短应力线轧机
短应力线轧机(课堂PPT)
材料四班
1号:李丹阳 2号:李迎馨 4号:李栋格
1
短应力线轧机介绍
所谓短应力线轧机是指 应力回线缩短了的轧机。 这里所说的应力回线是轧 机在轧制力的作用下机座 等各受力件的单位内力所 连成的闭合环线,简称应力 线,受力件的弹性变形量又 与其长度成正比,因此缩短 应力回线的长度,就能减 小轧机的弹性变形,提高机 座的刚度。
轴向固定 轴承座轴向定位机构主要功能是在保证轴承座能摆动自位轴承受力的 前提下,通过对轴承座的轴向定位,控制轧辊在轧制过程中的轴向窜动。 长方柱通过螺钉与固定支座相连,轴向固定端轴承座通过两边两对球 面垫与长方柱压靠固定,轧辊通过推力轴承和轴承座端向固定。 轴向力主要又长方柱承受。
11
六、新式短应力线轧机轴向固定和调整原理
6
三、短应力线轧机径向调整原理
由一套蜗轮蜗杆带动立柱旋转 实现辊缝调整,即蜗轮与一 个长蜗杆相啮合,每个蜗轮 又与辊系一个立柱以键相联 接,蜗杆轴上安装有内齿圈 和外齿轴套两个齿形离合器, 可以同时压下,也可以单侧 压下,选用齿形为花键的牙 嵌离合器,这种齿形可以传 递较大的力矩且容易啮合。 压下机构调整完毕后,蜗轮 蜗杆传动机构能自锁
注:轴承座安装时在固定支座和轴承座之间放置 四个等高垫以保证轧辊两端水平。
15
十、短应力线轧机的易损零件
轧辊、四列滚动轴承、推力轴承、平衡弹簧、耐 磨滑板、球面垫、平衡螺母、压下螺母、套筒等
16
十一、新旧短应力线轧机对比
17
新式轧机平 衡机构采用 液压
旧式轧机平 衡靠平衡弹 簧调节
18
旧式轧机径 向调节结构 采用手轮调 节
8
新式短应力线轧机的平衡
新式短应力线轧机使用 弹性阻尼体代替弹簧, 可以做到吸震和缓冲的 作用;没有采用液压缸, 消除了使用液压缸平衡 方式产生的泄漏、失效 现象。但是长期使用会 产生老化失效。
探讨短应力线轧机机列设计的问题

探讨短应力线轧机机列设计的问题短应力线轧机广泛应用于国内棒、线及小型型钢轧制生产线上,因其重量轻,投资少,刚度高而受到轧钢厂的青睐。
顾名思义,短应力线轧机因其在轧制受力时机体应力圈比传统牌坊轧机短,轧制时刚度高,变形小。
短应力线轧机于上世纪40年代中期起源于摩伽沙玛公司,国内目前使用最多的两种形式分别是DANIELI机型与POMINI机型,在设计过程中主要注意的问题:1万向接轴的选型;2轧辊装配端部的结构形式;3轧机锁紧缸的型式;4轧机压下形式;5导卫型式。
1、万向接轴的选型万向接轴有很多形式,在冶金行业轧机机列中大多选用鼓型齿式万向接轴和十字轴万向接轴两种。
鼓型齿式万向接轴重量轻,对中性较好,十字头万向接轴重量偏重,传递扭矩大,适合较大轧机机列的使用。
在轧机机列设计时在长度方向上应长短适宜,过长则重量增加对接轴轴承磨损较大,过短则造成万向轴中心线偏角大,缩短万向轴的使用寿命。
设计时必须提出动平衡要求,级别为6.3级,否则现场使用时接轴托架会出现周期摆动现象,导致托架销轴疲劳断裂。
接轴托架主要功能为换辊时托住万向接轴,基本为自对中形式,在轧制过程中不起作用。
摩根牌坊轧机的接轴托架只是起到换辊时托举功能,在轧制时与万向接轴完全脱开。
万向接轴在换辊时必须考虑与轧辊配合部分的自重耷头问题,必须在接轴托架设计防旋转的结构,一般在两侧伸出轴设计键连接。
2、轧辊装配端部的结构形式在万向接轴选型后在轧辊装配的端部结构问题,由于鼓型齿式万向接轴和十字轴万向接轴结构的不同,要求在装配中有所区别,轧辊上下辊缝由于要对齐,上辊一般轴向有3~5mm调整余量,鼓性齿式万向接轴端部有伸缩量,要求顶紧配合,而十字轴式万向接轴(轴端没有伸缩余量)则要求与端部留有10mm左右的间隙。
