张力矫直机组矫直原理
10.第十二章 矫直机

板材辊式矫直机:
型材辊式矫直机结构图
第十二章 矫直机
3.斜辊矫直机
平行辊型钢矫直机只能矫直垂直于辊轴的纵向弯曲,对于螺 旋弯曲(麻花状)和不规整圆,只能采用上下辊轴线交错且 辊形为特殊曲线的斜辊矫直机。
第十二章 矫直机
3.斜辊矫直机
(1)工作原理:圆柱形管棒材边前进边旋转,通过上下两排具 有特殊形状、轴线相互交叉矫正辊,获得与其轴线对称的平、 直管棒材; (2)特点:矫正辊多采用悬臂式布置,调整和维修方便,连 续工作,生产效率高,矫正质量好。
拉伸弯曲矫直机结构图
(2)特点:设备结构较复杂,连续工作,生产效率高,主
要用于板材和型材矫直。
2.辊式矫直机
(3)过程:由于金属原始弯曲曲率大小和方向是不同,辊式矫 直机的每个矫直辊都使金属产生弯曲变形,金属经过多次反复
弯曲以消除曲率的不均匀,从而使弯曲曲率从大逐渐变小而使
其ቤተ መጻሕፍቲ ባይዱ值。
第十二章 矫直机
2.辊式矫直机
根据轧件的厚薄不同,矫直机的辊数也不同,从5辊到29辊 都有。
管棒材矫直机示意图
第十二章 矫直机
4.拉伸(张力)矫直机
(1)特点:将型材矫直机无法矫直的轧件,通过外拉力使其 平直,结构简单,操作容易;单件生产,生产效率低,轧件 收得率低。
第十二章 矫直机
5.拉弯矫直机
(1)工作原理:当带材在小直径的弯曲辊子上弯曲时,同时施 加张力,使带材产生弹塑性延伸,从而矫直; (2)特点:主要结构由张力辊组和矫直辊组构成,矫直和拉 伸变形同时进行。 (3)用途:一般设在连续作业线上,用以矫直各种金属带材 尤其是薄带材。
第十二章 矫直机
第十二章 矫直机
在轧制中,由于轧件温度不均、轧制过程中变形不均、轧后冷
拉伸弯曲矫直机研究论文
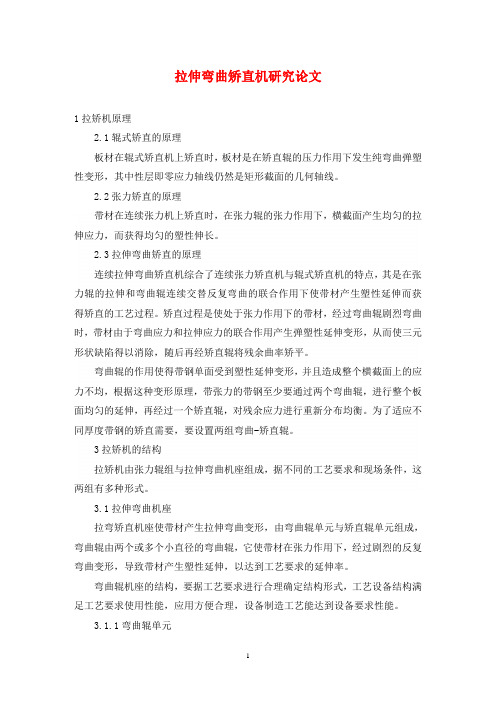
拉伸弯曲矫直机研究论文1拉矫机原理2.1辊式矫直的原理板材在辊式矫直机上矫直时,板材是在矫直辊的压力作用下发生纯弯曲弹塑性变形,其中性层即零应力轴线仍然是矩形截面的几何轴线。
2.2张力矫直的原理带材在连续张力机上矫直时,在张力辊的张力作用下,横截面产生均匀的拉伸应力,而获得均匀的塑性伸长。
2.3拉伸弯曲矫直的原理连续拉伸弯曲矫直机综合了连续张力矫直机与辊式矫直机的特点,其是在张力辊的拉伸和弯曲辊连续交替反复弯曲的联合作用下使带材产生塑性延伸而获得矫直的工艺过程。
矫直过程是使处于张力作用下的带材,经过弯曲辊剧烈弯曲时,带材由于弯曲应力和拉伸应力的联合作用产生弹塑性延伸变形,从而使三元形状缺陷得以消除,随后再经矫直辊将残余曲率矫平。
弯曲辊的作用使得带钢单面受到塑性延伸变形,并且造成整个横截面上的应力不均,根据这种变形原理,带张力的带钢至少要通过两个弯曲辊,进行整个板面均匀的延伸,再经过一个矫直辊,对残余应力进行重新分布均衡。
为了适应不同厚度带钢的矫直需要,要设置两组弯曲-矫直辊。
3拉矫机的结构拉矫机由张力辊组与拉伸弯曲机座组成,据不同的工艺要求和现场条件,这两组有多种形式。
3.1拉伸弯曲机座拉弯矫直机座使带材产生拉伸弯曲变形,由弯曲辊单元与矫直辊单元组成,弯曲辊由两个或多个小直径的弯曲辊,它使带材在张力作用下,经过剧烈的反复弯曲变形,导致带材产生塑性延伸,以达到工艺要求的延伸率。
弯曲辊机座的结构,要据工艺要求进行合理确定结构形式,工艺设备结构满足工艺要求使用性能,应用方便合理,设备制造工艺能达到设备要求性能。
