带钢张力拉伸矫直机原理(FATA)
张力矫直机组矫直原理

张力矫直机组矫直原理彭俊新摘要:介绍影响拉矫机组带钢板形的因素,矫直原理和一些参数的确定方法。
关键词:拉矫机组;张力;矫直辊;延伸率The Straightening Principle of Tension Leveller LinePeng JunxinAbstract:This thesis introduce the facters affecting stainless steel strip’s level and the srtainhtening principle of tension leveller line.It also canvass how to ascertain some parameters.Key words:tension leveler line;tension ;straightening roll;stretch ratio 1 前言不锈钢市场竞争日趋激烈,用户对不锈钢板、卷的质量要求越来越高,板形是其中一个重要指标之一。
常用的改善板形的方法有拉伸矫直,弯曲矫直和拉伸弯曲矫直三种。
比较而言拉伸弯曲矫直的效果比较好,尤其是对于高强度钢和薄料,矫直效果好,效率高。
2 拉伸弯曲矫直的原理带钢的板形缺陷主要有边浪,中浪,瓢曲,翘曲,镰刀弯,这些缺陷从根本上说都是在带钢轧制过程中不同方向上延伸差异形成的。
拉伸弯曲矫直是对带材进行拉伸和弯曲变形,通过弯曲应力和拉伸应力的叠加,使应力达到屈服极限,将带材平直部分的纤维长度拉长,同时将波浪部分的纤维也拉长,弹性恢复后,带钢的纤维长度保持相同,因而带材就变平直了。
决定矫直效果的主要因素是延伸率,塑性变形区大小和张力等。
矫直单元的前后各有一套S辊,带材通过S辊时,产生一定的张力,带张力的带材通过矫直单元时,在拉应力和弯曲应力的联合作用下,产生塑性变形。
同时,经过反复的正向、反向弯曲,使材料内部的残余应力和残余弯曲逐渐减小,甚至趋近于零。
矫直机控制原理的分析与应用
[摘要]根据济钢4300mm 矫直机的使用情况,描述矫直机的矫直原理,主要分析液压HGC 系统、弯辊系统、传动系统的控制原理和功能,自动化一级和二级之间的数据交换。
[关键词]矫直机;自动化;一级系统;二级系统矫直机控制原理的分析与应用韩妍妍(济南钢铁股份有限公司,山东济南250100)随着中厚板市场压力的增大,钢板的表面和外观,成为各生产线最直观的竞争力。
高质量的钢板应具备优良的性能,平直的板型,光洁的表面,高精度的尺寸。
进而高性能的矫直机在中厚板的生产过程中起到了不可或缺的作用。
济钢4300产线,配备4台矫直机,预矫1台,在精轧机机后MULPIC 前,保证水冷之前钢板平直,防止钢板翘头翘尾或边浪造成的钢板冷却不均匀。
热矫直1台,在MULPUC 出口冷床入口,矫直热态钢板。
冷矫1台,在精整区,根据生产需要可设为离线和在线两种状态。
热处理矫1台,矫直热处理后的钢板。
1矫直机的矫直原理钢板轧制时,由于轧件温度不均匀,延伸偏差,冷却和输送等原因,不可避免地造成轧后钢板出现浪型或瓢曲。
为了确保成品钢板平直符合产品标准规定,轧后钢板必须进行矫直。
轧件在矫直机中经过交错排列的矫直辊多次反复弯曲,使原有曲率的不均匀度逐渐减小,矫直工艺原理就是通过辊间的可逆弯曲将产品拉伸,确定拉伸程度的主要标准叫“塑性变形率”,定义被拉伸至屈服强度以上的相对钢板厚度。