两者要求轧辊装配的端部有所区别,鼓型齿式万向接轴端部顶紧时所有零部件之间端面没有间隙,最终受力零部件为轴承内圈,不得有轴向窜动,各零部件与轧辊轴颈之间为过渡配合。
短应力线轧机 PPT

可以互相讨论下,但要小声点
•9
新式短应力线轧机的平衡
新式短应力线轧机使用 弹性阻尼体代替弹簧, 可以做到吸震和缓冲的 作用;没有采用液压缸, 消除了使用液压缸平衡 方式产生的泄漏、失效 现象。但是长期使用会 产生老化失效。
五、轧制力经过的零件
轧辊→轴承→轴承座 →球面垫→压下螺母 →压下螺丝→机架
严重。 ★轴承座轴向震动:长方柱与轴承座固定螺钉松动。
★压下螺母与立柱台肩未抵紧。这是由于压下螺母的定 位销位置不对造成的。
六、新式短应力线轧机轴向固定和调整原理
• 1 轴向固定 新式短应力线轧机无长方柱,轴向固定采用压下立柱与轴承座的紧密配合。 压下立柱上有轴向固定套,与轴承座间隙很小,防止轴承座的轴向运动;轧辊通
过推力轴承和轴承座端向固定。 轴向力由立柱承受,立柱尺寸较大。 • 2轴向调整 直接通过扳手拧蜗杆,带动轴端的齿圈转动,其余同旧轧机。
短应力轧机
材料四班
1号:李丹阳 2号:李迎馨 4号:李栋格
短应力线轧机介绍
所谓短应力线轧机是指 应力回线缩短了的轧机。 这里所说的应力回线是轧 机在轧制力的作用下机座 等各受力件的单位内力所 连成的闭合环线,简称应力 线,受力件的弹性变形量又 与其长度成正比,因此缩短 应力回线的长度,就能减 小轧机的弹性变形,提高机 座的刚度。
七、叙述本轧机轧辊轴承座自动调位原理
在轧辊弯曲时,通过 球面垫来事轴承座跟着 轧辊一起弯曲摆动,减 少轴承烧损。通过压下 螺母下有一个球面垫、 长方柱与轴承座之间有 一个球面垫、固定轴承 座与长方柱的螺母为球 面的来实现自动调位(由 于三者摆动球心不同, 所以只能减轻不能消除)
短应力线轧机

-
十二、短应力线轧机轴承座不规则运动方式 及原因
★轴承座上下震动: 1、平衡弹簧断裂或者疲劳失效(单边轴承座震动) 2、支座与轴承座连接不紧,即“腰没夹紧”(上下轴
承座一起震动) ★轴承座前后震动:支座与轴承座之间的耐磨铜板磨损
严重。 ★轴承座轴向震动:长方柱与轴承座固定螺钉松动。
-
三、短应力线轧机径向调整原理
由一套蜗轮蜗杆带动立柱旋转 实现辊缝调整,即蜗轮与一 个长蜗杆相啮合,每个蜗轮 又与辊系一个立柱以键相联 接,蜗杆轴上安装有内齿圈 和外齿轴套两个齿形离合器, 可以同时压下,也可以单侧 压下,选用齿形为花键的牙 嵌离合器,这种齿形可以传 递较大的力矩且容易啮合。 压下机构调整完毕后,蜗轮 蜗杆传动机构能自锁
短应力线轧机缺点
轴向固定调整和轴承座自位机构相互干涉影响,即降低了轴向刚度,容易造成窜辊。 由于压下螺母受力较大,且更换不方便,如有损坏,需要将整套辊组及蜗轮箱等全部拆装。
-
三、短应力线轧机径向调整原理
径向调整其实就是轧机的压 下,旧式短应力线轧机采用 手动压下,通过手轮带动蜗 轮蜗杆转动,来带动压下立 柱转动,立柱只转不动,压 下螺母与压下立柱螺纹配合, 通过压下螺母的轴向约束, 达到压下螺母的上下运动, 压下螺母压在球面垫上,进 而将力传递到轴承座上;轴 承座的上下移动带动轧辊上 下移动,从而达到调成辊缝 的目的。
短应力轧机
材料四班
1号:李丹阳 2号:李迎馨 4号:李栋格
-
短应力线轧机介绍
所谓短应力线轧机是指 应力回线缩短了的轧机。 这里所说的应力回线是轧 机在轧制力的作用下机座 等各受力件的单位内力所 连成的闭合环线,简称应力 线,受力件的弹性变形量又 与其长度成正比,因此缩短 应力回线的长度,就能减 小轧机的弹性变形,提高机 座的刚度。
Φ550 短应力线轧机

