泡沫铝半固态制备工艺及组织研究
泡沫铝生产技术

国内东南大学、中科院固体物理所、舰船材料研 究所、东北大学等一些单位从90年代开始对泡沫铝材 料制备技术和性能的研究,对我国泡沫铝材料的发展 都作出了有益的贡献。
东北大学在“十五”国家“863”高技术、国家教 育部科技计划、辽宁省重点攻关计划等支持下,实现 了工程化、产业化,形成了工业生产技术。产品规格 达到800mm× 2000 mm,使中国成为继日本之后 能够生产大规格泡沫铝材料的国家。其他单位制品规 格为500mm× 500 mm或600mm× 600 mm。
•
7、最具挑战性的挑战莫过于提升自我 。。20 20年10 月上午 2时21 分20.10. 602:21 October 6, 2020
•
8、业余生活要有意义,不要越轨。20 20年10 月6日 星期二2 时21分 33秒02 :21:336 October 2020
•
9、一个人即使已登上顶峰,也仍要自 强不息 。上午 2时21 分33秒 上午2时 21分02 :21:332 0.10.6
3.8 音乐厅、录音室等场合降噪
日本音乐厅、动漫录音室等采用泡沫铝吸声内壁,避免回响
3.9 公路与河底隧道降噪
不吸潮,保持高吸音率, 吸收汽车噪声。降噪效果提高数倍。
3.10 地铁隧道降噪
地铁隧道车站,泡沫铝吸声板不吸潮、防火,降噪效果提高数倍。
韩国地铁通风口格子型泡沫铝吸声装置
3.11 建筑内泡沫铝吸声吊顶
2006年泡沫铝生产技术和泡沫铝产品通过了辽宁 省科技厅和辽宁省经济委组织的鉴定。
东北大学在2003年获得了“熔体直接发泡制造闭 孔型泡沫铝的方法”发明专利,拥有完全的知识产权。
2007年12月闭孔泡沫铝材料被国家科技部等列为 国家重点新产品,承担单位:沈阳东大先进材料公司。
泡沫铝及其制备方法
泡沫铝及其制备方法泡沫铝是一种具有多孔结构的铝材料,广泛应用于各种领域,如能量吸收、热绝缘、声学隔离等。
本文将探讨泡沫铝的制备方法,并分析其优缺点。
泡沫铝的制备方法主要有物理法、化学法和复合法三种。
物理法是最早应用于泡沫铝制备的方法之一、它基于气体的扩散和相变原理。
首先,将气体注入到铝中,使铝形成气体蒸汽。
然后,在高温下,气体蒸汽扩散到铝表面,并形成具有多孔结构的泡沫铝。
物理法的优点是制备过程简单、成本较低,但由于其制备条件的限制,无法制备出具有均匀孔隙结构的泡沫铝。
化学法是目前应用较广泛的一种泡沫铝制备方法。
它基于金属与化学物质之间的反应原理。
化学法的步骤如下:首先,在铝中加入发泡剂和其他助剂。
发泡剂在加热过程中会产生气体,使铝形成气体蒸汽。
然后,通过控制燃烧速度和温度,使发泡剂产生的气体扩散到铝表面,并在固化过程中形成具有多孔结构的泡沫铝。
化学法的优点是可以调控泡沫铝的孔隙结构和密度,制备出具有不同性能的泡沫铝。
然而,化学法的制备过程较为复杂,需要使用特定的化学药剂,不易控制反应过程。
复合法是物理法和化学法的结合,它综合了两者的优点。
具体步骤如下:首先,通过物理方法制备出孔隙结构较大的泡沫铝原料。
然后,将泡沫铝原料与发泡剂和其他助剂混合,然后再进行烧结或涂覆,使发泡剂扩散到泡沫铝表面,并形成具有均匀孔隙结构的泡沫铝。
复合法的优点是可以通过物理方法得到较大孔隙结构的泡沫铝原料,然后通过化学方法调控其孔隙结构和密度,制备出具有特定性能的泡沫铝。
总体而言,泡沫铝的制备方法多种多样,各有优缺点。
选择适当的制备方法需要考虑制备工艺的复杂度、成本、生产效率以及所需的泡沫铝性能。
未来的研究方向可以进一步探索更简单、高效、可控的泡沫铝制备方法,并改进泡沫铝的性能和应用范围。
基于半固态成形技术泡沫铝孔结构的控制的开题报告

基于半固态成形技术泡沫铝孔结构的控制的开题报
告
一、研究背景
泡沫铝具有密度低、压缩性好、抗压强度高、耐高温等特点,因此
在航空航天、汽车、电子等领域有着广泛应用。
