海德汉参数设置
(2020年整理)海德汉调试报告.pptx

;MP332 Number of counting pulses in the distance from MP331
MP 332.0 MP 332.1 MP 332.2
;Input: 1 to 16 777 215
: 2048.00000
;X 轴减速比 1:1,每螺距电机编码器脉冲数
: 2048.00000
MP110 位置编码器的接口。如果半闭环该参数设为 0,全闭环则在对应轴设定模 块接口的编号
MP 110.0 MP 110.1 MP 110.2 MP 110.3 MP 110.4
:0 :0 :0 : 201 : 202
A 轴圆光栅接口 C 轴圆光栅接口
MP112 速度编码器的接口 MP 112.0 : 15 ;A 轴电机速度编码器接口;对应 CC6106 模块 X15 接口 MP 112.1 : 16 ;C 轴电机速度编码器接口;对应 CC6106 模块 X16 接口 MP 112.2 : 17 ;X 轴电机速度编码器接口;对应 CC6106 模块 X17 接口 MP 112.3 : 18 ;Y 轴电机速度编码器接口;对应 CC6106 模块 X18 接口 MP 112.4 : 19 ;Z 轴电机速度编码器接口;对应 CC6106 模块 X19 接口 MP 112.5 : 20 ;主轴电机速度编码器接口;对应 CC6106 模块 X20 接口
MP120PWM 接口 例 SKW-1060A-5X 机床: MP 120.0 : 53 ;X 轴伺服模块 X111 与 CC6106 模块 PWM 接口 X53 连接 MP 120.1 : 54 ;Y 轴伺服模块 X112 与 CC6106 模块 PWM 接口 X54 连接 MP 120.2 : 55 ;Z 轴伺服模块 X111 与 CC6106 模块 PWM 接口 X55 连接 MP 120.3 : 51 ;A 轴伺服模块 X111 与 CC6106 模块 PWM 接口 X51 连接 MP 120.4 : 52 ;C 轴伺服模块 X112 与 CC6106 模块 PWM 接口 X52 连接 注:(1)根据参数 MP100 轴名称定义,MP120.0 对应 X 轴
海德汉530_MP参数手册
主题 编码器和机床 定位 速度前馈控制 跟随误差控制 速度和电流综合控制 主轴 内置PLC 数据接口 3-D测头 用触发式测头测量刀具 攻丝 编程和显示 颜色 加工和程序运行 硬件
如果一个功能的输入值有一个以上(例如每个轴都有一个单独的输入),那么 用一个索引号扩展参数号。索引0总为轴1,索引1为轴2,依此类推。
(参见用户手册)。可用密码123访问的机床参数在参数列表中用符号 CN123表示。 退出机床参数编辑器,用“END”键。
不输入密码也可以访问一些机床参数。 用MP7330.x定义16个以内机床参数和用MP7340.x定义相应的对话。当按 下“用户参数”软键时,显示对话(最多37个字符) 选择MOD功能“用户参数”。
MP7224.0输入值 =
二进制格式 十六进制格式 十进制格式
%00101000 $28 40 (32+8)
September 2006
机床参数的输入和输出
4–5
特殊情况:输入公式
现在只有MP1054.x(电机转一圈直线距离)和运动特性说明表中的MP7530。
可以输入公式,而不输入固定值。输入公式时,必须注意字母大小写(大写或 小写)。函数用小写,变量用大写。函数:
2006 年 9 月
机床参数是什么?