(2)由于压下螺母受力较大,且更换不方便,如有损坏,需要将整套辊组及蜗轮箱等全部更换。
(3)短应力线轧机各部件的加工精度高,所需要加工设备精度高。
2.3
高刚度轧机具有精度高、换辊及调整方便等优点。但由于轧机在安装、维修等方面仍存在问题, 造成产品尺寸时有超差现象。轧机轴窜、轴向不稳定是造成钢材尺寸超差的一个主要因素。 因此, 减少甚至消除轴向不稳定造成的轴向窜动成为一个亟待解决的问题。
2.1.4
辊缝调整机构用于调整辊缝的大小。由于调整行程比较小,且不需要经常调整,所以采用手动或液压马达压下,该装置采用大传动比的蜗轮蜗杆减速,因此省力,结构紧凑。图1为辊缝调整机构原理图,由一套蜗轮蜗杆带动拉杆旋转实现辊缝调整,即四个蜗轮与一个长蜗杆相啮合,每个蜗轮又与辊系一个拉杆以键相联接,蜗杆轴上安装有内齿圈和外齿轴套两个齿形离合器,可以同时压下,也可以单侧压下,选用齿形为花键的牙嵌离合器,这种齿形可以传递较大的力矩且容易啮合。压下机构调整完毕后,蜗轮蜗杆传动机构能自锁。从辊缝调整机构可以看出,由于取消了压下螺丝,进一步缩短应力回线,提高了该轧机的刚度,从而获得了高精度产品,减少了轧制废品,提高了轧机产品成材率。拉杆上、下两端有旋向相反的T形螺丝起压下螺丝作用,拉杆上顶端与蜗轮箱配合,下顶端与小底座配合,它联接上、下轴承座,代替普通轧机的牌坊承受轧制力、支承辊子及压下机构的重量,并且参加压下传动实现对称调整。因此,要求拉杆具有较高的强度、刚度和较好的韧性,能承受交变负荷且要耐磨,故拉杆采用S34Cr2Ni2Mo。采用这种结构实现了对称调整,保证了轧制线固定不变,从而,使导卫装置的调整、安装、维护都很方便,减少了操作事故和工艺事故,提高了成材率和作业率。
短应力线轧机的结构特点分析

山西机械 SHANⅪ MACHINERV
No.1 Mar.
文章编号zl008—8342(2003)O卜0013·02
短应力线轧机的结构特点分析
高晋芳
(太原矿山机器集哥有限公司设计院,山西
太原030009)
摘要。介绍了短应力线轧机的结构特点和性能.它具有轧{}{精度高、重量轻、废品少、见效快的特点t受到轧钢厂
由于缩短了应力回线,提高了轧机的刚度,从而获 得了高精度产品;设计紧凑,体积小,重量轻,简化了装 配,减少了大量的基础工作;在轧制期间更换辊环时, 导卫装置保持在原有位置.不需要更新移动;轧辊辊缝 对称调整,保证了轧制线固定不变,因而,延长了导卫 装置的寿命。 3需要解决的问题
(1)短应力线轧机都备有二套以上的辊组,换辊 是将旧辊组取下,换新辊组,所需的备件多,包括轧辊、 轴承座、拉杆、蜗轮箱、蜗杆等,相对增加成本。
丁轧制线固定不变,从而,使导卫装置的调整、安装、维 护都很方便,减少了操作事故和工艺事故,提高了成材 率和作业率。 1.6轧辊平衡装置
由于轴承座及上轧辊的自重使拉杆螺丝与压下螺 母之间产生间隙。此间隙若不消除,则轧钢时将在间隙 处产生冲击,影响整个机座的刚度,因此必须采用平衡 装置来平衡上轴承座和上轧辊的重量以消除间隙。 2与普通牌坊式轧机相比短应力线轧机的优点
当轴向调整轴承座或安装误差使拉杆被迫歪斜球面垫允许拉杆有一个小范围的摆动以减小轴承的边缘负荷提高轴承寿命球面垫要满足硬度和表面耐磨性的要求故球面垫材料选用40crnim114辊缝调整机构辊缝调整机构用于调整辊缝的大由于调整行程比较小且不需要经常调整所以采用手动或液压马达压下该装置采用大传动比的蜗轮蜗杆减速因此省为辊缝调整机构原理图由一套蜗轮蜗杆带动拉杆旋转实现辊缝调整即四个蜗轮与一个长蜗杆相啮合每个蜗轮又与辊系一个拉杆以键相联接蜗杆轴上安装有内齿圈和外齿轴套两个齿形离可以同时压下也可以单侧压下选用齿形为花键的牙嵌离合器这种齿形可以传递较大的力矩且容易啮合
短应力线轧机精品课件
