型钢柱制作工艺
浅谈箱型柱-“田”型柱-H型钢柱施工工艺
浅谈箱型柱\“田”型柱\H型钢柱施工工艺【内容提要】钢结构建筑近几年已在国内得到大面积推广,由于其与混凝土结构比较,具有总用钢量少、构件制造工厂化、抗震性好、安装速度快、造价低等优点而被广泛用于工业与民用建筑中。
其中多高层钢结构建筑的钢柱多数采用H型钢、“田”型柱、箱型柱等,由于箱型柱在两个相互垂直的受力方向都具有很好的工作性能,可以较好地满足钢柱强度及整体结构稳定性,所以设计师们经常将多高层钢结构建筑中的钢柱设计成箱型柱。
其主要作用就是承受主梁、辅助梁、平台上的设备、安装管道等的重量。
为保证施工中的制作质量,科学、合理的施工工艺就显得尤为重要,科学的工艺对于产品质量是最好的保障,并且能够降低材料消耗和人工成本等。
本文中主要阐述了箱型柱、“田”型柱、H型钢柱制作过程和工艺方法,以供大家参考。
【关键词】胎膜;调直矫正;坡口制备; 对称施焊; 装配定位线【abstract】steel structure building in recent years has set up a file in the domestic large get promotion, because its and concrete structure comparison, the total steel quantity is less, component manufacturing factory, vibrate resistance, installation speed, low cost advantage and is widely used in industrial and civil buildings. The high-rise steel structure building steel c olumn by most H steel, “field” type column, box column, etc, due to a box column on the stress of the two perpendicular direction it has very good work performance, can satisfy the intensity and the whole steel column the structure stability, so designers often will high-rise steel structure building design of the steel column type column crate. The main function is to bear girders, and assisted beam, platform of equipment, installation of the weight of the pipes, etc. To ensure the quality of construction, scientific, reasonable construction process is particularly important, scientific technology for product quality is the best security, and can reduce the material consumption and artificial cost, etc. This paper mainly expounds the in box column, “field” type column, h-beam column making process and process, for your reference.【keywords】amniotic membranes; Straightening correction; Groove preparation; Symmetrical welding process; Assembling positioning line我公司在TPU钢结构框架进行施工中采用了新的工艺:一、1、对图纸不明确及施工中有困难的地方,要与工程管理和技术人员技术交流,还要与设计单位作好技术交流。
