数控机床误差补偿技术的研究
数控机床综合几何误差的建模及补偿研究
关键词:数控机床
综合几何误差模型
误差检测与识别
误差补偿
快速检测装置
III
华
中
科
技
大
学
博
数控机床误差补偿评价研究
数字控制技术改变 了原有机床的控制方式 ,刀具 的位置可 以用数字坐标 的形式加 以描述和控制 ,数字 控制的机床 可以通 过编程控制刀具精确地定位 于运动 空间的任意坐标点 ,从 而可以精确加工包含具有复杂 空间曲面的各种零件 。精密的机 械结构 是整个 机床精 度 的基础 ,因此普遍采用高精度滚珠丝杠 ,滚 动导轨 提高传动精度 和导 向精度 。除 了提高机械部件的基础 精度 和刚度 ,数字控制机床还可 以通过软误差补偿技 术 ,补偿 机械部件在基础几何精度方 面的不足 ,近年
t e ef cie s ft t d. h fe t ne so he meho v K e w o ds CNC c i n i c t y r : ma hne to ; o iin pr cso r rc mp ns to r ri e tf ai i on
Ab ta t I r e mp e t e p st n la c r c fC c i e to s o e s r r d c in q ai ,t e c aa tro o i sr c : n o d rt i mv h o i o a c u a y o NC ma h n o l ,t n u ep o u t u l y h h r c e fp s— o i o t t n lp e i o lo ls i c t n,i e t c t n meh d,t ee r rc mp n ain a d er rc mp n ai n efc v l ai n me h d w r i a r cs n e l rca sf ai o i ' i o d n i ai to i f o h ro o e s t n r o e s t f te a u t t o e e o o o e o su id B sn e h ia q a e er r a ay i t e aa e s se t ro s a d r d m ros i o i o r c s n o e ma h n t d e . y u ig t c n c s u — ro n l ss o s p r t y t mai e r r n a o e r n p s in p e ii ft c ie l r c n t o h t o a r p s d n a e n t e F- s me h d t n e e c y t m ro eai e sz n o c p e r p rin,wh t e e d d t o lw sp o e ,a d b s d o h t t t o o i fr n e s se er r rl t i i c u id p o t o e v e o o eh rn e e o c mp n ae a d ma i g e a u t n n t e efc fc mp n ain frp s in p e iin e o o e s t n k n v l ai so f to o e s t o o i o r cso r  ̄. T e e a ls a e u e o d mo sr t o h e o t h x mp e r s d t e n t e a
数控机床三维空间误差建模及补偿技术研究
r r m o ei y u i g m ul — o y tm h o y a e p o o e o d l ng b sn t b dy s se t e r r r p s d. One i fie c i sof n om p ns to i e ai n, t t e s he o h ri
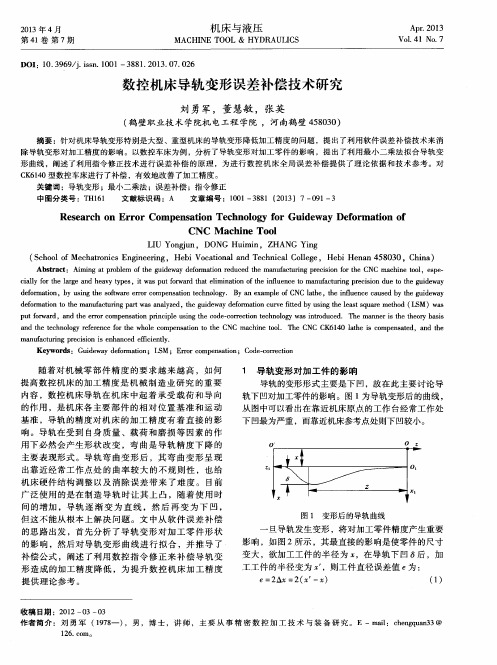
机床 是 由 多个 部 件 以运 动 副 的 形 式 连 接 起 来 , 用 以实现 刀具 与 工 件相 对 运 动 的 加工 设 备 。 一般 来 说 , 床结 构 中 的运 动 副 只有 一 个 自由度 , 由 于机 机 但 床 本体 结 构 和 实 际 的装 配误 差 , 个 运 动 副 往 往 都 每 存 在 6个 自由度 。下 面 以移 动 副 为例 来 分 析机 床 结 构 中存 在 的误差 元 素 , 图 1所 示 , 如 当拖 板 沿 坐 标 系 轴运 动 时 , 在 3个平 动 误 差 和 3个 转 动 误 差 , 存
e be e o pe a i n. O f i e o p n a i m dd d c m ns to i n c m e s t on, a ki o o r c i n c m p n a i n a e N C o nd f c r e to o e s to b s d on pr — gr m ,r a i e h o p n a i n o - m e s o o u e r c e r r f CN C a hi e t o s by m a pi h a e lz s t e c m e s to f 3 Di n i n v l m ti r o s o m c n o l p ng t e
