飞剪机
CH9飞剪机

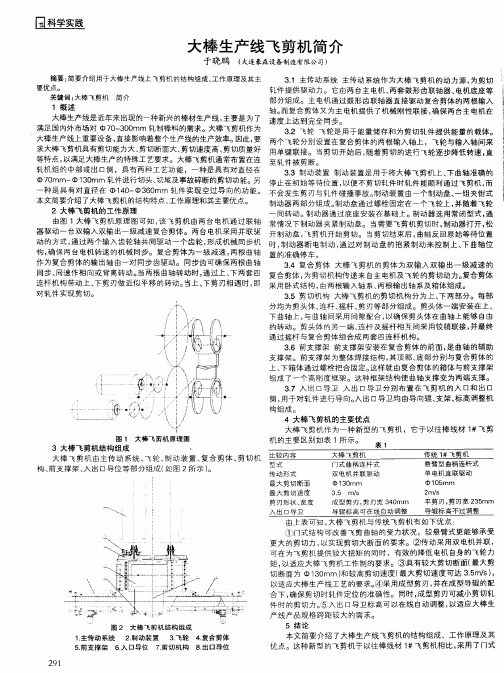
3.曲柄偏心式飞剪机 这类飞剪机的刀片作平移运动,其结构简图如图9-5所示。双 臂曲柄轴9(BCD)铰接在偏心轴12的镗孔中,并有一定的偏心距e. 双臂曲柄轴还通过连杆6(AB)与导架10相铰接。当导架旋转时, 双臂曲柄轴以相同的角速度随之一起旋转。刀片15固定在刀架8 上,刀架的另一端与摆杆7铰接,摆杆则铰接在机架上。通过双 臂曲柄轴、刀架和摆杆可使刀片在剪切区作近似于平移的运动, 以获得平整的剪切断面。 通过改变偏心轴与双臂曲柄轴(也可以说是导架)的角速度 比值,可改变以调整轧件的定尺长度。这类飞剪机装设在连续钢 坯轧机后面,用来剪切方钢坯。
21
剪切长度调整 第二节 剪切长度调整
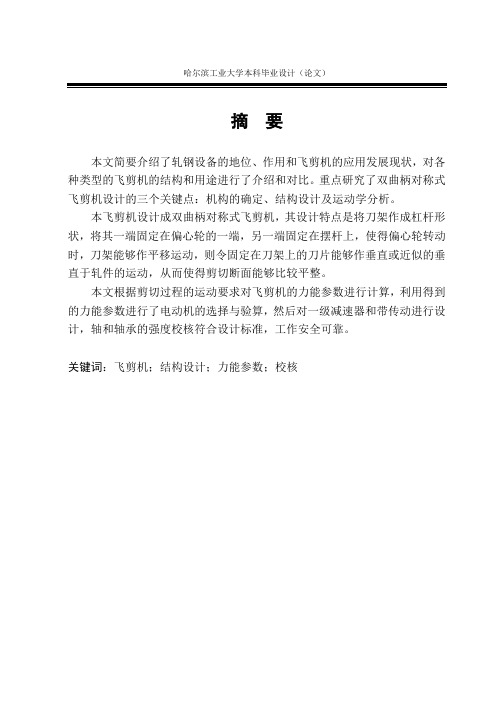
根据工艺要求,飞剪要能剪切多种定尺长度,因此,要求飞剪的剪 切长度能够调节。 通常用专门的送料辊1(见图9-8)或最后一架轧机的轧辊将轧件 送往飞剪机2进行剪切。如果轧件运动速度 v 0 为常数,而飞剪每隔 t 秒剪切一次轧件,则被剪下的长度 L 为
L = v 0t = f (t )
9 −1
即被剪下轧件的长度等于相邻两次剪切间隔时间内轧件所走过 的距离。当为常数时,剪切长度与相邻两次剪切间隔时间成函数关系。 上式为飞剪机调节长度的基本方程。可以看出,只要改变相邻两次剪 切间隔时间 t 便可得到不同的剪切长度。对于不同工作制度的飞剪, 改变的方法亦不同。 飞剪有启动工作制和连续工作制两种。 飞剪有启动工作制和连续工作制两种。
5
6
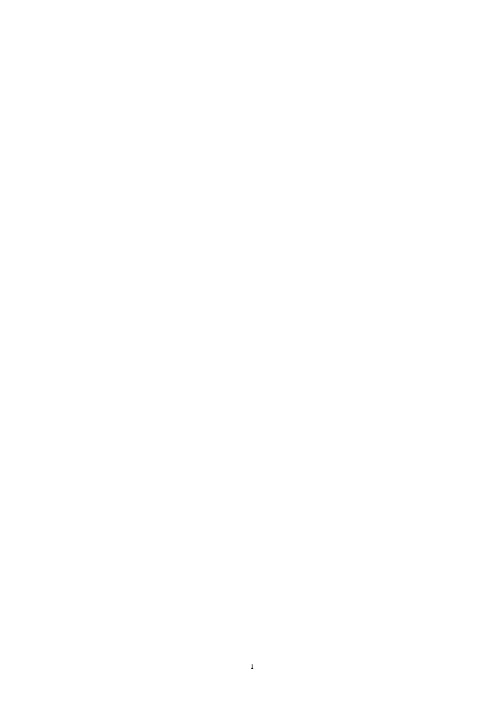
2、曲柄回转杠杆式飞剪机 为了使剪切面平直(尤其是剪切较厚板材时),在剪切过程中, 剪刃彼此接近时,应保持互相平行并与运动的带村表面垂直。这时 两个剪刃可以倾斜放置,成为斜刃剪型式,这样可以保证必要的重 叠量,提高剪切断面质量,同时也可以降低剪切力。曲柄连杆式飞 剪机就能满足这些条件,它的两个剪刃能够完成复杂的椭圆形运动 轨迹。而在剪切区内,剪刃运动的轨迹几乎与带村的水平运动一致。 这里剪刃作平移运动,沿垂直面相互接近,实现剪切。 曲柄连杆式飞剪机可装在连续式热轧带钢精轧机组前作切头用, 采用启动工作制;也可装在板带材横切机组里作切定尺用,这里飞 剪采用连续工作制,有较大的定尺范围,所以除要求有剪切机构外, 还有空切机构和匀速机构。由于采用了匀速机构,剪刃在一周内作 不等速运动,使在剪切时,剪刃的速度等于或稍大于轧件的运动速 度。我国某厂的曲柄连杆式飞剪机,最大剪切力为1000kN,剪切带 材厚度为2~8mm,宽度600~1500mm,长度2~8m,剪刃斜度为 1:140。 7
280T摆式飞剪设计

第1章飞剪机的发展1.1 国内外飞剪机的发展状况众所周知,飞剪机是中小型轧钢和连铸生产线上不可缺少的关键设备之一,也是机电气液一体化配套技术难度较高的设备。
飞剪机的合理选型、运行速度、剪切精度、自动化程度、操作维护及设备寿命等均直接影响着轧材成品的产量大小,成材率和定尺率的高低,也就是说直接影响着轧钢厂的生产效率和经济效益。
1.1.1 国外飞剪机的发展情况目前国外多采用两种比较先进的飞剪机型,一是采用离合器制动器,我们称作“连续——起停”制飞剪,另一种是电机直接起停制飞剪,两种飞剪各有其优点亦有其不足之处。
随着科学技术的不断发展,电控元器件水平的提高。
起停制飞剪将逐步代表着飞剪机的发展趋势。
连续——起停制飞剪机,整机分为传动装置和剪切装置两大部分。
传动装置部分是由直流电机带动,配置有飞轮连续高速运转;而剪切装置一般情况下是静止不转的。
两部分之间由一对快速响应的离合器制动器相连接和控制。
当需要剪切时,则制动器打开,离合器合上,传动装置通过离合器带动剪切装置运动并剪切;剪切完后离合器脱开制动器合上,将剪切装置制动停止到某一确定的待切位置上。
传动装置仍连续运转。
这种机型传动部分的转动惯量很大,剪切部分的转动惯量很小。
因此可以通过离合器制动器控制实现在小惯量下起动、制动,而在大惯量下进行剪切。
可以充分利用动力矩,提高速度,降低能耗。
