飞剪机
飞剪

飞剪[1]横向剪切运行中的轧件的剪切机叫做飞剪,是一种能快速切断铁板、钢管、纸卷的加工设备,是冶金轧钢行业、高速线材及螺纹钢定尺剪断机,是现代轧制棒材剪断中的产品,具有耗电少、投资成本低的特点。
线材生产线上的飞剪主要用途:飞剪常用于轧钢,造纸等生产线上。
原理:飞剪安装在轧制作业线上用来横向剪切轧件的头、尾或将其剪切成定尺长度,在轧件运动过程中,由剪刃相对运动而将轧件切断。
在连轧钢坯车间或小型型钢车间里,它安放在轧制线的后部,将轧件切成定尺或仅切头切尾。
在冷、热带钢车间的横剪机组、重剪机组、镀锌机组和镀锡机组里都配置有各种不同类型的飞剪,将带钢剪成定尺或裁成规定重量的钢卷。
广泛采用飞剪有利于使轧钢生产迅速向高速化、连续化方向发展。
因此,它是轧钢生产发展的重要环节之一。
定尺飞剪应该保证良好的剪切质量——定尺精确、切面整齐和较宽的定尺调节范围,同时还要有一定的剪切速度。
为了满足上述要求,飞剪的结构和性能,在剪切过程中必须满足下列要求:1.剪刃的水平速度应该等于或稍大于轧件的运动速度;2.两个剪刃应具有最佳的剪刃间隙;3.剪切过程中,剪刃最好作平面平移运动,即剪刃垂直于轧件的表面;4.飞剪要按照一定的工作制度来工作,以保证定尺长度;5.飞剪的运动构件的加速度和质量应力求最小,以减小惯性力和动负荷。
飞剪的类型很多,主要有圆盘式飞剪、双滚筒式飞剪、曲柄连杆式飞剪等。
编辑本段飞剪安全技术操作规程1. 启动3#飞剪前,操作人员必须观察飞剪周围的作业人员,确认无误方可开车。
2、飞剪进行检修或更换剪刃时,飞剪操作台必须断电,方可进行作业。
3、飞剪发生拱钢、卡钢时要立即紧急停车。
4、飞剪正常作业中,操纵工应随时注意观察飞剪周围,严禁人员通过。
CH9飞剪机

3.曲柄偏心式飞剪机 这类飞剪机的刀片作平移运动,其结构简图如图9-5所示。双 臂曲柄轴9(BCD)铰接在偏心轴12的镗孔中,并有一定的偏心距e. 双臂曲柄轴还通过连杆6(AB)与导架10相铰接。当导架旋转时, 双臂曲柄轴以相同的角速度随之一起旋转。刀片15固定在刀架8 上,刀架的另一端与摆杆7铰接,摆杆则铰接在机架上。通过双 臂曲柄轴、刀架和摆杆可使刀片在剪切区作近似于平移的运动, 以获得平整的剪切断面。 通过改变偏心轴与双臂曲柄轴(也可以说是导架)的角速度 比值,可改变以调整轧件的定尺长度。这类飞剪机装设在连续钢 坯轧机后面,用来剪切方钢坯。
21
剪切长度调整 第二节 剪切长度调整
根据工艺要求,飞剪要能剪切多种定尺长度,因此,要求飞剪的剪 切长度能够调节。 通常用专门的送料辊1(见图9-8)或最后一架轧机的轧辊将轧件 送往飞剪机2进行剪切。如果轧件运动速度 v 0 为常数,而飞剪每隔 t 秒剪切一次轧件,则被剪下的长度 L 为
L = v 0t = f (t )
9 −1
即被剪下轧件的长度等于相邻两次剪切间隔时间内轧件所走过 的距离。当为常数时,剪切长度与相邻两次剪切间隔时间成函数关系。 上式为飞剪机调节长度的基本方程。可以看出,只要改变相邻两次剪 切间隔时间 t 便可得到不同的剪切长度。对于不同工作制度的飞剪, 改变的方法亦不同。 飞剪有启动工作制和连续工作制两种。 飞剪有启动工作制和连续工作制两种。
5
6
2、曲柄回转杠杆式飞剪机 为了使剪切面平直(尤其是剪切较厚板材时),在剪切过程中, 剪刃彼此接近时,应保持互相平行并与运动的带村表面垂直。这时 两个剪刃可以倾斜放置,成为斜刃剪型式,这样可以保证必要的重 叠量,提高剪切断面质量,同时也可以降低剪切力。曲柄连杆式飞 剪机就能满足这些条件,它的两个剪刃能够完成复杂的椭圆形运动 轨迹。而在剪切区内,剪刃运动的轨迹几乎与带村的水平运动一致。 这里剪刃作平移运动,沿垂直面相互接近,实现剪切。 曲柄连杆式飞剪机可装在连续式热轧带钢精轧机组前作切头用, 采用启动工作制;也可装在板带材横切机组里作切定尺用,这里飞 剪采用连续工作制,有较大的定尺范围,所以除要求有剪切机构外, 还有空切机构和匀速机构。由于采用了匀速机构,剪刃在一周内作 不等速运动,使在剪切时,剪刃的速度等于或稍大于轧件的运动速 度。我国某厂的曲柄连杆式飞剪机,最大剪切力为1000kN,剪切带 材厚度为2~8mm,宽度600~1500mm,长度2~8m,剪刃斜度为 1:140。 7