矫直工艺的目的就是将钢板拉伸,使所有纤维达到相同长度。
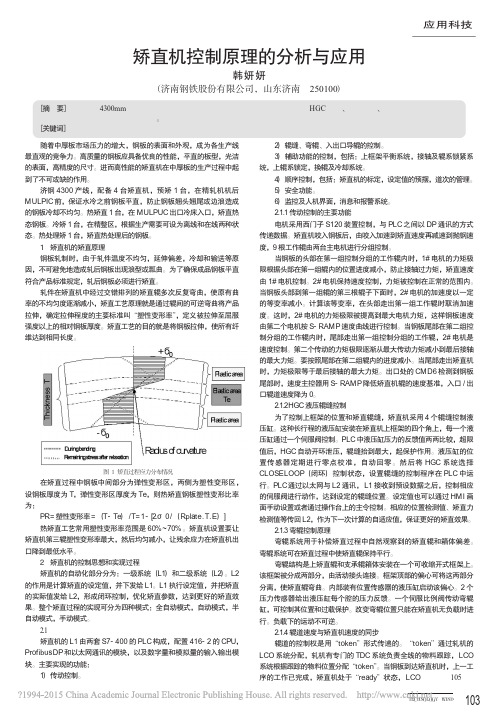
图1矫直过程应力分布情况在矫直过程中钢板中间部分为弹性变形区,两侧为塑性变形区,设钢板厚度为T ,弹性变形区厚度为Te ,则热矫直钢板塑性变形比率为:PR=塑性变形率=(T-Te )/T=1-[2.σ0/(Rplate.T.E )]热矫直工艺常用塑性变形率范围是60%~70%。
矫直机设置要让矫直机第三辊塑性变形率最大,然后均匀减小,让残余应力在矫直机出口降到最低水平。
2矫直机的控制思想和实现过程矫直机的自动化部分分为:一级系统(L1)和二级系统(L2)。
冷轧厂酸洗线拉矫机原理分析

摘要:介绍破鳞拉矫机的工作原理及在酸洗生产线中的作用和使用情况,对系统分析酸洗线破鳞拉矫机的结构及控制进行分析,并对其工作方式进行说明。
关键词:酸洗线拉矫机工作方式随着经济的发展及技术的进步,国内外市场对冷轧薄板质量的要求越来越高,因此如何在各工序采取措施来提高产品质量便成为冷轧厂的当务之急。
酸洗拉伸弯曲矫直机作为热轧、冷轧之间承前启后的一台设备,在除鳞的高速、高效化以及对板形的改善方面起到了举足轻重的作用,特别是对近年发展起来的酸洗――冷轧联机技术的实现上,更是成为一种决定性的因素。
以往人们研究的重点往往集中于其对板形质量的改善并已取得了明显的效果,但如今已逐步感受到充分发挥拉矫机破鳞功能对于提高带材表面质量进而提升带钢总体质量水平以及生产顺行的重大意义。
而生产实践也表明,近年来随着板形质量水平的逐渐提高,带材表面质量问题日益凸显。
如何使酸洗拉矫机在实际应用中更好的兼顾改善板形与破鳞的双重功能,这实际上便是一个拉矫机工艺性能的优化问题,这一问题的解决亦有赖于拉矫机破鳞理论的研究。
1.拉伸弯曲矫直原理拉伸弯曲矫直的力学机理:当带钢在小直径辊子上弯曲时,同时施加张力,由于弯曲和变形的同时存在,使得带钢在远低于材料屈服极限的张力下,带材中心层产生塑性延伸,因而能够改善带钢板形(见图1)。
根据带钢拉矫变形的力学机理,带钢在拉矫机前后张力辊大张力的作用下,通过拉矫机时产生了纵向拉应力与弯曲应力,实际矫直过程是发生在上述两种应力的叠加。
叠加应力分布,两种叠应力作用的结果,使被矫带材内的各种应力,通过拉伸和弯曲应力而产生变化,即带材中产生形状不同的长短纤维组织同时被延伸拉长。
在它们弹性收缩之后,延伸变长的纤维仍然保留。
由于拉应力所产生的永久性塑性变形表现为延伸形式,经过几次拉伸状态下的弹性反弯,使带钢产生均匀的塑性延伸,内应力值相同且方向一致,达到了矫直的目的。
2.拉矫机的结构及延伸率控制2.1 拉矫机的组成破鳞拉矫机主要由2部分组成:破鳞拉矫机本体;入口、出口张力辊组及其传动装置(见图2)矫直单元包括产生塑性延伸、消除板形缺陷的弯曲辊组和消除板面翘曲的矫直辊组;张力辊组由入口s辊组和出口s辊组组成,负责提供带钢塑性变形所需的张力。
拉矫机

拉伸装置是如何驱动的 在驱动控制技术不太成熟之前,拉矫机的驱动大多采用 机械式的差动齿轮系统驱动,从而实现两个张力辊组的 速度差,并且可以无级调速。此系统有两台电机,一台 主电机提供动力,另一台辅助电机控制两个辊组之间的 速度差。由于此方案机械系统复杂,而且磨损严重,故 障率高,现已被直流或交流电机调速系统取代。 拉矫机的张紧辊作用力的方向是两对张力辊相互对拉, 因而一个辊组是电动状态,另一个辊组是发电状态。看 上去电动机的功率很大,但使用了直流母排之后只消耗 很少的电能,通过连接两对辊组之间的带钢可以将电动 张紧辊的部分能量传递到发电辊上去,产生出电能,冲 抵一部分从网上消耗的能量。
