巴氏杀菌乳及灭菌乳的生产共36页文档共36页文档
巴氏杀菌乳及菌乳的生产
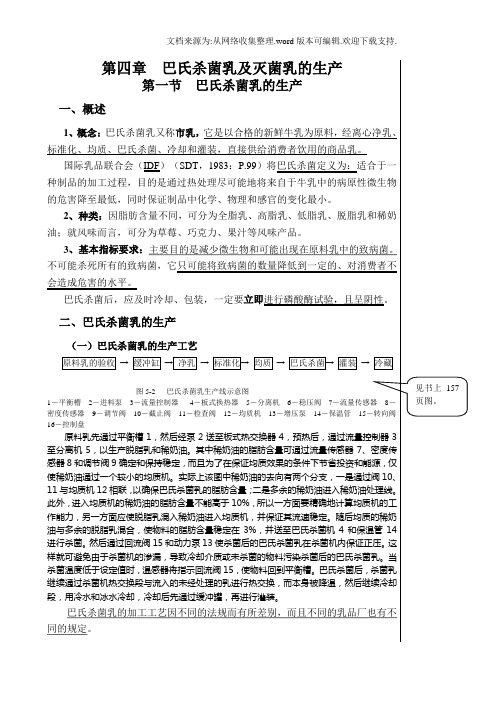
例如:①脂肪的标准化可采用前标准化、后标准化或直接标准化;②均质可采用全部均质或部分均质。
③最简单的全脂巴氏杀菌乳加工生产线应配备巴氏杀菌机、缓冲罐和包装机等主要设备;④复杂的生产线可同时生产全脂乳、脱脂乳、部分脱脂乳和含脂率不同的稀奶油。
图5-2为一种巴氏杀菌乳生产线示意图。
★在部分均质后,稀奶油中的脂肪球被破坏,游离脂肪与外界相接触很容易受到脂肪酶的侵袭。
因此,均质后的稀奶油应立即与脱脂乳混合并进行巴氏杀菌。
图5-2所示工艺流程不会造成这一问题,因为重新混合巴氏杀菌过程全部在同一封闭系统中迅速而连续地进行。
但是,如果采用前标准化则存在这样的问题,这时必须重新设计工艺流程。
(二)巴士杀菌乳生产工艺要点1、原料乳要求欲生产高质量的产品,必须选用品质优良的原料乳。
巴士乳的原料乳检验内容包括:①感官指标:包括牛乳的滋味、气味、清洁度、色泽、组织状态等;②理化指标:包括酸度(酒精试验和滴定酸度)、相对密度、含脂率、冰点、抗菌素残留量等,其中前三项为必检项目,后两项可定期进行检验;③微生物指标:主要是细菌总数,其它还包括嗜冷菌数、芽孢数、耐热芽孢数及体细胞数等。
酒精试验以72%(容量浓度)对原料乳进行检测,对应的滴定酸度不高于18ºT。
如在验收时出现细小凝块,可进一步进行煮沸试验(参见第三章第一节)。
滴定酸度要求新鲜牛乳的滴定酸度为16~18ºT(见表5-1)。
必要时,乳品厂也采用刃天青还原试验和美蓝试验来检查原料乳的新鲜度。
表5-1 牛乳酸度与蛋白质凝固特性相对密度的测定用乳稠密度计测定,并换算为标准温度下的乳的密度。
就原料乳的质量而言,可参考表5-2中所示欧共体1993年有关原料乳细菌总数的标准;巴士杀菌乳感官特性参照表5-3;相关质量标准执行表5-4、表5-5。
表5-2 欧共体液态乳制品细菌总数的标准和色泽产生负面影响。
磷酸酶与过氧化物酶活性的检测被用来验证牛乳已经巴氏杀菌,采用了适当的热处理,产品可以安全饮用。
巴氏杀菌乳介绍及加工共24页文档

56、极端的法规,就是极端的不公。 ——西 塞罗 57、法律一旦成为人们的需要,人们 就不再 配享受 自由了 。—— 毕达哥 拉斯 58、法律规定的惩罚不是为了私人的 利益, 而是为 了公共 的利益 ;一部 分靠有 害的强 制,一 部分靠 榜样的 效力。 ——格 老秀斯 59、假如没有法律他们会更快乐的话 ,那么 法律作 为一件 无用之 物自己 就会消 灭。— —洛克
Thank you
பைடு நூலகம்
