棉氨纶织物剥色及复染工艺研究
棉弹力织物染整工艺探讨
棉弹力织物染整工艺探讨倪明新(杭州美高华颐化工有限公司,浙江杭州 311231)0 前言棉弹力织物服饰既具有全棉织物服装的吸湿透气、亲肤性好、穿着舒适、色泽柔和、纹路清晰、布面光洁的特点,同时又兼有弹力织物的特性,能充分展现女性人体曲线而无拘紧感,深受消费者亲睐。
棉氨纶包芯纱弹力织物由于氨纶纤维独特的物理、化学性能给印染加工带来一定难度,工艺流程长、加工过程极易产生折皱、卷边、门幅不稳定、弹性损失等诸多弊病,导致生产企业成本上升、产品质量下降、经济效益降低。
氨纶是聚氨基甲酸酯弹性纤维的简称,氨纶是由脲基结构的“硬链段”通过氨基甲酸酯基(—NHCOO —)与“软链段”交替相接的大分子。
根据分子链段结构聚氨酯纤维分为聚酯型聚氨酯纤维和聚醚型聚氨酯纤维,氨纶纤维的独特结构赋予氨纶纤维很高的弹性和弹性回复性、耐疲劳性、耐磨性等优异性能。
聚酯型氨纶在150℃以上热塑性显著增加,弹性减小,当温度超过190~195℃纤维弹力会明显下降、弹力损失最终断裂,聚醚型氨纶150℃以上会泛黄,175℃以上会发黏。
氨纶的化学稳定性较好,耐酸性能好,对氧化剂、还原剂较稳定,但不耐含氯氧化剂,不耐强碱,在热碱溶液中迅速水解。
所以在印染加工过程中应尽量避免强碱、高温、氯漂工艺。
1 工艺流程的优化织物规格:弹力直贡18.2texX(18.2tex+40D)512根/10cmx315根/10cm 170cm1. 1 直贡类原工艺流程:翻布→缝头→缩幅→烧毛(轧酶堆置)→(水洗)→煮练→氧漂→定型→丝光→定型→染色(印花)→后定型→预缩→成品。
1. 2府绸类原工艺流程:翻布→缝头→烧毛→轧酶堆置→水洗→煮练→氧漂→定型→丝光→定型→染色(印花)→后定型→预缩→成品1. 3改进后工艺流程:翻布→(缩幅)→烧毛→冷轧堆→碱洗(氧漂)→丝光→定型→染色(印花)→后定型→预缩→成品2 前处理工艺2.1烧毛工艺直贡、斜纹织物车速:90~100m/min 、火口温度:800~900℃、三正一反、烧毛级数3~4级、冷却辊温度50℃以、蒸汽灭火。
氨纶弹性织物染整工艺探讨【范本模板】
氨纶弹性织物染整工艺探讨自1959年美国杜邦公司首次实现了聚氨酯溶液干法纺丝的工业化生产以来﹐氨纶在纺织纤维领域中的地位日益突出﹐尤其是近几年来氨纶弹力织物风靡世界.氨纶弹力针织内衣﹑泳装﹑运动服是服装领域中的走俏产品.氨纶是我国的商品名﹐其学名为聚氨基甲酸酯弹性纤维.国际化纤商品系统中﹐凡至少含有85%的聚氨酸链段的弹性纤维称为“Spandex”(斯潘德克斯)。
目前全世界有18个国家生产氨纶。
如果以生产企业划分则美国杜邦集团商品名“Lycra"(莱卡)的生产规模占全世界市场的50%﹔其次是德国拜耳公司生产的“Dolarstan”占世界市场的23%﹔第三是日本东丽杜邦公司生产的“Opelon”。
目前我国氨纶年产量约为5000吨﹐预计到2000年可达到8000吨~10000吨。
氨纶的特殊大分子结构﹐决定其具有优异的弹性﹐与其它纤维混合制成的弹力针织物既具有一般纤维优良的性能(如棉纤维的吸湿性)﹐又具有优异的弹性。