拉矫机有何作用和特点
拉矫机是拉伸弯曲矫直机的简称,其主要由发挥拉伸作用 的前后张紧辊、发挥弯曲作用的弯曲辊组、发挥矫直作用 的矫直辊系组成的。 拉矫工序的主要功能有两大方面:一是改善板形,通过使 带钢拉伸并且进行弯曲矫直之后,可以部分消除带钢的边 浪、中浪等浪形和C形弯曲、L 浪、中浪等浪形和C形弯曲、L形弯曲,从而改善了带钢的 平直度。二是改善加工性能,通过拉伸弯曲作用与光整一 样会使带钢在后续的变形时减轻或不再有屈服平台,从而 产生均匀变形,提高加工性能。 拉矫机比传统的矫直方法有一系列优越性。与传统的辊式 矫直机相比,其结构紧凑,重量轻,维修方便,操作容易。 与传动的拉伸式矫直机相比,给带钢施加的张力小,不易 断带,也不会影响带材质量,能耗也较小。因而拉矫机广 泛应用于镀锌、彩涂、连退、酸洗等连续生产线,矫正厚 度范围为0.2~6.0mm,一般工作速度为30~ 度范围为0.2~6.0mm,一般工作速度为30~ 700m/min。 700m/min。 两弯一矫拉矫机.dwg 两弯一矫拉矫机.dwg
张力的作用
连续生产线的带钢必须在张力之下运行,张力的 最基本作用是保证带钢的正常运行,即使带钢尽 可能沿着生产线中心线运行而不致因走偏造成边 部刮伤甚至断带。同时,纠偏辊也只有在张力足 够的情况下才能起到纠偏的作用。 在镀锌生产线上,连续进行着各种工序,不同的 工序各有其特点,张力的产生和作用也不尽相同。 有了张力辊,就可以把各个区域的张力隔开,在 不同的区域设置不同大小的张力。
管材矫直机工作原理和方法

管材矫直机工作原理和方法管材矫直机是一种用于对金属管材进行矫直的设备,可以将弯曲、扭曲或变形的管材恢复到原有的直线状态。
本文将详细介绍管材矫直机的工作原理和方法。
一、工作原理1.1弯曲机械原理管材矫直机主要通过机械力的作用,将弯曲的管材恢复到直线状态。
当管材进入矫直机时,通过传动装置将管材传送到矫直位,并夹紧管材。
然后,机械臂或辊轮夹持管材的一端,并施加反向的力,使管材产生相反方向的弯曲。
通过连续调整夹紧的位置和施加的力,逐渐将管材的弯曲部分矫正,直至恢复到所需直线状态。
1.2热矫直原理热矫直是通过应用热能对管材进行矫直。
首先,将管材进入加热区域,使管材变软,然后通过外力或机械臂来矫正弯曲的管材。
加热后的管材由于软化,可以更容易地被机械力矫正,达到所需的直线状态。
最后,将管材冷却,使其固化并保持直线状态。
二、工作方法2.1机械矫直方法机械矫直方法适用于对管材进行弯曲度较小的矫正,适用于直径较小的管材。
以下是机械矫直方法的步骤:步骤一:确定矫直的管材尺寸和需求;步骤二:将管材送入矫直机,夹住需要矫直的部分;步骤三:由机械臂或辊轮施加反向力,逐渐矫直管材;步骤四:根据需求检查管材矫直程度,如有需求进行再次矫直。
2.2热矫直方法热矫直方法适用于对管材进行较大弯曲度的矫正,可用于直径较大的管材。
以下是热矫直方法的步骤:步骤一:将管材进入加热区域,适度加热(通常采用火焰喷枪或电加热);步骤二:保持管材在加热区域的一段时间,使其变软;步骤三:将管材送入矫直机,夹紧需要矫直的部分;步骤四:通过外力或机械臂逐渐矫直管材;步骤五:冷却管材,使其固化并保持直线状态;步骤六:检查管材矫直结果,并进行必要的再次矫直。