箱型钢柱制作工艺方案
箱型钢柱制作工艺方案箱型钢柱制作工艺方案提要:抛丸:有牛腿箱型柱无法整体抛丸的构件整体拼装前对各部件进行抛丸处理,无牛腿箱型柱在制作完工后进行整体抛丸,抛丸除锈等级更多资讯箱型钢柱制作工艺方案1箱型柱制作工艺流程图表5-232焊接要求:本工程所有箱型钢柱箱体主焊缝均要求采用全熔透焊接,焊缝等级一级;内隔板与箱体腹板采用全熔透焊接,焊缝等级一级,内隔板与箱体翼板采用电渣焊接;柱顶端封板与箱体采用坡口焊接;坡口形式如下图表5-24所示:3箱体主板下料、坡口1、下料:主板采用直条切割机两面同时垂直下料,为了控制钢板的变形,在切割时,对同一块条料采取对称,借以减少条料的变形,对厚度大于80mm钢板的切割应与气站沟通协调,以保证氧气压力,同时检查设备运行状况,确保设备正常运转,保证切割质量。
2、坡口:根据图纸及工艺要求,对主板采用半自动切割机进行对称切割坡口;坡口时对电渣焊孔两侧预留25mm不开坡口,电渣焊焊接完工后用碳弧气刨坡口修整预留部位坡口,以保证箱体截面尺寸,电渣焊孔用气割割出。
3、注意:a.下料前必须对钢板的不平度进行检查。
b.翼板、腹板的平面度允许偏差:在1米长度内不平度在2mm以内。
c.发现不平度超差的禁止使用,平直度合格的钢板才能放样、号料和切割。
d.气割允许偏差:下料时长度方向加放50mm切割加工余量;切割长度、宽度允许偏差:±2;对角线允许偏差:3mm以内;切割表面的缺口深度:割缝深度或以内;局部缺口深度Wlmm, 并打磨平整过渡;切割表面与钢板表面的不垂直度:不得大于钢板厚度的5%,且不得大于;焊接坡口的切割表面的缺口深度:在以内。
下料前,对厚度三40mm厚板母材焊道中心线两侧各2倍板厚加30mm的区域内进行超声波探伤抽查,确保母材中裂纹、夹层等缺陷存在。
下料完成后,应对焊接面仔细检查,并清除割渣。
施工人员必须将下料后的零件加以标记并归类存放。
4装配、焊接箱型柱内隔板的装配焊接为保证电渣焊的焊接质量,对箱型柱的内隔板及夹板在下料时后,对于电渣焊挡板与柱体接触面及其端部进行铳削加工,以保证内隔板在装配焊接后与箱型柱面板之间的装配间隙在以内。
钢结构折线型偏心十字柱的制作工艺及监造要点
钢构造折线型偏心十字柱旳制作工艺及监造要点内容摘要:折线型偏心十字柱构造复杂~截面尺寸大~组装难度高~焊接变形矫正只能依托火焰。
通过对此类构件加工旳监控经验旳简介予以后来人以借鉴。
主题词:组装、焊接、矫正、改善在近几年旳国内建筑工程中~钢构造旳应用异常活跃~发展迅猛。
在钢构造旳构造设计方面~既要从技术角度考虑最优旳受力~同步又要从经济角度兼顾材料旳节省~资源旳节省。
故此~钢构造旳构造形式旳设计也在不停推陈出新~日趋复杂化~随之而来旳就是制作难度也在逐渐加大。
在北京银泰中心工程中就应用了一族构造复杂、断面形状新异旳钢构造构件~即偏心十字柱,包括直线型和折线型两种,~由于其构造形式与一般旳十字柱存在较多不一样~给制作带来了较多困难。
现从中选择构造更复杂旳折线型偏心十字柱来简介这一族钢构件旳制作工艺~以及在制作过程中监理应怎样做好构件制作旳技术支持工作。
做为钢构件制作旳监理~要想做好监理工作不仅要看懂构件旳设计图样~熟悉有关原则规范~还要清晰构件旳制作工艺~这样才能分清制作旳关键工序、重要工序~做到有针对性旳过程控制。
那么下面就先理解一下折线型偏心十字柱旳构造形式特点和制作工艺。