60、人民的幸福是至高无个的法。— —西塞 罗
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
巴氏杀菌乳的生产共49页文档
11、获得的成功越大,就越令人高兴 。野心 是使人 勤奋的 原因, 节制使 人枯萎 。 12、不问收获,只问耕耘。如同种树 ,先有 根茎, 再有枝 叶,尔 后花实 ,好好 劳动, 不要想 太多, 那样只 会使人 胆孝懒 惰,因 为不实 践,甚 至不接 触社会 ,难道 你是野 人。(名 言网) 13、不怕,不悔(虽然只有四个字,但 常看常 新。 14、我在心里默默地为每一个人祝福 。我爱 自己, 我用清 洁与节 制来珍 惜我的 身体, 我用智 慧和知 识充实 我的头 脑。 15、这世上的一切都借希望而完成。 农夫不 会播下 一粒玉 米,如 果他不 曾希望 它长成 种籽; 单身汉 不会娶 妻,如 果他不 曾希望 有小孩 ;商人 或手艺 人不会 工作, 如果他 不曾希 望因此 而有收 益。-- 马钉路 德。
6、最大的骄傲于最大的自卑都表示心灵的最软弱无力。——斯宾诺莎 7、自知之明是最难得的知识。——西班牙 8、勇气通往天堂,怯懦通往地狱。——塞内加 9、有时候读书是一种巧妙地避开思考的方法。——赫尔普斯 10、阅读一切好书如同和过去最杰出的人谈话。——笛卡儿
巴氏杀菌乳与灭菌乳
菌落总数,
cfu/mL≤
0.5 30 000
Байду номын сангаас
大肠菌群, MPN/100mL≤
90
致病菌(指肠道致病菌和致 病性球菌)
不得检出
整理版ppt
8
1.3 巴氏杀菌乳的种类 按制品成分
(1)全脂巴氏杀菌乳
友情提 示
脂肪含 量
≥3.1%
整理版ppt
9
(3) 强化巴氏杀菌乳
添加了南瓜 粉、膳食纤 维和维生素
C
与H2O2灭菌
原料牛乳→预处理→预热→均质→杀菌→冷却→灌装
在设备灭菌结束后开始生产,设备灭菌通常需1小时 左右。杀菌机与灌装机通常同时灭菌。
整理版ppt
40
利乐包生产工艺流程
整理版ppt
41
利乐包生产工艺流程
整理版ppt
42
产品选择的依据
从营养角度: 1.根据蛋白质含量:≥2.9% 2.“金银铜铁”的说法。
超巴氏杀菌(Ultra pasteurisation)125-138
时间 15s 30min 15-20s 1-5s 2-4s
保持灭菌
115-120 20-30min
整理版ppt
15
不同杀菌方式的效果比较
初次杀菌:目的是为了杀死嗜冷菌(营养体)延长牛乳在冷 藏条件下的保存时间。
低温长时杀菌(LTLT):杀菌效果有限,一般在99%以内,只 能杀灭致病菌,对乳的品质影响小,目前工业上使用较少。 产品须冷藏。
整理版ppt