中高精 度 零 部 件 占很 大 比率 , 加 工 质 量 的要 求 也 对
数控机床误差测量与实时智能补偿关键技术及应用

数控机床误差测量与实时智能补偿关键技术
及应用
随着工程制造业的发展,数控机床逐渐取代了传统的机床,成为
了高效精密加工的主力军。
然而,由于数控机床存在着系统误差、尺
寸误差等问题,导致加工精度不尽如人意。
为了解决这些问题,数控
机床误差测量与实时智能补偿技术应运而生。
数控机床误差测量是指通过对数控机床加工过程中存在的误差进
行精确测量和分析,找出误差的来源及其大小,并将其量化,以便进
一步进行补偿。
通常,数控机床误差可以分为几种类型,如基础误差、运动误差、非线性误差等。
针对不同的误差类型,可以采用不同的测
量方法,如激光干涉、摆角测量、位移传感器等。
数控机床实时智能补偿是指在加工过程中实时检测误差,并通过
计算机智能算法进行补偿,以提高加工精度和加工效率。
实时智能补
偿主要包括两种方法:一种是反馈补偿,即将误差进行反馈并进行补偿;另一种是前馈补偿,即预测误差并在中途进行补偿,以减小实际
误差。
数控机床误差测量与实时智能补偿技术已经得到了广泛的应用,
其主要作用有以下几点:首先,可以提高数控机床的加工精度和加工
效率,从而提高产品的质量;其次,可以减少废品率,降低生产成本;第三,可以提高数控机床的稳定性和可靠性,从而延长设备的使用寿命。
总之,数控机床误差测量与实时智能补偿技术是数控机床加工领
域中的关键技术之一,其应用前景十分广阔。
随着技术的不断发展和
完善,相信它将为工程制造业的发展做出更大的贡献。
五轴数控机床误差补偿及精度可靠性评估
五轴数控机床误差补偿及精度可靠性评估五轴数控机床是一种高精度、高效率的加工设备,广泛应用于航空航天、汽车制造、模具制造等领域。
然而,由于各种因素的影响,五轴数控机床在加工过程中存在一定的误差。
为了提高加工精度和可靠性,需对误差进行补偿并进行评估。
五轴数控机床的误差主要包括几何误差和运动误差。
几何误差是由于机床结构的制造和组装误差、刚性变形等原因引起的,主要包括平行度误差、垂直度误差、位置误差和角度误差等。
运动误差是由于伺服系统、控制系统等原因引起的,主要包括滞后误差、迟滞误差和不平衡误差等。
这些误差会直接影响加工件的精度和表面质量,因此对误差进行补偿和控制是提高加工质量的关键。
误差补偿是通过测量和分析机床误差,通过数学模型将误差量纳入控制系统,使其在加工过程中进行补偿。
首先需要对机床进行检测和测量,获取机床的误差信息。
常用的检测方法包括激光干涉仪、刚度测试仪等。
其次,通过数学建模和仿真,分析机床误差的来源和特性,建立误差补偿模型。
最后,将误差补偿模型嵌入控制系统中,实现误差的实时补偿。
误差评估是对机床的精度和可靠性进行评价和监控。
通过定期对机床进行精度测试和性能测试,可以得到机床的测量数据。
然后,对测试数据进行统计分析和处理,计算出机床的误差指标,并与加工要求进行比较。
例如,常用的误差指标包括定位误差、重复定位误差、轮廓误差等。
对于超出允许范围的误差,需要进行调整和维修,以确保机床的加工精度和可靠性。
同时,还可以采用传感器和监控系统对机床进行实时监测和预警。
通过安装传感器在关键部位,可以实时感知机床的工作状态和性能,监测其误差变化和趋势。
一旦发现异常情况,监控系统可以及时报警,并进行相关维护和处理。
这样可以避免机床在加工过程中出现严重误差,保证加工质量和工作安全。
总结起来,五轴数控机床误差补偿和精度可靠性评估是提高加工质量和效率的重要手段。
通过对机床误差的测量、建模和补偿,以及对机床精度和可靠性的评估和监控,可以实现机床加工精度的提高和工作可靠性的保证。
数控机床误差实时补偿技术及应用

数控机床误差实时补偿技术及应用数控机床误差实时补偿技术是一种通过测量和监控机床的误差,然后通过算法和控制系统来实时修正这些误差的技术。
它可以显著提高机床的加工精度和稳定性,使得加工的零件更加精确和一致。
下面将介绍数控机床误差实时补偿技术的原理、方法和应用。
数控机床误差实时补偿技术的原理是基于机床的误差源和误差特点进行建模,并通过控制系统实时调整机床的运动轨迹来补偿这些误差。
机床的误差主要包括几何误差、动态误差和热误差等。
几何误差是由机床结构、加工刀具和工件等因素引起的,例如导轨的尺寸偏差、传动装置的误差等。
动态误差是由机床运动过程中的惯性力、弹性变形等因素引起的,例如加工过程中的振动和共振等。
热误差是由于机床在工作过程中产生的热源,例如主轴的热膨胀和冷却液的温度变化等。
数控机床误差实时补偿技术的方法一般包括两个步骤:误差测量和误差补偿。
误差测量是通过传感器或测量仪器实时检测机床的误差,并将其反馈给控制系统。
常用的测量方法包括激光干涉法、电容法和光栅尺等。
误差补偿是在控制系统中根据误差测量结果进行数学建模和分析,并根据补偿算法调整控制指令,使得机床的运动轨迹达到期望的精度。
数控机床误差实时补偿技术在实际应用中具有广泛的应用领域。
首先,它可以应用于航空航天领域的高精度零件加工。