一、折线型偏心十字钢柱旳构造型式和特点1、折线型偏心十字钢柱旳构造型式,见图-1,栓钉 1000梁筋孔Φ50-40 -36 110011000F-F箍筋孔Φ20图—12、折线型偏心十字型钢柱旳构造和焊接特点折线型偏心十字型钢柱与一般旳十字型钢柱相比有如下特点截面尺寸大~为1100×1000mm。
钢板厚度大~钢板材质为Q-345GJC~板厚为δ=36、40mm。
且40mm板断面收缩率不得不不小于Z15级规定旳容许值。
翼板与腹板旳连接位置偏离翼板中心,腹板与腹板旳十字连接亦偏心。
翼板旳宽度不相似。
腹板穿筋孔密布~既有箍金穿筋孔~又有框架梁穿筋孔。
十字型截面且为折线型。
钢柱上下端头各100mm范围内及钢柱加劲板上下各600mm范围内旳纵向焊缝为全熔透一级焊缝~其他纵向焊缝为部分熔透二级焊缝。
箱型钢柱制作工艺方案
箱型钢柱制作工艺方案箱型钢柱是一种常用于建筑结构中的钢柱,其具有较高的强度和刚性,适用于承受大荷载的场合。
下面是一种箱型钢柱制作工艺方案的详细介绍。
1.材料准备制作箱型钢柱的首要准备工作是选材。
一般情况下,箱型钢柱采用的是高强度结构钢板,常见的材料有Q345B、Q390B等。
在选材过程中,需要根据实际使用环境和荷载要求选择合适的材料。
2.切割加工经过材料准备后,需要对钢板进行切割加工。
首先,根据设计要求,将钢板切割成相应尺寸的板块。
切割可以采用割炬或者机械切割等方法。
在切割的过程中,需要确保切割边缘光滑,无毛刺。
3.弯曲成型切割好的钢板通过冷弯或者热弯等方式进行成型。
冷弯是利用压力使钢板产生弯曲变形,常用的设备有卷板机、弯曲机等。
热弯则是在钢板局部加热的情况下进行弯曲,常用的设备有氧炔焊机等。
弯曲成型的关键在于确保弯曲半径和角度的准确性,以及保证钢板的原始性能不受影响。
4.焊接连接成型后的钢板需要进行焊接连接。
焊接是箱型钢柱制作过程中最关键的一步,焊接质量直接影响到钢柱的强度和稳定性。
在焊接过程中,首先需要对焊缝进行准备,确保焊缝清洁、平整。
接着,采用适当的焊接方法,如手工电弧焊、埋弧焊等,进行焊接。
焊接完成后需要进行焊缝的检测和质量评估,保证焊接质量符合要求。
5.表面处理焊接完成后,钢柱的表面需要进行处理,以防止钢柱受到氧化、腐蚀等影响。
常见的表面处理方法有喷漆、镀锌等。
喷漆可使用适当的喷漆设备,喷涂耐候性好的油漆,保护钢柱表面。
镀锌是将钢柱浸入熔融的锌液中,形成一层锌膜,保护钢柱免受氧化腐蚀。
6.质量检验完成制作工艺后,需要对箱型钢柱进行质量检验。
主要包括外观检查、尺寸检查、焊缝质量检查等。
外观检查主要是检查钢柱表面有无明显缺陷和瑕疵;尺寸检查主要是对钢柱的尺寸进行测量,检查是否符合设计要求;焊缝质量检查主要是通过无损检测等方法检查焊缝的质量。
以上是一种箱型钢柱制作工艺方案的详细介绍。
在实际制作过程中,还需要根据具体情况进行调整和优化,确保钢柱的质量和性能满足设计要求。
大型钢柱、梁的“H”型钢制作工艺
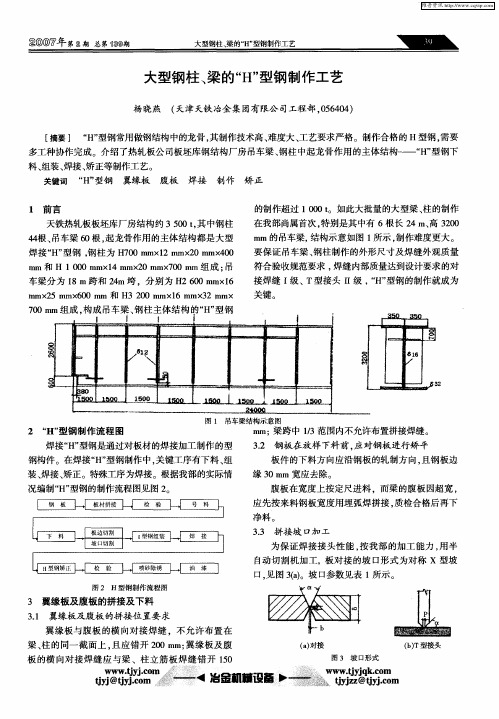
3 翼 缘板及 腹板 的拼接及 下料
31 翼缘 板及腹 板 的拼 接位 置要 求 . 翼 缘板与 腹板 的横 向对接 焊缝 。不允许 布置 在
梁 、 的同一截 面上 , 柱 且应错 开 20m 翼缘 板及腹 0 m;
一
() a对接
图 3 坡 口形式
卫
() b T型接头
板 的横 向对 接焊缝 应 与梁 、柱立 筋板 焊缝 错 开 10 5 tw wq j jj jj . y@ yy wt . 冶金棚赢设苗
腹板在宽度 320m 方 向上 由两块板 拼接组成 , 0 m 长
度方 向上 由三块 板拼接 , 为防止 波浪变形 , 应先 焊短 焊缝 1 2 3 4 后焊直通焊缝 5 、、、, 。如图 4 。
l 5 2
图 5 垂直位辅助工装
压 机
3
l
4
图 6 水 平 位辅 助 工 资
图 4 拼 接顺 序
35 吊车梁腹板 下料起拱 .