起停制飞剪机,采用低惯量大扭矩直流电机,整机直接起动、剪切、制动,完成剪机的三个基本动作过程飞剪的传动部分和剪切部分做成一体,整个传动系统的转动惯量都很低,以便于实现整个传动系统频繁的起动制动。
这种飞剪一般处于静止状态,剪切时,电机直接拖动传动装置和剪切装置迅速起动剪切,而后立即制动.而且有些要求电机可反向爬行转动.将剪头准确地复位于某一待切位置因此,这种飞剪结构简单,维护保养方便,控制环节少,剪切精度较高。
连续——起停制飞剪与起停制飞剪相比较,前者适合高速频繁起动,后者结构简单,剪切精度高,并且在电控技术及元件过关的情况下,速度亦可达到或超过前者,因而更有发展前途。
大棒生产线飞剪机简介
2 大棒 飞 剪 机 的 工 作原 理
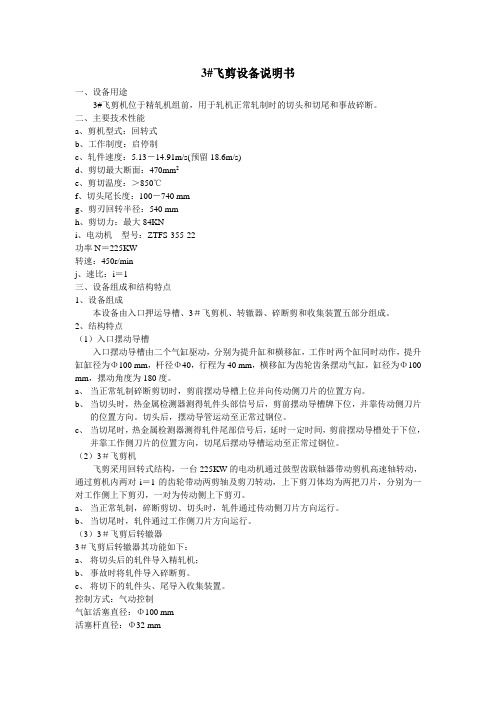
分均 为剪头体、 连杆 、 摇杆、 刃等部分组成 。剪头体一端安装在上、 剪 下 曲轴 上 , 曲轴 间采 用 间 隙 配合 , 与 以确 保 剪 头 体在 曲轴 上 能够 自由 的 转动 。剪 头体 的 另 一端 、 杆 及 摇 杆 相 互 间采 用 铰 销 联 接 , 连 并最 终 通 过摇 杆 与 复 合 剪体 组 合 成 两 套 四连 杆 机 构 。 36 前支撑架 前支撑架安装在复合剪体 的前面, 曲轴 的辅助 . 是 支 撑架 。前 支 撑 架 为 整体 焊 接 结 构 , 顶部 、 部 分 别与 复 合 剪体 的 其 底 上 、 箱体 通过 螺栓 把 合 固定 。 样就 由复 合 剪 体 的 箱体 与前 支 撑 架 下 这 组 成 了一 个 高 刚 度 框 架 。这 种 框 架 结 构使 曲轴 支 撑 变 为两 端 支 撑 。 37 入 出 口导卫 入 出 口导 卫 分 别 布 置 在 飞 剪 机 的入 口和 出 口 _ 侧 , 于 对 轧 件 进行 导 向。 出 口导 卫 均 由 导 向辊 、 架 、 高 调 整 机 用 入 支 标
大棒 生产 线飞剪机简介
于晓鹏 ( 大连豪森 设备制 造有限 公司)
摘 要: 简要介绍用于大棒 生产线上飞剪机的结构组成 、 工作原理及其主 31 主 传 动 系 统 主传 动 系统 作 为 大 棒 飞 剪 机 的 动 力 源 , 剪切 . 为 要优 点。 轧 件 提供 驱 动 力 。 它 由两 台主 电机 、 套 鼓 形齿 联 轴 器 、 两 电机 底座 等 关键词 : 大棒飞剪机 简介 部 分 组成 。 主 电机 通 过鼓 形 齿 联 轴 器 直接 驱 动 复 合 剪体 的两 根输 入
轴。 而复合剪体 又为主 电机提供 了机械刚性联接, 保两 台主 电机在 确 大棒生产线是近年来出现的一种新兴的棒材生产线 , 主要是 为了 速度 上 达 到 完 全 同 步 。 ‘ 满足 国内外市场对 7 ~ 0 mm 轧制棒料的需求。大棒 飞剪机作为 030 32飞轮 飞轮是用于能量储存和为剪切轧件提供 能量 的载体。 - 大棒生产线上重要设备 , 直接影响着整个生产线的生产效率。 因此 , 要 两 个 飞轮 分 别 设 置 在 复合 剪 体 的 两 根输 入 轴 上 ,飞 轮与 输 入轴 间采 求大棒飞剪机具有剪切能力大、 剪切断面大、 剪切速度高、 剪切质量好 用 单键 联 接 。 当剪切 开 始 后 , 随着 剪 切 的 进 行 飞轮 逐 步 降低 转速 , 直 等特 点 , 以满 足大 棒生 产 的特 殊 工 艺要 求 。 大棒 飞 剪机 通 常 布置 在 连 至 轧件 被 剪 断 。 轧机组 的中部或出 口侧 ,具有两种工艺功 能,一种是具有对直径在 33 制 动 装置 制动 装置 是 用 于 将 大 棒 飞 剪机 上 、 曲轴 准 确 的 . 下 7 mm一 1 0 0 mm 轧件进行切头、 3 切尾及事故碎断的剪切功能。另 停 止在 初 始 等 待 位 置 , 便 不剪 切 轧 件 时轧 件 能 顺 利 通 过 飞剪 机 , 以 而 种 是具 有对 直 径 在 1 0 4 一中3 O 6 mm 轧 件 实 现 空 过 导 向 的功 能。 不会 发 生 剪 刃 与 轧件 碰 撞 事 故 。 动 装 置 由 一个 制 动 盘 、 制 一组 夹钳 式 本文简要介绍 了大棒飞剪机的结构特点 、 工作原理和其主要优点。 制动 器 两 部 分 组成 。 动 盘通 过 螺 栓 固 定在 一个 飞轮 上 , 随着 飞 轮 制 并
