机械有限公司过程方法编制质量手册作业文件6--直方图的作法doc6页.doc
直方图的做法

组中心值
序号
1
35.35
2
39.75
3
44.15
小计∑
4
48.55
5
52.95
6
57.35
7
61.75
8
66.15
9
70.55
10
74.95
小计∑
合计
计算:
频数fi
5 6 12
27 17 15 7 4 5 2
100
表 7-4 计算表
xi
fi xi
f i xi2 xi + xi2
-3
-15
45
6
-2
-12
多种数据混在一起,或者是在生产过程中由于某种缓慢因素的作用是分布中心缓慢向一侧移 动。
除此之外,其他类型还有常见的反映数据分布分散程度的所谓胖型、瘦型分布形态。
a
b
c
d
e
a
图 7-2 直方图几种分布形态
上述计算方法,如不用计算机,可按表 7-4 进行手工计算。这种计算方法称为等距分组 连乘法,计算步骤是:
24
2
-1
-12
12
0
-39
81
0
1
17
17
2
2
30
60
6
3
21
63
12
4
16
64
20
5
25
125
30
6
12
72
42
121
401
82
482
fi (xi + xi2 )
30 12 0 42
34 90 84 80 150 84 522 564
直方图制作步骤详细讲解
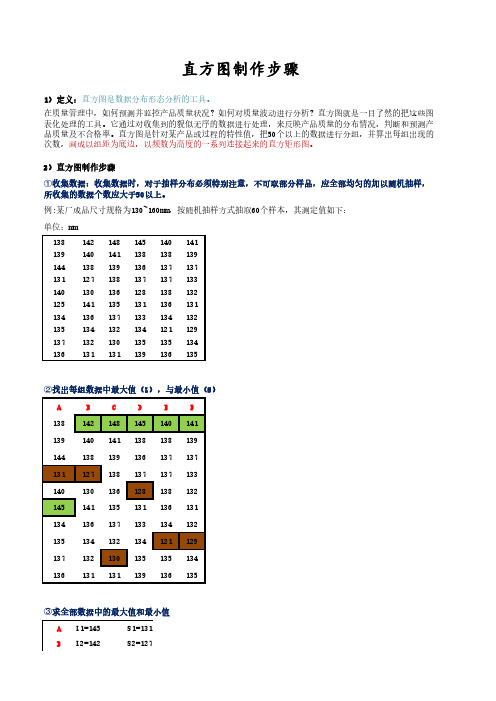
直方图制作步骤1)定义:直方图是数据分布形态分析的工具。
在质量管理中,如何预测并监控产品质量状况?如何对质量波动进行分析?直方图就是一目了然的把这些图表化处理的工具。
它通过对收集到的貌似无序的数据进行处理,来反映产品质量的分布情况,判断和预测产品质量及不合格率。
直方图是针对某产品或过程的特性值,把50个以上的数据进行分组,并算出每组出现的次数,画成以组距为底边,以频数为高度的一系列连接起来的直方矩形图。
2)直方图制作步骤①收集数据:收集数据时,对于抽样分布必须特别注意,不可取部分样品,应全部均匀的加以随机抽样,所收集的数据个数应大于50以上。
例:某厂成品尺寸规格为130~160mm,按随机抽样方式抽取60个样本,其测定值如下:单位:mm138142148145140141139140141138138139144138139136137137131127138137137133140130136128138132125141135131136131134136137133134132135134132134121129137132130135135134136131131139136135②找出每组数据中最大值(L),与最小值(S)A B C D E F138142148145140141139140141138138139144138139136137137131127138137137133140130136128138132145141135131136131134136137133134132135134132134121129137132130135135134136131131139136135③求全部数据中的最大值和最小值A L1=145S1=131B L2=142S2=127CL3=148S3=130DL4=145S4=128EL5=140S5=121F L6=141S6=129R=L-S148-121=27⑤决定组数一般可使用数学家史特吉斯提出的公式,根据测定次数n来计算组数k,公式为k=1+3.32log