4–3
进入“OEM.SYS”文件,设置轴数的关键字“AXISNUMBER =”使系统只显 示必要的索引参数。 对其它机床参数,用户可以激活特定功能。这时,这些功能的参数起开关作 用。这些参数都是数据位编码的。每个数据位被分配给一个轴或一个功能。
4.2 “机床参数编辑”操作模式
+ – · / log log10 exp () ^
加 减 乘 除 对数 基底为10的对数 幂 括号表达式 指数计算
5海德汉中文使用说明书

5编程:刀具5.1输入刀具相关数据进给率F进给率F是刀具中心移动的速度,单位为mm/分钟或英寸/分钟。
每一个轴的最大进给率可以是不同的,在机床参数中设置。
输入您可以在刀具调用程序行和每个定位程序行中输入进给率(参阅117页“用路径功能键建立程序行”)。
快速行程如果您要编制快速行程程序,输入F MAX。
要输入F MAX,在对话提示Feed rate(进给率)F=?出现在屏幕上以后即按下ENT键或者F MAX软键。
有效持续性按数字值输入的进给率在程序行执行到不同的进给率之前一直保持有效。
F MAX只有被编入程序行才起作用。
当有F MAX的程序行被执行以后,进给率即返回到之前最后一次设定的进给率数值。
在程序运行期间改变进给率在程序运行期间您可用进给率修调旋钮改变进给率。
主轴转速S在TOOL CALL程序行中主轴转速是按每分钟转数(rpm)输入的。
编程修改在零件程序中,您可以只输入主轴转速来修改TOOL CALL程序行中的主轴转速参数:编制刀具调用命令:按TOOLCALL键。
用NO ENT键忽略Toolnumber?(刀号)对话提问。
用NO ENT键忽略Workingspindle axis X/Y/Z ?(工作主轴轴线)对话提问。
在对话提问Spindle speed S=?(主轴转速)时输入新的主轴转速,用END键确认。
在程序运行时修改在程序运行期间您可用进给率修调旋钮改变主轴转速。
845.2刀具数据刀具补偿要求您通常是按工件图上的尺寸编制仿型路径程序的。
要使TNC能计算刀具中心路径,例如刀具补偿,您必须同时输入使用的每一把刀具的长度和半径。
刀具数据输入可以直接在零件程序中用TOOL DEF键输入或者在刀具表中单独输入。
在刀具表中,也可以输入指定刀具的附加数据。
在执行零件程序时,TNC会考虑输入的全部刀具数据。
刀号和刀具名称每一把刀具是根据编号来识别的,编号范围为0-254。
如果您正在用刀具表加工,您可以使用较大的编号,也可以输入每一把刀具的名称。
海德汉参数设置

海德汉系统参数设置注:海德汉系统中各轴参数号码一致,搜索时只需在参数号码前加上前缀PX、PY、PZ、PS_1就可,所以本资料基本以X轴为例进行介绍,其他各轴以此类推。
本资料重点介绍参数设置,具体的操作步骤略。
1、进入不同页面密码:参数设置:95148网络设置:NET123PLC设置:807667系统识别:SIK2、显示设置A:主轴显示(静止时也显示角度)System>DisplaySettings>CfgDisplayData>spindleDislay(100007)>during closed loop and m5B:语言显示System>DisplaySettings>CfgDisplaylanguage>nclanguage(101301)>chinese>plcdialoglanguage(101302)>chinese>plcerrorlanguage(101303)>chinese>helplanguage(101304)>chinese3、机床模式System>CfgMachineSimul>simMode(100201)> FullOperation4、屏蔽轴在调试、维护机床时,如果某轴的电机未连接,这时需要将此轴屏蔽,以免误动作。
System>axes>physicalaxis>cfgaxis>axismode(x.300105)>notactive>Testmode(x.300106)>false(任意一个都可以)5、驱动及电机选型Axes>parametersets>px>cfgpowerstage(px.401201)>ampname>heidenhain-uec111(根据具体的驱动型号配置)>cfgservomotor(px.401301)>qsy130e-ecodyn(根据具体的电机型号配置)6、回参考点设置Axes>parametersets>px>cfgreferencing>refType(px.400401):是返回参考点的方式,直线进给轴选用Switch,changing Dir,即遇到回零挡块后反向寻找参考点;主轴选用without switch + on the fly>refPosition(零偏)(px.400403):参考点在机床坐标系中的位置;>refSwitchActive:参考点挡块生效时的电平值;>refFeedHigh:返回参考点挡块的速度;>refFeedLow:反向时寻找参考点时的速度;>refDirection:返回参考点挡块的方向。
