淋的75%~78%的硫酸逆流接触,除去部分水分后进入Ⅱ填料塔,与比Ⅰ填料塔中浓度略高的硫酸逆流接触,再除去部分水分后进入Ⅲ填料塔塔底,与浓硫酸逆流接触,再除去部分水分,经酸雾捕集器后去氯气压缩机。
96%~98%的浓硫酸进入Ⅲ填料塔塔底,塔底部分的硫酸溢流到Ⅱ填料塔塔底,再用硫酸循环泵输送经冷却器进入塔顶喷淋,吸水后回至塔底,部分的硫酸溢流到Ⅰ填料塔,Ⅰ填料塔内硫酸循环方式与Ⅱ、Ⅲ填料塔相同,Ⅰ填料塔多余的硫酸则溢流到废硫酸贮槽。
此流程塔结构简单,设备多,但投资大,操作费用高,干燥氯气质量稳定,阻力小,并受填料影响。
2)一段填料塔加一段填料泡罩塔串联工艺
一段填料塔加一段填料泡罩塔串联工艺如图3所示,湿氯气冷却后进入填料塔与塔顶喷淋的72%~78%的硫酸逆流接触,除去部分水分后进入填料泡罩组合塔底部,至下而上经过填料段和泡罩段的塔板,与硫酸接触除去水分,经除雾和氯气压缩机送往液氯冷冻岗位。
在最上层的泡罩段加入98%浓硫酸,浓硫酸逐级溢流到各泡罩层和填料段,并至塔底,塔底硫酸部分经硫酸循环泵对塔内填料段进行循环喷淋,部分溢流到与填料泡罩塔串联的填料塔。
用硫酸循环泵对填料塔进行循环喷淋,待浓度小于72%时,排至废硫酸贮槽。
一段填料塔加一段填料泡罩塔串联工艺流程处理湿氯气,投资少,操作弹性大,占地面积少,干燥氯气质量稳定。
缺点:塔结构复杂,系统阻力大。
其投资相比三段填料塔流程而言要节约65%左右,运行成本节约15%左右。
图3 填料塔+泡罩塔串联工艺
4 氯气的压缩输送
氯碱厂常用的是纳氏泵和透平压缩机2种。
1)纳氏泵系统
纳氏泵流程的最大特点是利用硫酸进行冷却循环,以排除氯气受压时产生的热量。
因纳氏泵工作压力不高,压缩产生的热量大部分被硫酸带走,而硫酸又有冷却器进行冷却,一般氯气出口温度不超过80℃,对碳钢材质的使用是安全的,所以,纳氏泵流程中不设氯气冷却器。
纳氏泵压缩流程如图4所示,干燥氯气进入纳氏泵,压缩并依次经过硫酸分离器、硫酸除雾器,将夹带的硫酸及酸雾分离掉,然后送往各需氯部门。
98%硫酸经硫酸高位槽在启动泵前由其进口加到纳氏泵中,泵启动后,硫酸随氯气一起压出进入硫酸分离器,在分离器内,硫酸与氯气分离,然后在硫酸冷却器中进行冷却,经冷却的硫酸返回纳氏泵入口。
图4 纳氏泵系统
在纳氏泵中,要求硫酸中的H2SO4质量分数为92%以上,以减少泵在高温下的腐蚀。
由于氯气经干燥塔后尚含少量水,在泵内部分被硫酸吸收,硫酸浓度会降低,需要用98%硫酸
取代被稀释了的泵内硫酸。
2)透平压缩机系统
透平压缩机是一种具有蜗轮的离心式压缩机,借叶轮高速旋转产生的离心力使气体压缩,其作用与液体输送所用的离心泵或离心式风机相似。
因为气体的压缩消耗机械能并转化为热能,所以,在透平机的每一段压缩比不能过大,并在级间设有中间冷却器以移去热量,使气体体积减小,以利于压缩过程的逐级进行。
如图5所示,不含盐雾、硫酸液滴、有机杂质,含氯约95%(体积分数)的干燥氯气,压力不低于0.085MPa(绝压),进入氯气透平压缩机一级入口,经一级叶轮压缩后,氯气进入中间冷却器,冷却后,氯气进入压缩机二级入口,经二级叶轮压缩后,再由后冷却器冷却,出后冷却器的氯气压力达到0.17MPa(表压)左右,通过分配台至各用氯工段。
为防止压缩机发生喘振及倒吸现象,将压缩后的部分氯气回流到压缩机一级入口或干燥塔进口,以保证氯气连续压送,也可以通过调节回流量来控制干燥塔进口或氯气总管的压力。
图5 透平压缩机系统
纳氏泵是中小型氯碱厂最为常用的氯气压缩机,其优点是结构简单,强度大又实用,但效率不高。
另外,它不但压缩氯气还输送浓硫酸,因而,消耗功率高。
又由于用硫酸作介质,酸雾较多,会污染液化器和液氯。
透平压缩机是大型氯碱厂最为适宜的氯气输送设备,其能耗低,按每年10万t氢氧化钠规模,透平压缩机比纳氏泵每年可节电400kW·h以上。
它的检修周期长,一般在1a以上,运行费用也低。
但因为在压缩过程中氯气温度较高,机械精度也比较高,所以,对氯气含水及其他杂质的含量要求相应提高,一般要求氯气含水量在100×10-6以下,还要有高效的除沫器等装置。
5 氯气处理工艺流程
湿氯气经过水封后进入氯气洗涤塔,与来自氯水冷却器的氯水逆向直接接触冷却、洗涤,氯气中85%~90%的水分得到冷凝,并除去了氯气中夹带的杂质(盐雾等)。
出塔氯气经喷水饱和后,由氯气风机加压至100Pa以上。
氯气进入前用循环上水将冷却器冷却到约42℃,氯气进入后用冷冻上水将冷却器冷却至12~15℃进入水雾捕集器。
在此冷却过程中,氯气中大部分水分又被冷凝下来,这样可节约干燥氯气的硫酸用量;也有一部分冷凝水成雾滴状存在于氯气气流中,因此冷却后的氯气须经水雾分离器过滤后才进入干燥系统。
洗涤、冷却冷凝下来的溶解有氯气的氯水在氯气洗涤塔液位控制系统的自动控制下,由氯水循环泵送至离子膜脱氯装置,脱氯后送一次盐水化盐使用。
经过水雾分离器除雾后的氯气进入填料干燥塔下部,循环酸由硫酸循环泵送出,经循环酸冷却器冷却后进入填料干燥塔上部,与氯气逆流接触除去氯气中的水分。
塔底出酸质量分
数控制在75%以上。
出填料干燥塔的氯气再进入泡罩干燥塔下部,与由98%硫酸高位槽流入的98%浓硫酸经泡罩接触,进一步得到干燥。
干燥后的氯气进入氯气压缩机。
为了保证在电解低负荷运行时,电解和氯气洗涤冷却干燥系统的氯气总管压力稳定,在氯气压缩系统出口引一股氯气回流到氯气压缩机前的氯气总管。
当系统氯气压力降低时,氯气回流管的自动调节阀自动开大;反之调节阀自动关小:以达到控制和稳定整个系统氯气压力的目的。
氯气压缩系统设有液环冷却器,用循环冷却水冷却循环硫酸,以保证出压缩机系统的氯气温度不大于50℃。
经压缩并冷却的氯气进入酸捕沫器除去99%以上的酸雾后再经氯气分配台送往下游氯气用户。
完整的氯气处理工艺如图6所示。
图6 氯气处理工艺流程图。