焊接热处理工艺卡
焊接工艺卡格式

焊接工艺卡编号:HJ001工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ002工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ003工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ004 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部。
热处理工艺卡

其他要求
/
焊后热处理
升温速度
≤300℃/h
降温速度
≤300℃/h
加热方法
电加热
加热宽度
每侧≥60mm
保温层宽度
每侧≥120mm
恒温温度
720-750℃
恒温时间
0.5h
热电偶型号
K
数量
1
工艺曲线图:
注意事项:
1)焊接热处理恒温过程中,任意两点间的温差应小于50℃。
2)焊接热处理保温厚度以40mm~60mm为宜。
焊接热处理工艺卡
工程名称
编号
01
部件名称
#1炉过热器连接管
材质
12Cr1MoG
规格
Ф133*10
焊口数
12
预热
加热方法
火焰加热
升温速度
≤300℃/h
预热温度
打底:150℃;预热:180℃
层间温度
200℃
测温方法
测温笔
加热措施
以焊缝为中心,两侧外延应不少于50mm。
保温措施
焊后保温
后热
加热温度
/℃
恒温时间恒Leabharlann 时间1h热电偶型号
K
数量
1
工艺曲线图:
注意事项:
1)焊接热处理恒温过程中,任意两点间的温差应小于50℃。
2)焊接热处理保温厚度以40mm~60mm为宜。
3)火焰加热时焰心至工件的距离应在10mm以上,喷嘴的移动速度要稳定,不得在一个位置长期停留。
4)按照工艺卡严格控制升降温速度。
编制
日期
审批
日期
打底:150℃;预热:180℃
层间温度
200℃
P11焊接工艺卡

中国石油天然气第六建设公司兰州项目经理部
兰州石化公司60万吨/年乙烯改扩建工程乙烯装置裂解炉区
P11炉管焊接工艺卡
焊接方法选择:GTAW+SMAW(氩电联焊)
焊接材料:焊丝:H08CrMoVA 焊条:E5515-B2(R307)
坡口型式:V
预热及后热
加热方式:氧-乙炔火焰加热
预热温度(允许最低值): 150℃
后热温度:300-350℃恒温15-30min后保温缓冷
热处理
加热方式:电加热
执处理温度:724±20℃保温时间:2h
升温速度:300℃以上时≤167℃/h
冷却速度1:300~649℃时167~270℃/h
冷却速度2 :649℃以上时≤56℃/h
——摘自中国石油天然气股份公司兰州石化公司60万吨/年乙烯改扩建工
程乙烯装置裂解炉区《炉管焊接施工技术措施》A版
1。
NBT47014-2011换热管与管板焊接工艺卡
线能量(kJ/cm)
施焊技术
牌号
直径
极性
电流(A)
预热温度(℃)
道间温度(℃)
焊后热处理
后热
钨极直径
喷嘴直径
脉冲频率
脉宽比(%)
气体成分
气体流量
正面
背面
编制
日期
审核
日期
批准
日期
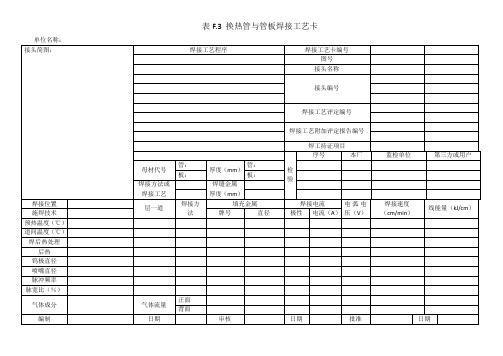
表F.3换热管与管板焊接工艺卡
单位名称:
接头简图:
焊接工艺程序
焊接工艺卡编号
图号
接头名称
接头编号
焊接工艺评定编号
焊接工艺附加评定报告编号