然而,泡沫铝的孔结构
对其机械性能有着重要但不容易掌控的影响。
当前,控制泡沫铝孔结构
的方法主要是改变泡沫铝制备过程中的气体气压和温度等参数,但这种
方法不易精确控制孔结构。
半固态成形技术是一种新兴的材料制备技术,通过在半固态状态下
控制材料流变特性来实现精确控制材料结构。
相较于传统的泡沫铝制备
技术,半固态成形技术可以在制备过程中实时调节材料的流变特性,从
而精准控制泡沫铝的孔结构。
本研究将利用半固态成形技术制备泡沫铝,并研究不同成形条件对
泡沫铝孔结构的影响,为泡沫铝的应用提供技术支撑。
二、研究内容
1. 制备泡沫铝:首先准备泡沫铝原料,将铝合金在氩气保护下熔炼
成液态,然后在液态铝中添加发泡剂并加热至一定温度,形成液态泡沫。
在此基础上,将液态泡沫注入半固态成形设备中,并在半固态状态下进
行成形。
2. 调节成形条件:通过调节半固态成形设备中的溶胶含量、温度等参数,控制液态泡沫在半固态状态下的流变特性,从而调节泡沫铝的孔
结构。
3. 分析孔结构:利用扫描电子显微镜等工具对制备的泡沫铝的孔结
构进行观察和分析,评估不同成形条件下泡沫铝孔结构的特点和优劣。
三、预期成果
1. 制备出孔结构更加稳定、均匀的泡沫铝。
2. 研究出半固态成形条件对泡沫铝孔结构的影响规律。
3. 探索利用半固态成形技术精确控制泡沫铝孔结构的途径,为泡沫铝应用提供技术支撑。
泡沫铝材料的制备方法及应用研究

金 属 凝 固和 气 孔 形核 , 然 后 气孔 长 大 , 得 到 藕 状 孔结 构 的 质功 能 的新 型材 料 。 由于其 自身结 构 的特 殊性 , 使 其具 有 多孔金 属材 料。 不 同于 其他 金属 的特 殊 性 能 ,如高 孔 隙率 和 比表面 积 , 还 3 泡 沫铝材 料 的应 用 有 较 强 的能 量 吸 收性 、 高 的 比强 度 、 抗 冲击性能、 电磁 屏 3 . 1 泡 沫铝 材 料作 为 结构 材 料 的应 用 由于 泡 沫铝 自 蔽、 高阻 尼 等优 良 的性 能 , 使 得 其在 各 个 领 域 得 到 了 广泛 身 高孔 隙 率 、 轻 质和 高 比强 度 的特 性 , 使 其 可 以作 为轻 质 的应 用。其性 能的好坏 主 要 由制备 方法来 决定 , 因此 , 本文 的复合 夹 芯管 或夹 层板 的理 想 的填 充材 料 , 克服 传 统 蜂 窝 主要 对其 制备 方法和 应用 现状进 行 了分析 。 夹层材 料 的各 向异 性 。 除此 之外 , 还用 于 汽车 零件 中的组 2 泡沫 铝材料 的 制备 方法 成材 料 , 可促 进 汽车行 业 的发展 。除此 之外 , 泡沫铝 材 料还 2 . 1 粉 末冶 金 发泡 法 粉 末冶 金发 泡 法 是指 将 铝 或是 用于航 空 航天 领域 , 波音 公司 尝试 将其 制 成直 升 飞机 的尾 铝 合金 的粉 末和 发泡 剂 ( 一般 为 T i l )根据 一定 的 比例 进 架。其 在 建筑 领域 的应 用也 不可 小觑 , 研 究人 员将 泡 沫铝 行 配制并 均 匀混合 , 使 其在 给定 的压 力 之 下被压 缩 成较 为 材 料制 成又 轻又 硬且 耐火 的元件 、 栏 杆 或支撑 体 。 致 密 的预 制 胚 体 , 之 后 通 过轧 制 、 模 锻 或 挤压 等 方 法将 其 3 . 2 泡 沫铝 材 料作 为功 能材 料 的应 用 具 有 良好 的 能 加 工 为 半成 品 , 然后 放 入 规定 形 状 的钢 模 内 , 温度 被 加 热 量吸 收和 阻 尼是泡 沫 铝材 料 的一 个优 势性 能 , 所 以可 用于 到预 制体 的熔 点 , 与发 泡 剂产 生 的气泡 混 合得 到 闭孔 泡沫 制 成吸 收 及减 震材 料 , 例 如 在 汽车 的保 险杠 、 航 天 中返 回 铝材 料 。 舱 及 登 月舱 的缓 冲材 料 、宇 宙 飞船 的升 降机 等得 以应用 。 