大棒生产线飞剪机简介
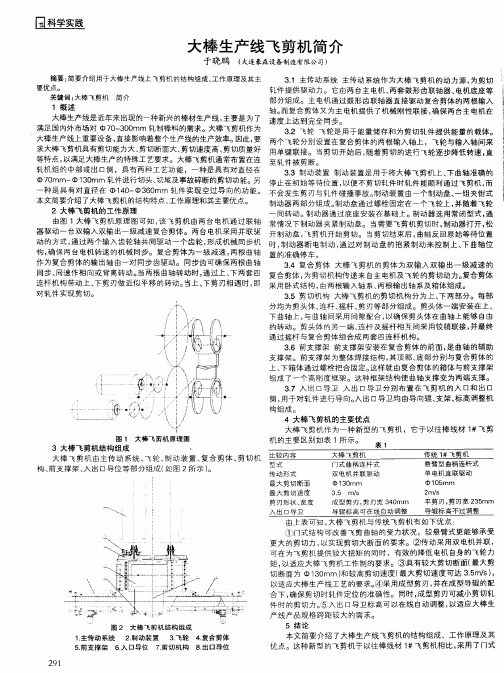
2 大棒 飞 剪 机 的 工 作原 理
分均 为剪头体、 连杆 、 摇杆、 刃等部分组成 。剪头体一端安装在上、 剪 下 曲轴 上 , 曲轴 间采 用 间 隙 配合 , 与 以确 保 剪 头 体在 曲轴 上 能够 自由 的 转动 。剪 头体 的 另 一端 、 杆 及 摇 杆 相 互 间采 用 铰 销 联 接 , 连 并最 终 通 过摇 杆 与 复 合 剪体 组 合 成 两 套 四连 杆 机 构 。 36 前支撑架 前支撑架安装在复合剪体 的前面, 曲轴 的辅助 . 是 支 撑架 。前 支 撑 架 为 整体 焊 接 结 构 , 顶部 、 部 分 别与 复 合 剪体 的 其 底 上 、 箱体 通过 螺栓 把 合 固定 。 样就 由复 合 剪 体 的 箱体 与前 支 撑 架 下 这 组 成 了一 个 高 刚 度 框 架 。这 种 框 架 结 构使 曲轴 支 撑 变 为两 端 支 撑 。 37 入 出 口导卫 入 出 口导 卫 分 别 布 置 在 飞 剪 机 的入 口和 出 口 _ 侧 , 于 对 轧 件 进行 导 向。 出 口导 卫 均 由 导 向辊 、 架 、 高 调 整 机 用 入 支 标
大棒 生产 线飞剪机简介
于晓鹏 ( 大连豪森 设备制 造有限 公司)
摘 要: 简要介绍用于大棒 生产线上飞剪机的结构组成 、 工作原理及其主 31 主 传 动 系 统 主传 动 系统 作 为 大 棒 飞 剪 机 的 动 力 源 , 剪切 . 为 要优 点。 轧 件 提供 驱 动 力 。 它 由两 台主 电机 、 套 鼓 形齿 联 轴 器 、 两 电机 底座 等 关键词 : 大棒飞剪机 简介 部 分 组成 。 主 电机 通 过鼓 形 齿 联 轴 器 直接 驱 动 复 合 剪体 的两 根输 入
轴。 而复合剪体 又为主 电机提供 了机械刚性联接, 保两 台主 电机在 确 大棒生产线是近年来出现的一种新兴的棒材生产线 , 主要是 为了 速度 上 达 到 完 全 同 步 。 ‘ 满足 国内外市场对 7 ~ 0 mm 轧制棒料的需求。大棒 飞剪机作为 030 32飞轮 飞轮是用于能量储存和为剪切轧件提供 能量 的载体。 - 大棒生产线上重要设备 , 直接影响着整个生产线的生产效率。 因此 , 要 两 个 飞轮 分 别 设 置 在 复合 剪 体 的 两 根输 入 轴 上 ,飞 轮与 输 入轴 间采 求大棒飞剪机具有剪切能力大、 剪切断面大、 剪切速度高、 剪切质量好 用 单键 联 接 。 当剪切 开 始 后 , 随着 剪 切 的 进 行 飞轮 逐 步 降低 转速 , 直 等特 点 , 以满 足大 棒生 产 的特 殊 工 艺要 求 。 大棒 飞 剪机 通 常 布置 在 连 至 轧件 被 剪 断 。 轧机组 的中部或出 口侧 ,具有两种工艺功 能,一种是具有对直径在 33 制 动 装置 制动 装置 是 用 于 将 大 棒 飞 剪机 上 、 曲轴 准 确 的 . 下 7 mm一 1 0 0 mm 轧件进行切头、 3 切尾及事故碎断的剪切功能。另 停 止在 初 始 等 待 位 置 , 便 不剪 切 轧 件 时轧 件 能 顺 利 通 过 飞剪 机 , 以 而 种 是具 有对 直 径 在 1 0 4 一中3 O 6 mm 轧 件 实 现 空 过 导 向 的功 能。 不会 发 生 剪 刃 与 轧件 碰 撞 事 故 。 动 装 置 由 一个 制 动 盘 、 制 一组 夹钳 式 本文简要介绍 了大棒飞剪机的结构特点 、 工作原理和其主要优点。 制动 器 两 部 分 组成 。 动 盘通 过 螺 栓 固 定在 一个 飞轮 上 , 随着 飞 轮 制 并