焊工持证项目
检验
序号
本厂
监检单位
第三方或用户
母材代号
管:
厚度(mm)
管:
板:
板:
焊接方法或焊接工艺
焊缝金属厚度(mm)
焊接位置
层一道
焊接方法
填充金属
焊接电流
电弧电压பைடு நூலகம்V)
12Cr1MoV+10CrMo910、12Cr2Mo1、A182 F22焊接工艺卡

2.0
2.5
3.2
4.0
5.0焊接ຫໍສະໝຸດ 流(A)40~7060~90
90~120
140~180
170~210
焊
后
热
处
理
温度
720——750℃
壁厚
≤12.5
12.5—25
25—37.5
37.5—50
50—75
75—100
恒温
时间
0.5h
1h
1.5h
2h
3h
4h
对壁厚≤8mm,管径≤108mm的管子,如采用氩弧焊或低氢型焊条,焊前预热和焊后缓冷的情况下可免作焊后热处理。
12Cr1MoV+10CrMo910、12Cr2Mo1、A182 F22焊接工艺卡
预热
壁厚≥6mm时需预热至200—300℃,小径薄壁管一般可不预热。
焊
接
氩
弧
焊
焊接电源
直流正接
焊丝
TIG-R31(H08CrMoV等)
手工电弧焊
焊条
焊条型号
焊接电源
烘干
R317
E5515-B2-V
直流反接
350℃左右烘干1小时
备
注
1、焊前必须严格清理焊件及其坡口表面的铁锈、油污、水等。
2、当采用氩弧焊打底时,预热温度可按下限温度降低50℃。
3、施焊过程中,层间温度应不低于预热温度下限,且不高于400℃。
4、热处理过程的升、降温速度规定如下:≤250×(25/δ)℃/h,且≤300℃/h,降温过程中,温度在300℃以下可不控制。
管道焊接工艺卡模板
5.焊后清理,外观检查
焊接位置
水平固定/垂直固定
焊接方法
SMAW
母材
316L
焊接材料
牌号
规格
烘干温度
烘烤时间
定量
A132
Φ3.2
350
1h
10Kg
焊接参数
热处理方法及工艺要求
母材
焊道数
焊接方法
焊接材料
焊材规格
极性
焊接电流(A)
焊接电压
焊接速度
316L
90~100
20~22
8~12
20#
3
SMAW
J427
Φ3。2反接ຫໍສະໝຸດ 90~10020~22
6~10
审核:编制:
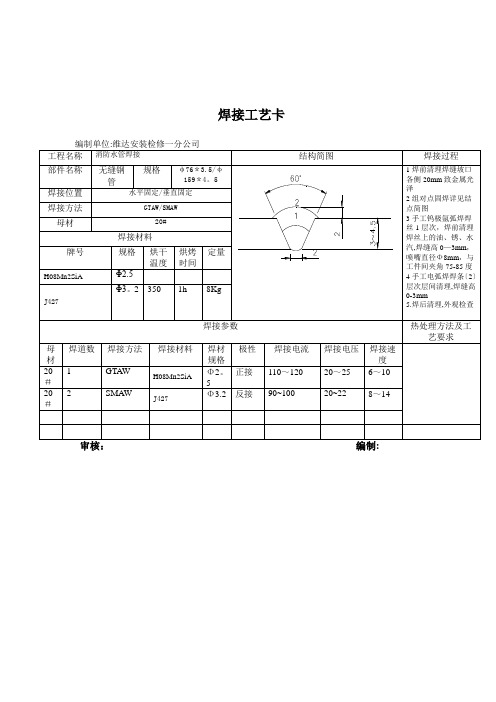
焊接工艺卡
编制单位:维达安装检修一分公司
工程名称
ST402罐进口管线更换
结构简图
焊接过程
部件名称
无缝钢管
规格
φ273*6
6
1焊前清理焊缝坡口各侧20mm致金属光泽
2组对点固焊详见结点简图
3手工钨极氩弧焊焊丝1层次,焊前清理焊丝上的油、锈、水汽,焊缝高0-3mm,喷嘴直径Ф8mm,与工件间夹角75—85度
5.5
1焊前清理焊缝坡口各侧20mm致金属光泽
2组对点固焊详见结点简图
3手工钨极氩弧焊焊丝1层次,焊前清理焊丝上的油、锈、水汽,焊缝高0-3mm,喷嘴直径Ф8mm,与工件间夹角75-85度
4手工电弧焊焊条〔2〕层次层间清理,焊缝高0-3mm
5.焊后清理,外观检查
焊接位置
水平固定/垂直固定
焊接方法
GTAW/SMAW
焊接工艺卡
《焊接工艺卡》word版
160
24~26
14
6
E4315
Ф4.0
160
24~26
14
备注:其他焊接工艺要求按本单位《通用焊接工艺守则》执行
编制
校对
审核
页码
8
焊接工艺卡
焊88-4
产品名称
焊接工艺评定编号
评88-4
