无铅喷锡工艺流程及参数
无铅喷锡机

无铅喷锡机培训资料一、设备基本规格二、流程图(见图)三、故障排除若操作时发现锡炉温控器无法达到操作温度时,故障因素如下:加热器故障或欠相;动力线路断路;温控器的感受温针故障或导线破皮;电磁接触器故障;温控器故障(改换时内部设定须一致);电源欠相或有电压不足;锡炉分为两组加热,下锡炉加热开关未开启。
若操作时发现搅拌槽温控器无法达到操作温度时,故障因素如下:加热器已故障或欠相;温控器的感温针故障或导线破皮;动力线路断路;电磁接触器故障;温控器故障(改换时内部设定须一致)。
槽内的锡面高度太低,感温针无法感应。
搅拌泵被积碳堵塞,导致溢流量不足,而使主锡炉回流不佳搅拌不均匀。
若操作时发现前后风刀温控器无法达到操作温度时,故障因素如下:加热器故障或欠相;温控器的感温针故障或导线破皮;动力线断路(押接端子损坏,搭接片熔断);电磁接触器故障;气源压力超出8KG使得平常的微量风过大;温控器故障;热风箱管路至风刀口之间漏气(石棉垫片或高压垫软管破裂)。
开机时发现锡液面无法建立:搅拌马达没有启动,故障因素如下:SW6故障;积热电路跳脱(是否有锡块未熔化);搅拌温控ALR设定过高;马达故障。
传动轴没有转动,故障因素如下:锡温过低;皮带轮松脱。
上述条件正常时锡通道堵塞;锡量太少。
按下启动开关后,升降臂无法动作:升降定位阀未开启;START启动开关故障或电线的接点松脱;SW6搅拌马达未启动;RELAY[RY1]故障;升降电磁阀故障;STOP停止开关未放开。
升降臂下降无法上升:浸锡时间计时器故障;(DOWN)下限动开关故障;RELAY[RY2]故障;线圈磁铁芯污垢卡死;电磁阀线圈烧毁;吊臂未下降到定位,没有压住限动开关杆。
升降臂升降时不平稳:润滑油不足;气缸漏气,气缸杆有异物卡住;调速器损坏;升降通道面有杂物。
风刀无法喷气:线圈烧毁(由通电时,电磁阀则排气孔无法排气判定),对策:改换新线圈。
线圈磁铁芯被污垢卡死,对策:拆下铁芯,清除污垢后,重新装回即可使用。
喷锡工艺参数与流程培训
C、金 金也是一个常见的金属污染,若金手指板产量多时,更须注意控管。 若焊料接触金面,会形成另一IMC层-AuSn4。金溶入焊料的溶解度是铜的六倍对 焊接点有绝对的伤害。 有金污染的焊料表面看似结霜,且易脆。要彻底避免金的污染,可将金手指制程 放在喷锡之后,一旦金污染超过限度只能换锡。
D、锑 Antimony 锑对于焊锡和铜间的wetting亦有影响,其含量若超出0.05%,即对焊性产生不良影响
E、表13.1是一般可容许的杂质百分比,所订的数字会比较严苛,这是因为个别的污染虽有 较高的容忍度,但若同时有几个不同污染体,则有可能即使仅有容忍上限的1/2,但仍 会造成制程的不良焊锡性变差。
a、垂直式
b、水平式
1-3 热风整平工艺包括:
烤板——前处理—— 助焊剂涂覆—— 浸入熔融焊料—— 热风整
平—— 后处理
1-4助焊剂性能要求 a 热稳定性:燃点大于280℃,挥发性小, 烟雾少,对设备无腐蚀
性,即 PH为中性。 b 助焊剂活性:既能助焊,又不能对铜和焊料,造成腐蚀,以免加速
铜在熔融焊料中的溶解。 c 清洁性: 易溶于水。
d 粘度与表面张力:粘度与表面张力越小,助焊剂易流动,能充分湿 润铜表面,使焊料易与铜面生成Cu6Sn5金属化合物。粘度 与表面张力越大,将阻碍热传递 ,需较长的浸焊时间和较 高的焊料温度,若热量不够,使铜焊盘达不 到形 Cu6Sn5 的温度,而且造成润湿不良现象。
(注:助焊剂清洁不净时,可能导致以后装配焊接时产生起 泡现象) 备注:我司助焊剂液位控制要求:100-255mm
