塑胶拌料作业指导书
拌料作业指导书
注塑拌料作业指导书
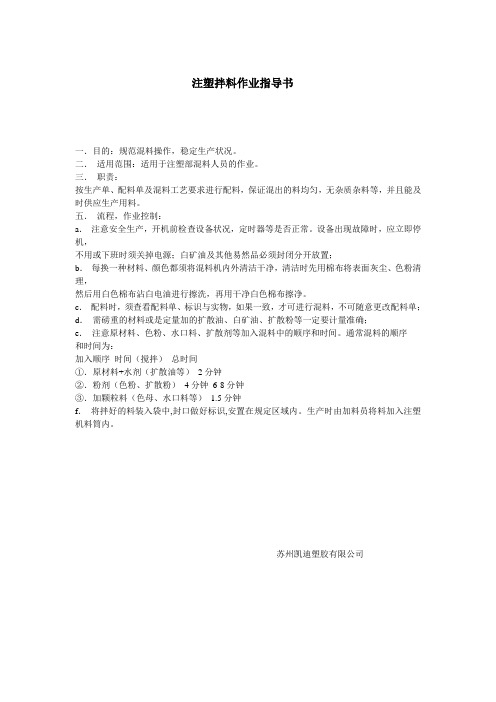
一.目的:规范混料操作,稳定生产状况。
二.适用范围:适用于注塑部混料人员的作业。
三.职责:
按生产单、配料单及混料工艺要求进行配料,保证混出的料均匀,无杂质杂料等,并且能及时供应生产用料。
五.流程,作业控制:
a.注意安全生产,开机前检查设备状况,定时器等是否正常。
设备出现故障时,应立即停机,
不用或下班时须关掉电源;白矿油及其他易然品必须封闭分开放置;
b.每换一种材料、颜色都须将混料机内外清洁干净,清洁时先用棉布将表面灰尘、色粉清理,
然后用白色棉布沾白电油进行擦洗,再用干净白色棉布擦净。
c.配料时,须查看配料单、标识与实物,如果一致,才可进行混料,不可随意更改配料单;d.需磅重的材料或是定量加的扩散油、白矿油、扩散粉等一定要计量准确;
e.注意原材料、色粉、水口料、扩散剂等加入混料中的顺序和时间。
通常混料的顺序
和时间为:
加入顺序时间(搅拌)总时间
①.原材料+水剂(扩散油等)2分钟
②.粉剂(色粉、扩散粉)4分钟6-8分钟
③.加颗粒料(色母、水口料等)1.5分钟
f.将拌好的料装入袋中,封口做好标识,安置在规定区域内。
生产时由加料员将料加入注塑机料筒内。
苏州凯迪塑胶有限公司。
注塑拌料作业指导书
审核
编写
生效日期
生效日期
塑 胶 制 品 部
文件名称:注塑拌料作业指导书
文件编号:D-SOP-Z-009
版本:A
页次2/2
将〈拌料日报表〉填写完整.
盛装,并需贴标签加以标示.拌 Nhomakorabea结束,拌料员清理现场确保拌料区整齐、干净.
6.相关文件:
《不合格品管理程序》
《注塑领退料作业指导书》
7使用表格:
拌料日报表
厂内制造命令单
领料单
注塑拌料作业指导书
塑 胶 制 品 部
文件名称:注塑拌料作业指导书
文件编号:D-SOP-Z-009
版本:A
页次:1/2
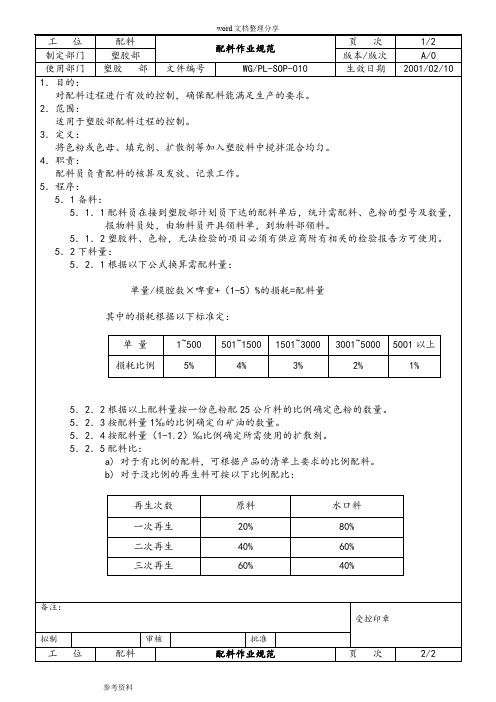
1.目的
防止出现混料,明确原材料的使用比例和品质状况.