海德汉光栅尺调试
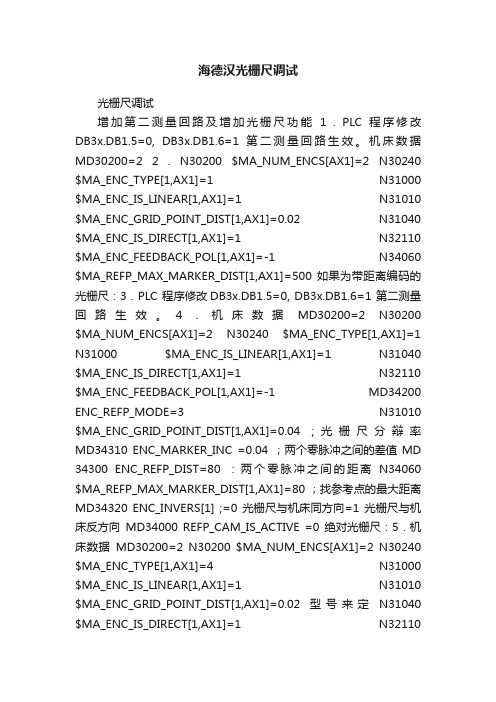
海德汉光栅尺调试光栅尺调试增加第二测量回路及增加光栅尺功能1.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
机床数据MD30200=2 2.N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 如果为带距离编码的光栅尺:3.PLC 程序修改DB3x.DB1.5=0, DB3x.DB1.6=1 第二测量回路生效。
4.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=1 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110 $MA_ENC_FEEDBACK_POL[1,AX1]=-1 MD34200 ENC_REFP_MODE=3 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.04 ;光栅尺分辩率MD34310 ENC_MARKER_INC =0.04 ;两个零脉冲之间的差值MD 34300 ENC_REFP_DIST=80 :两个零脉冲之间的距离N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=80 ;找参考点的最大距离MD34320 ENC_INVERS[1] ;=0 光栅尺与机床同方向=1 光栅尺与机床反方向MD34000 REFP_CAM_IS_ACTIVE =0 绝对光栅尺:5.机床数据MD30200=2 N30200 $MA_NUM_ENCS[AX1]=2 N30240 $MA_ENC_TYPE[1,AX1]=4 N31000 $MA_ENC_IS_LINEAR[1,AX1]=1 N31010 $MA_ENC_GRID_POINT_DIST[1,AX1]=0.02 型号来定N31040 $MA_ENC_IS_DIRECT[1,AX1]=1 N32110$MA_ENC_FEEDBACK_POL[1,AX1]=-1N34060 $MA_REFP_MAX_MARKER_DIST[1,AX1]=500 MD34200 ENC_REFP_MODE=0 MD34102 REF_SYNC-ENC=1 MD1030=18H 标定的步骤:和802D 一样如果是光栅回零的话,请参考以下以下方法:如果你的光栅尺是带距离编码参考点标志的光栅尺的话(一般海德汉光栅尺后面带C 标志的都有此功能),回参考点就不需要回零开关,参数设定如下:1、34200=3 光栅尺使用类型2、34300[1]=20mm 直线光栅尺标准参考点标志栅格间距(LS486C 为20mm)3、34060[1]=40 返回参考点最大移动距离=2 倍直线光栅尺标准参考点标志栅格间距4、34000=0 不使用进给轴返回参考点凸轮,即不用返回参考点减速开关信号(DB31.DBX12.7)5、34090=XXX 返回参考点偏移值6、34310[1]=0.020 光栅尺信号节距(LS486C 为0.020mm)希望对你有参考价值!。
海德汉编码器和海德汉光栅尺使用的各种参数

如果两个值或参数相等,转移至给定的
GOTO
标签。
FN10:WENN UNGLEICH,SPRUNG
FN10
z.B. FN10: IF+10 NE -Q5 GOTO LBL 10 IF X NE Y
如果两个值或参数不相等,转移至给定
GOTO
的标签。
FN11:WENN GROESSER,SPRUNG
FN11
F-PRINT
FN18:SYS-DATUM READ
FN18
读出数据系统
SYS-DRTUM
READ
FN19:PLC 数据传送到 PLC
FN19 PLC=
FN20:WAIT FOR
FN20
NC 和 PLC 同步
WAIT
FOR
FN25:PRESET
FN25
设置新的数据
SET
DATUM
FN26:TABOPEN 打开可任意定义的表格
FN7
z.B. FN7: Q21 = COS-Q5
COS(X)
计算一个角的余弦角度(º)并将其赋
值给参数。