管材矫直机是一种常见的设备,用于将弯曲、扭曲或变形的管材恢复到原有的直线状态。
根据不同的需求和管材尺寸,可以选择机械矫直方法或热矫直方法。
机械矫直方法适用于弯曲度较小的管材,而热矫直方法适用于较大弯曲度的管材。
第五章 矫直机
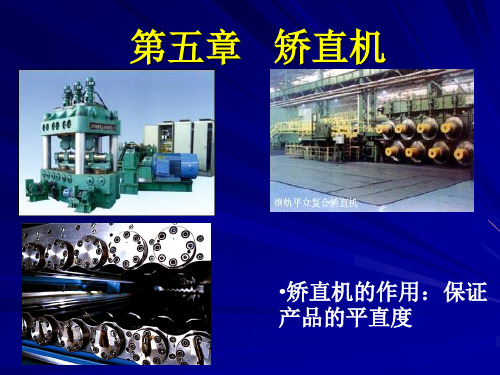
辊式矫直机 (1)工作原理:钢材通过上下两排轴线平行、 排列相互交错矫正辊,经过多次反复弯曲得到矫 正; (2)特点:设备结构较复杂,连续工作,生 产效率高,主要用于板材和型材矫直。
2、辊式矫直机的结构
三、辊式轿直机基本参数
1.辊距t 辊距t对矫正质量有重要影响。金属之所有能被矫直, 必须使其受到相当大的弹塑性反弯变形。变形与金属 的强度、几何尺寸有关,可以得到最小和最大允许辊 距:
矫直原理
压力矫直的实质 (1) 轧件在外负荷弯曲力
矩作用下产生的弯曲变形过 程。
(2)当轧件矫直弯曲变形 时,在轧件中同时存在着弹 性变形和塑性变形。 (3)在外负荷弯曲力矩作 用下弹塑性弯曲变形阶段和 除去外负荷弹性回复阶段。
压力矫直基本原理
1.原始曲率——轧件初始 曲率,用1/r0表示; 2.反弯曲率——为使轧件 平直而施加的与原始曲率相 反的曲率,用1/ρ表示; 3.弹复曲率——外力去除 后,轧件的弹性回复曲率, 用1/ρy表示; 4.矫正准则——反弯曲率 等于弹复曲率(1/ρ=1/ρy) 。
一、矫直的定义
在金属型材或板材的 弯曲部位施加足够大
的反向弯曲或拉伸变 形,使该部位产生一 定的弹塑性变形,当
外力去除之后,型材 经过弹性回复后达到 平直,这一工艺过程 就称为矫直。
二、矫直机基本型式
第二节 型钢矫直机
一、压力矫直机 二、斜辊矫直机 三、辊式型钢矫直机
矫直设备的类型 根据矫正型材类型及对施加弯曲方式的不同,矫直 机分为: 1.压力矫直机 (1)工作原理:型材安放于活动压头和两固定支 点之间,利用一次反弯的方法进行矫正; (2)特点:设备结构简单,效率低,只能矫正简 单弯曲,主要用于大型型材补充矫直。
t min 0 . 43 h
拉伸弯曲矫直机原理、结构及应用

拉伸弯曲矫直机原理、结构及应用【摘要】拉伸弯曲矫直机是近代发展起来的一种新型矫直设备,它综合了辊式矫直机和拉伸矫直机的优点。
拉伸弯曲矫直机由矫直机工作机座、弯曲辊组、矫直辊组、张力辊组等结构组成。
它能消除带材的瓢曲、边缘浪形和镰刀弯等三元形状缺陷。
现场安装使用拉矫机之后,带材的平直度由原来的15I提高到4I,板形质量得到了明显改善。
【关键词】拉拉伸弯曲矫直机张力延伸率1前言拉伸弯曲矫直机组(简称“拉矫机”)是为适应带材高要求的平直度需要发展起来的一种新型矫直设备,它综合了辊式矫直机和拉伸矫直机的优点,它的工作特点是在张力辊拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得板带矫直,它能消除带材的瓢曲、边缘浪形和镰刀弯等三元形状缺陷,明显提高了板形质量。
2拉矫机原理2.1辊式矫直的原理板材在辊式矫直机上矫直时,板材是在矫直辊的压力作用下发生纯弯曲弹塑性变形,其中性层即零应力轴线仍然是矩形截面的几何轴线。
2.2张力矫直的原理带材在连续张力机上矫直时,在张力辊的张力作用下,横截面产生均匀的拉伸应力,而获得均匀的塑性伸长。
2.3拉伸弯曲矫直的原理连续拉伸弯曲矫直机综合了连续张力矫直机与辊式矫直机的特点,其是在张力辊的拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得矫直的工艺过程。