2 . 2 熔体 发 泡 法 熔 体 发 泡 法 中主要 应 用 的两 种 方 法 利用 泡沫 铝材 料 的消 声减 震特性 及 阻尼特 性 , 可 取代 传统 是 直接 吹 气法 和发 泡 剂发 泡 法 , 它 的发泡 过程 是在 液相 中 的 吸声材 料 , 可 用 于建 筑 行 业 的办 公 设 备 、 无 线 电的 录 音 完 成。 前者 是 向金属 熔融 液 中均 匀混合 分散 S i C 、 A I O。 等, 室、 汽车、 火车减 震 、 消声 等。此 外 , 泡沫 铝还 能用作 电磁屏 利 用 特 制 的旋 转 喷头 对底 部 吹入 气 体 形 成 气 孔 后 进行 冷 蔽材 料 ,尤其 是 可 以在 电磁 波高 频 区体 现 良好 的屏 蔽性 , 却 和凝 固。后 者是 将 发泡 剂和 金属 熔 融体 混 合均 匀 , 使得 目前 广泛 用于 建设 电子 装备 室和 电子 仪器 的屏 蔽材 料。 泡 气体 膨 胀得 到泡 沫金 属。 沫铝材 料 还具 有 良好 的流体 传输 动力 , 在 航 空设 备 的热 交 2 . 3 熔 模铸 造 法 熔 模 铸 造 法是 指把 已准 备好 的泡沫 换器 、 能源 动力 用紧 凑式 散热 片 以及 空气 冷却 用 冷凝 塔 等 塑 料 装入 具 有一定 形 状 的模具 中 , 并 向其 中加 入液 态 的耐 设 备 中采 用 这 种泡 沫 金 属 可增 强 其 热 交换 能力 。 除 此 之 火材料, 耐 火材 料 在 硬化 过程 中会使 泡沫 塑 料达 到气 化 的 外 , 泡沫铝 材 料还 可用作 隔 热材 料及 过滤材 料 等等 。 条件 , 之后 把 液 态 的金 属 熔 融 液 浇铸 到 模 具 中 , 当液 体 冷 4 结语 却 之 后 即可 达到 耐火 材 料与 金属 分 离 的 目的 , 从 而得 到 与 由于 泡 沫铝 具 有各 方面 的优 异性 能 , 使 得 国 内外学 者 模 具 形状 一样 的泡 沫铝材 料 。 对其制 备 方法进 行 了广泛 的研 究 , 使得 其 应用范 围 越来 越 2 . 4 渗流 铸造 法 渗 流铸 造 法 是将 经 过预 先 处理 的填 广泛。但是从 国内外研 究 现状来 看 , 国外 发展较 快 , 我 国对 料 颗 粒放 入相 应 的模 具 内并压 实 , 之后在 压 力 的作 用 下 使 于 泡沫铝 的制 备技 术较 为 成熟 , 但 是在 工业 化 生产 中仍 存 得 金 属 液 流入 到颗 粒 之 间 的缝 隙 中 ,然 后溶 除预 制 体 颗 在 许 多 问题 , 使其 的应 用领 域 受到 了限制 , 多数 的应 用 研 粒, 从 而得 到 多孔 的泡 沫铝材 料 。 究仍 处于 实验 室研 究 阶段 。 因 此 , 我 国的相 关 技术 人 员应 2 . 5 沉积 法 原 子 溅 射沉 积 法 、 金属 气 相 蒸 发沉 积 法 、 对其 工 业化 生产 方面及 推 广 应 用 方面 进 行 更加 深入 的研 电化 学 沉积 法及 反应 沉 积 法等 方 法都属 于 沉积 法 , 在 这里 究 , 从 而推 动相 关产 业 的发展 。 参考文献 : 不再 一~ 赘 述。 【 1 】 尚保 卫 . 通 孔泡 沫 铝 的新 工 艺 制 备 及 其 力 学 声 学 性 能 研 究 【 D 】 . 2 . 6 中 空球烧 结 法 中空 球烧 结 法是 利 用金 属 中 空 球 中南 大 学 , 2 0 0 8 . 烧结 , 从 而 达 到其 进 行 扩散 和 结 合 , 兼 有 通 孔和 闭孔 的 多 长 沙 : 孔 泡沫铝 材 料得 以制 备 出。 属功 能材 料 , 2 0 0 8 , 1 5 ( 1 ) : 1 2 —1 5 . 2 . 7 二 次发 泡 法 二次 发泡 法综 合 了粉 末 冶金 和 熔体 【 3 】 王展 光 , 蔡萍 , 应建 中, 等 闭 孔 泡 沫 铝 的 力 学 性 能 和 吸 能 能力 发 泡法 的优 点 , 是 一种 新 型 的制备 方法。 主 要是 通过 向金 【 J 】 . 材 料 导报 : 研 究篇 . 2 0 1 2, 2 6 《 5 ) : 1 5 2 —1 5 4 . 属熔 体 中均 匀 混入 增粘 剂 , 使 其达 到 适宜 的 温度和 粘 度 之 作者简 介 : 苏旭 东 ( 1 9 8 5 一) , 男, 宁夏银川 人 , 助理工程 师 , 学 士