2、热风整平工艺流程
2-2 后处理流程 程序:热水刷洗 —— 毛辘擦洗 —— 三段循环水洗 —— 热风吹干 。 备注:我司热水洗温度控制要求:60±5℃,采用1000#磨刷,热
无铅喷锡工艺流程解析

无铅喷锡工艺流程解析
表面处理工艺:
目前我司实际生产的表面处理有:①无铅喷锡、②沉银、③OSP、④沉金、⑤电金、⑥镀金手指;其表面处理主要根据客户需求在绿油后的裸铜待焊面上进行处理,并在铜面上长成一层物质,防止氧化或硫化;在电子零件组装焊接时加强元器件与焊点的结合力及通导传递能力。
本次主要介绍①无铅喷锡、②沉银、③OSP、④沉金工艺。
无铅喷锡工艺流程:
热风整平又称喷锡,将电路板浸入熔融的焊料中,再利用热风将印制板表面及金属化孔内的多余焊料吹掉,从而得一个平滑、均匀光亮的焊料涂覆层—锡;无铅喷锡(含铅小于0.1%)
沉银工艺流程:
银是一种白色、柔软易延展且可锻铸的金属元素,其在任何物质上皆具有最佳的热力及电传导性;银可轻易的被溶解成离子溶液镀于需覆盖银金属的物质表层,浸镀银制程便是作为电路板得到银金属的方式,板面沉积的银厚仅约为0.1-0.5um
OSP工艺流程:
有机保焊剂(简称OSP)的功能就是在绿油后的裸铜待焊面上进行涂布处理,并在铜面上长成一层有机铜错化物的皮膜。
沉金工艺流程:
在绿油后的裸铜待焊面上进行化学处理,使铜面上长成一层薄金,金纯度99.99%,硬度低于80 Knoop,密度19.3g/cm2。
无铅喷锡Sn-CU-Ti除铜制程说明

无铅喷锡Sn-Tu-Ti除铜制程说明一、前言众所周知,欧盟、日本及美国的环保禁令关于无铅PCB以及下游的制程中的产品,铅、镉、汞、六价铬的含量指标有了明确的规定,时间从2006年7月1日起开始执行(详细的见欧盟的ROHS指令内容)。
为了达到ROHS指令的内容要求,在PCB制程中的表面处理部份也在进行了无铅化,其中无铅喷锡处理表面制程为无铅表面处理的一个重要的形式,而其中的无铅喷锡中的除铜制程工艺尤为关键。
二、无铅喷锡除铜说明1.除铜的原因在有铅及目前的无铅喷锡制程中,除铜工艺是必须的,在无铅锡的合金中,铜在一定的比例含量中铜的含量为0.7%(wt%),在锡-银合金中铜的含量为0.5%(wt%)最为合适。
如果铜的含量在合金中增加,也相应增加了无铅喷锡操作难度,但在喷锡的制板过程中,铜的含量随着制板量的增加而增加,在增加到一定的铜含量以后,就必须进行除铜降低的铜在锡槽中的含量,才能有效地进行生产得到合格的产品。
2.除铜的原理一般地,目前无铅喷锡的除铜方法有物理除铜和化学除铜两种。
考虑到化学除铜的不稳定因素影响,因此我们采取物理除铜的方式进行。
物理除铜对于有铅喷锡和无铅喷锡制程来说本质是一样的,但方式截然不同,因为形成铜晶的锡铜合金分析出为高铜含量的晶体,铜晶密度为7.3g/cm3,有铅锡(63/37)的密度7.6g/ cm3,无铅锡的密度为7.2g/ cm3。
因此在有铅锡中的铜晶是浮在表面,可以用漏匙即可捞出;相比之下,无铅锡中的铜晶的密度比母液的密度稍大,因此,铜晶是下沉或稍微悬浮在槽的下方,造成除铜的不方便。
在Sn-Tu-Ti合金体系中,我司针对铜晶的物理特性,通过对铜晶析出增加相应的催化剂,使铜晶的“聚合力”增加,静止状态下析出增加,使除铜的效率增加。
3.除铜的工艺要求无铅喷锡的物理除铜工艺中,由于无铅喷锡自身的工艺时间不长,也只有三年多时间,在工艺上、操作上、执行上有待完善的地方,特别是除铜工艺,有待更好的研究及摸索。
SMT无铅制程工艺要求及问题解决方案