用其制成的服装﹑袜子等穿着舒适(有弹性﹐无压迫感)﹐活动自如﹐又能显示形体美﹐是妇女首选的紧身服装.随着体育运动的日益发展﹐对各种紧身运动服﹐休闲服需求量也极大﹐在外衣上也有广泛的应用。
氨纶弹力针织物一般是棉﹑毛﹐弹力锦纶等为地组织﹐氨纶丝为衬纬﹑衬垫﹑添纱等方式进行交织的。
近年来随外着服装的内衣化﹐运动装的流行﹐细支高弹纱交织针织经编或纬编织物得到了广泛的应用.由含高弹丝的纱编织的针织物﹐其弹性可与身体自由活动所需的弹力相当或略为大一些﹐从而满足了人们对服装穿着舒适贴体和保持外形不变的要求。
氨纶弹力针织物染整加工方法与非弹力针织物有所不同.为使弹力织物具有一定弹性﹑尺寸稳定性﹑布面平整性﹑色泽多样性﹐达到所要求的风格﹐必须仔细控制染色和后整理工艺条件.由于过高的张力﹑同温或长时间热﹑湿处理能够改变氨纶物理性能﹐所以还应仔细选择这些工艺条件。
氨纶弹性织物在湿热处理中﹐随着纱线﹑坯布内应力的消除﹐氨纶丝也在急剧收缩﹐易出现幅宽过窄﹑折痕等现象﹐影响成品的服用性能和各项物理指针﹐同量后整理过程中缩水率稳定的控制也是我们研究工作的一个重要内容﹐否则会在服装制作过程中片与片﹑面料与辅料缝制时或水洗后产生折皱﹑松弛等现象﹐为此以过反复研究与对比试验﹐采用了热定形和预缩措施﹐从而保证了良好的产品风格和服用性能。
氨纶弹力色织物后整理工艺的探讨

制成率对零疵纱的影响 ,主要是对那些经纬
时的牵伸倍数是多少 。坯布幅宽和成布幅宽 ,经 密 、纬密设计要合理 。 4. 2 氨纶弹力棉色织物后整理 ,烧毛退浆工序要 充分考虑氨纶的耐碱性和损伤 。拟采用冷轧堆工 艺。 4. 3 后整理过程中 ,要采用低张力 ,少用碱 ,快定 形的原则 ,严格按工艺要求稳定生产 ,产品质量及 各项指标就可以达到要求 。
Abstract :Thro ugh t he analysis of t he st ruct ure and p ropert y of spandex ,t he abilize t he widt h and maintain t he elastic recovery and water shrinkage of spandex elastic colored woven fabric were disussed. The finishing p rocess of t he fabric were discussed.
关键词 :氨纶 ;色织物 ;工艺 ;生产 中图分类号 : TS109. 645 文献标识码 :B 文章编号 :100923028 (2008) 0520040203
近年来 ,氨纶弹力色织物在国内外市场上十 分流行 ,发展迅速 。一般与棉 、麻纤维的包缠纱或 包芯纱织成面料 ,产品服用性能好 ,易吸汗 ,手感 柔软 ,同时具有较高的弹性和优异的回弹性能 ,穿 着舒服并能显露出形体美 ,不会产生静电 ,因而广 泛应用于纺织工业 ,具有广泛的发展前景和良好 的经济效益 。但一般生产厂家均有织物门幅尺寸 稳定性差 ,弹性回复率不达标 ,缩水率不合格等问 题 ,为此对氨纶弹力色织物后整理工艺进行探讨 很有必要 。