2.范围
拌料作业.
3.定义
无.
4.权责
拌料员负责拌料作业及材料异常提报.
IQC负责进料检验及进料异常改善主导
5.内容及要求:
接生管分发〈厂内制造命令单〉后,拌料员按照《注塑领退料作业指导书》至仓库单
领取所需要的原材料.
拌料员在领料时,须确认领材料是否与〈厂内制造命令单〉上所用之材料号、重量
(新料、次料)相符合,如有差异须向仓库提出申请退料或补料.
拌料准备
〈拌料日报表〉
拌料过程:
〈厂内制造命令单〉之要求做新次料配比.
~8分钟.
《不合格品管理程序》进行作业,最终处理方案由注塑部主管决定.
批准
审核
编写
塑胶拌料作业指导书
塑胶拌料作业指导书
一、工作物:本色料、色粉、辅助剂.
二、机器工具:拌料桶、量杯.
三、作业说明:
1.换色时拌料桶必须擦拭干净(不可残留色粉、颗粒)
2.投料前需将料袋上之线拆掉。
将线头丢进垃圾桶
3.将料倒入拌料桶,桶内不能有线头、纸屑,PE袋等.
4.每桶料为50kg.
5.用量杯加入白矿油,料桶内、油内不可有杂物.
5.1白矿油重量300ml±50ml.
5.2将油与原料搅拌5分钟,使油粘与原料上。
6.检查色粉.
6.1每桶钛白粉、色粉、分散剂要分清,不可多加,少加或漏加。
6.2加色粉后需用料桶盖盖上以免色粉分散挥发
6.3将料桶盖锁紧,设定拌料时间为10分钟,开启马达开关,开始拌料。
6.4拌料中操作员将空料袋进行整理,便于包装成品料.
7.放料前检查.
.1每手料搅拌停止后先检查原料是否搅拌均匀,颜色于上一手有无相差太远。
四、拌料注意事项.
1.搅拌机在搅拌过程中,皮带转动,有异声时需立即停止搅拌,并知会上级主管。
2.线头、纸屑要装入垃圾袋内.