33
2.2.3利乐包
利乐包:市场上常见的利乐 枕、利乐砖。 中国有上千条生产线 Tetra Pak ,Tetra Brik 采用现制纸盒,一般设备可 生产的纸盒大小固定。
巴氏杀菌乳生产工艺流程

巴氏杀菌乳生产工艺流程
巴氏杀菌乳是一种常见的乳制品,其生产工艺流程如下:
1. 原料准备:选择新鲜的牛奶或羊奶作为原料,对其进行初步的检验和筛选。
2. 预热:将原料牛奶加热至60-65摄氏度,以去除其中的杂质
和微生物。
3. 均质化:将预热的牛奶通过均质器进行均质处理,使牛奶中的脂肪颗粒细化,提高乳品的质地口感。
4. 加热:将均质化的牛奶加热至75-80摄氏度,以杀灭其中的
细菌和酵素。
5. 巴氏杀菌:将加热的牛奶进入巴氏杀菌装置,保持在85-95
摄氏度的温度下持续保持30分钟以上,以确保杀灭其中的致
病菌和有害物质。
6. 快速冷却:将杀菌后的牛奶迅速冷却至5摄氏度以下,以防止细菌再次繁殖。
7. 包装:将冷却的巴氏杀菌乳通过自动灌装机进行灌装,常见的包装方式有瓶装、袋装、纸盒装等。
8. 贮存:将包装好的巴氏杀菌乳进行贮存,放置在低温环境下,确保乳品的新鲜度和品质。
以上就是巴氏杀菌乳的典型生产工艺流程,具体的过程可能存在细微的差别,取决于不同的生产厂家和产品要求。
产品质量控制及案例分析巴氏杀菌乳和灭菌乳课件

-------巴氏杀菌乳和灭菌乳
2014年11月10日
.
0
目
录
1
生产过程工艺及质量控制
2
故障排除分析思路
3
典型案例剖析
.
1
常温产品生产工艺
.
2
.
3
.
4
设备
罐、管道、泵、阀、均质 机、分离机、化粉机、脱 气罐、热交换器、管道混 合器、传感器、流量计、 灌装机和包装机。
合格产品
纸路的卫生情况
灌装机无菌环境 的维护
制造并保持包装过 程中的无菌环境
包装完整性检查
.
33
生产过程中的关键控制点
密封包装
包体的 机械损 伤
底角 磨损
.
34
生产过程中的关键控制点
1. 原奶-------控制点:耐热芽孢、细菌总数、混料CIP、乳胶体 平衡体系失衡 体细胞、脂蛋比
2. 产品灭菌------控制点:灭菌温度、灭菌时间、平衡槽、原 料耐热芽孢、产品供料压力、冰水压力
+ cat+ 放线 杆状 兼性 - 100 35-37 - + + + + - - 土壤 结晶糖 -
放线 厌氧
粉
细菌的初步鉴定:
棒状菌群 杆菌 放线菌 乳杆菌 假单胞菌 肠杆菌科 产碱杆菌 气单胞菌 沙雷氏菌
+杆菌革兰氏来自色_苯胺黑染色
+
球菌 过氧化氢酶
微球菌 葡萄球菌 八叠球菌 链球菌 板球菌
_
分离机作用
分
ü净乳作用
离
除去牛奶中固体等杂质 机
ü分离脂肪作用
根据需要分离奶油,生产低脂或脱脂乳
.