一、锡膏丝印工艺要求1、解冻、搅拌首先从冷藏库中取出锡膏解冻至少4小时,然后进行搅拌,搅拌时间为机械2分钟,人手3分钟,搅拌是为了使存放于库中的锡膏产生物理分离或因使用回收造成金属含量偏高使之还原,目前无铅锡膏Sn/Ag3.0/Cu0.5代替合金,比重为7.3,Sn63/Pb37合金比重为8.5因此无铅锡膏搅拌分离时间可以比含铅锡膏短。
2、模板不锈钢激光开口,厚度80-150目(0.1-0.25mm)、铜及电铸Ni模析均可使用。
3、刮刀硬质橡胶(聚胺甲酸酯刮刀)及不锈钢金属刮刀。
4、刮刀速度\角度每秒2cm-12cm。
(视PCB元器件大小和密度确定);角度:35-65℃。
5、刮刀压力(图一)1.0-2Kg/cm2 。
6、回流方式适用于压缩空气、红外线以及气相回流等各种回流设备。
7、工艺要求锡膏丝印工艺包括4个主要工序,分别为对位、充填、整平和释放。
要把整个工作做好,在基板上有一定的要求。
基板需够平,焊盘间尺寸准确和稳定,焊盘的设计应该配合丝印钢网,并有良好的基准点设计来协助自动定位对中,此外基板上的标签油印不能影响丝印部分,基板的设计必需方便丝印机的自动上下板,外型和厚度不能影响丝印时所需要的平整度等。
8、回流焊接工艺回流焊接工艺是目前最常用的焊接技术,回流焊接工艺的关键在于调较设置温度曲线。
温度曲线必需配合所采用的不同厂家的锡膏产品要求。
二、回流焊温度曲线本文推荐的无铅回流焊优化工艺曲线说明(如图二):推荐的工艺曲线上的四个重要点:1、预热区升温速度尽量慢一些(选择数值2-3℃/s),以便控制由锡膏的塌边而造成的焊点桥接、焊球等。
2、活性区要求必须在(45-90sec、120-160℃)范围内,以便控制PCB基板的温差及焊剂性能变化等因数而发生回流焊时的不良。
3、焊接的最高温度在230℃以上保持20-30sec,以保证焊接的湿润性。
4、冷却速度选择在-4℃/s。
回流温度曲线如下:(图二)图二中红色曲线推荐对焊点亮度要求的客户回流曲线湿度变化说明:1、焊锡膏的焊剂在湿度升至100℃时开始熔化(开始进入活性时期),焊锡膏在活化区的主要作用是将被焊物表面的氧化层去掉,如果活性区的时间过长,焊剂会蒸发挥过快,也会造成焊点表面不光滑,有颗粒状。
字符、喷锡工艺参数
2~6mm
4mm
锡铅中锡含量
60~64%
锡铅中铜含量
<0.3%
锡缸除铜渣温度
195±5℃
废铜渣处理槽温度
280~300℃
3、后处理工艺参数:
工艺参数
控制范围
备注
压力
热水洗kg/cm2
1.0~2.0
刷辊过板电流大小需根据刷辊状态及板面处理的具体情况进行调整。
市水洗kg/cm2
1.0~2.0
刷辊A
1.60~1.80
温度
热水洗℃
40~50(45)
热风烘干℃
50~60(55)
洗板
放板速度m/min
1.2~2.0
放板间距cm
>50
字符印刷工艺
一、制作流程:
热固化
调油丝印字符
光固化
二、工艺参数:
1、调油工艺参数:
(1)、热固油墨:
主剂/硬化剂(1:1)
稀释剂(ml/1kg)
划零调油(100g主剂所需硬化剂)
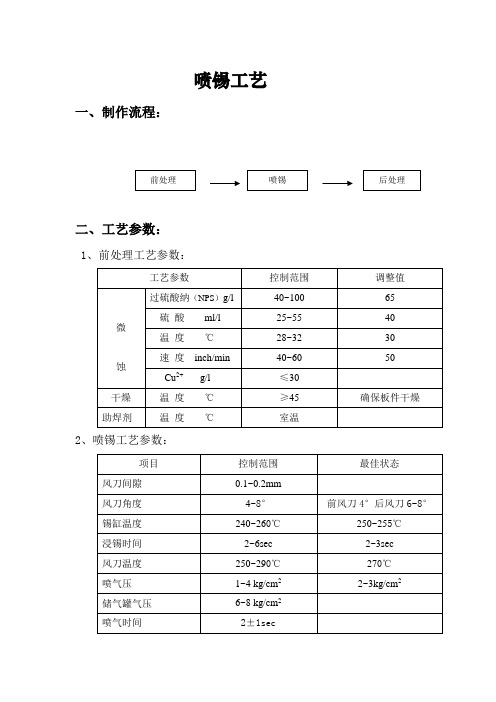
喷锡工艺
一、制作流程:
二、工艺参数:
1、前处理工艺参数:工源自参数控制范围调整值
微
蚀
过硫酸纳(NPS)g/l
40~100
65
硫酸ml/l
25~55
40
温度℃
28~32
30
速度inch/min
40~60
50
Cu2+g/l
≤30
干燥
温度℃
≥45
确保板件干燥
助焊剂
温度℃
室温
2、喷锡工艺参数:
项目
控制范围
最佳状态
白色
黄色
黑色
手印
无铅喷锡工艺简介
五.无铅喷锡工艺控制要点.