旋转式飞剪机剪切精度的调整及讨论

v n 、 , 的切换控 制, 由数 控系统 自动完成 , 本 系统以 同步 点B 作 为
3 、 飞剪的工作制度 : 见 图2 。
一
j
这台飞 剪采用起制动 工作制 , 每转 圈剪切 一 次 带材 。 根 据定 尺 的长 短
控制 系统参 考原点, 即作为数控 系统 的置数 点。 2 . 数控 系统介 绍:
精品文档可编辑值得下载旋转式飞剪机剪切精度的调整及讨论一前言旋转式飞剪机是板材横切生产线中一项新的技术由于它具有结构简单剪切范围广剪切精度高机组不停车时可改变定尺生产效率高等优点所以在我国得到很快的发展和应用
科 专论
旋转式飞剪机剪切精度的调整及讨论
王晓全 中铝西北铝加工分公司压延厂
点停止。 在整个过 程中是 靠 电气系统 控制 电机的速 度来完成 。 前 言 旋转 式飞剪机 是板材 横切 生产 线中一项 新的 技术 , 由于 它具 有结 四. 电气 控制 系统
图1剪切 过程示意 图
I : 切断位 置A 需要 到达B 点在此 过程 中, 测 量辊 在带材表 面做接 触 传动 以测定 剪切长 度 ( 这 时, 上下 剪刃分别 处于各 自 的停 车位 置, 待
机而 动) 。 Ⅱ: 切断位 置A 接近 B 点, 上下剪刃开始 向B 点运 动。 Ⅲ: 切 断位 置A 到达 B 点, 剪 刃切断带材。
测 速发 电机 F G; 飞 剪位 置反馈量 脉冲发生 器PG ; 测量 辊脉 冲发 生器。 PG ; 剪切 长度设定L 组成。 2 . 工作原 理 : 飞剪机工作时 由直流 电动 机拖动 , 送料辊 夹送带材 向前运动 , 运动 的带材借 助于 带材的摩 擦带 动测 量辊 转动 。 由于测量 辊驱动 的光 电脉
大棒材生产线飞剪机

作 者 简 介 :秦 旭 日( 9 1 男 ,大 连 重 工 ・ 重 集 团有 限 公 司 17 一) 起
工程师。
( H ・ C G o pC . t. a a 1 0 3 hn ) D I D W ru o ,Ld ,D l n l 6 1 ,C ia i
Abs r t: Th a rd c ie h pea in p i cpl sr curlf r to nd t p ia in o e tc o— tac e p pe esrb st e o rto rn i e, tu t a o mai n a hea plc to fn w e hn l o y frfyn h a s d i i a r du t n ln g o ig s e r u e n bg b r p o ci ie. Ths h a i l e n s a ty t p r me n wih l o i s e rng n a hie i a g n r y e fa d o e t
・
4 ・ 6
重 型 机 械
2 1 o 0 1N ・
大 棒 材 生 产 线 飞 剪 机
秦旭 日,赵恒 亮
( 连 重 工 ・ 重 集 团 有 限公 司 ,辽 宁 大 起 大连 161) 10 3
摘
要 :介绍用于大棒材生产线上飞剪 机的工作原理 、结构组成及其新技术 的应 用。该剪切机 采
两根 曲轴作 为复合 剪体 的输 出轴 由一 对等 比同步 齿驱动 。同步齿 可确 保 两 根 曲轴 同步 、同速作 相
向或相背转 动。当两根 曲轴转动时 ,通过上 、下两