按钢结构设计 规范要求 , 吊车梁腹板按 L10 / 0起 0 拱 ,因此 ,8n 吊车梁和 2 l 1 l 4n 吊车梁分别按 1 m 8m
5 板拼 接及 “ 型钢埋 弧焊 工艺 H”
51 焊接 工 艺试 验 .
和 2 m起拱 。因为起拱 曲线 是抛物线 , 各分 点 4m 其余 值 由公式 = 14 — 式 中: 计算得 出。 意点的拱度值
. c0
w j j ky t. @ . jt q c wj j yy o
z z
m
t j
. m c0
维普资讯
 ̄ Y m滓ETJR I AJG I I U N
冶
厘四年 星 : !c ◎ : @ 1 期 总第 0 = : 竺 二 期 第 ! :: : =
钢管柱制作工艺与施工方法

钢管柱制作工艺与施工方法钢构彩板工程有限公司2012年3月26日目录第一章双肢钢管格构柱标准制作工艺 (2)1排版 (2)2下料 (2)3切割 (2)4矫正 (3)5预涂装 (3)6组装 (4)7定位焊 (4)8焊接前 (5)9焊接中 (6)10焊接后 (14)11无损检查 (14)12焊接返修 (14)13制孔 (15)14端部处理 (15)15构件标识 (15)16安全技术措施 (16)第二章钢管柱吊装工艺 (17)1杯口基础底面找平 (17)2钢柱上的小爬梯设置 (17)3缆风绳拉设 (18)4钢柱吊装吊耳的设置 (19)5柱脚楔子临时固定 (19)6钢柱柱脚中心线对定位轴线的偏差调整 (20)7钢柱轴线垂直度调整 (20)8柱子基准点标高调整 (20)第三章钢管柱柱芯混凝土顶升施工工法 (21)1特点 (21)2适用范围 (21)3工艺原理 (21)4工艺流程 (21)5施工操作要点 (22)6材料及机具设备 (24)7质量控制 (25)8安全措施及环保要求 (25)第一章双肢钢管格构柱标准制作工艺1排版排版中应注意焊缝位置避开孔群及劲板位置,管下料留出50mm余量,肩梁部分板需铣平方向加3~5mm余量。
2下料2.1 号料前应先确认材质和熟悉工艺要求,然后根据排版图、下料加工单、零件草图和电脑实样图进行号料。
2.2 钢卷尺(不包括5米以下的卷尺)必须经计量部门与本工程用的标准尺进行校核,并标贴修正值后才能使用,标准尺测定拉力为L≤30m时5kg,以确保划线、制作和现场安装用尺的一致性2.3 号料的母材须平直无损伤及其他缺陷,否则应先矫正或剔除。
划线精度如下(表一):(表一)2.4 钢板下料应严格按排版单中指定的钢板号进行下料。
三大片下料完毕应在端头标明构件及零件编号,并同整体构件的零部件必须摆放在一起,以便后续装配。
3 切割3.1切割前应清除母材表面的油污、铁锈和潮气,切割后气割表面应光滑无裂纹,熔渣和飞溅物应除去。
型钢柱施工工艺流程改

CHAPTER 1 型钢柱特点与流程 01型钢柱特点 02 T4楼钢柱分布 03 施工工艺流程 CHAPTER 2 现场施工 01 测量定位 02 临时固定、校正 03 焊接、 探伤、复核 CHAPTER 3 型钢柱与梁的连接 01穿筋孔连接 02焊接连接
复核,检查