n本例子中n=60,则k=1+3.32log60=1+3.32(1.78)=6.9一般对数据的分组可参照下表:⑥求组距组距=极差/组数h=27/7=3.86,故组距取4为便于计算平均数及标准差,组距常取为2,5或10的倍数⑦求各组上限、下限(由小而大顺序)第一组下限=最小值-(最小测量单位/2)关于最小测定单位第一组上限=第一组下限+组距整数子的最小测量单位为1第二组下限=第一组上限小数点1位的最小测量单位为0.1第二组上限=第二组下限+组距小数点2位的最小测量单位为0.2…………第一组=121-1/2=120.5~(120.5+4)=124.5第二组=124.5~128.5得出L=148,S=121④求极差(R)组数过少虽然可得到相对简单的图表,却失去了分配的本质与意义;组数过多虽然图标详细,但无法达到简化的目的最小数应在最小一组内,最大数应在最大一组内,若有数字小于最小一组下限或大于最大一组上限值时,应自动加一组第三组=128.5~132.5第四组=132.5~136.5第五组=136.5~140.5第六组=140.5~144.5第七组=144.5~148.5⑧作次数分配表将所有数据,按其数值大小记在各组的组界内,并计算其次数。
qc七大手法之直方图(doc 6页)

频数 (频率)直方图二、频数 (频率)直方图(一) 直方图的作法为研究一批产品的质量情况,需要研究它的某个质量特性 (这里为了叙述简单起见,仅讨论一个质量特性,有必要时也可以同时讨论多个质量特性)X的变化规律。
为此,从这批产品(总体)中抽取一个样本 (设样本量为n),对每个样本产品进行该特性的测量 (观测)后得到一组样本观测值,记为x1,x2,…,x n,这便是我们通常说的数据。
为了研究数据的变化规律,需要对数据进行一定的加工整理。
直方图是为研究数据变化规律而对数据进行加工整理的一种基本方法。
下面用一个例子来说明直方图的概念及其作法。
[例1.3-3]食品厂用自动装罐机生产罐头食品,从一批罐头中随机抽取100个进行称量,获得罐头的净重数据如下:342 352 346 344 343 339 336 342 347 340 340 350 347 336 341 349 346 348 342 346 347 346 346 345 344 350 348 352 340 356 339 348 338 342 347 347 344 343 349 341 348 341 340 347 342 337 344 340 344 346 342 344 345 338 351 348 345 339 343 345 346 344 344 344 343 345 345 350 353 345 352 350 345 343 347 354 350 343 350 344 351 348 352 344 345 349 332 343 340 346 342 335 349 348 344 347 341 346 341 342为了解这组数据的分布规律,对数据作如下整理:(1)找出这组数据中的最大值x max,及最小值x min,计算它们的差R=x max -x min ,R称为极差,也就是这组数据的取值范围。
机械公司过程方法编制质量手册作业文件

莱州市金田机械有限公司作业文件文件编号:JT/C-6.3J-003A版号:A/0 设备日常保养规程和定期维护保养规程批准:吕春刚审核:王春编制:尹宝永受控状态:分发号:2006年11月15日发布2006年11月15日实施莱州市金田机械有限公司设备的日常维护保养规程和定期维护保养规程使用部门:设备科文件编号:JT/C-6.3J-003A作业文件版本:A/0过程识别:S4共10 页/ 第 1 页一、设备的日常维护保养规程设备的日常维护包括每班维护和周未维护两种,由操作者负责的每班维护保养,要求操作工人在每班生产中必须做到:班前对设备各部位进行检查,并按规定加油润滑;规定的定检项目应在检查后记录到点检卡上,确认正常后才能使用设备。
设备运行中要严格按操作规程,正确使用设备,注意观察其运行由维修工人填写“设备维修记录”单。
下班前15分钟左右的时间操作者认真擦拭清扫设备,并记录设备的状况。