套四连杆机构带动上 、下剪刃沿近 似椭 圆状轨迹转 动。当上 、下剪刃相遇 时,即对轧件实现剪切。
飞剪机设计--课程设计
机械原理课程设计说明书设计题目:飞剪机设计学院名称:专业:班级:姓名:学号指导教师:12010年9月8日11设计任务........................... ........ 2..1.1设计题目............................... . (2)1.2工作原理及工艺动作过程................. . (2)1.3原始数据及设计要求..................... (2)1.4设计任务............................... . (2)2系统传动方案设计................... ........ 3.2.1原动机类型的选择...................... .. (3)2.2主传动机构的选择....................... .. (3)3执行机构运动方案的比较与选择 ....... .. (5)3.1执仃机构方案的比较.................... (6)3.2执仃机构方案的确疋..................... . (7)4系统总体运动方案的比较分析确定(绘制系统机构运动简图) (8)4.2系统总体运动方案的确定 (8)5拟定工作循环图.................... .. (9)5.1飞剪机构运动循环图(同心式)•• (9)5.2飞剪机机构运传送动循环图(直线式) (9)6机构设计及尺寸计算................. ...... 1.06.1传送系统的齿轮设定.....................106.2传送带设疋............................ .10 7设计心得与体会..................... ...... 1.1参考文献. (12)1设计任务1.1设计题目飞剪机1.2工作原理及工艺动作过程能够横向剪切运行中的扎件,在连续扎制线上能剪切扎件的头,尾或将扎件切成规定尺寸。
倍尺飞剪机使用维护规程

倍尺飞剪机设备使用维护规程
一、技术参数:
1、主电机型号:ZFQZ-315-42 N=418kw n=600/1200rpm
2、最大剪切断面:2880mm2
3、剪切温度:≥850℃
4、剪切精度:≦5‰轧件速度(±60mm)剪刃宽度:200mm
剪刃重合度:2-4mm 剪刃侧隙:0.2-0.5mm
5、剪切速度: 2-14m/s
6、减速机构速比:1.26
7、鼓形齿联轴器型号:GCLD-10 Y130X250/Y150X243
二、操作步骤:
1、操作顺序
1)首先检查润滑是否良好。
2)油压正常后启动剪机,手动全行程运行两次后复位,切换至自动位置。
2、发现下列情况之一者必须停机处理
1)剪机剪不断钢时。
2)油温超过60℃或油压过低时。
3)剪机及电机运转有异音噪音过大时。
三、使用过程中的检查:
1、检查路线:电动机—联轴器—剪机机体—刀头
2
七、安全注意事项:
1、剪切温度不能小于850℃。
2、设备未停稳前不得清扫。
3、设备运行期间不得靠近设备。
4、检查机体防护罩是否完好。
飞剪设备使用、维护说明书
目录一、技术参数 (1)1. 工艺描述 (1)2. 主要技术参数 (1)二、起吊、运输、安装 (2)三、工作环境 (3)四、润滑 (3)五、运行 (4)1. 运行前检查 (4)2. 启动 (4)3. 运行 (5)六、安全 (11)七、维护保养 (11)八、故障处理 (12)一、技术参数1. 工艺描述小棒飞剪:面对剪刃侧,走钢线为从左至右。
高线飞剪:面对剪刃侧,走钢线为从右至左。