(荐)飞剪机结构设计毕业论文
摘要本文简要介绍了轧钢设备的地位、作用和飞剪机的应用发展现状,对各种类型的飞剪机的结构和用途进行了介绍和对比。
重点研究了双曲柄对称式飞剪机设计的三个关键点:机构的确定、结构设计及运动学分析。
本飞剪机设计成双曲柄对称式飞剪机,其设计特点是将刀架作成杠杆形状,将其一端固定在偏心轮的一端,另一端固定在摆杆上,使得偏心轮转动时,刀架能够作平移运动,则令固定在刀架上的刀片能够作垂直或近似的垂直于轧件的运动,从而使得剪切断面能够比较平整。
本文根据剪切过程的运动要求对飞剪机的力能参数进行计算,利用得到的力能参数进行了电动机的选择与验算,然后对一级减速器和带传动进行设计,轴和轴承的强度校核符合设计标准,工作安全可靠。
关键词:飞剪机;结构设计;力能参数;校核各位如果需要此设计的全套内容(包括二维图纸、中英文翻译、完整版论文、程序、答辩PPT)可加QQ695939903,如果需要代做也请加上述QQ,代做免费讲解。
AbstractThe brief almostly introduced the degree and effect of steel rolling equipment, the flying shear's development and present status of the application. We also make a introduction and contrast about the use and structure of various plate mill flying shears.Focused on considering the three points of the three symmetrial flying shear : the determination of the institution, optimization and kinematic analysis.The flying shear is crank rocker- type, which is characterized by forming the knife rest into lever type, and fixing one end on jackshaft while the another on oscillating bar.So the knife rest can make translationmotion following the rolling of jackshaft which orders the blades fixed on the knife rest make vertical- rolling or approx vertical- rolling to get a smooth cut section.In this paper we calculate the energy parameters according to the movement requirement of the shearing process. Then we choose a motor and make a checking using the parameters.We also design the reducer and belt drive,then check the strengthen of axle and bearing. The flying shear fit the design requirements totally,safety and reliable.Keywords:flying shear, architectural design, energy parameters,check目录摘要...................................................................................................... Abstract (II)第1章绪论 01.1课题背景及研究的目的和意义 01.2国内外在该方向的研究现状及分析 0国外在该方向的研究现状及分析 0国内在该方向的研究现状及其分析 (1)1.3本课题的研究内容及其方法 (2)研究内容 (2)研究方法........................................................... 错误!未定义书签。