周末维护主要是要求在每周末和节假日前,用1~2小时对设备进行较彻底的清扫、擦拭和涂油,并达到设备维护“四项要求”的规定。
附:设备维护“四项要求”。
1整齐。
工具、工件、附件放置整齐,设备零部件及安全防护装置齐全,线路、管道完整。
2清洁。
设备清洁,无黄袍:各滑动面、丝杆、齿条等无黑油污,无碰伤;各部位不漏油、不漏水、不漏电;切削垃圾清扫干净。
3润滑。
按时加油、换油,油质符合要求,油壶、油枪、油杯、油嘴齐全,油毡、油线清洁,油标明亮,油路畅通。
4安全。
实行定人定机和故障记录规定,熟悉设备结构,遵守操作维护规程,合理使用,精心维护,监测异状,不出事故。
二、设备的定期维护保养规程:(二)普通车床维护保养规程点,要求完好可靠无灰尘,线路安全可靠。
莱州市金田机械有限公司设备的日常维护保养规程和定期维护保养规程使用部门:设备科文件编号:JT/C-6.3J-003A作业文件版本:A/0 过程识别:S4共10 页/ 第4页(三)摇臂钻床维护保养规程日常保养内容和要求定期保养的内容和要求保养部位内容和要求一、班前1 擦拭车床外露导轨及工作台面;2 按规定润滑各部位,油质、油量符合要求;3 检查各手柄灵活可靠性;4 空车运转。
质量管理的统计方法--直方图与过程能力分析

质量管理的统计方法--直方图与过程能力分析二、直方图与过程能力分析(一)直方图直方图是反映个变量分布的一种横道图。
用一栏代表一个问题的一个特性或属性,每一栏的高度代表改种特性或属性的出现相对频率。
通过各栏的形状和宽度来确定问题根源。
直方图一目了然,可以直观地传达有关过程的各种信息,可以显示波动的状况,决定何处需集中力量进行处理改进。
l.应用程序①收集数据信息。
②确定数据的极差R,等于值减去最小值。
③确定所画直方图的组数K及每组宽度,K通常6~12组,每组宽度由极差除以组数得到。
④统计频数,列频数分布表。
⑤画横坐标和纵坐标,横坐标按数据值比例画,纵坐标按频数比例画。
⑥按纵坐标画出每个矩形的高度,代表落在此矩形中的发生次数。
2.几种常见直方图(图11--8)①标准型直方图。
也称对称型或正常型。
它具有两边低,中间高,左右对称的特点。
如果产品质量特征值的分布呈现标准直方图形状,则可初步断定生产处于稳定过程。
②孤岛型直方图。
在标准型直方图的一侧有一个孤立的小岛。
主要是由于分析时夹杂了其他分布的少量数据。
③双峰型直方图。
在直方图中存在两个左右分布的单峰。
在两种不同分布混合一起时会出现这种情况。
④偏峰型直方图。
数据的平均值不在中间值的位置,从左到右(或从右到左)数据分布的频数先增加到某一值,然后突然减少。
主要是由于操作者的心理因素和习惯引起。
[例题5]下列那些是常见的直方图()。
A. 绝壁型直方图B. 标准型直方图C. 孤岛型直方图D. 双峰型直方图E. 偏峰型直方图答案:BCDE3.应用举例某设备零部件的直径尺寸为Ф45.0±1mm,现场随机抽样100个,其数据如表11--4所示。
直方图作法为:表11--4 随机抽样数据表45.5 46.8 45.0 45.2 45.045.3 44.6 44.5 45.4 45.345.1 44.3 44.9 46.0 44.945.8 45.4 46.0 45.9 45.246.1 44.7 45.4 45.8 45.344.8 44.8 45.3 45.0 45.144.8 44.8 45.3 45.0 45.144.7 45.1 45.4 44.9 45.445.4 45.2 46.5 45.1 45.445.4 45.1 44.9 44.6 45.345.0 45.0 45.8 44.6 45.444.7 45.2 45.7 45.3 45.345.2 46.3 45.1 44.9 46.145.4 46.4 45.7 46,2 45.245.8 44.9 45.4 45.3 45.745.3 