棉氨纶纬弹织物工艺条件探讨
1 棉 氨 纬 弹 织物 的特 性
棉 氨 包 芯 纱 纬 弹 织 物 ,既 有 棉 纤 维 优 点 ,又有
1h 测 出 弹性 回复 率 为 9 . % , 明冷 轧 对 强 力 损 8, 82 说
为清晰结论 , 以减 少 生 产 中 的误 区 。
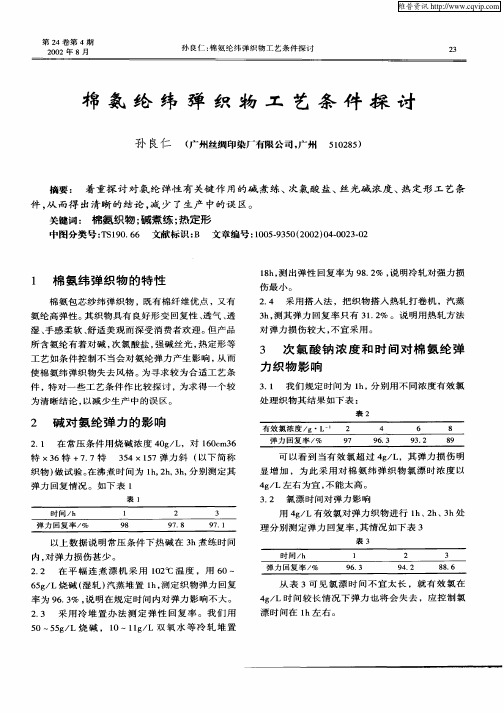
2 碱 对 氨 纶 弹 力 的 影 响
2 1 在 常压条 件用烧碱 浓度 4g L . 0 / ,对 1 0 m3 6c 6
特 ×3 6特 +7 7特 3 4×1 7弹 力 斜 ( . 5 5 以下 简 称
可 以看 到 当 有 效 氯 超 过 4 / ,其 弹 力 损 伤 明 gL 显 增 加 , 为 此 采 用 对 棉 氨 纬 弹 织 物 氯 漂 时 浓 度 以
下 测 定 其 弹 力 回复 率 , 果 如 表 3 结 。
表 4
从 表 4可 以看 出 , 光 碱 浓 度 对 弹力 损 伤 并 不 丝
大 ,而 采 用 多少 碱 浓 度 丝 光 ,要 视 织 物 厚 薄 和 所 染 颜 色 深 度 而 定 ,一 般 情 况 为 10~2 0 / 8 3 g L为 宜 , 也 可采 用 2 0 / 8 g L的 碱 丝 光 。
即 可 获 得 较 稳 定 纬 向 缩 水 率 和 门 幅 ,而 且 弹 力 损 伤
也 不 大 ;对 粗 斜 纬 弹定 形 织 物 时 间应 在 1 n以 内 ; mi 对较 薄细支 1 5特 x1 5特 +4 4特 ,3 7×2 3弹 力 . 7 8 府 绸 则应 在 3 s 右 。 0左
竹棉氨纶汗布的染整工艺实践
书山有路勤为径;学海无涯苦作舟
竹棉氨纶汗布的染整工艺实践
竹纤维是以我国广泛生长的竹子为原料加工制成的纤维。
竹纤维不仅集天然纤维的优点于一身,而且其独特的功能还在于天然具有杀菌、抑菌的效果,制成的产品不需添加任何人工合成的抗菌剂,不会引起皮肤过敏,是一种新型绿色环保纤维,特别适合于制作贴身内衣等,具有十分广阔的市场发展前景。
按照加工方法的不同,竹纤维可分为原生竹纤维和再生竹纤维两大类。
原生竹纤维是用物理机械的方法将竹子直接制成竹纤维。
原生竹纤维和麻纤维非常相似,单纤维线密度约0.05 dtex,长度不足 5 mm,很难直接纺纱加工,只能以纤维束(或称为工艺纤维)进行纺纱。
虽然原生竹纤维的
吸湿透气性、抑菌杀菌等性能都比较好,但目前原生竹纤维的生产工艺基本是参考麻纤维生产工艺,技术比较落后、纤维质量不稳定、产量低、浪费大。
同时原生竹纤维的延伸性也比较小,织造时易脆断。
纺织品经过染整加工后,随着果胶被去除,纤维束解体,使得竹纤维纺织品身骨疲软,强力降低,表面起毛,而且非纤维素含量高,漂白时很难获得高的白度,容易泛黄.影响了染色产品的鲜艳度和染色牢度,因此,原生竹纤维还处在研究开发阶段。
再生竹纤维是采用黏胶纤维的纺丝工艺制取的纤维,如河北吉藁化纤公
司生产的“天竹”牌竹纤维。
该纤维的线密度和白度与普通黏胶接近,强
力较好,且稳定均一,韧性和耐磨性较高,可纺性能优良,与棉、麻、绢丝、天丝、涤纶、锦纶等其他纤维混纺具有很好的效果。