航空航天零件对精度和质量要求非常高,数控机床误差实时补偿技术可以有效提高加工精度,降低零件的尺寸偏差和表面光洁度,从而提高航空航天产品的性能和可靠性。
其次,它可以应用于汽车制造领域的模具加工。
模具制造对精度和一致性要求较高,数控机床误差实时补偿技术可以有效减少模具的尺寸和形状偏差,提高模具的加工质量和寿命。
此外,它还可以应用于医疗器械制造、光学仪器加工等领域。
总之,数控机床误差实时补偿技术是一种通过测量和监控机床的误差,并通过控制系统实时调整机床运动轨迹的技术。
它可以显著提高机床的加工精度和稳定性,广泛应用于航空航天、汽车制造、医疗器械等领域,为实现高精度和高质量的零件加工提供了重要的技术手段。
精密机床动态误差补偿技术研究
精密机床动态误差补偿技术研究随着科技的不断发展和工业的不断进步,机床设备的精度要求越来越高,对于传统的机床而言,部件加工误差、温度变化等因素都会对机床的精度造成一定的影响,而动态误差补偿技术的应用则可以有效地解决这一问题。
一、动态误差补偿技术的概念动态误差是指机床在工作过程中产生的误差,其存在与否严重影响零件的加工精度及加工效率。
误差补偿是指通过一定的技术手段对这一误差进行补偿,从而保障机床的加工精度。
动态误差补偿技术则是指利用各种传感器和监测系统实时监测机床的运动轨迹和状态,对其运动轨迹进行在线优化,从而实现对机床动态误差的补偿。
二、动态误差补偿技术的应用1.数控加工中的应用动态误差补偿技术在工业制造中得到越来越广泛的应用,特别是在数控机床加工中,它能够有效地提高机床的加工精度和工作效率。
在数控加工中,机床轴的移动轨迹是根据机床设定的指令、加工速度和输出转矩等参数自主控制,而这一过程中机床的动态误差极易产生,从而影响加工精度。
因此,在数控加工中,动态误差补偿技术应用极为重要,可以大大提高零件加工的精度和效率。
2.航空、航天等领域中的应用对于高精度的航空、航天领域,如制造飞机发动机、导弹等设备,精度要求更高。
而这些领域的生产过程复杂,需要多种形式的加工,从而对机床加工的精度和稳定性都有更高的要求。
因此,动态误差补偿技术在这些领域的应用更显得尤为重要,能够大大提高机床的加工精度,保证零件的质量和稳定性。
三、动态误差补偿技术的研究进展在过去的十年里,动态误差补偿技术已经有了很大的发展和突破。
国内外研究机构和企业在相关领域开展深入研究,提出了更加优秀和有效的动态误差补偿技术。
比如基于光纤传感器系统的动态误差监测技术、基于模型预测控制的动态误差补偿技术等等,这些技术极大地促进了动态误差补偿技术的发展和应用,不断提高机床加工的精度和效率。
总之,动态误差补偿技术是一种非常重要的技术,在机床加工精度和效率方面起到了重要的作用。
数控机床导轨变形误差补偿技术研究
机 床与液压
M ACHI NE TOOL & HYDRAULI CS
Ap r . 2 01 3
Vo 1 . 4l No . 7
D OI :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 0 7 . 0 2 6
p u t or f wa r d,a nd t h e e r r o r c o mp e n s a t i o n p i r n c i p l e u s i n g t h e c o d e — c o re c t i o n t e c h n o l o y g w a s i n t r o d u c e d .T h e ma n n e r i s t h e t h e o r y b a s i s a n d t h e t e c h n o l o y g r e f e r e n c e f o r t h e w h o l e c o mp e n s a t i o n t o t h e C NC ma c h i n e t o o 1 .T h e C NC CK 6 1 4 0 l a t h e i s c o mp e n s a t e d,a n d t h e
c i a l l y or f t h e l a r g e a n d h e a v y t y p e s ,i t w a s p u t f o r w a r d t h a t e l i mi n a t i o n o f t h e i n l f u e n c e t o ma n u f a c t u in r g p r e c i s i o n d u e t o t h e g u i d e wa y d e f o m a r t i o n,b y u s i n g t h e s o f t w a r e e r r o r c o mp e n s a t i o n t e c h n o l o g y .B y a n e x a mp l e o f CNC l a t h e ,t h e i l u f n e n c e e a u s e d b y t h e g u i d e wa y
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