3.1.1弯曲辊单元弯曲辊的作用:弯曲辊用做产生弯曲应力并在拉伸应力的联合作用下产生弹塑性延伸,实现钢带的塑性延伸,因为弯曲辊的弯曲应力在带钢的横截面上呈方向性,在单侧实现的塑性延伸,为达到两侧的变形均匀,必须采用方向相反的两个弯曲辊,弯曲辊用以实现带钢的塑性延伸,消除带材的三元缺陷。
弯曲辊的型式很多,根据需要选择各种弯曲辊结构组成形式,以达到校正不同种类带钢的目的。
张力矫直机组矫直原理

张力矫直机组矫直原理彭俊新摘要:介绍影响拉矫机组带钢板形的因素,矫直原理和一些参数的确定方法。
关键词:拉矫机组;张力;矫直辊;延伸率The Straightening Principle of Tension Leveller LinePeng JunxinAbstract:This thesis introduce the facters affecting stainless steel strip’s level and the srtainhtening principle of tension leveller line.It also canvass how to ascertain some parameters.Key words:tension leveler line;tension ;straightening roll;stretch ratio 1 前言不锈钢市场竞争日趋激烈,用户对不锈钢板、卷的质量要求越来越高,板形是其中一个重要指标之一。
常用的改善板形的方法有拉伸矫直,弯曲矫直和拉伸弯曲矫直三种。
比较而言拉伸弯曲矫直的效果比较好,尤其是对于高强度钢和薄料,矫直效果好,效率高。
2 拉伸弯曲矫直的原理带钢的板形缺陷主要有边浪,中浪,瓢曲,翘曲,镰刀弯,这些缺陷从根本上说都是在带钢轧制过程中不同方向上延伸差异形成的。
拉伸弯曲矫直是对带材进行拉伸和弯曲变形,通过弯曲应力和拉伸应力的叠加,使应力达到屈服极限,将带材平直部分的纤维长度拉长,同时将波浪部分的纤维也拉长,弹性恢复后,带钢的纤维长度保持相同,因而带材就变平直了。
决定矫直效果的主要因素是延伸率,塑性变形区大小和张力等。
矫直单元的前后各有一套S辊,带材通过S辊时,产生一定的张力,带张力的带材通过矫直单元时,在拉应力和弯曲应力的联合作用下,产生塑性变形。
同时,经过反复的正向、反向弯曲,使材料内部的残余应力和残余弯曲逐渐减小,甚至趋近于零。
矫直机工作原理和方法
矫直机工作原理和方法
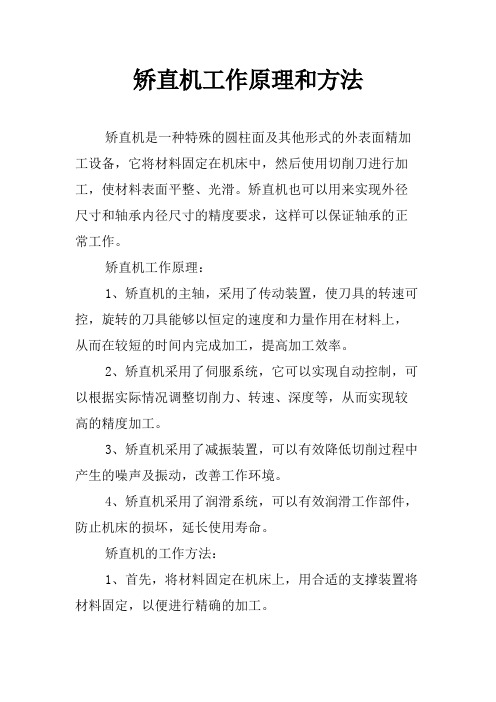
矫直机是一种特殊的圆柱面及其他形式的外表面精加工设备,它将材料固定在机床中,然后使用切削刀进行加工,使材料表面平整、光滑。
矫直机也可以用来实现外径尺寸和轴承内径尺寸的精度要求,这样可以保证轴承的正常工作。
矫直机工作原理:
1、矫直机的主轴,采用了传动装置,使刀具的转速可控,旋转的刀具能够以恒定的速度和力量作用在材料上,从而在较短的时间内完成加工,提高加工效率。
2、矫直机采用了伺服系统,它可以实现自动控制,可以根据实际情况调整切削力、转速、深度等,从而实现较高的精度加工。
3、矫直机采用了减振装置,可以有效降低切削过程中产生的噪声及振动,改善工作环境。
4、矫直机采用了润滑系统,可以有效润滑工作部件,防止机床的损坏,延长使用寿命。
矫直机的工作方法:
1、首先,将材料固定在机床上,用合适的支撑装置将材料固定,以便进行精确的加工。
2、然后,安装刀具,将刀具固定住,以保证刀具能够稳定工作。
3、接下来,调整参数,根据加工要求调整切削力、转速、深度等参数,以便达到所需精度。