竹纤维与黏胶、棉和涤纶纤维的物理机械性能比较见表1。
竹棉氨纶汗布采用“天竹”牌竹纤维与棉进行混纺,克服了纯竹纤维纺
专注下一代成长,为了孩子。
涤棉氨纶针织物染整工艺探讨

涤棉氨纶针织物染整工艺探讨******************摘要:随着社会的进步和国民经济的发展,国民生活质量逐渐上升,对于衣食住行质量的要求越来越高。
人类的进化使服装成为我们日常生活中的必备品,不仅具有遮羞和保暖的作用,还能展现出良好的美观和舒适效果。
氨纶作为一种具有良好弹性性质的纤维材料,不仅线密度细度较大,而且耐化学降解,在涤棉针织物中适量添加氨纶可以有效改善其物理性质,提高针织物产品的整体应用效果,因此在服装制造行业得到广泛应用。
本文简要分析了涤棉氨纶织物制作过程中的染整工艺措施。
关键词:涤棉针织物氨纶染整工艺涤棉氨纶材质的针织物与其他材质相比具有良好的吸湿性、透气性、高回弹性,并且手感较为柔软,可以充分满足现代人对于穿着服装时舒适与塑性等方面需求,因此经常将其用在内衣、休闲装以及运动装的制作当中。
然而,因为其中包含一定的弹性氨纶丝,所以染整工艺相对较为复杂,对工艺技术提出较高要求。
在染整活动中,不能对涤棉针织物的处理方法进行简单套用,需要具体依据其物理特征设计出科学的工艺方法,在经过染整之后仍能保持优良的性质。
1、预定型在对氨纶弹性织物进行制作的过程当中,需要受到强大的拉力,所以会呈现出拉伸变形情况,坯布也具备较强的残余应力,导致织物结构出现变形。
倘若未能实现对其残余应力的有效消除,在进行织物染色时非常容易出现条花、折痕等问题,并且很难控制织物的门幅和单位面积重量,缩水不够稳定。
在针对织物进行染色处理之前,需要配置预定型工序,从而有效消除织物在加工制作过程中所形成的残余应力和预缩过程中形成的皱痕,整体提升织物稳定性,使具体染色处理过程中不容易发生条花和折痕等问题。
可以说,预定型处理质量会直接影响到之后各个工序的处理效果,倘若预定型温度太低,则很难将皱痕处理干净,导致织物的抗皱能力较差,而且门幅不够稳定。
而若是温度太高,则会导致布面发黄发硬,整体强度和弹性降低。
研究发现,当预定型温度处于180-190摄氏度之间,处理时间介于30-60秒之间,所呈现的处理效果最佳。
腈纶/氨纶混纺剥色方法

腈纶/氨纶混纺剥色方法
腈纶/氨纶混纺剥色方法
腈纶/氨纶混纺物的剥色,主要是对腈纶纤维的剥色,因为氨纶纤维一般是不染色的。
针对腈纶纤维用阳离子染料或碱性染料染色时,纤维与染料分子间的结合是较牢固的,剥色比较困难。
对于轻微的色花和色斑可在酸性浴中,用缓染剂(匀染剂)或移染匀染剂加无机盐煮沸处理.可以达到一定的剥色匀染效果。
具体剥色配方(%)为:
匀染剂TAN或匀染剂AN 3-5
无水硫酸钠10~20
醋酸2~3
染料X
脱色浴中加少量染料,可保持色样的深度。
也就是在原来色样的颜色基础上将色花、色斑修正。
但这种方法只适用轻度色花、色斑。
如果色花严重需要全部剥色后改染其他颜色的,可用亚氯酸钠或次氯酸钠2g/L,pH值3—4,60~98℃条件下处理30 min,然后水洗清净(请先做小样了解氨纶纤维在此条件下有无影响强力和弹性)。