44.5 45.0 44.6 45.145.1 45.6 45.3 45.0 44.446.0 45.7 45.8 45.6 44.943.9 45.3 44.7 46.0 44.645.8 44.6 45.1 44.8 45.9(1)收集数据,一般取N=100个左右;(2)找出数据的值与最小值,分别用L和S表示,本例L=46.8,S=43.9;(3)确定组数K;(本例中K=10)(4)确定组距h=(46.8-43.9)/10=0.3(5)计算频数(即落在各组的数据个数);(6)列出频数分布表(表11--5):(7)根据频率画出直方图(图11-9),纵坐标表示频数,横坐标标明组界:表11-5 某设备零部件直径频数分布表组号组界值频数组号组界值频数1 43.85-44.15 1 6 45.35-45.65 162 44.15-44.45 2 7 45.65-45.95 123 44.45-44.75 13 8 45.95-46.25 74 44.75-45.05 19 9 46.25-46.55 35 45.05-45。
直方图的制作步骤图表ppt课件

个数 2 4 7 8 13 6 7 3
14
直方图的制作步骤
⑧绘制直方图
图表-6 周转轴间隙直方图
部门:高压开关部 绘图:
车间:装配车间
时间:2010年9月2日
工程:FFJ装配线
样本数:n=50
数据收集时间:2010年8月 收集者:
14
规格值
12
10
8
6
4
2
0
15
22 27 32 37 42 47 52 57
直方图解决问题。 某公司QC小组在解决产品检验过程周转轴运转异响
问题,想研究是否因为周转轴间隙过大而导致,于是着手 调查该周转轴间隙的数据,看其分布是否在规格值之内。 ② 设计检查表收集数据 为了使数据分析的结果更可靠,需要尽量多的数据。一般 情况下,需要收集至少50个以上的数据。
QC小组设计了一张检查表,让车间的检验人员对轴 的尺寸进行了测量,得到了50个数据,如图表-1所示。
①下组界、上组界、中心点
一个组的起始点成为下组界;一个组的末点称为上组界,;
而中心点则是本组最小值与最大值的平均值的地方,即最
大值到最小值的中心。
6
直方图的制作步骤
2.直方图的制作流程
下面以一个具体案例来介绍其制作流程 ① 确定制作直方图的目的 在制作直方图之前,目标必须清晰,才能够恰当的运用
13
直方图的制作步骤
⑦制作次数分配表
图表-5 次数分配表
组别 第1组 第2组 第3组 第4组 第5组 第6组 第7组 第8组
下组界 19.5 24.5 29.5 34.5 39.5 44.5 49.5 54.5
中心值 22 27 32 37 42 47 52 57
质量管理方法-直方图法

Ƶ Êý fi Ƶ ÂÊ Pi
3
0.06
5
0.10
10 0.20
16 0.32
8
0.16
6
0.12
2
0.04
50 100%
直方图(练习) 32
18 频数 16 14 12 10
8 6 4 2 0
14.2 14.5 14.8 15.1 15.4 15.7 16.0
直方图(练习)
X 33
• 尺有所短,寸有所长;物有所不足,智有 所不明。——战国·楚·屈原《卜居》
折齿型
9
2)缓坡型:主要是由于操作中上限或下限控 制太严造成的。
缓坡型
10
3)孤岛型:原材料一时发生变化,工人一时变换;
孤岛型
11
4)双峰型:两组机器、或材料、或操作工人施工; 然后把这两方面数据混在一起整理产生的。
双峰型
12
5)陡壁型:有意将不合格的产品剔除;
陡壁型
13
对于正常型直方图,将其分布范围B=[S,L](S 为一批数据中的最小值,L为一批数据中的最大 值)与标准范围T=[SL,Su], SL为标准下界限, Su为标准上界限)进行比较,就可以看出产品质 量特性值的分布是否在标准范围内,从而可以 了解生产过程或工序加工能力是否处于所希望 的状态。为了方便,可在直方图上标出标准下 界限值和标准上界限值。