•
16、业余生活要有意义,不要越轨。2020年9月20日 星期日 2时33分28秒14:33:2820 September 2020
•
17、一个人即使已登上顶峰,也仍要 自强不 息。下 午2时33分28秒 下午2时33分14:33:2820.9.20
谢谢大家
•
13、生气是拿别人做错的事来惩罚自 己。20.9.2020.9.2014:33:2814:33:28September 20, 2020
•Hale Waihona Puke 14、抱最大的希望,作最大的努力。2020年9月20日 星期日 下午2时33分28秒14:33:2820.9.20
•
15、一个人炫耀什么,说明他内心缺 少什么 。。2020年9月 下午2时33分20.9.2014:33September 20, 2020
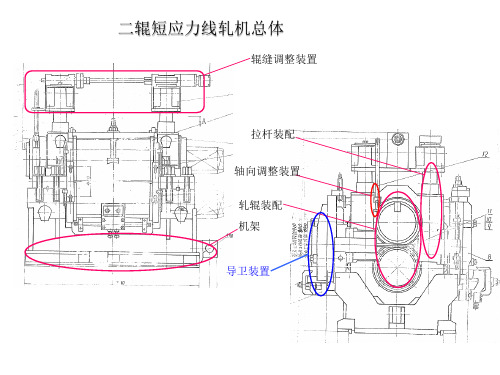
二辊短应力线轧机总体
辊缝调整装置
拉杆装配 轴向调整装置 轧辊装配 机架 导卫装置
拉杆装配
轧辊装配
辊缝调整 装置
三、万能轧机图纸
立辊及立辊调整装置
万能轧机水平辊辊缝调整装置
拉杆
上轴承座 下轴承座
•
9、 人的价值,在招收诱惑的一瞬间被决定 。20.9.2020.9.20Sunday, September 20, 2020
•
10、低头要有勇气,抬头要有低气。14:33:2814:33:2814:339/20/2020 2:33:28 PM
•
11、人总是珍惜为得到。20.9.2014:33: 2814:3 3Sep-2 020-Se p-20
•
12、人乱于心,不宽余请。14:33:2814:33:2814:33Sunday, September 20, 2020
短应力线轧机

本轧机与有牌坊的轧机相比,有什 么特点?
• 短应力线轧机在轧制受力时机体应力圈比 传统牌坊轧机短,轧制时刚度高,弹跳小。 • 1、重量。牌坊轧机本体(含移动底座)要 比短应力线轧机(含移动底座)重40% • 2、整体结构如图
• 3、辊缝间距调整 • 牌坊轧机的下棍由调整垫块高度决定,根 据不同的轧件换不同的垫块,轧制线标高 略有不同,上辊的高度由液压马达驱动, 带动顺序为:蜗轮蜗杆→螺纹副→球面压 块→上辊辊箱。 • 短应力线轧机的辊缝调节是手动压下的, 带动顺序为:蜗轮蜗杆→拉杆左右螺纹副 →球面垫块→铜螺母→上下辊箱。在拉杆 上设计左、右螺纹,分别带动上、下辊箱 以轧制线为基准对称调整。
叙述轧机的同步弹簧平衡原理,如 何调整轧辊平衡力?
• 平衡弹簧上面为端盖,下 面是平衡螺母且通过销钉 与压下螺母联接,压下时 随压下螺母一起向下运动, 从而整体一起向下走,平 衡力不变。平衡装置用于 消除球面垫与轴承座,压 下螺丝与压下螺母、压下 螺母螺纹与立柱螺纹的间 隙,减少过钢冲击。
丝杠上的各个零件的工作原理
丝杠高度上的固定如下图所示,左侧为轧机的局部 图,右侧为图纸的局部
轴肩 推力球轴承 固定支座 铜垫圈 螺纹套筒 销钉 螺纹半环
丝杠上的各个零件的工作原理
• 辊系由四根立柱、两个轴承座、两个轧辊、压下螺母、平 衡弹簧、球面垫等组成,调整辊缝时,转动立柱,其正反 螺纹使压下螺母升降,从而带动轴承座和轧辊的升降,达 到调整辊缝大小的目的。压下螺母上面设有一个平衡螺母 和平衡弹簧,用以消除轴承座与球面垫之间、球面垫与压 下螺母之间、压下螺母的螺纹与立柱的螺纹之间的间隙, 减小过钢时的冲力。压下螺母下面是球面垫,用来保证立 柱和轴承座的铰链连接,以降低轴承受力时的边缘负荷。 轧钢机的径向刚度,就由这个辊系确定。为了保证径向刚 度,装配时一定要消除各接触零件间的间隙。调整螺母的 定位螺栓要严格按要求进行装配。