氨纶面料黑色染后还原清洗工艺分析
氨纶面料黑色染后还原清洗工艺分析王志霞吴江新达摘要: 氨纶面料黑色染后布面浮色、氨纶丝污染沾色需要还原清洗工艺处理,有效稳定的还原清洗工艺既可以使得布面颜色均匀又能够提升黑色氨纶面料皂洗牢度。
①烧碱、保险粉,②烧碱、二氧化硫脲(甲脒亚磺酸),③TF-104还原清洗剂,这三种还原工艺经对比实践证明采用②烧碱、二氧化硫脲(甲脒亚磺酸)相对实用可行。
关键词:氨纶面料黑色还原清洗工艺工艺流程75D平纹四面弹130度染色→降温至50度→还原清洗处理工艺→升温→保温15分钟→出水→定型→检测等染色配方:分散ECT黑 3.5%(owf)分散绿洲S-3R橙 0.5%(owf)分散S-2GFL红玉 0.26(owf)一、还原1、还原药剂用量①烧碱5g/L、保险粉5g/L②烧碱2g/L、二氧化硫脲5g/L③TF-104还原清洗剂2g/L2、还原清洗工艺图图1表示染色后降温至50度,加入烧碱5g/L ,升温至60度,加入保险粉5g/L ,升温至70度后保温涤纶高温染色130度图1 烧碱、保险粉还原清洗工艺度50度图2 二氧化硫脲、烧碱还原清洗工艺涤纶高温染色1303、还原后脚水效果图①烧碱、保险粉②烧碱、二氧化硫脲③TF-104还原清洗剂二、定型1、仪器涤纶高温染色130度图3 TF-104 还原清洗剂还原工艺醋酸调至PH4.5±0.2上海皇巨实业有限公司MINI-DRYER-R32、定型温度150度,60秒三、检测1、仪器设备Datacolor SF600X 测色仪皂洗牢度检测仪灯箱对色灰卡多纤布SDC ISO105/F102、还原后纤维颜色变化2.1、仪器测色条件2.2、测色结果①烧碱、保险粉②烧碱、二氧化硫脲③TF-104酸性还原剂3、皂洗牢度检测(GB/T3921-2008 .1)3.1、多纤布沾色对比原样(未还原出缸定型)①烧碱、保险粉②烧碱、二氧化硫脲③TF-104清洗剂3.2、色牢度灰卡评级结果结论:通过对比试验,总结出烧碱、二氧化硫脲还原工艺更能够解决氨纶染色沾色影响色牢度等问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
又肛 棉 ; 物 色 茂 上 研 安进 : 纶、 u 复 工 仰 匕1 巴 染 艺0 等 J 及 术 乙究 氨 织 从 / , l 剥 几
4 5
襦 氯 纶 织 翱 剿 色 及 复 架 譬 研 究
安 进 李 美真 ( 古工业大学 内 内蒙 蒙古 呼和浩特 005) 1 1 0
的测量平均值见表l 。
表3织物剥 色处理前后 白度 、顶破强 力的 比较
许多或者色斑色次无法直接修色, 具体工艺参考前文。
( )轧增 白剂 : 适 用于 染色 成 品布 的红 光偏 4
重, 别对还原染料 所染 的成 品布 ,中、浅色 时修色 特
从表3 以看 出, 可 剥色 处理后织物 白度 为8 , 0 强力 效果更加 明显 。
维 ,氨 纶不 耐强碱 ,尤其在 高温条 件下 ,烧碱 对氨
纶起 分解作 用 ,故棉氨 纶织 物整 理加 工需尽量 降低
1 剥色原理及 工艺
1 1剥色原理 .