FN8:WURZEL AUS QUADRATSUMME z.B. FN8: Q10 = +5 LEN +4
FN8 X LEN Y
从两个值中计算长度。
FN13:WINKEL z.B. FN13: Q20 = +10 ANG-Q1
Q100 到 Q199
主要用于循环的参数,适用于所有存 Q200 到 Q399
储在 TNC 内存中的程序
编程说明
在一个程序中可以混用 Q 参数和固定数字值。 Q 参数可以被指定给-99.999,9999 和+99 999.9999 之间的 数字值。TNC 可以计算十进制小数点前 57 位到小数点后 7 位的范围(32 位数据的计算范围相当于十进制数值 4 294 967 296)。
海德汉系统屏蔽轴参数说明(一)

海德汉系统屏蔽轴参数说明(一)
海德汉系统屏蔽轴参数说明
1. 引言
海德汉系统是一种用于控制数控机床的软件系统,其中的屏蔽轴参数是其中的重要组成部分。
本文将对海德汉系统屏蔽轴参数进行详细说明。
2. 什么是屏蔽轴参数
屏蔽轴参数是指在海德汉系统中配置的用于屏蔽一些机械轴的参数。
在数控机床中,有些机械轴是不需要进行控制的,屏蔽轴参数的作用就是将这些轴屏蔽掉,使其在系统运行时不被控制。
3. 屏蔽轴参数的配置
为了配置屏蔽轴参数,你需要按照以下步骤进行操作: - 打开海德汉系统的配置界面; - 找到屏蔽轴参数的选项; - 在屏蔽轴参数的选项中,输入需要屏蔽的轴的相关信息; - 保存配置并退出配置界面。
4. 注意事项
在配置屏蔽轴参数时,需要注意以下几点: - 需要屏蔽的轴的信息必须正确输入,包括轴号、轴类型等; - 配置完成后,需要重新启动海德汉系统才能生效。
5. 总结
屏蔽轴参数是海德汉系统中的重要配置项,通过配置屏蔽轴参数,可以对机械轴进行灵活控制。
在操作过程中要注意正确输入轴的信息,并在配置完成后重启系统,以确保配置成功生效。
以上是对海德汉系统屏蔽轴参数的介绍,希望可以帮助到你对这
一功能的理解和应用。
海德汉编码器和海德汉光栅尺使用的各种参数
海德汉编码器和海德汉光栅尺使用的各种参数海德汉海德汉编码器和海德汉光栅尺使用的各种参数10编程:Q参数10.1原理和概述你可以在一个零部件加工程序中编写同类零部件的程序,你只须输入称作Q参数的变量取代固定的数字值即可。
Q参数可以代表诸如以下的信息:□坐标值□进给率□RPM(重复数/分)□循环数据Q参数也可以帮助你编写通过数学功能定义的外形轮廓。
同时,你也可以使用Q参数根据逻辑状况执行机械加工步骤。
与FK编程连用,可以将无法NC-兼容的外形轮廓与Q参数结合。
Q参数由字母Q和0到299之间的一个数字命名。
其分组情况分为三类:含义范围普遍适用参数,适用于所有TNC内存记忆的程序Q0到Q99为特殊TNC功能设定的参数Q100到Q199主要用于循环的参数,适用于所有存储在TNC内存中的程序Q200到Q399编程说明在一个程序中可以混用Q参数和固定数字值。
Q参数可以被指定给-99.999,9999和+99 999.9999之间的数字值。
TNC可以计算十进制小数点前57位到小数点后7位的范围(32位数据的计算范围相当于十进制数值4 294 967 296)。
一些Q参数总是被TNC指定给同样的数据。
例如,Q108总是被指定给当前刀具半径,可参见368页的“预先指定Q参数”。
如果你在OEM循环中使用Q60至Q99之间的参数,须通过MP7251定义这些参数是否仅用于OEM循环,还是全部适用。
338调用Q参数功能在编写零部件加工程序时,按下“Q”键(位于数字值输入键盘,-/+键的下方)。
然后,TNC会显示以下软键盘:功能组软键盘基础算术(指定,加减乘除,平方根) BASICARITHM.三角函数功能TRIGO-NOME TRY计算循环功能CIRCLECALCU-LATION如果/则条件,转移JUMP其它功能DIVERSEFUNCTION直接输入公式FORMULA33910.2 同类零件-Q参数代替数字值Q参数功能FN0:ASSIGN指定数字值给Q参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
海德汉系统参数设置注:海德汉系统中各轴参数号码一致,搜索时只需在参数号码前加上前缀PX、PY、PZ、PS_1就可,所以本资料基本以X轴为例进行介绍,其他各轴以此类推。
本资料重点介绍参数设置,具体的操作步骤略。