功能:在正常工作时,飞剪用于对轧件进行切头,确保轧件无端部变形、黑头或开裂,有利于轧件进入下游轧机组;在发生事故时对轧件进行碎断以缩短事故处理时间。
形式:小棒粗轧飞剪启停式曲柄飞剪小棒一中轧飞剪启停式曲柄飞剪小棒二中轧飞剪启停式回转剪小棒精轧后飞剪启停式曲柄-回转组合剪小棒碎断剪连续式回转剪高线粗轧飞剪启停式曲柄飞剪高线中轧飞剪启停式回转剪2. 主要技术参数剪切断面(mm)剪切速度(m/s)电机功率(kW)电机转速(r/min)小棒粗轧Φ102~Φ1150.38~1.0425743小棒一中轧Φ53~Φ82 1.1~3.3600745小棒二中轧Φ30~Φ44 3.42~9.0425743小棒精轧后Φ19.6~Φ78 1.35~15.4600745小棒碎断剪Φ19.6~Φ41 5.3~15.4901450高线粗轧Φ72~Φ77.30.45~1.6425743高线中轧Φ32.5~Φ34.6 2.48~8.0425743二、起吊、运输、安装在起吊、运输、安装过程中应遵循如下注意事项:1) 起吊整个机列时,应使用底座上的吊耳。
注意: 钢丝绳钢链条与底座接触部分应垫橡胶皮等物加以保护。
2) 飞剪机列运输、存放时应放在木块上或平滑干燥的基础之上,请勿直接放在水泥地面上。
3) 请勿推、拉飞剪机列,以免损伤接触底面。
4) 飞剪机列到货后如半年之内不安装,要对外露的加工面重涂防锈油,谨防锈蚀。
5) 飞剪机列安放在安装基础上之后,需用水平仪找正,其水平度不得低于0.1/1000。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
图1-3
1.2
据不完全统计,现在各类线材轧机已超过260套。轧机种类有摩根、德马赫、阿希洛、丹尼利、波米尼-法列尔和台尔曼系类等。在这些系类中摩根型45°高速无扭线材轧机居首位。约占总数的70.83﹪;其次是德马赫型轧机。摩根型45°高速无扭线材轧已经设计制造183台,199条轧制线。其中美国摩根制造公司46台,占25.14﹪;西德施劳曼西马赫股份公司70台,占38.25﹪;英国戴维劳威公司34台,占18.98﹪;日本住友金属工业公司33台,占18.03。现在摩根公司已经将高速线材轧机设备的设计制造专利权转让给西马赫股份公司、戴维劳威公司和住友金属制造公司。这三个公司和摩根公司一样都有设计、制造出售高速线材轧机的专利。
设计的主要任务是:确定适合的设计方案;选择符合给定设计参数的电动机和主要的零部件,包括轴、齿轮、刀架等。最后对机器的安装、润滑与维护做了简单的介绍。目的是设计出符合设计要求的飞剪机。
关键词:飞剪机;电动机;减速器;润滑。
1145 high-wire flying shear design
Abstract
(附:半连续式轧机机座的布置形式图1-2)
图1-2
1.1.3连续式线材轧制
连续式线材轧制是同时几架或机组在全部轧机上轧制,金属秒流量相等,实现了连续轧制。
这种轧制方式与横列式有两点不同:一是,避免了不能调节的活套。实现了连续轧制关系,从根本上解决了长活套轧制时大量散热问题。二是,设备十分紧凑,保证了轧机在轧制过程中各道次的轧制温度近似相等,且减少了设备占地空间。
(3)飞剪机
飞剪机是是我这次设计的课题。其主要的任务剪刃在剪切轧件时要随轧件一起运动。即剪刃应该同时完成剪切和移动的两个运动。根据产品品种的不同和客户的要求在同一飞剪机上应该剪切出多种规格的定尺长度。
(4)吐丝机
吐丝机(如图1-6) 主要作用是将高速的直线运动的成品线材转变成预定直径的连续线圈。由于有高速旋转的部件, 摩根公司委托最著名的IRD 公司对吐丝锥进行严格的动平衡实验,而且随机配有振动监测装置, 吐丝机振动位移超过0.1mm 就报警。入口导管包有水冷套, 减少热量在主轴入口侧轴承处积累。而且由水雾装置对吐线锥进行冷却, 吐丝机有一定的倾斜度。吐丝管的夹子则采用了摩根公司最新设计,只有定位夹是夹紧的, 其余的夹子都有很大的间障, 主要目的是使吐丝管受热变形均匀, 吐线机配有底倾板和侧倾板, 可以根据吐丝情况进行调整。吐丝机可对头部进行定位, 也可以尾部加速