焊缝代号
共40页
第9页
材料牌号
板A3:δ=8
焊接层次、顺序示意图
焊接层数(正/):3 坡口高度:60°±5°
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
1
E4315
Ф3.2
90
24~26
16
L/min
2
E4315
Ф4.0
140
24~26
14
L/min
3
E4315
Ф4.0
160
24~26
14
L/min
4
E4315
Ф4.0
160
24~26
14
5
E4315
加热方法
种类
温度范围
加热方法
层间温度
温度范围
测温方法
保温时间
冷却方法
测温方法
焊接工艺参数
焊层
焊材牌号
焊材直径mm
焊接电流A
电弧电压V
焊接速度cm/min
保护气体流量L/min
保护气体流量L/min
1
E4315
Ф3.2
90~120
24~26
15
焊接热处理工艺卡、操作记录、工作统计表、质量评价表
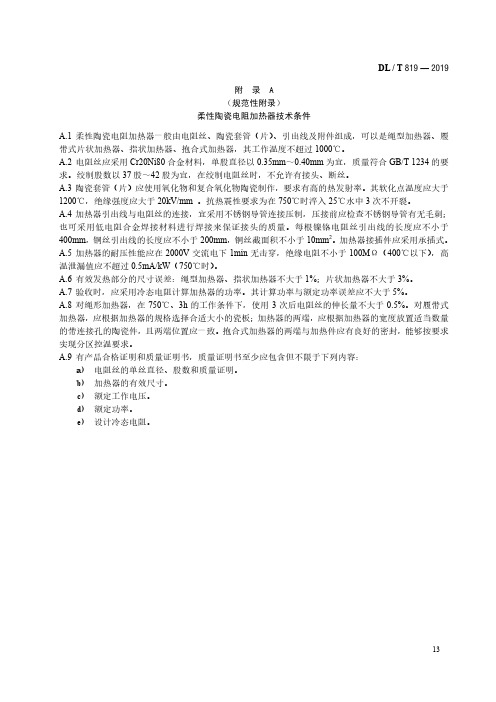
DL / T819 — 2019附 录 A(规范性附录)柔性陶瓷电阻加热器技术条件A.1 柔性陶瓷电阻加热器一般由电阻丝、陶瓷套管(片)、引出线及附件组成,可以是绳型加热器、履带式片状加热器、指状加热器、抱合式加热器,其工作温度不超过1000℃。
A.2 电阻丝应采用Cr20Ni80合金材料,单股直径以0.35mm~0.40mm为宜,质量符合GB/T 1234的要求。
绞制股数以37股~42股为宜,在绞制电阻丝时,不允许有接头、断丝。
A.3 陶瓷套管(片)应使用氧化物和复合氧化物陶瓷制作,要求有高的热发射率。
其软化点温度应大于1200℃,绝缘强度应大于20kV/mm 。
抗热震性要求为在750℃时淬入25℃水中3次不开裂。
A.4 加热器引出线与电阻丝的连接,宜采用不锈钢导管连接压制,压接前应检查不锈钢导管有无毛刺;也可采用低电阻合金焊接材料进行焊接来保证接头的质量。
每根镍铬电阻丝引出线的长度应不小于400mm,铜丝引出线的长度应不小于200mm,铜丝截面积不小于10mm2。
加热器接插件应采用承插式。
A.5 加热器的耐压性能应在2000V交流电下1min无击穿,绝缘电阻不小于100MΩ(400℃以下),高温泄漏值应不超过0.5mA/kW(750℃时)。
A.6 有效发热部分的尺寸误差:绳型加热器、指状加热器不大于1%;片状加热器不大于3%。
A.7 验收时,应采用冷态电阻计算加热器的功率。
其计算功率与额定功率误差应不大于5%。
A.8 对绳形加热器,在750℃、3h的工作条件下,使用3次后电阻丝的伸长量不大于0.5%。
对履带式加热器,应根据加热器的规格选择合适大小的瓷板;加热器的两端,应根据加热器的宽度放置适当数量的带连接孔的陶瓷件,且两端位置应一致。
抱合式加热器的两端与加热件应有良好的密封,能够按要求实现分区控温要求。
A.9 有产品合格证明和质量证明书,质量证明书至少应包含但不限于下列内容:a) 电阻丝的单丝直径、股数和质量证明。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NO.02-25
工程名称
编号
BH/热02
部件名称
主蒸汽管道
材质
12Cr1MoVG
规格
Φ273×11
焊口数
56道
预热
加热方法
陶瓷电加热
升温速度
300℃/h
预热温度