4、最后,开始加工,按照步骤将材料加工,完成最终的加工工作。
矫直机是一种非常实用的机械加工设备,它可以实现较高的加工精度,节省加工时间,提高加工效率,在工业生产中有着十分重要的作用。
带钢张力拉伸矫直机原理(FATA)

• During the last 40 years supplied state-of-the-art continuous stretchers and tension levelers to the metals industry
• Downside
– Expensive – Customized cartridges with commercial bearings – No capability of adjustment if an alignment
problem occurs such as foundati1o0n0 msemttlement – No "on-line" roll surface maintenance capability
MEMBER OF FATA GROUP
PRINCIPLES OF TENSION LEVELING
During Tension Leveling . . .
• Unequal strip stresses causing shape defects are equalized • The strip is alternately bent under tension over small rolls,
EXIT BRIDLE
ENTRY BRIDLE
10
FATA HUNTER
MEMBER OF FATA GROUP
PRINCIPLES OF TENSION LEVELING
PROGRESSIVE ELONGATION AS STRIP PASSES AROUND EACH
矫直工作的原理

矫直工作的原理
矫直工作的原理可以分为以下几个方面:
1. 弯曲原理:矫直工作通过施加力量来改变被矫直物体的形状。
当被矫直物体存在一定的弯曲或曲线时,施加力量可以使其逐渐恢复到原来的直线状态。
2. 弹性原理:大多数被矫直的材料具有一定的弹性,可以回复原来的形状。
通过施加力量,使物体发生弹性变形,然后释放力量,材料会回复到原来的形状。
3. 塑性原理:一些被矫直的材料无法完全回复原来的形状,而是会发生塑性变形。
通过施加力量,使物体发生塑性变形,然后通过进一步的处理(如热处理、冷却等)来恢复部分原有形状。
4. 力的均衡原理:在矫直过程中,要保证施加的力量对材料均匀分布,以避免过度矫直导致变形或破裂。
通过控制施加力的方向、大小和时间等参数,使力的均衡得以实现。
5. 温度变化原理:温度的变化可以改变材料的性质,使其在矫直过程中更加易于塑性变形。
通过加热或冷却被矫直物体,可以利用温度变化来辅助矫直工作。
这些原理可以单独或组合使用,来完成对材料的矫直工作。
实际应用中,需要根据具体材料的特性以及矫直的要求,选择合适的矫直方法和参数。
矫直机的工作原理
矫直机的工作原理
矫直机是一种用于将金属材料进行矫直处理的设备。
其工作原理是通过应用压力和热力对金属材料进行塑性变形,使其恢复原有的直线形状。
具体来说,矫直机通常由一个进料系统、一个矫直区和一个出料系统组成。
首先,金属材料被输送到进料系统,进入矫直区。
矫直区通常由一对或多对上下排列的辊子组成,这些辊子可以根据需要调整间距和位置。
当金属材料通过矫直区时,辊子的压力和位置会使其产生塑性变形。