泡沫铝的制备技术

渗流铸造是将可移去颗粒 (如 NaCl)堆积在铸模 中 ,压制成坯 ,经预热后浇注金属 ,然后将颗粒去除 , 制备出孔洞相互连接的通孔泡沫结构 。要求这些填 料颗粒必须耐热 ,并且能够在溶液中溶解 [ 8 ] 。采用该 方法生产泡沫铝的关键是合理选择和搭配粒子的预 热温度 、铝液浇注温度和冲型压力这三个工艺参数 , 其中对粒子预热温度的控制尤其重要 [ 9 ] 。粒子预热 温度要根据粒子的尺寸和形状 、金属材质 、铸件的结 构和尺寸以及金属液和金属型的热交换强度通过实 验加以确定 。在保证充型时不产生金属液飞溅泄漏 和泡沫组织结构均匀的前提下 ,应尽量提高粒子预热
熔模铸造法是将成型的高分子泡沫材料浸入到 液态耐火材料中 ,使耐火材料充满其空隙 ,在耐火材 料硬化以后加热使泡沫材料气化分解 ,形成一个具有 原泡沫材料形状的三维骨架 ,将金属铝液浇注到铸型 内 ,凝固后把耐火材料去除就可以得到具有三维网状 通孔的泡沫铝材料 [ 10 ] 。耐火材料一般用莫来石 、酚醛 树脂 、碳酸钙混合物或石膏等 。此方法的难点在于如 何使铝液充分填充到模型中 ,以及如何在不破坏泡沫 铝结构的同时除去耐热模型 [ 3 ] 。熔模铸造法的优点 是可制备多种泡沫金属 ,并且可得到开孔结构 ,生产 重复性好 ,有相对稳定的密度 。缺点是产量低 ,价格 高 。目前 , 用 这 种 方 法 生 产 的 泡 沫 铝 已 实 现 了 商 品化 。 2. 1. 4 固体 - 气体共晶凝固法
泡沫铝的制备技术

泡沫铝的制备技术泡沫铝是一种具有轻质、高强度和良好吸能特性的新型材料。
它由铝合金制备而成,通过控制气体发泡剂在融化的铝合金中释放气体,形成气孔结构。
在本文中,我将详细介绍泡沫铝的制备技术。
1.铝合金材料准备:选择适合的铝合金材料作为原料。
常用的铝合金包括铝硅合金、铝镁合金和铝锰合金等。
合金中的铝含量通常在80%以上。
2.铝合金材料预处理:将铝合金材料进行破碎、筛分和清洁处理。
破碎可以增加原料的表面积,有利于气体发泡剂的扩散和释放。
筛分可以控制原料的粒径范围,使气体发泡剂均匀地分布在铝合金中。
清洁处理可以去除杂质,提高泡沫铝的质量。
3.铝合金材料熔化:将预处理后的铝合金材料放入特定的熔炉中进行高温熔化。
铝合金的熔点通常在600-900摄氏度之间,熔化温度根据具体合金的种类和要求进行控制。
4.气体发泡剂注入:在铝合金熔融状态下,将气体发泡剂注入熔融金属中。
常用的气体发泡剂包括钠硼酸、钠铝酸盐和钠氢杂酸等。
气体发泡剂的选择和注入量可以根据要求进行调整,以得到所需的气孔结构。
5.发泡:在气体发泡剂注入后,通过搅拌或其他搅动方式,将气体发泡剂均匀地分散在铝合金中。
随着气体的释放,铝合金中形成大量的气孔结构。
气孔的大小和分布可以通过调整气体发泡剂的类型和用量来控制。
6.冷却和固化:在发泡过程中,由于气孔的形成,铝合金会逐渐冷却固化。
冷却过程中,泡沫铝的形状和结构会逐渐稳定。
7.切割和后处理:冷却固化后的泡沫铝可以进行切割和后处理。
切割可以根据具体需要,制作出不同形状和尺寸的泡沫铝制品。
后处理可以包括表面处理、热处理和物理性能测试等。
以上是泡沫铝的基本制备技术。
不同的制备方法和工艺参数会对泡沫铝的性能和结构产生不同的影响。