12
分离原理
巴氏杀菌乳及菌乳的生产
例如:①脂肪的标准化可采用前标准化、后标准化或直接标准化;②均质可采用全部均质或部分均质。
③最简单的全脂巴氏杀菌乳加工生产线应配备巴氏杀菌机、缓冲罐和包装机等主要设备;④复杂的生产线可同时生产全脂乳、脱脂乳、部分脱脂乳和含脂率不同的稀奶油。
图5-2为一种巴氏杀菌乳生产线示意图。
★在部分均质后,稀奶油中的脂肪球被破坏,游离脂肪与外界相接触很容易受到脂肪酶的侵袭。
因此,均质后的稀奶油应立即与脱脂乳混合并进行巴氏杀菌。
图5-2所示工艺流程不会造成这一问题,因为重新混合巴氏杀菌过程全部在同一封闭系统中迅速而连续地进行。
但是,如果采用前标准化则存在这样的问题,这时必须重新设计工艺流程。
(二)巴士杀菌乳生产工艺要点1、原料乳要求欲生产高质量的产品,必须选用品质优良的原料乳。
巴士乳的原料乳检验内容包括:①感官指标:包括牛乳的滋味、气味、清洁度、色泽、组织状态等;②理化指标:包括酸度(酒精试验和滴定酸度)、相对密度、含脂率、冰点、抗菌素残留量等,其中前三项为必检项目,后两项可定期进行检验;③微生物指标:主要是细菌总数,其它还包括嗜冷菌数、芽孢数、耐热芽孢数及体细胞数等。
酒精试验以72%(容量浓度)对原料乳进行检测,对应的滴定酸度不高于18ºT。
如在验收时出现细小凝块,可进一步进行煮沸试验(参见第三章第一节)。
滴定酸度要求新鲜牛乳的滴定酸度为16~18ºT(见表5-1)。
必要时,乳品厂也采用刃天青还原试验和美蓝试验来检查原料乳的新鲜度。
表5-1 牛乳酸度与蛋白质凝固特性相对密度的测定用乳稠密度计测定,并换算为标准温度下的乳的密度。
就原料乳的质量而言,可参考表5-2中所示欧共体1993年有关原料乳细菌总数的标准;巴士杀菌乳感官特性参照表5-3;相关质量标准执行表5-4、表5-5。
表5-2 欧共体液态乳制品细菌总数的标准和色泽产生负面影响。
磷酸酶与过氧化物酶活性的检测被用来验证牛乳已经巴氏杀菌,采用了适当的热处理,产品可以安全饮用。
巴氏杀菌乳及菌乳的生产
巴氏杀菌乳及菌乳的生产例如:①脂肪的标准化可采用前标准化、后标准化或直接标准化;②均质可采用全部均质或部分均质。
③最简单的全脂巴氏杀菌乳加工生产线应配备巴氏杀菌机、缓冲罐和包装机等主要设备;④复杂的生产线可同时生产全脂乳、脱脂乳、部分脱脂乳和含脂率不同的稀奶油。
图5-2为一种巴氏杀菌乳生产线示意图。
★在部分均质后,稀奶油中的脂肪球被破坏,游离脂肪与外界相接触很容易受到脂肪酶的侵袭。
因此,均质后的稀奶油应立即与脱脂乳混合并进行巴氏杀菌。
图5-2所示工艺流程不会造成这一问题,因为重新混合巴氏杀菌过程全部在同一封闭系统中迅速而连续地进行。
但是,如果采用前标准化则存在这样的问题,这时必须重新设计工艺流程。
(二)巴士杀菌乳生产工艺要点1、原料乳要求欲生产高质量的产品,必须选用品质优良的原料乳。
巴士乳的原料乳检验内容包括:①感官指标:包括牛乳的滋味、气味、清洁度、色泽、组织状态等;②理化指标:包括酸度(酒精试验和滴定酸度)、相对密度、含脂率、冰点、抗菌素残留量等,其中前三项为必检项目,后两项可定期进行检验;③微生物指标:主要是细菌总数,其它还包括嗜冷菌数、芽孢数、耐热芽孢数及体细胞数等。
酒精试验以72%(容量浓度)对原料乳进行检测,对应的滴定酸度不高于18oT。
如在验收时出现细小凝块,可进一步进行煮沸试验(参见第三章第一节)。
滴定酸度要求新鲜牛乳的滴定酸度为16~18oT(见表5-1)。
必要时,乳品厂也采用刃天青还原试验和美蓝试验来检查原料乳的新鲜度。
表5-1 牛乳酸度与蛋白质凝固特性相对密度的测定用乳稠密度计测定,并换算为标准温度下的乳的密度。
就原料乳的质量而言,可参考表5-2中所示欧共体1993年有关原料乳细菌总数的标准;巴士杀菌乳感官特性参照表5-3;相关质量标准执行表5-4、表5-5。
表5-2 欧共体液态乳制品细菌总数的标准。