辊子的排列通常呈现一种特定的波形,以便更好地改变金属材料的形状。
此外,矫直机可能还会应用一定的热力,例如采用高频感应加热或火焰加热,以帮助减小金属材料的弹性变形。
在矫直过程中,金属材料会受到辊子的挤压和应力的影响,从而发生塑性变形,并逐渐恢复直线形状。
此外,材料内部的晶体结构也会发生改变,以适应新的形状。
最后,矫直后的金属材料通过出料系统被输送到下一个工作环节。
在整个过程中,矫直机通常配备了传感器和控制系统,以监测和调整辊子的运动和压力,以确保最佳的矫直效果。
总的来说,矫直机通过应用压力和热力对金属材料进行塑性变形,使其恢复原有的直线形状。
这种处理方法在金属加工和制造领域具有重要的应用价值,可以提高产品的质量和性能。
第五章 矫直机
辊式矫直机 (1)工作原理:钢材通过上下两排轴线平行、 排列相互交错矫正辊,经过多次反复弯曲得到矫 正; (2)特点:设备结构较复杂,连续工作,生 产效率高,主要用于板材和型材矫直。
2、辊式矫直机的结构
三、辊式轿直机基本参数
1.辊距t 辊距t对矫正质量有重要影响。金属之所有能被矫直, 必须使其受到相当大的弹塑性反弯变形。变形与金属 的强度、几何尺寸有关,可以得到最小和最大允许辊 距:
矫直原理
压力矫直的实质 (1) 轧件在外负荷弯曲力
矩作用下产生的弯曲变形过 程。
(2)当轧件矫直弯曲变形 时,在轧件中同时存在着弹 性变形和塑性变形。 (3)在外负荷弯曲力矩作 用下弹塑性弯曲变形阶段和 除去外负荷弹性回复阶段。
压力矫直基本原理
1.原始曲率——轧件初始 曲率,用1/r0表示; 2.反弯曲率——为使轧件 平直而施加的与原始曲率相 反的曲率,用1/ρ表示; 3.弹复曲率——外力去除 后,轧件的弹性回复曲率, 用1/ρy表示; 4.矫正准则——反弯曲率 等于弹复曲率(1/ρ=1/ρy) 。
一、矫直的定义
在金属型材或板材的 弯曲部位施加足够大
的反向弯曲或拉伸变 形,使该部位产生一 定的弹塑性变形,当
外力去除之后,型材 经过弹性回复后达到 平直,这一工艺过程 就称为矫直。
二、矫直机基本型式
第二节 型钢矫直机
一、压力矫直机 二、斜辊矫直机 三、辊式型钢矫直机
矫直设备的类型 根据矫正型材类型及对施加弯曲方式的不同,矫直 机分为: 1.压力矫直机 (1)工作原理:型材安放于活动压头和两固定支 点之间,利用一次反弯的方法进行矫正; (2)特点:设备结构简单,效率低,只能矫正简 单弯曲,主要用于大型型材补充矫直。
t min 0 . 43 h
矫直机原理
矫直机原理矫直机是一种用于处理金属板材的设备,能够将弯曲、扭曲或不规则形状的板材进行矫直,使其变得平直。
矫直机的原理是基于材料的塑性变形和弹性回复。
矫直机主要由机架、辊轮、液压系统和控制系统等部分组成。
当金属板材通过矫直机时,辊轮会施加压力在板材上,通过塑性变形将板材的形状改变为所需的平直形状。
在施加压力的同时,液压系统会提供所需的力量来支持辊轮的运动。
控制系统则负责监控和调节整个矫直过程中的参数和参数。
矫直机原理的核心在于塑性变形和弹性回复。
当金属板材受到外力作用时,原本平直的板材会发生弯曲或扭曲。
这是因为金属材料具有一定的弹性,在受力后会发生形变。
但是,金属材料也有一定的塑性,即在一定程度的形变后,材料会保持新的形状而不会立即恢复原状。
矫直机利用这种特性,通过施加适当的压力和形变,使金属板材的形状发生塑性变化,然后通过弹性回复来恢复到平直的状态。
在矫直过程中,矫直机的辊轮起着关键作用。
辊轮的数量、直径和位置都会影响矫直的效果。