线材轧制线的核心设备是45°无扭轧制的摩根型精轧机组和斯太尔摩散卷控制冷却线。新型高速无扭精轧机组的出现,在线材精轧机组设计和制造方面,引起了重大的变革,是线材轧机发展史上的一次重大突破。它集中了线材轧制和设计的新成就,高速线材轧制,是指轧制速度超过50米∕秒和年生产能力30万吨以上的线材轧制厂。
据统计,在欧洲共同体范围内,至1979年底由西德制造的设备共有60套线材轧机和70多套可以生产小型型材的型材轧机。在运行的全部轧机中,历年建设的比例:1960年占17﹪,1960-1970占46﹪,1970以后占37﹪。现在高速线材轧机设计和制造及其发展速度进入到一个全新的时代。
Design of the main tasks are to determine a suitable design Chosen for a given design parameters of the motor and the main components, including shafts, gears, knife, etc. Finally, the machine's installation, lubrication and maintenance made a brief introduction. Purpose is to design a line with the design requirements of flying shear.
图1-5
(2)平-立交替的粗中轧机组
高速线材粗中轧机共有14 架轧机采用平立交替型式, 由电机通过齿轮箱, 万向接轴单独传动, 实现无扭轧制。且立式轧机在国内独树一帜, 采用下传动型式, 布局合理美观, 粗、中轧机均为闭式机架, 设计紧凑, 带有蜗轮蜗杆传动的桥式压下装置、液压横移机构、轧辊液压平衡装置、液压柱塞夹紧装置和轧辊轴向调整装置。轴向调整装置是通过手动调节上轧辊顶部轴承座上所附的调整螺杆机构来进行。下轧辊由轧机工作端轴承座上的夹板来保持在固定的轴向位置, 该装置使孔型和轧槽的调整对中便捷、准确。齿轮箱为联合齿轮箱, 减速和扭矩分配于一体。此外立式轧机的升降由电动螺旋机构带动, 还设有保护传动装置的防水罩。轧机可以实行级连速度控制, 同时也可以进行单机调整, 级连调速是采取逆调的方式。
Flying Shear is used to cut horizontal movement rolling。He can be installed in continuous rolling mill line of action。With the development of continuous rolling mill, shearing machine to fly more and more widely used。Many types of flying shear, I design the form by connecting rod。Transmission use of a single motor drive,Body comes with a reducer. Through the crank shaft, blade knife, and the pendulum could shift in the shear zone as similar to the movement to get the flat cut section.