倍尺飞剪机使用维护规程

倍尺飞剪机设备使用维护规程
一、技术参数:
1、主电机型号:ZFQZ-315-42 N=418kw n=600/1200rpm
2、最大剪切断面:2880mm2
3、剪切温度:≥850℃
4、剪切精度:≦5‰轧件速度(±60mm)剪刃宽度:200mm
剪刃重合度:2-4mm 剪刃侧隙:0.2-0.5mm
5、剪切速度: 2-14m/s
6、减速机构速比:1.26
7、鼓形齿联轴器型号:GCLD-10 Y130X250/Y150X243
二、操作步骤:
1、操作顺序
1)首先检查润滑是否良好。
2)油压正常后启动剪机,手动全行程运行两次后复位,切换至自动位置。
2、发现下列情况之一者必须停机处理
1)剪机剪不断钢时。
2)油温超过60℃或油压过低时。
3)剪机及电机运转有异音噪音过大时。
三、使用过程中的检查:
1、检查路线:电动机—联轴器—剪机机体—刀头
2
七、安全注意事项:
1、剪切温度不能小于850℃。
2、设备未停稳前不得清扫。
3、设备运行期间不得靠近设备。
4、检查机体防护罩是否完好。
飞剪设备使用、维护说明书
目录一、技术参数 (1)1. 工艺描述 (1)2. 主要技术参数 (1)二、起吊、运输、安装 (2)三、工作环境 (3)四、润滑 (3)五、运行 (4)1. 运行前检查 (4)2. 启动 (4)3. 运行 (5)六、安全 (11)七、维护保养 (11)八、故障处理 (12)一、技术参数1. 工艺描述小棒飞剪:面对剪刃侧,走钢线为从左至右。
高线飞剪:面对剪刃侧,走钢线为从右至左。
功能:在正常工作时,飞剪用于对轧件进行切头,确保轧件无端部变形、黑头或开裂,有利于轧件进入下游轧机组;在发生事故时对轧件进行碎断以缩短事故处理时间。
形式:小棒粗轧飞剪启停式曲柄飞剪小棒一中轧飞剪启停式曲柄飞剪小棒二中轧飞剪启停式回转剪小棒精轧后飞剪启停式曲柄-回转组合剪小棒碎断剪连续式回转剪高线粗轧飞剪启停式曲柄飞剪高线中轧飞剪启停式回转剪2. 主要技术参数剪切断面(mm)剪切速度(m/s)电机功率(kW)电机转速(r/min)小棒粗轧Φ102~Φ1150.38~1.0425743小棒一中轧Φ53~Φ82 1.1~3.3600745小棒二中轧Φ30~Φ44 3.42~9.0425743小棒精轧后Φ19.6~Φ78 1.35~15.4600745小棒碎断剪Φ19.6~Φ41 5.3~15.4901450高线粗轧Φ72~Φ77.30.45~1.6425743高线中轧Φ32.5~Φ34.6 2.48~8.0425743二、起吊、运输、安装在起吊、运输、安装过程中应遵循如下注意事项:1) 起吊整个机列时,应使用底座上的吊耳。
注意: 钢丝绳钢链条与底座接触部分应垫橡胶皮等物加以保护。
2) 飞剪机列运输、存放时应放在木块上或平滑干燥的基础之上,请勿直接放在水泥地面上。
3) 请勿推、拉飞剪机列,以免损伤接触底面。
4) 飞剪机列到货后如半年之内不安装,要对外露的加工面重涂防锈油,谨防锈蚀。
5) 飞剪机列安放在安装基础上之后,需用水平仪找正,其水平度不得低于0.1/1000。
飞剪设备说明书
3#飞剪设备说明书一、设备用途3#飞剪机位于精轧机组前,用于轧机正常轧制时的切头和切尾和事故碎断。
二、主要技术性能a、剪机型式:回转式b、工作制度:启停制c、轧件速度:5.13-14.91m/s(预留18.6m/s)d、剪切最大断面:470mm2e、剪切温度:>850℃f、切头尾长度:100-740 mmg、剪刃回转半径:540 mmh、剪切力:最大84KNi、电动机型号:ZTFS-355-22功率N=225KW转速:450r/minj、速比:i=1三、设备组成和结构特点1、设备组成本设备由入口押运导槽、3#飞剪机、转辙器、碎断剪和收集装置五部分组成。
2、结构特点(1)入口摆动导槽入口摆动导槽由二个气缸驱动,分别为提升缸和横移缸,工作时两个缸同时动作,提升缸缸径为Φ100 mm,杆径Φ40,行程为40 mm,横移缸为齿轮齿条摆动气缸,缸径为Φ100 mm,摆动角度为180度。