因此,在实际制备过程中需要根据具体要求进行优化和调整。
随着科学技术的不断进步,泡沫铝的制备技术也将得到更多的改进和发展,为泡沫铝的应用提供更广阔的空间。
超全面泡沫铝制备工艺汇总
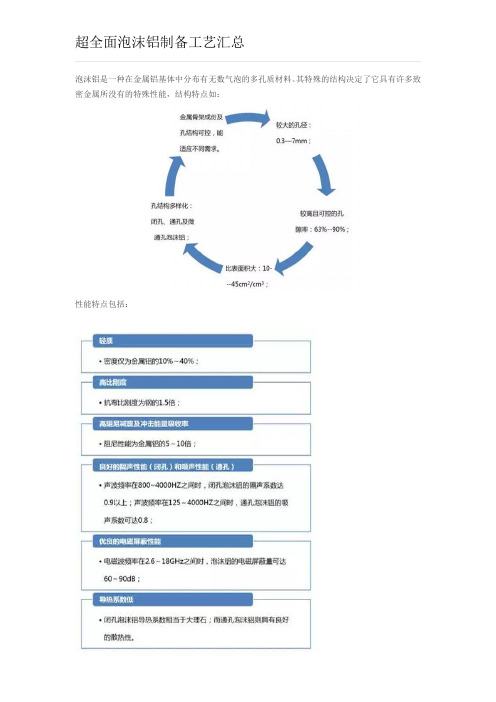
超全面泡沫铝制备工艺汇总泡沫铝是一种在金属铝基体中分布有无数气泡的多孔质材料。
其特殊的结构决定了它具有许多致密金属所没有的特殊性能,结构特点如:性能特点包括:泡沫铝性能的优劣主要取决于其孔隙率、孔径、通孔率、孔类型、比表面积等孔结构参数,而其孔结构参数主要取决于制备工艺。
因此泡沫铝的制备技术已成为新材料领域的研究热点。
下面就泡沫铝的制备工艺做详尽介绍:1、固态金属烧结法用这种方法生产的泡沫铝多数具有通孔结构,这是由于大部分固相法通过烧结使铝颗粒互相联结,铝始终保持在固态。
1.1、粉末冶金发泡法工艺原理是将混合铝粉与发泡剂粉,经压缩得到具有气密结构的预制体,加热预制体使发泡剂分解释放出气体,迫使预制体膨胀得到泡沫铝。
粉末冶金发泡法工艺流程:特点:一是与其他方法比较可用的合金成分更为广泛,有利于改善泡沫铝的力学性能;二是可以直接制造形状复杂的部件。
缺点是该方法工艺参数区间较窄,成本较高,制得的泡沫铝尺寸有限。
1.2、散粉烧结法此方法多用于制备泡沫铜。
由于铝粉表面具有的致密氧化膜将阻止颗粒烧结在一起,因此用散粉烧结法制备泡沫铝相对困难。
这时可以通过变形手段破坏氧化膜,使颗粒更易粘结在一起;或加入镁、铜等元素在595~625摄氏度烧结时形成低共熔合金。
这种生产方法包括三个过程:特点:优点是工艺简单、成本低,缺点是孔隙率不高、材料强度低。
如果用纤维代替粉末烧结同样可制得多孔材料。
1.3、粉浆成型法粉浆成型法是将金属铝粉、发泡剂(氢氟酸、氢氧化铝或正磷酸)、反应添加剂和有机载体组成悬浮液,将其搅拌成含有泡沫的状态,然后置入模具中加热焙烧,接着浆开始变粘,并随着产生的气体开始膨胀,最终得到一定强度的泡沫铝。
如果把粉浆直接灌入高分子泡沫中,通过升温把高分子材料热解,烧结后同样可制得开孔泡沫材料。
特点:所制得的泡沫铝强度不高并有裂纹。
1.4、烧结溶解法铝粉与盐粉均匀混合,压制成坯,在压制过程中盐粉基本保持原貌,铝粉发生塑性变形,填充盐粒之间的空隙形成连续的网状基体。
半固态法制备泡沫铝合金先驱体的工艺

( 北京交通大学 机械与 电子控制工程学 院 , 北京 1 0 0 0 4 4 )
摘
要: 提 出一种 采 用半 固态熔体 直接 பைடு நூலகம்备 泡沫铝合金 先 驱体 的新 方法 . 该 方 法利 用半 固态熔体的
自身黏度随温度 变化的特性 , 配合相应的半固态搅拌工艺, 无需添加增黏剂即可实现氢化钛发泡剂 的均 匀混合 , 冷却后 可 直接获 得 泡沫铝合金 先驱 体 . 文 中对 于 影响 先驱 体 制备 质 量 的熔 体 温度 、 搅
t h e i n c r e a s e o f t h e s t i r r i n g s p e e d a n d s t i r r i n g t i me .Th e b e s t d i s t r i b u t i o n e f f e c t o f b l o wi n g a g e n t s wa s
Ab s t r a c t : Th i s p a p e r d e s c r i b e d a n o v e l me t h o d t o f a b r i c a t e a l u mi n u m a l l o y f o a m p r e c u r s o r u s i n g s e mi — s o l i d me l t .Hi g h v i s c o s i t y c h a r a c t e r s o f s e mi — ol s i d me l t a