17
CHAP. 3型钢柱和梁的连接
临时固定、校正
根据测量数据,将L型钢板焊接固定于下节型钢柱正偏差一侧的翼缘 板上,通过在L型钢板与翼缘板间打入三角形钢楔来带动扭转,移动 型钢柱,直至各个方向轴线都符合要求。(如下图)
( 型 钢 进 柱 行 轴 垂 线 直 的 度 方 及 向 轴 架 线 设 的 三 测 台 量 经 ) 纬 仪 *
型 钢 柱 校 正
临时固定、校正
型钢柱校正完毕,将四周耳板与连接板点焊固定,再在翼缘板 内侧焊接“U”形钢板固定,固定完毕后去除固定处预留的Φ6 钢筋,并将接缝处处理干净。
型 钢 柱 的 固 定
10
CHAP. 1型钢柱特点与流程
03
CHAPTER 1 型钢柱特点与流程 01型钢柱特点 02 T4楼钢柱分布 03 施工工艺流程 CHAPTER 2 现场施工 01 测量定位 02 临时固定、校正 03 焊接、 探伤、复核 CHAPTER 3 型钢柱与梁的连接 01穿筋孔连接 02焊接连接
将螺杆式顶拉精调器两边分别点焊固定于上下节型钢翼缘板上,根 据测量数据,通过调节杆旋转螺杆式顶拉精调器,调整型钢的垂直度。
9
CHAP. 1型钢柱特点与流程
02
CHAPTER 1 型钢柱特点与流程 01型钢柱特点 02 T4楼钢柱分布 03 施工工艺流程 CHAPTER 2 现场施工 01 测量定位 02 临时固定、校正 03 焊接、 探伤、复核 CHAPTER 3 型钢柱与梁的连接 01穿筋孔连接 02焊接连接
浅谈十字型钢柱的制作工艺及现场安装

及时清除切 口边缘上 的熔瘤 、飞溅物等 ,剪切切割后及 时磨除切 口边缘 的冷却硬化层和毛刺 。板条 由于切割引 起变形采用火焰矫形 。 2 3编 号 由于工程属于高层结构 ,构件 比较复杂, . 所有 工料 必须统 一编 号 。十字 形钢柱 在钻 孔前 钢板 要 统一编号 。顺 时针标 出东 ( )、南 ( )、西 ( )北 E S w ( )。确 定钢 柱的现 场安装方 向。 N
附 图 一
1 )两端最外侧孔 间距偏差为 ±3 0 . 毫米 。
2 )孔 的 圆 度 为 10 .。 3 )同 一 组 内相 邻 两 孔 间距 ±0 7 米 。 .毫 4 同一 组 内任 意 两 孔 间 距 ± 10 米 。 ) .毫
为了满足 工艺要求必须加工一些常用模具来保证加工
喷砂处理高强度螺栓 摩擦 面的表 面粗糙度 :喷砂压 力约6g c2 K /m ,石英砂的粒度1 5 m ,加工后的钢材表 .  ̄4m 面呈现灰 白色 ;用 电动砂轮机打磨钢板的表面 ,砂轮打 磨 的方向与受力方 向垂直,打磨范围不应小于4 倍螺栓直 径 ,打磨 时不应在钢材表面磨 出明显的凹坑;
贴。方法用0 3 m . m 塞尺检查 ,其塞入面积应 小于2% 5 ,边
缘 问 隙 不应 大 于0 8 m .m 。
有大型矫形机的用设备矫形,没有 的就采用火焰顶
推来矫 形。
附 图 二
2 1 打钢 印号 ( .O 柱的编号 )柱的编号标在指北 的
2 5 开 坡 口 设计 要求所有 的熔透焊缝为一级 ,这 .