T
T
B
B
SL ( S )
( L ) Su
SL ( S )
( L ) Su
直方图在标准范围内的情况 17
直方图的分布范围B没有超出标准范围T,但没有余量。此时分布中心稍有偏移 便会出现不合格品,所以应及时采取措施,缩小产品质量特性值的分布范围。
直方图的制作详细步骤讲解

直方图(Histogram)一、前言现场工作人员经常都要面对许多的数据,这些数据均来自于生产过程中抽样或检查所得的某项产品的质量特性。
如果我们应用统计绘图的方法,将这些数据加以整理,则生产过程中的质量散布的情形及问题点所在及过程、能力等,均可呈现在我们的眼前;我们即可利用这些信息来掌握问题点以采取改善对策。
通常在生产现场最常利用的图表即为直方图。
二、直方图的定义⒈什么是直方图:即使诸如长度、重量、硬度、时间等计量值的数值分配情形能容易地看出的图形。
直方图是将所收集的测定值特性值或结果值,分为几个相等的区间作为横轴,并将各区间内所测定值依所出现的次数累积而成的面积,用柱子排起来的图形。
因此,也叫做柱状图。
⒉使用直方图的目的:⑴了解分配的形态。
⑵研究制程能力或计算制程能力。
⑶过程分析与控制。
⑷观察数据的真伪。
⑸计算产品的不合格率。
⑹求分配的平均值与标准差。
⑺用以制定规格界限。
⑻与规格或标准值比较。
⑼调查是否混入两个以上的不同群体。
⑽了解设计控制是否合乎过程控制。
116 品管七大手法3.解释名词:⑴次数分配将许多的复杂数据按其差异的大小分成若干组,在各组内填入测定值的出现次数,即为次数分配。
⑵相对次数在各组出现的次数除以全部的次数,即为相对次数。
⑶累积次数(f)自次数分配的测定值较小的一端将其次数累积计算,即为累积次数。
⑷极差(R)在所有数据中最大值和最小值的差,即为极差。
⑸组距(h)极差/组数=组距 ⑹算数平均数(X)数据的总和除以数据总数,通常一X (X-bar )表示。
⑺中位数(X)将数据由大至小按顺序排列,居于中央的数据为中位数。
若遇偶位数时,则取中间两数据的平均值。
⑻各组中点的简化值(μ)⑼众数(M)次数分配中出现次数最多组的值。
例:次数最多为24,不合格数是9,故众数为9。
⑽组中点(m)一组数据中最大值与最小值的平均值, (上组界+下组界)÷ 2=组中点第八章 直方图 117 X= X 1+X 2+ …… +X n n X= ∑μf nX 0+h ~ μ= , X i - X 0 组距(h) X 0=次数最多一组的组中点 X i =各组组中点 n Xi ni ∑=1=⑾标准差(σ)⑿样本标准差(S)三、直方图的制作⒈直方图的制作方法步骤1:收集数据并记录收集数据时,对于抽样分布必须特别注意,不可取部分样品,应全部均匀地加以随机抽样。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
莱州市金田机械有限公司作业文件文件编号:JT/C-8.1.1J-003版号:A/0直方图使用指导书
批准:王春
审核:尹宝永
编制:吕春刚
受控状态:分发号:
2006年11月15日发布 2006年11月15日实施
直方图使用指导书 JT/C-8.1.1J-003
1.目的
规定直方图的使用办法,通过数据分析,保证过程的受控状态。
2.适用范围
适用于公司统计技术方法的应用。
3.直方图的基本概念
直方图法是从总体中随机抽取样本,将从样本中获得的数据进行整理后,用一系列等宽的矩形来表示数据。
宽度表示数据范围的间隔,高度表示在给定间隔内的数据的数目,变化的高度表示数据分布的情况。
通过对数据分布形态与公差的相对位置的研究,可以掌握过程的波动情况。
4.直方图的作图步骤
通过一个具体例子来说明。
已知AAA 电池直径标准为10.00~10.35mm ,为调查直径的分布情况,从封口工序中取100支电池,测试尺寸为10+x(mm)的x 值如下表所示。