1、进入不同页面密码:参数设置:95148网络设置:NET123PLC设置:807667系统识别:SIK2、显示设置A:主轴显示(静止时也显示角度)System>DisplaySettings>CfgDisplayData>spindleDislay(100007)>during closed loop and m5B:语言显示System>DisplaySettings>CfgDisplaylanguage>nclanguage(101301)>chinese>plcdialoglanguage(101302)>chinese>plcerrorlanguage(101303)>chinese>helplanguage(101304)>chinese3、机床模式System>CfgMachineSimul>simMode(100201)> FullOperation4、屏蔽轴在调试、维护机床时,如果某轴的电机未连接,这时需要将此轴屏蔽,以免误动作。
System>axes>physicalaxis>cfgaxis>axismode(x.300105)>notactive>Testmode(x.300106)>false(任意一个都可以)5、驱动及电机选型Axes>parametersets>px>cfgpowerstage(px.401201)>ampname>heidenhain-uec111(根据具体的驱动型号配置)>cfgservomotor(px.401301)>qsy130e-ecodyn(根据具体的电机型号配置)6、回参考点设置Axes>parametersets>px>cfgreferencing>refType(px.400401):是返回参考点的方式,直线进给轴选用Switch,changing Dir,即遇到回零挡块后反向寻找参考点;主轴选用without switch + on the fly>refPosition(零偏)(px.400403):参考点在机床坐标系中的位置;>refSwitchActive:参考点挡块生效时的电平值;>refFeedHigh:返回参考点挡块的速度;>refFeedLow:反向时寻找参考点时的速度;>refDirection:返回参考点挡块的方向。
7、手轮设置System>cfghandwheel>type(100601)>HR1308、进给轴的配置无光栅尺,半闭环控制Axes>parametersets>px>cfgaxishardware> signCorrActualVal(px.400001)位置编码器计数方向>signCorrNominalVal(px.400002)速度编码器计数方向> posEncodertype(px.400003)电机编码器类型> distPerMoterTurn(px.400004)螺距> posEncoderDist (px.400005)电机转一转的直线距离> posEncoderIncr(px.400006)电机编码器线数> posEncoderRefDist(px.400007)回零距离>posEncoderSignal(px.400009)> SpeedEncoderinput(px.400012)速度编码器位置接口> pwmsignaloutput(px.400013)动力线信号输出接口出现飞车时,更改signCorrNominalVa(速度编码器计数方向);移动方向与实际需求方向相反时,同时更改signCorrActualVal 和signCorrNominalVal;通常半闭环控制的反馈信号为电机编码器的信号,所以为CC_MOTOR _ENCODER;在使用1Vpp 信号或经适配器转换的准1Vpp 信号作为反馈信号时请在posEncoderSignal中选择1Vss. 9、进给轴的速度Axes>parametersets>px>cfgfeedlimits> minFeed(px.400301)该进给轴的最小速度,设定为0;>maxFeed (px.400302)是机床该轴执行G00 时的速度;>rapidFeed (px.400303)是机床该轴在手动状态下的快速移动速度;>manualFeed (px.400304)是机床该轴在手动移动速度;>maxacceleration (px.400305)机床该轴最大加速度10、主轴的配置直连主轴:Axes>parametersets>ps>cfgaxishardware> signCorrActualVal(ps.400001)位置编码器计数方向>signCorrNominalVal(ps.400002)速度编码器计数方向> posEncodertype(ps.400003)电机编码器类型> distPerMoterTurn(ps.400004)螺距> posEncoderDist (ps.400005)电机转一转的直线距离> posEncoderIncr(ps.400006)电机编码器线数> posEncoderRefDist(ps.400007)回零距离>posEncoderSignal(ps.400009)> SpeedEncoderinput(ps.400012)速度编码器位置接口> pwmsignaloutput(ps.400013)动力线信号输出接口11、主轴的速度Axes>parametersets>px>cfgfeedlimits> minFeed(ps.400301)该轴的最小速度,设定为0;>maxFeed (ps.400302)主轴执行最高转速(度);>rapidFeed (ps.400303)主轴在手动状态下的快速移动速度;>manualFeed (ps.400304)主轴在手动移动速度;>maxacceleration (ps.400305)主轴最大加速度>m19maxspeed (ps.400307)主轴定向转速>nominalpeed (ps.400308)主轴最高转速(转)12、伺服调整电流环Axes>parametersets>px>cfgcurrentcontrol>ictrlpropgain(px.401001)>5> ictrlintgain(px.401002)>1000速度环Axes>parametersets>px>cfgspeedcontrol>vctrlpropgain(px.400901)>5>vctrlintgain(px.400902)>1000>vctrlfiltfreq1(px.400908)>5>vctrlfiltdamping(px.400910)>100013、软极限设置Axes>parametersets>px>cfgpositionlimits>swlimitswitchpos(px.400501)x轴正向软限位;> swlimitswitchneg(px.400502)x轴负向软限位;14、刀库调试A:换刀点设置System→plc→Cfgoemposition(104700)-->.NP-DG-TC-POS-AX3-PUT IN(Z轴). NP-DG-TC-POS-AX1(X轴). NP-DG-TC-POS-SPINDLE(主轴换刀点角度)System→plc→CfgOemInt(104600) →NP_DG_S_orient_rpm→500(主轴定向速度)NP_DG_S_jog_rpm→500(主轴点动速度) B:编辑刀库Plc>proto>table>prototype.tch进行编译后在刀位表中将其编辑打开后复位。
15、润滑设置距离设置:Axes>parametersets>px>cfgpositionlimits>lubricationdist (px.400503)润滑距离>15000时间设置:System>plc>CfgOemInt (104600)>NP_DG_lubrication_time>60润滑时间NP_DG_max_lubrication_time>120润滑时间上限NP_DG_min_lubrication_time>30润滑时间下限16、反向间隙补偿及螺补A:用于螺补的参数Axes>parametersets>px>cfgaxiscomp>active(px.401801)>on激活反向间隙>comptype(px.401803)>no-linear非线性补偿B:螺补(1).在PLC:\table 路径下找到系统原非线性补偿文件,删除原有补偿文件并重新建立新的补偿文件(2)在非线性补偿文件配置表中填写需要调用的非线性补偿文件列表(3)在各轴的补偿文件轴添加相应的补偿值注意:*.CMA 和*.COM 中各列的轴名应与System>CfgAxes>axisList 下所使用的轴名一致,否则补偿不会生效,建议该路径下使用X,Y,Z… … 通用轴名,避免使用复杂轴名17、真圆度检验参数Axes>parametersets>px>cfgcontrollercomp>compfriction0(px.401401)静摩擦补偿;> compfrictionT1(px.401402)摩擦补偿延迟;>compfrictionT2(px.401403)反向摩擦补偿延迟;>compfrictionNS(px.401404)额定速度补偿;>compcurrentoffset(px.401405)垂直轴抱闸电流Axes>parametersets>px>cfgposcontrol>kvfactor(px.400801)位置环增益Axes>parametersets>px>cfgaxiscomp>backlash(px.401802)反向间隙>filtertime(px.401805)滤波时间以上是真圆度的调整参数,根据球杆仪运行的具体图形进行分析,分析方法和其他系统一样,在这里不再进行阐述。