3.包装袋需分类放在栈板上。
4.地面色粉、料粒需清扫干净。
5.拌料桶需擦拭干净,不可有灰尘。
拌料作业流程图:
(1) (2)
(3) (4)
(5) (6)
(7) (8)。
010拌料作业指导书

安普城塑胶有限公司文件编号APC-WI-010 制定日期2017-08-15拌料作业指导书版本版次B/0 页次1/11.0目的便于车间的管理,培训拌料操作者技能,掌握在生产过程中应知的生产常识,使管理程序化,作业标准化,提高工作效率,让安全、高效、优质低耗生产得以顺利开展。
2.0适用范围适用于注塑车间拌料操作工。
3.0定义无4.0内容4.1开机前检查4.1.1检查机台卫生是否达到要求:机器表面的清理清洁工作(油污、灰尘、胶块及杂物清理)。
4.1.2检查电源是否正常。
4.1.3料斗内是否有余料及是否清洗干净。
4.2操作程序4.2.1按机台生产控制表的生产计划用料需求,填写【领料单】,并由部门主管签名后向货仓领料。
4.2.2将所需原材料领出至拌料区,并且如实填写并记录在【注塑车间配料日报表】并按天上报。
4.2.3将拌料机投料口盖打开,把需搅拌原物料投入拌料机内。
4.2.4加入适量比例的扩散油,盖上投料口盖后启动机器马达搅拌3分钟,停止搅拌并打开投料口盖。
4.2.5按比例称好色粉用量,放入搅拌料斗内。
4.2.6盖好投料口盖启动马达进行搅拌。
4.2.7将搅拌好的原物料从卸料口装入干净的原料袋。
4.2.8将装好的原料按25kg/袋用封口机封好料袋口(余料不足25kg亦需封口)。
4.2.9贴上物料标签放置规定区域分类摆放整齐。
4.2.10每拌完一种物料,需再拌不同物料前,必须将机器进行全面清理(包括:机器表面、拌料桶内、投料口盖、卸料口盖,周围地面等)。
4.2.11停机不拌料时,需关闭总电源。
5.0注意事项5.1投放需搅拌物料时,原料与水口料严格按照产品规定比例进行!5.2所领用的水口料在使用前需检查是否清洁无杂物等。
5.3拌料量一定根据生产需求进行,严禁出现多拌或少拌料情况。
5.4上班中及下班前必须随时保持好生产现场的7S工作。
(7S内容:整理、整顿、清扫、清洁、素养、安全、节约。
)5.5下班前必须对机台卫生、保养等做好后才可交班。
塑胶制造作业指导书
word 文档整理分享
1 目的
对塑胶原料、色粉及注塑用辅料(如脱模剂、扩散剂等)进行检验和验证,确保未经检验或经检和试
验不合格的塑胶原料、色粉及注塑用辅料不投入使用。
2 范围
适用于塑胶部所用的塑胶原料、色粉及注塑用辅料的检验和试验。
3 定义
3.1 验证:通过检查和提供客观证据表明规定要求已经满足的认可。
4、调好顶出长度、速度,检查模具行位、波子螺丝、
拉板等是否正常。
擦干净模具
5、选用手动合模、进炮、射胶、溶胶、冷却、开模,
再检查所啤胶件有无痴前模、有无离咯、行位是
否到位等。先手动调校,顶出首啤胶件看清有无 模具上的问题。再啤第二啤,把胶件啤满后模具
加润滑油
没有问题才可用半自动调校产品。
6、镜面模要加热模具再开啤,热模不易冲花。
5.4 塑胶部 QC 收到品管科 IQC 抽取的塑胶原料、色粉及注塑用辅料和委《试装(试验)委托书》后,在 12
小时内安排合适的机台试啤,并对试啤过程及试啤产品进行书面确认。
5.5 品管科 IQC 人员根据塑胶部的试啤情况及相应检视结果,判断塑胶原料、色粉及注塑用辅料合格与否,
并将结果详细填写于《来料验证报告》中。
五、准备工作:
三、注意事项(保养项目):
1、根据计划部门下达的生产单,弄清所需物料的详 1、避免超计划外领料。
细要求。
2、忌领错料。
2、计划用料数量。
3、应注意进出物料要帐目清楚、准确。
3、开好领料清单。
六、操作步骤: 1、依生产计划单开好领料单由本部门主管加签。 2、由本部物料员到物料部领取所需物料。 3、物料领齐后,交给下道工序人员。