的精度 ( 附图二) 模具的选材必须是高硬度 的材料。 见 ,
ISA L IN N T L AT O
59
连接板 固定 ,防止变
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
型钢柱制作工艺
型钢柱、8.000、12.000、16.000、22.000、26.000、31.000m
标高钢结构局部梁均为焊接H型钢或轧制H型钢。
1、钢材的矫平、矫直
在型钢柱、钢结构局部梁的制作过程中,首先必须对钢材进行矫正或矫直,可采用的方法有用手锤锤击钢材的变形区,机械矫正法如采用压力机,火焰矫正法等。
2、钢材的表面清理:
主要是清理钢材表面上的锈、油污和氧化物等,方法是采用喷砂、抛丸等方法彻底除锈,达到Sa2.5级。
3、划线、号料、放样
1)、首先,划线所用的卷尺,钢尺都必须经检查合格后,方可使用。
2)、放样和号料:应根据工艺要求预留焊接收缩余量及切割、刨边和铣平等的加工余量。
号料时必须根据工作形状,大小和钢材规格尺寸,利用预先计算法、颠倒插角法等合理布置进行套裁,做到合理用料、节约钢材、提高材料的利用率。
用石笔划线时,线条宽度不得大于0.5mm。
3)、零件的切割线与号料线的允许偏差应符合下列规定:
手工切割:±2.0mm。
自动、半自动切割:±1.5mm。
切割后,断品上不得有裂纹和大于1.0mm的缺棱,并应清除边缘上的熔瘤和飞溅物等。
切割截面与钢材表面不垂直度,应不大于钢材厚度的10%且不得大于2.0mm。
4)、切割、气割后的钢材矫正
普通碳素结构钢工作地点温度低于-16℃,不得冷矫正和冷弯曲。
矫正后的钢材表面不应有明显的凹面和损伤,表面划痕深度不宜大于0.5mm。
允许加热矫正,其加热温度严禁超过正火温度(900℃)。
5)、型钢柱、钢结构局部梁的组拼
A、根据拼装平台上型钢柱、钢结构局部梁的位置线,先制作拼
装用胎模,胎模要稳定、牢固、可靠,在使用一段时间后要反复核查。
B、组装时应根据零件加工编号,严格检查核对其材质、外形尺寸、孔距、孔径等部位,毛刺飞边要清除干净,对称零件应注意安装方向避免出错。
C、根据本工程型钢柱、钢结构局部梁形式,结合焊接方法和焊
接顺序等因素,确定如下组装顺序:先下翼缘板和腹板;再组拼焊成“H”型钢。
D、拼装焊条必须保证与焊接母材一致;拼装焊点必须保证拼装
构件吊装时不会变形,还要保持一定的强度和稳定;拼装焊缝的长度、高度以及间隔距离能保证构件在正式焊接时不会被拉开。
E、组拼好的构件或结构单元,要按图纸要求的规定用油漆对构
件进行编号。
构件编号的位置和字迹要明显、清楚,大构件上应有三面编号,并应标注构件的重量和长度以及钢构件的基准线、中心线等。
F、在组拼时应严格控制拼装误差,防止出现错口、错边、间隙
过大、构件不对称等缺陷超过拼装的允许误差。
4、焊接
焊工必须取得合格证后方可施焊,合格证中应有焊工的技术水平及能担任的焊接工作。
焊条(剂)和焊丝使用前,必须按照质量证明书的规定进行烘焙。
首先采用的钢种和焊接材料,必须进行焊接工艺性能和力学性能试验,符合要求后,方可采用。
施焊前焊工应复查组装质量和焊缝区的处理情况,如不符合要求,应修整合格后方能施焊。
若要进行预热,其焊接预热温度及层间温度宜控制在100℃~150℃。
多层焊接连续施焊,其中每一层焊道焊完后应及时清理。
焊缝出现裂纹时,焊工不得擅自处理,应申报焊接技术负责人查清原因,订出修补措施后,方可处理。
严禁在焊缝区以外的母材上打火引弧。
根据施工现场的实际条件,首先应进行以下工艺试验:
定位点焊;
焊缝焊接(焊条直径、焊接电流、焊接顺序、焊前预热、焊后保温);
允许停焊的部位;
层间温度的控制;
焊缝冷却后的收缩变形测试。
5、焊接工艺过程
“H”型钢的焊接,其焊缝有四条。
其焊接过程如下:
A、清理钢板及坡口;用气割机清理。
B、定位点焊:用Φ4焊条把翼缘板和腹板按图纸要求点焊。
C、打底:在胎具和专用卡具上,校正尺寸无误后施焊,先用Φ4焊条把翼缘板和腹板焊牢,焊完后进行清渣。
D、施焊:两台自动焊机在腹板的两侧同时按同一方向焊至终点,第一遍在离开第一点起点处50mm处起焊,要求每一遍起焊点和上一遍起焊点错开50mm。
一端焊完第一遍后焊另一端的第一遍,如此循环往复。
E、第一遍焊完后都要认真清渣,经过检验得出焊缝焊至厚度为10mm(或母材厚度1/2以上)后方可停止。
F、每一遍焊接时,必须根据焊条直径调整电流大小。
D、焊后保温:焊缝应缓降温。