a、当正常轧制碎断剪切时,剪前摆动导槽上位并向传动侧刀片的位置方向。
b、当切头时,热金属检测器测得轧件头部信号后,剪前摆动导槽牌下位,并靠传动侧刀片的位置方向。
切头后,摆动导管运动至正常过钢位。
c、当切尾时,热金属检测器测得轧件尾部信号后,延时一定时间,剪前摆动导槽处于下位,并靠工作侧刀片的位置方向,切尾后摆动导槽运动至正常过钢位。
(2)3#飞剪机飞剪采用回转式结构,一台225KW的电动机通过鼓型齿联轴器带动剪机高速轴转动,通过剪机内两对i=1的齿轮带动两剪轴及剪刀转动,上下剪刀体均为两把刀片,分别为一对工作侧上下剪刃,一对为传动侧上下剪刃。
a、当正常轧制,碎断剪切、切头时,轧件通过传动侧刀片方向运行。
b、当切尾时,轧件通过工作侧刀片方向运行。
(3)3#飞剪后转辙器3#飞剪后转辙器其功能如下:a、将切头后的轧件导入精轧机;b、事故时将轧件导入碎断剪。
c、将切下的轧件头、尾导入收集装置。
控制方式:气动控制气缸活塞直径:Φ100 mm活塞杆直径:Φ32 mm行程:180 mm(4)碎断剪碎断剪的功能:事故时碎断主要技术性能a、剪机型式:回转式(3刃)b、工作制度:连续工作制c、剪切轧件运行速度:5.13-14.91m/s(预留18.6m/s)d、剪刃回转半径:190mme、剪切温度:>800℃f、碎断长度: ̄260mmg、最大剪切力:85KNh、总传动比:I=1i、电动机型号:Z4-250-31功率N=132KW转速:1000r/min碎断后的轧件通过3#飞剪后的转辙器导入收集装置。
飞剪机传动装置设计说明书 -
机械设计课程设计计算说明书设计题目:飞剪机传动装置设计院系:机械工程及自动化学院班级:130715班指导老师:张建斌2016年6月6日目录目录 ........................................................................................ 错误!未定义书签。
一、飞剪机总体方案设计: ............................................................................. - 4 -1.1 滚筒式飞剪机 ................................................................................... - 4 - 1.2 曲柄连杆式飞剪机............................................................................. - 5 -1.3曲柄摇杆式飞剪机............................................................................. - 5 -二、电动机选型:........................................................................................... - 8 -2.1类型和结构形式的选择: ................................................................... - 9 - 2.2确定电机的额定功率:....................................................................... - 9 - 2.3确定电机的转速:............................................................................. - 9 -三.