剥色 , 即利 用化 学作 用破 坏纤 维上 的染料 使之
收稿 日期 :21— 22 011— 3
烧碱 浓度 ,且温 度不 宜过 高 。生产 中常常采用 纯碱
强力 ,满足染整加工的需要 。 12剥色处方及工艺 .
12 1 色处 方 . .剥
棉织物剥色一般采用保 险粉——烧碱法 ,而对 于 棉氨 纶织物 来说 , 由于其 中含 有3 ~5 的氨 纶纤 % %
物 的剥 色工 艺进行 了研 究 ,提 出一套 合 理的剥 色及 复染加工 工艺。
损 失很小, 除此之 外, 保险粉剥色一双氧 水漂 白法 , 棉
氨纶织物脱色后不会出现泛黄现象, 加工效果较好 。 1 4后处理 .
( )翠蓝法 :适用 于漂 白织物红光 过重,常常 5 采用 0 0 % . % . 1 ~0 1 的翠蓝染料 消去 部分红 光, 得色 使 泽色光纯正 。 ( 下转第5 页 ) 6
染
整
技
术
V 14N . o. o 3 7
J 1 01 u. 2 2
剥色工艺曲线如 图1 所示 : 0 3 9 ̄ O C×
mi n
漂 白处理后 , 物表 面双 氧水 必须彻 底 去除, 织 否
则在 复染 时有可 能造 成色 浅 、色 花 。织物上 残 留双
氧水及 纯碱 , 先用 9 ℃热水 处理 , 0 再分 别用2 除氧 酶 %
没有 明显 影 响。剥色 处理前 后织物 顶破 强力及 白度
浮色较 多, 皂洗牢度 不太理想的回修布进行修色 。 ( )浅剥 :用于半成品织物颜色偏深1% 0 ; 2 0  ̄3%
参照染料 剥色工艺 ,但 条件要 比正常剥色工 艺温 和, 各剥色剂和助剂用量均较小。 ( )正常剥色 :用于半成品及染色织物颜色偏深 3
表2 棉氨 纶 织 物 漂 白处 方
图 3染 色工 艺 曲 线
22 色光修正及注意事项 .
22 1 . . 色光修正 原理 如 果 染色织 物色 光不 符合 要求 时 ,需要 进行 修
1 32 漂 工 艺 . .氧
色 。色光修 正依据 是 余色原 理 ,所 谓余 色 ,指 的是
某两 种颜色 具有 相互 消减 的特性 。例 如 :红和绿 , 黄和 紫 。如果织 物红 光太重 ,就 可 以加入 少量绿 色
水洗
6  ̄处 理5 i : 0C m n 再用0 5 醋酸溶液 7  ̄ .% 0C处理5 i ,然 mn 后再充分水洗 ,彻底 去除织物表面 的残 留物 。
室 温
图 1棉 氨 纶 织 物 剥 色工 艺 曲 线
13氧漂处方及工艺 .
13 1 . .氧漂处方
2 复染
2 1复染工艺 .