辊轮的作用是在金属板材上施加均匀的压力,通过塑性变形来改变板材的形状。
通常情况下,矫直机会采用多组辊轮,以确保对整个板材进行均匀的压力施加。
液压系统是矫直机中另一个重要的组成部分。
液压系统负责提供所需的力量来支持辊轮的运动。
在矫直过程中,液压系统会根据控制系统的指令,调节液压缸的工作压力和流量,以确保辊轮施加的力量和速度符合要求。
控制系统是矫直机中的大脑,负责监控和调节整个矫直过程中的参数和参数。
控制系统通常采用电子控制技术,可以实时监测辊轮的位置、速度和压力等参数,并根据预设的矫直方案进行调整。
控制系统能够快速响应和调整,确保矫直机能够在短时间内完成矫直任务,并达到所需的矫直效果。
总结起来,矫直机原理基于金属材料的塑性变形和弹性回复。
通过施加适当的压力和形变,矫直机能够将弯曲、扭曲或不规则形状的金属板材变得平直。
矫直机通过辊轮、液压系统和控制系统等部分的协调工作,实现对金属板材的矫直。
矫直机的原理
矫直机的原理矫直机是一种常见的金属加工设备,主要用于对金属材料进行矫直处理,使其达到一定的直度要求。
矫直机的原理主要是通过一定的力学原理和加工工艺来实现的,下面将详细介绍矫直机的原理。
首先,矫直机的原理基于金属材料的塑性变形特性。
在金属材料受到外力作用时,其原有的晶粒结构会发生变化,从而产生塑性变形。
通过对金属材料施加一定的力,可以使其发生塑性变形,从而改变其形状和尺寸。
其次,矫直机利用了金属材料的弹性回复特性。
在金属材料受到外力变形后,当外力消失时,金属材料会产生一定程度的弹性回复,使其恢复到原来的形状。
矫直机利用了这一特性,通过施加适当的力量和变形方式,使金属材料在受力后能够产生一定的弹性回复,从而实现矫直的效果。
另外,矫直机的原理还与金属材料的应力分布和形变规律有关。
在金属材料受到外力作用时,会产生一定的应力分布和形变规律,不同部位的应力和形变程度也会有所差异。
矫直机通过对金属材料施加不同方向和大小的力,使其受到的应力和形变得到调整和均衡,从而达到矫直的效果。
总的来说,矫直机的原理是基于金属材料的塑性变形、弹性回复、应力分布和形变规律等力学原理和加工工艺来实现的。
通过对金属材料施加适当的力量和变形方式,使其达到一定的直度要求,从而满足不同工件对直度精度的要求。
这对于提高工件的质量和精度,保证其在后续加工和使用中能够发挥更好的效果具有重要意义。
综上所述,矫直机的原理是基于金属材料的力学特性和加工工艺来实现的,通过对金属材料施加适当的力量和变形方式,使其达到一定的直度要求,从而满足不同工件对直度精度的要求。
这对于提高工件的质量和精度,保证其在后续加工和使用中能够发挥更好的效果具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
张力矫直机组矫直原理
彭俊新
摘要:介绍影响拉矫机组带钢板形的因素,矫直原理和一些参数的确定方法。
关键词:拉矫机组;张力;矫直辊;延伸率
The Straightening Principle of Tension Leveller Line
Peng Junxin
Abstract:This thesis introduce the facters affecting stainless steel strip’s level and the srtainhtening principle of tension leveller line.It also canvass how to ascertain some parameters.