传动系统的运动和动力参数....................................................................... - 9 -3.1计算传动比.................................................................................. - 10 - 3.2传动比分配..................................................................................... - 10 -3.3确定各轴运动和动力参数 ................................................................. - 10 -四、齿轮的设计与校核.................................................................................. - 12 -4.1高速级齿轮的设计与校核 .................................................................. - 12 - 4.2低速级齿轮的设计与校核 .................................................................. - 18 - 4.3开式齿轮的设计与校核...................................................................... - 24 -五.轴的设计与校核 ..................................................................................... - 28 -5.1高速轴的设计与校核......................................................................... - 28 - 5.2中间轴的设计与校核......................................................................... - 31 - 5.3低速轴的设计与校核......................................................................... - 34 -5.4输出轴1的设计与校核 ..................................................................... - 37 -5.5输出轴2的设计与校核 ..................................................................... - 40 -六、滚动轴承的选择和计算 ........................................................................... - 43 -6.1高速(输入)轴轴承的选择............................................................... - 43 - 6.2中间轴轴承的选择............................................................................ - 44 - 6.3低速轴轴承的选择............................................................................ - 46 - 6.4输出轴1轴承的选择......................................................................... - 47 -6.5输出轴2轴承的选择......................................................................... - 48 -七、键和联轴器的选择.................................................................................. - 50 -7.1键的选择 ......................................................................................... - 50 -7.2联轴器的选择: ............................................................................... - 55 -八、减速器机体各部分结构尺寸..................................................................... - 55 -九、润滑和密封形式的选择 ........................................................................... - 56 -9.1二级减速齿轮的润滑......................................................................... - 56 - 9.2滚动轴承的润滑 ............................................................................... - 56 -9.3密封形式的选择 ............................................................................... - 56 -十、其他技术说明......................................................................................... - 57 -十一、结束语............................................................................................... - 57 -十二、参考文献............................................................................................ - 58 -一、飞剪机总体方案设计:执行机构设计:经上网查阅资料,发现飞剪机的执行机构有以下几种:1.1 滚筒式飞剪机滚筒式飞剪机是一种应用比较广泛的飞剪机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1飞剪机-飞剪机剪切机构的选型
飞剪机的功能是能够横向剪切运行中的轧件,将飞剪机安装在连续轧制线上,用于剪切轧件的头、尾或将轧件切成规定的尺寸。
飞剪机的设计应满足的基本要求是:剪刃在剪切轧件时要随着轧件一起运动,即剪刃应同时完成剪切与移动两个动作,且剪刃在轧件运行方向的瞬时分速度应与轧件运行速度相等。
2轧延机械-轧延机械
1. 系统概述
织物切割机用来将持续高速进给的材料,比如织物切割成一段特定的长度。
材料随时被切割而不停止。
这很明显比每切一次就要停下来的方式具有更高的生产能力。
在此描述的应用中,每次切割之前刀架必须带着切割刀具加速到与传送带相同的速度。
这种应用的解决方案是使用电子凸轮同步剪刀与传送带的运动。
在飞剪织物切割应用中,切割材料被一条不停止的传送带送给,这条传送带由一部开环电机驱动(图1)。
剪刀被固定在由伺服控制的刀架上,刀架的运动与传送带平行。
剪刀加速追赶切割材料的进给速度,并在正确的位置上进行切割。
当切割完成,剪刀迅速减速并退回到启始位置开始下一个切割循环。
这样边可以切割出等长的材料送入下一个加工工序。
这个飞剪应用主要由三块电子-机械系统构成:
(1).送给传送带(主轴)-它由一台开环电机驱动,这台开环电机不受运动控制器的指令控制。
电机上连接有一台编码器,这台编码器将位置信息返回给控制器。
(2).送飞剪机构(辅轴)-飞剪轴由一台闭环伺服电机控制,这台电机有运动控制器控制。
这个从动轴的位置根据主动轴的位置以及预先定制的凸轮表来确定。
这台伺服电机与一根引导丝杠相连,通过丝杠驱动刀具配合传送带的速度。
(3).刀具-该应用中通过输出点触发气动的刀具在适当位置切入织物中。
在其他应用中,有可能用到旋转的刀具切入材料中。
图。