下面以包钢高速线材厂为例介绍生产车间的工艺流程及其车间的主要设备
包钢线材厂的工艺流程见图1-4。主要特点:轧制速度特别是精轧速度特别高,最大轧制速度达到120m/s,且是单线轧制。其结构的最大特点是大重量悬臂轴, 在悬臂轴的端部有一直径约为1m的吐丝盘, 有较大的悬壁重量。其运行的最大特点是高速运转及不同时刻有同的速度。吐丝盘最大直径处的线速度达132m/s。这样大的悬臂重量及这样高的转速均要求吐丝机有很高的运行稳定性。
图1-4
1.3.3高速线材车间的主要设备
世界先进水平的高速线材轧机由美国摩根公司技术总负责,引进了摩根成套关键设备, 包括预精轧机组、精轧机组、夹送辊和吐丝机等, 以及专利和工艺技术; 加热炉引进了美国戴维公司软件技术和部分硬件技术; 整个工程的电气控制系统是从瑞典ABB 公司引进。这套轧机年设计能力为38万t, 设计最高速度为132m/s, 保证速度为105m/s, 主要生产直径为515~ 20mm 光面盘条和直径6~ 16mm 螺纹盘线。(以包钢线材厂为例)
六十年代,摩根型精轧机组的轧制速度从35米/秒提高到50米/秒,继第一代问世,到七十年代末到八十年代初,又出现了四代新型轧机。
当代高速线材轧机的发展正朝着单线、连续、高速、无扭、微张力、组合结构、机械化和自动控制的方向发展。市场对线材的产量、盘中、精度和性能方面不断提出新的要求,促使线材轧机新技术的不断的应用。
Key words: Flying sheer; Electric motor; Reducer; Lubricating.
第一章
1.1
线材按其断面形状属型钢,实际上已成独立钢类。直径4~5mm的热轧圆钢和10mm以下的螺纹钢,通称线材。线材大多用卷材机卷成盘卷供应,故又称为盘条或盘圆。线材应用范围及用量很大,是钢材主要产品之一。由于线材的尺寸精度和机械性能要求高,而且轧制速度十分快,所以其生产工艺和设备相当复杂。下面介绍几种线材的生产方式及特点。
高速线材轧制产品的特点:重度大、精度高、质量好。我们所关注的高速轧机的特点是:高速、单线、无扭、微张力、组合结构、碳化钨辊和自动线。当前轧机分为:三辊式45°、15°、75°,平立辊交替式,二辊式四种;按轧制辊大小划分,可以分大辊径和小辊径两种。按扎机的支撑情况可以分,双支点和悬臂式。
1.3.2高速线材生产的工艺流程
1.1.1横列式线材轧机
横列式线材轧机是最古老、最落后的一种线材轧机,起初是单列式。后来经过改造成多系列。每一系列有一个电机作动力源进行传动。同时各机架转速相同,各机架用人工或盘送钢进行活套轧制。
由于线材细而长,老式横列式线材轧机速度低,且活套不能控制,所以越接近成品轧机体积越大,长度越长,因而造成热量散失快。温度严重降低,一直超过允许温度下线而造成废品。另外,由于温度过高而又不能提高生产率,致使这种生产方式必须被改进。
1.3
1.3.1
高速线材指高速轧机生产的线材。主要品种有碳素钢、焊条钢,低合金钢、弹簧钢等,用于建筑、预应力钢丝、钢丝绳、焊条等。不同材料的线材性能也不一样。目前,我国已成为世界上拥有高速线材生产线最多、产量最大的国家,2003年全国线材总产量4007万t,其中高速线材2704.75万t,占67.5%;2004年线材总产量4940.98万t,其中高速线材预计将占75%左右。高速线材轧机,一般是指最大轧制速度高于40米/秒的轧机。20世纪60年代中期出现了45°和Y型高速无扭轧机,最高轧速可达50~70m/s。线材盘重达1500~2000kg,四线轧制时的年产量可达60~80万吨。
(1)加热炉
引进的美国戴维公司线材加热炉为上下供热的步进梁式加热炉, 采取三段供热方式。加热炉采用双层框架、双轮斜轨式步进结构, 分别设有提升定心机构(如图1-5)。提升框架与水平运动框架分别由液压缸驱动, 采用了机械式运行过程中刮渣以及自动排放干渣的水封槽清渣机构。升降液压缸和平移液压缸的运行由缸内配置的位移传感器进行位置检测, 加热炉内装料辊道和出料辊道分别由9 根和11 根单独的辊子组成, 在装料辊道轴上设有制动器, 以防止弯曲的钢坯在正确定位以后发生移动, 装料辊道中的中间辊子装置上设置了一个编码器, 用于钢坯在炉内定位。加热炉自动化程度高, 装有微机操作系统和计算机监控系统。