矫直过程是使处于张力作用下的带材,经过弯曲辊剧烈弯曲时,带材由于弯曲应力和拉伸应力的联合作用产生弹塑性延伸变形,从而使三元形状缺陷得以消除,随后再经矫直辊将残余曲率矫平。
弯曲辊的作用使得带钢单面受到塑性延伸变形,并且造成整个横截面上的应力不均,根据这种变形原理,带张力的带钢至少要通过两个弯曲辊,进行整个板面均匀的延伸,再经过一个矫直辊,对残余应力进行重新分布均衡。
为了适应不同厚度带钢的矫直需要,要设置两组弯曲-矫直辊。
3拉矫机的结构拉矫机由张力辊组与拉伸弯曲机座组成,据不同的工艺要求和现场条件,这两组有多种形式。
矫直机ppt

一、轧件的弹塑性弯曲变形
1、弹塑性弯曲变形过程
(1)三种曲变形 如下图,在外负荷力矩作用下,轧件产生弯曲,凹面
受压应力,凸面受拉应力,表面层应力最大,
-
-
① 纯弹性弯曲:轧件表面层的最大应力小于等于材料的屈服 极限,则外力去除后,材料的变形能够全部弹性恢复。
➢ 原理:轧件在活动压头 和两个固定支点间,利 用一次反弯的方法进行 矫正。
➢ 应用:用来矫正大型钢 梁、钢轨和大直径(大 于φ200~300mm)钢管或 用作辊式矫直机的补充 矫直。
➢ 缺点:生产率低且操作 较繁重。
➢ 类型:有立式和卧式之 分。
-
2、辊式矫直机(板材 、带材、型钢用)
➢ 原理:轧件多次通过 交错排列的转动着的辊 子,利用多次反复弯曲 而得到矫正。
-
(2)反弯曲率1/ :在外力矩作用下,轧件强制弯曲后的
曲率称为反弯曲率。在压力矫直机和辊式矫直机上,反 弯曲率是通过矫直机的压头和辊子的压下来获得的。反 弯曲率的选择是决定轧件能否矫直的关键。轧件矫直的 实质就是要选择“适量”反弯曲率,以便使轧件在外力 矩消除后,经过弹性恢复而变直。反弯曲率的正负号与 原始曲率相关,与原始曲率方向相同时符号相反,方向 相反时符号相同。
-
(3)总变形曲率1/rc:它是轧件弯曲变形的变化量,是原 始曲率与反弯曲率的代数和,即:
1/rc=1/r0+1/
(4)残余曲率1/r:当去除外负荷后,轧件在弹性内力矩的 作用下,经过弹复后所具有的曲率称为残余曲率。如果 1/r=0,则表示轧件已矫直。
(5)弹复曲率1/ y:弹性恢复阶段,轧件弹性恢复的曲率
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• During the last 40 years supplied state-of-the-art continuous stretchers and tension levelers to the metals industry
• Downside
– Expensive – Customized cartridges with commercial bearings – No capability of adjustment if an alignment
problem occurs such as foundati1o0n0 msemttlement – No "on-line" roll surface maintenance capability
MEMBER OF FATA GROUP
PRINCIPLES OF TENSION LEVELING
During Tension Leveling . . .