Key words:tension leveler line;tension ;straightening roll;stretch ratio 1 前言
不锈钢市场竞争日趋激烈,用户对不锈钢板、卷的质量要求越来越高,板形是其中一个重要指标之一。
常用的改善板形的方法有拉伸矫直,弯曲矫直和拉伸弯曲矫直三种。
比较而言拉伸弯曲矫直的效果比较好,尤其是对于高强度钢和薄料,矫直效果好,效率高。
2 拉伸弯曲矫直的原理
带钢的板形缺陷主要有边浪,中浪,瓢曲,翘曲,镰刀弯,这些缺陷从根本上说都是在带钢轧制过程中不同方向上延伸差异形成的。
拉伸弯曲矫直是对带材进行拉伸和弯曲变形,通过弯曲应力和拉伸应力的叠加,使应力达到屈服极限,将带材平直部分的纤维长度拉长,同时将波浪部分的纤维也拉长,弹性恢复后,带钢的纤维长度保持相同,因而带材就变平直了。
决定矫直效果的主要因素是延伸率,
塑性变形区大小和张力等。
矫直单元的前后各有一套S辊,带材通过S辊时,产生一定的张力,带张力的带材通过矫直单元时,在拉应力和弯曲应力的联合作用下,产生塑性变形。
同时,经过反复的正向、反向弯曲,使材料内部的残余应力和残余弯曲逐渐减小,甚至趋近于零。
图1为连续拉弯矫直机内部的应力变化图。
材料经过正向弯曲时,带材上表面的拉伸应力大于材料的屈服应力,即σ>σs,同时材料的变形中心层相对中心层向下偏移。
材料经过反向弯曲时,带材下表面的拉伸应力大于材料的屈服应力,即σs >σ,同时材料的变形中心层相对中心层向上偏移。
经过反复的正反弯曲,材料在整个横截面上产生均匀的塑性变形。
图1 带钢在弯曲辊上上弯曲时的应力变化图
3 矫直带钢所需要的延伸率
矫平带钢所需要的延伸率一般需要考虑带钢的浪形、镰刀弯和弹性恢复量。
延伸率表示为:
ε=121V V
V ×100%
式中 1V —入口张紧辊的速度
2V —出口张紧辊的速度
ε主要通过改变出入口张紧辊速度差来进行控制。
在实际生产中2V /1V =1.002~1.003,ε=0.2~0.3%即可以达到很好的延伸率控制的矫
直效果。
4 塑性变形区域
弯曲曲率决定带钢的弯曲变形或弯曲应力,弯曲曲率主要取决于矫直机工作辊的的直径和带钢的厚度。
图2 带钢与矫直机工作辊接触示意图
图中 ρ—曲率半径
h —带钢厚度
d ϕ—带钢在矫直辊上的包角
0e —应变
c —从中性层到应力屈服极限处的距离
0e =()2h
d d d ρϕρϕ
ρϕ+-=2h
ρ
(1) 在弹性限度内,拉伸变形满足虎克定律:
σ=E 0e
(2) 由(1)和(2)得:
σ/E =h /2ρ
设 η=/2c
h ,即弹性区域占一半厚度截面区域的百分比
则 2h
c η= , 2s h
E σηρ=
在塑性变形临界点有:
2s h
E σηρ=
可以推得2/s hE ρησ=
由于带钢厚度远小于矫直机工作辊直径,可把ρ近似看成为矫直机工作辊半径,则有矫直机工作辊直径d
=2ρ/s hE ησ= 所以有 1
s d hE ησ=
故塑性变形区域百分比ξ=11
1s d hE ησ-=-
有上式可看出,矫直机工作辊直径越小或带钢越厚,塑性变形相对区域越大,在截面上反复矫直越充分,带钢越容易被矫直。
矫直机工作辊直径越小或带钢越薄,塑性变形相对区域越小,越不容易被矫直。
5 张力分配
拉矫机组入口段和出口段分别有4根和6根直径为1000mm 的张紧辊组成,均采用单独驱动模式。
带钢经张紧辊的传动为挠性的摩擦传动。
若不考虑带钢的弯曲应力、自重和运转时的离心力,则符合欧拉方程的基本条件,有
01a F F e μ=
式中 0F —入口张力
1F —出口张力
μ—带钢与张紧辊间的摩擦系数
a —带钢在张紧辊上的包角,近似4/3π
相邻两个张紧辊见的最大张力之比为:
1F K =01/F F =1a F e μ/1F =a e μ
一般取μ=0.15
则 1F K =0.154/3e π⨯≈1.87
入口段张紧辊与出口段张紧辊相邻辊子之间张力分别呈约 1.87倍的递增和递减的关系。
在入口段出口和出口段入口张力达到最大。
6 结束语
不锈钢板的矫直是一个复杂的过程,特别是薄的材料的矫直。
必须根据设备的具体情况,在正确的矫直理论的指导下,在生产中不断的摸索,调整,总结经验,使各个工艺参数达到最佳配合,才能得到好的矫直效果。
参考文献
1. 任玉成 拉伸弯曲矫直机基本工艺参数的确定 四川冶金 2005
2.武汉钢铁设计院 板带车间机械设备设计 1984
3.1TL 技术附件1—2.5 SUNDWIG 2002。