s we l l a s s t i r r i n g t e c h n i q u e we r e u s e d i n t h i s me t h o d ,t h e b l o wi n g a g e n t s we r e h o mo g e n e o u s l y d i s t r i b u t e d wi t h o u t a d d i n g t h i c k e n a d d i t i o n s ,p r e — c u r s o r e mb e d d e d wi t h d i s t r i b u t e d b l o wi n g a g e n t s we r e f a b r i c a t e d d i r e c t l y a n d e f f i c i e n t l y t h r o u g h t h i s me t h o d .Th e e f f e c t s o f s o l i d p h a s e r a t i o,s t i r r i n g s p e e d ,s t i r r i n g t i me a n d s t i r r i n g b l a d e a n g l e we r e s t u d i e d i n t h i s p a p e r .An d i t wa s p r o v e d t h a t t h e d i s t r i b u t i o n e f f e c t s wo u l d i n c r e a s e wi t h s t i r r i n g t i me a n d s p e e d wh e n t h e ol s i d r a t i o wa s b e t we e n 1 0— 3 0 % ,t h e d i s t r i b u t i o n e f f e c t s wo u l d b e b e t t e r wi t h
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
两步法制备工艺见图3。具体工艺过程为:①获得 合格的预制体。称取一定量的A1—7Si合金,在井式电 阻炉中加热至两相区温度(570 620℃);加入缓释处 理后的发泡剂,同时进行机械搅拌,使发泡剂在尽量短 的时间内均匀弥散分布在半固态桨料中;然后迅速浇注 冷却,制得可发泡预制体。②将预制体jJD-r成需要的结 构和形状,放入模具中加热到一定温度,进行二次发泡。 温度升到足够高时,发泡剂将克服外界阻力发生分解, 释放出来的气体迫使预制体膨胀长大,当预制体长大到 一定程度时迅速冷却下来、得到具有一定孔结构的泡沫 铝试样。可以将泡沫铝试样根据需求进一步加工成不 同的形状。
图5预制体纵截面实体照片
正交试验所获预制体在炉温为720℃、加热时间为 15 min时得到的各组泡沫铝硅试样截面照片见图7。
泡沫铝半固态制备工艺及组织研究游晓红等
(a)搅拌前
(b)搅拌后
图6 不同条件下试样微观组织的金相照片
图7发泡后试样横断面照片
3.2结果分析 3.2.1预制体质量分析
从试验所获预制体的外观来看,在不同条件下,顶 部存在一个不同厚度的发泡层(见图5)。造成这种现 象的主要原因是由于在加入发泡剂混合搅拌时有部分 的发泡剂发生了分解,释放出来的气体上浮并被表面的 氧化层所覆盖而存留。从试验结果来看,影响顶部发泡
平均当量圆直径(D。):截面孔的等效直径之和 EDi与截面孔洞数N之比;
D。=,弋,‘-dJFi
(2)
平均圆度(Co):截面孔的圆度之和ECi与截面孔 洞数N之比。
Co=等
(3)