• Unequal strip stresses causing shape defects are equalized • The strip is alternately bent under tension over small rolls,
EXIT BRIDLE
ENTRY BRIDLE
10
FATA HUNTER
MEMBER OF FATA GROUP
PRINCIPLES OF TENSION LEVELING
PROGRESSIVE ELONGATION AS STRIP PASSES AROUND EACH
BRIDLE ROLL
11
• Subsequent development provided a more economic solution by adding a non-driven roller leveler, first with large rolls (6”diameter) - later with smaller rolls
subsequent foundation settlement and misalignment – Commercial bearings, no pillow blocks
• Downside
– Expensive
21
FATA HUNTER
MEMBER OF FATA GROUP
DRIVE SYSTEMS
• Tension Leveling Theory • FATA Hunter History in Tension Leveling • Design Alternates • Process Issues • Flatness and Performances
2
FATA HUNTER
MEMBER OF FATA GROUP
FLATNESS PARAMETERS
• Coil flatness may appear acceptable after rolling under high tension
• A flatness defect may develop after cutting, due to generation by rolling of high non-homogeneous stresses within the strip
FATA HUNTER
MEMBER OF FATA GROUP
TENSION LEVELING PRINCIPLES AND DESIGN
presented by
Prabhaka FATA GROUP
PRESENTATION OUTLINE
AMPLIFIER
The Amplifier Consists of . . .
• (2) Flex Roll Zones • (1) Anti-Crossbow Zone
AFNLTAIT-CTRENOISNSGBZOOWNZEONE
• (1) Flattening Zone #1 FLEX ZONE
• 47 units supplied for:
– Aluminum and Steel – Can Stock, Appliances and Construction Grade
16
FATA HUNTER
MEMBER OF FATA GROUP
DESIGN ALTERNATES
• Tension Bridles • Drive Systems • Leveling Amplifiers • Electrical Drives
19
FATA HUNTER
MEMBER OF FATA GROUP
TENSION BRIDLE - TYPE "B"
• Design
– Bearings / pillow blocks mounted on vertical member – Standard FATA Hunter design
INCOMING STRIP
( = 2)
13
FATA HUNTER
MEMBER OF FATA GROUP
OPERATING PRACTICES
• High Yield Strength Materials (Non Ductile)
– Reduced tension to prevent surface lines
Behaves as a motor to maintain and successively reduce the leveling tension
• Benefits
– Adjustment capability – Cost effective – Commercial bearings and pillow blocks
• Downside
– Non-vertical roll change – Residual moment in frame
#2 FLEX ZONE
9
FATA HUNTER
MEMBER OF FATA GROUP
METHOD OF CONTROL
• By maintaining a velocity ratio between the entry and exit bridles
• For a given velocity ratio elongation stays constant regardless of . . .
I = ( 2 /4) x 2 x 10
12
FATA HUNTER
MEMBER OF FATA GROUP
FLATNESS PARAMETERS
ELONGATION SETTING OF 0.25 GRAPH LINE
RESIDUAL DEFECT OF 25 I-UNITS IN OUTGOING STRIP
17
FATA HUNTER
MEMBER OF FATA GROUP
TENSION BRIDLES
• BRIDLE ARRANGEMENTS – Two Roll – Three Roll – Four Roll
• 3-BRIDLE TYPES – Type A – Type B – Type C
18
– Strip Size
– Mechanical Properties
– Metallurgical Properties
– Line Speed
• Work roll penetration is dictated by strip alloy
(yield strength), thickness and incoming flatness
• Excessive Elongation
– May create cross-bow or canoe-shape
– Removal by slight additional reverse bending
• Bending Over Small Rolls
– May create coil set
20
FATA HUNTER
MEMBER OF FATA GROUP
TENSION BRIDLE - TYPE "C"
• Design
– Precision machined frame – Bearing blocks mounted on angle pads
• Benefits
– Excellent rigidity – Vertical roll maintenance – Maximum adjustment flexibility for
causing stress amplification beyond the elastic limit • These stresses being greater than the yield strength, cause
permanent elongation of the longitudinal fiber lengths
• Bridle Drive Configurations
– Rigid Drive: Mechanical
– Hybrid:
Combination of mechanical/electrical drives
– All Electrical: Individual electrical drives
– Removal by series of bends/reverse bends over larger diameter rolls