文献标识码 :B
文章编号 :10— 302 1)7 05 0 05 95(020一D4 — 2
随着 时代 的发 展 ,人们 对服 装面 料质 量要 求越
来 越 高, 别 是 出 口到 欧美 的面 料 , 外 观质 量 ( 特 对 色
不能 发色 。各种 剥色方 法都 是利用 染料 与纤 维形成
染色 通常 采用 溢流 染色 机或 喷射 溢流 染色 机 , 复染 时染料按原处方增加 1% 其它助剂用量及工艺 5, 条 件不变 。织 物经 过剥色 漂 白处理 后 比未染色 、未 剥色 的半制 品更 白, 因此 复染 需增加染料浓度 。染色 工艺 曲线如 图3 所示 :
织 物 经 剥 色 后 往 往 白度 不 够 ,达 不 到 染 色 要 求 。剥色 后重 染浅 色时 ,对 织物 的 白度要求 更 高 。
对 于深色织 物来 说相对 较难 ,残 存色 素较 多,剥 后 织 物 白度 不够 ,强力 损失过 大 。再加 上氨纶 对碱 性 条件 比较 敏感 ,所 以剥色 具有 一定 的技术难 度 。为
此 ,笔者 结合 织物 中氨纶 纤维 的化学 加工特 点 ,采 用 保 险粉 剥色一 双 氧水漂 白法 对活性 染料 染氨 纶织
因此 ,织物剥 色后 漂 白会 得到较 好 的 白度 。因织 物 中含 有氨 纶 ,氨 纶 纤维 在 次氯 酸盐 溶 液 中会 以氮一
氯 结合 而使 纤维损 伤泛黄 ,损伤 严重 。所 以对含 有
氨 纶 的织物漂 白不 可用含 氯漂 白剂 。而氨 纶对含 氧 漂 白剂 有较 好的稳 定性 ,但溶 液 中过 氧化 物浓度 不 可过 高 。同样 ,考 虑到烧 碱会 对氨纶 纤维 有较 大损 伤 ,故漂 白时采用 纯碱 ,作用 较为缓 和 ,织物 弹性 不会有明显影 响。漂 白处方见表2 。
摘要 :介绍 了棉氨 纶织物剥 色原 理及剥 色工艺 ,结合氨 纶纤维在 高温下不耐碱 的特 点;采用 纯碱 代替烧
碱及剥 色后进行 氧漂的新 工艺,简述 了色光修正原理及复染工艺 ,指 出生产注意事项。
关键词 :棉氨 纶织物 ;剥 色剂;连二亚硫 酸钠 ;复染
中图分类号 :T 9 .3 S 137
代替 烧碱 , 由于 碱性 较弱 ,对氨 纶作 用较 为缓和 。 剥色处方见表1 。
表1棉氨纶织物 剥色处方
温 度
9 ℃ 0
浴 比
1 1 :0
作者 简 介 :安进 ,内蒙 古工 业 大学轻 工与 纺 织学 院研 究
生, 主要从事染整新技 术研 究
^ .
12 2 色工艺 . .剥
光 、色 差 、符 样) 要求 更 加严 格 。而 染 整加 工 过程 中 ,经 常会 因各种 原 因导致 染色深 度偏 重 、色 光不
对 ,色斑 色疵等…无法直接进行修 正,因而 需要对 已
染色 织物进 行剥色 复 染 。棉 氨纶织 物 的染色 大多 以
活性 染料 为主 ,对 于 浅色系 列来 说剥色 较彻底 。但
的共 价键 有 限的耐氧 化 、耐 碱 、耐氯漂 等性 能 。使 其化 学键 断裂 ,染料 从纤维 一 脱 落下 来 ,从 而使 织 二
物表 面颜 色变 浅 。化 学剥色 剂 常用 的有保 险粉 、雕 白粉 ,它 们通过 破坏 染料 分子 结构 中的发色 体 系而 达 到褪色 或消 色 的 目的。棉氨 纶织物 常采用 保 险粉 纯碱 进行 剥色 ,既达 到剥 色效 果又尽 量不损 伤织 物
双氧 水漂 白 。 工艺 曲线如图2 所示 :
9 ℃ ×3 m n 5 0 i
染料 如翠 蓝来 削减 。但余色 原理 只用 来微量 地 调整
水洗
色光 ,如 果用量 太大 ,反而 会影 响色 泽深度 及鲜 艳
度 ,一般最大用量在 0 3左 右。 .% 2 2 2 色方法 . .修
室 温
图2 棉 氨 纶 织 物 漂 白 工 艺 曲线
常见的修 色方法 有如下 :Fra bibliotek一 ] ( )水洗 :用于染色成品布, 1 因其色光稍微偏深,
棉 氨 纶 弹 性 织 物 经 过 上 述 剥 色 漂 白工 艺 处 理
后 , 由于 织物本 身具 有较大 弹性 ,且 剥色 、漂 白时 用纯 碱代 替烧碱 ,作 用较 为缓和 ,织物 弹性和 强 力