(以垂直无铅喷锡为对象) 垂直喷锡机主要参数 喷锡机锡缸温度的恒温性 锡缸焊料的成份控制 锡厚
•垂直喷锡机主要参数
-------------板厚和层数
板上升速度--------------风刀与板间距-----------------------
-------------风刀角度 -------------风刀气压和温度
Time
•不同的合金对锡缸的腐蚀
测试方法
Heating Plate
Stainless Steel Coupons
Heating Plate
Solder
•不同的合金对锡缸的腐蚀
测试方法
X-Ray Analysis
Solder
Stainless Steel
•不同的合金对锡缸的腐蚀
测试结果
%Tin Detected on Stainless Steel Surface After 90 Minutes at 600°C*
无铅喷锡对助焊剂的要求较高,所以选用助焊剂时应充 分考虑助焊剂活性,热稳定性,易清洗性,挥发性,烟雾,以 及粘度等特性.
2.无铅喷锡一般参数
锡槽温度 : 260 度—275度 热风温度 : 300度—400度 总气压: 6bar---8bar,最好>7bar 风刀压力: 2----6bar 风刀角度 : 根据机器不同,有所差别 浸锡时间 : 2—6秒或2—3秒连喷2次(在生产中根
浸锡时间---------------------
--------------锡缸温度
•垂直喷锡机主要参数
Printed Circuit Board
Material
Dip Time (dependent on board
无铅焊锡制程简介

汽车产业
汽车产业也是无铅焊锡的重要应用领域之一,主要涉及汽 车零部件的制造和组装,如发动机控制模块、传感器、执 行器等。无铅焊锡在汽车产业中的应用有助于提高汽车的 安全性和可靠性。
汽车产业对无铅焊锡的要求较高,需要具备优良的耐热性 、耐腐蚀性和机械性能,以确保在复杂和严苛的汽车环境 中能够保持稳定的连接性能。
五金制造
五金制造是无铅焊锡应用的另一个重 要领域,涉及建筑、家具、工具等多 个行业。无铅焊锡在五金制造中主要 用于连接金属部件,如门窗、家具的 组装和固定等。
五金制造对无铅焊锡的要求相对较低, 但也需要具备良好的焊接性能和耐腐 蚀性,以确保连接的稳定性和长期使 用。
感谢您的观看
THANKS
着重要影响。
表面处理
表面处理是对焊锡片进行清洁、涂层 、镀层等处理,以提高其焊接性能和 防氧化性能的过程。
表面处理是无铅焊锡制程中的最后一 道工序,其质量直接关系到焊锡片在 实际应用中的焊接效果。
03 无铅焊锡的应用领域
电子产业
电子产业是应用无铅焊锡的主要领域之一,包括消费电子产 品、通讯设备、计算机硬件和各种电子元器件等。无铅焊锡 在电子产业中广泛应用于电路板焊接、连接器制造和表面贴 装技术等领域。
无铅焊锡制程简介
目录
CONTENTS
• 无铅焊锡的定义与特性 • 无铅焊锡制程 • 无铅焊锡的应用领域 • 无铅焊锡的市场趋势与挑战 • 无铅焊锡的未来展望
01 无铅焊锡的定义与特性
无铅焊锡的定义
01
无铅焊锡是指不含有铅等有毒物 质的焊锡合金,主要用于电子组 装和焊接工艺中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅喷锡工艺流程及参数
一、放板
1.板与板之间的间隔距离在1″以上
二、微蚀
1.NPS浓度:60±20g/l
2.H2SO4浓度: 5±1ml/l
3.温度: 35±10℃
4.速度:1.5-4.8m/min
三、溢流水洗 :水洗压力2.0±0.5 kg/cm2
四、轻擦洗板:电流1.8-3A
五、加压水洗:压力2.0±0.5 kg/cm2
六、水刀洗:压力2.0±0.5 kg/cm2
七、加压水洗:压力2.0±0.5 kg/cm2
八、清水洗
九、吸干
十、强风吹干
十一、检查
十二、辘松香
十三、无铅喷锡
1.锡缸温度于260±5︒C
2.锡缸内铜含量控制范围:Cu2+<1.0%
3.浸锡时间:2-8 Sec
TINSOURCE TECHNOLOGY (SHENZHEN) Co.,Ltd
4.风刀压力:1.5±4 kg/cm2
十四、热水洗:温度65±10℃
十五、轻擦洗板:电流1.8-3
十六、加压水洗:压力2.0±0.5 kg/cm2
十七、高压水洗:压力4±1 kg/cm2
十八、清水洗
十九、吸干
二十、强风吹干
二十一、热风吹干:温度80℃
二十二、收板
TINSOURCE TECHNOLOGY (SHENZHEN) Co.,Ltd。