直方图的作图步骤如下:
第一步,收集数据,数据个数一般为50个以上,最少不得不于30个。
第二步,求极差R=x max -x min (最大-最小)。
[本例R=29-0=29 (1/100mm)] 第三步,确定分组的组数和组距。
可参考下表。
123456789101112131415161718192012319261120111716141519222071015147918216171417172420162715142114201615981614314179132021814179806910141613191842016111916271622161719911131913851413527
17
14
17
16
5
17
13
20
8
2731220132516132910
样本观测值
时间
分组时,若组Array数取得太多,每组内出现的数据个数很少,甚至为零,作出的
直
方图过于分散或呈现锯齿状;若组数取得很少,则数据会集中在少数组中,而掩盖了数据的差异。
所以分组组数取得太多或太少都不合适。
分组数K确定后,组距h也就确定了h=R/K=( x max-x min)/K (本例取K=10,h=29/10=3)。
第四步,确定各组界限。
第一组的上下界限为x min,第一组的上限就是±(h/2),第二组的上限为第二组下限加上h,其它以此类推。
本例中,第一组起上界限为-1.5~1.5;
第二组为1.5~4.5;
第三组为4.5~7.5;。
第四步,制作频数分布表。
各组频数填好后检查一下其总数是否与数据总数相符,避免重复或遗漏。
第五步,画直方图。
以横坐标表示质量特性,纵坐标为频数,在横轴上标明各组距为底,频数为高,画出一系列的直方柱,就成了直方图。
第六步,在直方图的空白区域,记上有关数据的资料,如收集的时间、数据个数、平均值、标准差等。
5. 直方图的使用
5.1直方图的常见类型
1. 标准型(对称型):数据的平均值与最小值和最小值的中间值相同或接近,
平均值附近的数据的频数最多,频数在中间值向两边缓慢下降,以平均
值左右对称。
这种形状也是最常见的。
2.锯齿型:作频数分布时,如分组过多,会出现此种形状。
另外,当测量
方法有问题或读错测量数据时,也会出现这种形状。
3.偏峰型:数据的平均值位于中间值左侧(或右侧),从左至右(或从右至
左),数据分布的频数增加后突然减少,形状不对称。
当下限(或上限)受到公差等因素限制时,由于心理因素,往往会出现这种形状。
4.陡壁型:平均值远左离(或右离)直方图的中间值,频数自左至右减少
(或增加),直方图不对称。
当工序能力不足,为找出符合要求的产品经
过全数检查,或过程中存在自动反馈调整时,常出现这种形状。
5.平顶型:当几种平均值不同的分布混在一起,或过程中某种要素缓慢劣
化时,常出现这种形状。
6.双峰型:靠近直方图中间值的频数较少,两侧各有一个“峰”。
当有两种
不同的平均值相差大的分布混在一起时,常出现这种形状。
7.孤岛型:在标准型的直方图的一侧有一个“小岛”。
出现这种情况是夹杂
了其他分布的少量的数据,比如工序异常、测量错误或混有另一分布的
少量数据。
JT/C-8.1.1J-003
5.2直方图与公差限的比较
加工零件时,有尺寸公差的规定,将公差限用两条线在直方图上表示出来,
并与直方图的分布进行比较典型有五种情况如图表示。
(1)当直主图符合公差要求时;
(a)现在的状况不需要调整,因为直方图充分满足公差要求。
(b)直方图能满足公差要求,但不充分。
在这种情况下,应考虑减少波动。
(2)当直主图不满足公差要求时;
(a)必须采取措施,使平均值接近规格的中间值。
(b)要求采取措施,以减少偏差(波动)。
(c)要求同时采取(c)(d)的措施,既要使平均值接近规格的中间值,又要减少波动。