数控机床误差补偿技术的研究目录摘要 (iv)Abstract (v)第一章概述........................................................... - 1 - 1.1数控技术的基本概念 (1)1.1.1 数控技术和数控机床 .......................................... - 1 -1.1.2数控机床的特点............................................... - 1 -1.1.3 数控机床的分类 .............................................. - 1 - 1.2误差补偿技术的研究 (1)1.2.1误差补偿现状................................................. - 2 - 1.3本论文的研究目的意义和研究内容 (3)1.3.1研究的目的和意义............................................. - 3 -1.3.2研究的主要内容............................................... - 3 -1.3.3研究的基本思路和基本方法..................................... - 3 - 第二章数控机床的进给传动系统 ......................................... - 4 - 2.1数控机床对进给传动系统的要求.. (4)2.2数控机床进给传动装置的结构 (4)2.2.1滚珠丝杠螺母机构的结构....................................... - 4 -2.2.2 进给传动误差................................................ - 5 -2.2.3 电机与丝杠的联接、传动方式 .................................. - 6 - 2.3数控系统的三种控制方式.. (6)第三章数控机床的精度及可靠性分析 ..................................... - 8 - 3.1数控机床误差的分类 (8)3.2误差模型简介 (8)3.2.1 几何误差.................................................... - 8 -3.2.2 热误差...................................................... - 9 -3.2.3 运动控制误差................................................- 10 -3.2.4 其它误差....................................................- 10 - 3.3数控机床的精度 .. (10)3.4数控机床的精度检查 (11)3.4.1 机床几何精度的检查 ..........................................- 11 -3.4.2 机床定位精度的检查 ..........................................- 11 - 3.5数控机床的可靠性 (12)3.5.1 我国数控机床的可靠性 ........................................- 12 -3.5.2 影响数控机床可靠性的因素 ....................................- 13 - 第四章数控机床位置精度的测试与误差补偿................................- 14 - 4.1数控机床位置精度常用的测量方法及评定标准. (14)4.1.1 定位精度和重复定位精度的确定—国家标准GB/T17421.2-99评定方法- 14 - 4.2定位精度测量工具和方法 (16)4.3数控机床软件补偿原理 (17)4.3.1 螺距补偿原理................................................- 17 -4.3.2 反向间隙补偿................................................- 18 - 4.4实验验证 .. (18)4.4.1 数控车床X轴精度补偿步骤及注意事项。