孔隙率P。用直接测量的方法得到,由式(1)测量 出试样的质量和体积,即可计算出P。;Do和C。通过对 试样的断面照片利用Photoshop软件进行二值化处理, 然后用商用图像分析软件计算得到。
用半固态成形技术制备预制体,再用二次加热发泡法(Semi-solid foaming)]一SSF法发泡。就SSF法的基本工艺参数对发泡
过程和孔结构的影响以及工艺参数的优化等问题进行了研究。结果表明,SSF法可以控制Till:的分解时间,实现二次发
泡工艺,获得孔结构较均匀、孔隙率为74.6%、孔径范围为2.1~3.2 ram(乎均值为2.3 mm)、平均圆度为0.812的泡沫铝
图6a和图6b分别为搅拌前后预制体试样的微观 组织照片(腐蚀剂采用体积分数为4%的硝酸酒精)。 图6a是AI-7Si合金在常规凝固下的微观组织,可以看 出具有发达的枝晶组织。图6b是在半固态温度为580 ℃、搅拌转速为1 200 r/min、搅拌时间为0.5 min时获 得的预制体孔壁的微观组织。由图6b可见,经过搅拌 以后,试样微观组织由树枝状转变为球状,因此,在较低 温度下,半固态熔体表现出良好的流动性,从而有利于 TiH2均匀分散。 3.2.2发泡效果分析
[6]粱伟,刘勇兵,崔晓鹏。等.触变注射成形工艺对AZ91D组织与性能 的影响口].汽车工艺与材料,2004(7):18—20.
(编辑:袁振国)
泡沫铝半固态制备工艺及组织研究游晓红等
效果,但由于温度仍然偏高,在制备预制体时TiHz仍 会大量分解,达不到预想的效果[5]。
基于以上分析,本课题提出一种基于半固态成形技 术的新的两步法制备工艺[即先用半固态成形技术制备 预制体,再二次加热发泡,后文称为SSF(Semi—solid foaming)法],以期对泡沫铝的孔结构和形貌进行有效 控制,为泡沫铝的研究开拓新的思路。本课题对SSF 法的基本工艺参数对发泡过程及孔结构的影响、参数的 优化等问题进行了研究。
2.2试验设备
图4为自制熔炼及搅拌设备,由井式电阻炉(4.5
◆;|o kW)、温度控制箱、热电偶、坩埚、锯弓、数码照相机、电子
秤(量程为200 g,精度为0.1 g)、超景深显微镜等组成。
4
5
300 350 400 450 500 550 600 650 700 750 t/℃
图2 Till2热分解曲线
万方数据
层厚度的主要因素是搅拌温度和搅拌时间,搅拌转速对 其影响不是很明显。搅拌温度越高,搅拌时间越长,顶 部发泡层越厚。发泡层厚度对后面的二次发泡效果有 一定程度的影响,发泡层相对较厚的预制体在二次发泡 时,孔隙率相对较低。
制备预制体时,工艺参数的控制非常重要,如工艺 参数控制不当,Till:会全部分解,直接发泡,得不到需 要的可发泡预制体,不能实现二次发泡工艺。
从表3正交试验结果可知,影响该试验的因数主次 分别为:A(搅拌温度)≥C(搅拌速度)≥B(搅拌时间)。 最优方案为A1C181,即第一组试验:搅拌温度为580 ℃,搅拌速度为1 200 r/min,搅拌时间为0.5 min。该 组试验得到的泡沫铝硅试样孑L隙率为74.6%,平均当 量圆直径为2.262 mm,平均圆度为0.812。试样断面 照片见图7a。 3.2.3工艺参数对孔结构的影响
——半固态加工——特种铸造及有色合金 2010年第30卷第8期
泡沫铝半固态制备工艺及组织研究
游晓红1 王录才1 靳彪2 (1.太原科技大学材料科学与工程学院;2.晋西铁路车辆有限责任公司铸造分公司)
摘要针对闭孔泡沫铝制备过程中孔结构控制问题,提出了一种基于半固态成形技术的两步法泡沫铝制备新工艺[即先
收稿日期:2010—02—02;修改稿收到时间:2010—07一10 基金项目:山西省留学人员科技活动择优资助项目 第一作者简介:游晓红,女,1965年出生,教授,太原科技大学材料科学与工程学院(240信箱),太原(030024),电话:13513612782,E—mail:zsby@
sina.corn
炉的温度和加热时间。搅拌温度按AI一7Si合金的半固