打底:150℃;预热:150℃
层间温度
200℃
测温方法
K分度热电偶
加热措施
自动温度控制
保温措施
50mm硅酸铝
后热
加热温度
℃
恒温时间
h
其他要求
焊后立即用硅酸铝纤维板包覆,缓冷。
焊后热处理
升温速度
≤120℃/h
降温速度
≤120℃/h
加热方法
电加热
加热宽度
≥300mm
保温层宽度
≥400mm
恒温温度
730℃
恒温时间
40min
热电偶型号
K型
数量
1
工艺曲线图:
注意事项:
1、补偿导线与热电偶连接要正确,补偿导线的铜线(十)接热电偶(镍铬),康铜线(一)接镍铝。
16、加热宽度从焊缝中心算起,每侧不少于管子壁厚的三倍,且不小于60mm。
17、热处理过程中升温、降温速度不大于120℃/h。
18、应严格按照热处理工艺规范要求控制加热温度,并做好记录。
编制
日期
审批
日期
NO.02-25
工程名称
编号
BH /热03
部件名称
主蒸汽管道
材质
12Cr1MoVG
规格
Φ219×9
焊口数
66
预热
加热方法
陶瓷电加热
升温速度
120℃/h
预热温度
打底:150℃;预热:150℃
层间温度
200℃
测温方法
K分度热电偶
加热措施
自动温度控制
保温措施
50mm硅酸铝
后热
加热温度
℃
恒温时间
h
其他要求
焊后立即用硅酸铝纤维板包覆,缓冷。
2、被处理的管道内不得有穿堂风、积水或蒸汽。
3、加热器不能重叠,加热器要用铁丝或钢带固定两至三道。
4、加热宽度从焊缝中心算起,每侧不少于管子壁厚的三倍,且不小于60mm。
5、热处理过程中升温、降温速度120℃/h。
6、应严格按照热处理工艺规范要求控制加热温度,并做好记录。
编制
日期
审批
日期
焊接热处理工艺卡
向空排汽管道
材质
12Cr1MoVG
规格
Φ108×10
焊口数
4(含Φ108×10/Φ76×6三通)
预热
加热方法
陶瓷电加热
升温速度
300℃/h
预热温度
打底:150℃;预热:150℃
层间温度
200℃
测温方法
K分度热电偶
加热措施
自动温度控制
保温措施
50mm硅酸铝
后热加热温度℃源自恒温时间h其他要求
焊后热处理
升温速度
9、加热器不能重叠,加热器要用铁丝或钢带固定两至三道。
10、加热宽度从焊缝中心算起,每侧不少于管子壁厚的三倍,且不小于60mm。
11、热处理过程中升温、降温速度120℃/h。
12、应严格按照热处理工艺规范要求控制加热温度,并做好记录。
编制
日期
审批
日期
焊接热处理工艺卡
工程名称
编号
HN/SH-热02
部件名称
焊后热处理
升温速度
≤120℃/h
降温速度
≤120℃/h
加热方法
电加热
加热宽度
≥300mm
保温层宽度
≥400mm
恒温温度
730℃
恒温时间
40min
热电偶型号
K型
数量
1
工艺曲线图:
注意事项:
7、补偿导线与热电偶连接要正确,补偿导线的铜线(十)接热电偶(镍铬),康铜线(一)接镍铝。
8、被处理的管道内不得有穿堂风、积水或蒸汽。
300℃/h
降温速度
300℃/h
加热方法
电加热
加热宽度
300
保温层宽度
500mm
恒温温度
730℃
恒温时间
0.5h
热电偶型号
K型
数量
1
工艺曲线图:
注意事项:
13、补偿导线与热电偶连接要正确,补偿导线的铜线(十)接热电偶(镍铬),康铜线(一)接镍铝。
14、被处理的管道内不得有穿堂风、积水或蒸汽。
15、加热器不能重叠,加热器要用铁丝或钢带固定两至三道。