.........................- 18 -4.4.2 编写数控车床X轴精度补偿程序.................................- 20 -4.4.3 数据处理....................................................- 23 -4.4.4 结果分析....................................................- 28 - 总结................................................................- 30 - 致谢................................................................- 31 - 参考文献..............................................................- 32 -图、表清单插图清单图2-1 滚珠丝杠螺母 (5)图2-2 开环系统控制原理 (6)图2-3 半闭环控制系统原理图 (7)图2-4 全闭环控制系统原理图 (7)图4-1 步距规测量示意图 (16)图4-2 测量补偿过程 (17)图4-3 标准检验循环图 (17)图4-4 螺距补偿原理 (18)图4-5 补偿前机床精度评价结果 (29)图4-6 补偿后机床精度评价结果 (29)表格清单表4-1 X轴补偿前精度检测数据 (23)表4-2 机床补偿前位置精度测试记录表 (23)表4-3 X轴补偿后精度检测数据 (26)表4-4 机床补偿后位置精度测试记录表 (27)数控机床误差补偿技术的研究摘要机械制造业发展的一个明显动向是:越来越广泛地应用数控技术,普通机械逐渐被高效率、高精度的数控机械所代替。
数控机床是一种装有计算机数字控制系统的机床,与普通机床相比,加工精度和生产效率都比较高等优点。
本课题针对机械加工中不可避免的误差问题,研究数控机床误差的控制方法,对提高产品质量具有重要意义。
提高机床精度有两种方法:一种为误差防止法,另一种叫误差补偿法。
本论文主要对数控机床的几何精度问题进行了全面的分析,并在机床误差建模、加工精度以及软件误差补偿等作了研究。
特别是对进给传动系统作了研究,对进给系统中存在的螺距误差和反向间隙误差,用步距规测量的方法进行了软件误差补偿。
关键词:数控机床;误差模型;误差补偿;螺距误差;反向间隙误差;步距规CNC Machine Tool Error Compensation TechnologyAbstractMachinery manufacturing industry is a clear trend: more and more widespread application of CNC technology, general machinery gradually by high efficiency and high precision CNC machines replaced. Computer numerical control machine tool is a digital control system with machine tools, machine tools, compared with the normal processing accuracy and higher productivity are more advantages. The topic for the machining error is inevitable problems of error of CNC machine tool control method to improve the product quality is important.There are two ways to improve machine tool accuracy. Way for the error prevention method. Another method called error compensation.This thesis focuses on the geometric accuracy of CNC machine tools to conduct a comprehensive analysis of the issue, and machine tool error modeling and software error compensation of precision machining, etc. are studied. Especially for feed drive system is studied, the existence of the feed system in the pitch error and backlash errors, with the step gauge measurement software error compensation method.Key Words: CNC machine tools; Error model; Error compensation; Pitch error; Backlash error; Step gauge第一章概述1.1 数控技术的基本概念1.1.1 数控技术和数控机床数控技术,简称数控(Numerical Control),是指利用数字化的信息对机床各部件的运动及加工过程进行控制的一种技术。
数控机床即是用数控技术实施加工控制的机床。
数控机床是典型的数控设备,它的产生和发展是数控技术产生和发展的重要标志。
1.1.2数控机床的特点数控机床的基本组成包括加工程序载体、数控装置、伺服驱动装置、机床主体和其他辅助装置等。