可见,Max(L)=1,Min(L)=0,所以0≤L≤1。本试验 中3个指标的重要性不一样,根据实际要求,孔隙率、平
态温度分别取585、590、600、605℃;搅拌时间分别为
均当量圆直径和平均圆度的权重分别取0.5、0.3和
0.5、1.0、1.5 min;搅拌转速分别为800、l 000、1 200
3.2 AZ91D镁合金材料注射成形产品 试验采用半固态注射方法成形生产了镁合金手机
壳,模具为1模2腔。成形产品见图6。
圉6半固态注射成形的镁合金手机壳 3.3存在主要问题及未来技术走向
在本项目试验产品、模具、设备和工艺条件下,注射 件的水口部分的质量与产品相比,是较轻的。实际检测 产品质量为16 g,水口质量为60 g,水El部分需回收处
0.2,于是每组试验的综合分数=L孔骧率×0.5+
r/min;根据探索性试验及文献[11,12],试验中将发泡 L平均当量圈直径×0.3+L平均圆度×0.2,满分为1。
剂在AI一7Si合金中的质量分数固定为3%。采用L。 (34)正交试验对其他因素进行工艺试验。正交试验因
3试验结果及分析
素水平表见表1,正交试验方案见表2。
1 试验原理
图1为A1-Si二元合金相图[7]。由图1可见,随硅 含量不同合金具有不同的两相区范围,当硅含量(质量 分数,下同)为7%时,两相区温度为570-~620℃。此 类合金在一般条件下凝固方式为糊状凝固,具有发达的 枝晶组织[81;但按半固态成形理论,对凝固过程中的金 属材料进行特殊处理,使凝固组织由枝晶组织向类球状 的非枝晶组织转化。
硅合金。试验条件下的最佳工艺参数:搅拌温度为580℃,搅拌时间为0.5 min,搅拌速度为l 200 r/rain,二次发泡炉温为
720℃,加热时间为15 min。
关键词泡沫铝;半固态成形;非枝晶组织;机械搅拌;二次发泡法
中图分类号
文献标志码 A文章编号 1001—2249(2010)08--0724--05
快,使得泡沫铝发泡过程和孔结构控制很困难[3]。为了 解决这一问题,人们尝试了多种方法,如熔体增黏[4]、对 发泡剂进行预处理[5]、使用新型的发泡剂等∞]。在此基 础上又提出了两步法发泡工艺,即先在较低的温度下加 入处理过的发泡剂并快速搅拌使发泡剂均匀分布并限 制分解,得到预制体;然后将预制体加工成需要的形状, 再重新加热到较高的温度,使发泡剂充分分解发泡,获 得最终的泡沫铝(合金)产品。这种方法取得了一定的
72万4方数据
理再利用。对模具及设备进行改进,减轻水口质量,优 化成形工艺,实现设备的系列化开发,满足不同产品的 成形要求,是未来进一步研究的主要技术方向。
参考文 献
1-1-1洪慎章.镁合金注射成形工艺的应用现状和发展前景[刀.模具技 术.2003(6):43—45.
[23罗吉荣,肖泽辉,宁象军,等.半固态镁合金流变成型技术及装备 [J].特种铸造及有色合金,2002(4):45—46.
为比较方便,将3个指标都转换成它们的隶属度
指标隶属度(L)一捂暮蓑要石兰骘燃c4) (L),隶属度的计算方法如下n3]:
72万6方数据
表4是搅拌时间为0.5 min,搅拌转速分别为800、 1 000、1 200 r/min,不同搅拌温度下的试验结果。
表4不同搅拌温度下的试验结果
试验所获预制体照片见图5,搅拌前后预制体试样 的微观组织见图6。
DOI:10.3870/tzzz.2010.08.013
泡沫铝是一种由铝或铝合金基体和气孔组成的复 合材料,与实体金属材料相比,具有密度小、比强度高、 可压缩、可吸收与冲击方向无关的冲击能量、减振、吸 音、电磁屏蔽等特性[1’2]。目前,闭孔泡沫铝及铝合金 的制备主要有3种方法,即熔体发泡法、熔体吹气法和 粉末冶金法,由此又发展出大量不同的细分制备技术。 TiH:是目前制备闭孔泡沫铝主要使用的发泡剂,由于 TiH:在铝处于熔化状态(600℃左右)时分解速度非常