word 文档整理分享
塑胶料搅拌机作业指导书

版本号
文件更改号
更改概要
修改人
批准人
01
首发行
/
/
/
发放范围
1.开机前:
1.1检查搅拌机固定板螺丝松紧度。
2.开机:
2.1开启总电源。
3.关机:
3.1关闭总电源。
4.作业过程:
4.1将机台清洗干净,不能有杂质混在里面;
4.2换不同塑胶料颜色时拌料桶必须擦试干净(不可残留色粉、颗粒);
4.3投料前需将料袋上之线拆掉,以防止线混入搅拌机;
5.7拌料桶需擦拭干净,不可有灰尘;
6.保养项目:
6.1每日保养:
6.1.1机台外观清洁;
6.1.2机台内部清洁并填写《设备日常点检表》;
6.2每月保养:
6.2.1机台内部油孔加油;
6.2.2机台内部的多余黄油需清除;
7.参考资料:
无
8.相关表单:
8.1《设备日常点检表》
4.7放料前检查:
4.7.1每手料搅拌停止后先检查原料是否搅拌均匀;
5.注意事项:
5.1出现紧急状况,请关闭电源;
5.2搅拌机工作中禁止打开上盖;
5.3搅拌机在搅拌过程中,皮带转动有异声时需立即停止搅拌,并知会上级主管;
5.4线头、纸屑要装入垃圾内,不能混入搅拌机;
5.5包装袋需分类放在栈板上;
5.6地面色粉、塑胶粒需清扫干净;
4.4将料倒入拌料桶,桶内不能有线头、纸屑,PE袋等;
4.5每桶料为50KG;
4.Байду номын сангаас检查色粉:
4.6.1每桶的钛白粉、色粉、分散剂要分清,不可多加、少加或漏加;
4.6.2加色粉后需用料桶盖盖上以免色粉分散挥发;
WI-SJHS-001塑胶搅拌混色作业指导书

客 户:产品名称:图 号:工装设备:A 制订部门:制/修订日期:注塑部标记签名日期编制 审核批准 日期2019年4月10日6、放料检前检查:当机器搅拌至设定时间则自动停止动作,打开桶盖,7、放料动作:确认料色已搅拌均匀后,摇动转向轮,将搅拌桶闸门口向下方倾8、设备点检保养:定期检查、清理搅拌机各活动部件,添加润滑油,色渍,沾少许白电油先涂抹一遍(清理搅拌箱切记拉下电源总闸,以防发生 2000g黑色色母S50026加入桶内,把料桶盖盖上以免振动时飞出。
(见图示3和4)4、设备相关参数设定:合上桶盖,并扣上手柄,将料桶盖锁紧,打开电源开关在控制面板上,调节时间继电器,设定搅拌周期为10分钟(见图示5和6)5、设备运作: 开启马达开关ON,开始拌料。
机器在搅拌作中若有异常,修改内容作业方法及过程过程简易图示①配料员上岗前必须先经过严格的岗前培训,熟悉各原材料特性,能灵活运用比例,熟练搅拌机操作及明了各安全事项。
1、检查桶内卫生:换色时拌料桶必须擦拭干净(不可残留色粉、颗粒), 如遇顽固意外)保持桶内不能有线头、纸屑,PE袋等。
(见图示1)2、准备原料:以54530-VR8A-N000和54510-VR8A-N000直卡帽原料为例,把已准备作业区域:修改记录先目测检查原料与色母是否搅拌均匀。
(见图示7)斜,用干净口袋套住放料闸门,扣上弹簧袋夹,打开闸门放料,放下的 原料应及时封口,明确标识,运送到指定点整齐排放。
(见图示8)延长其使用寿命。
应立即停机检查,待故障排除后方可继续启动作业。
好的50Kg的原料PA6+GF30倒入搅拌桶内。
(见图示2)3、检查色母: 色母的颜色、牌号、重量是否正确。
按照产品的配比,取称好②配料员接到生管签发的《生产指令单》后,根据“注塑产品单重表”之单重,按比例计算出每批订单所需各种原料、色粉数量。
塑胶料混色作业指导书适用所有客户原料、色母文件编号:WI-SJHS-001通用类立式混色机VKC-50E 版本:工程部2019年4月10日产前 注意1.清理桶内卫生2.原料倒入桶内3.色母倒入桶内4.锁紧料桶盖子5.参数控制面板6.搅拌周期设置7.塑胶料搅拌好8.已OK 塑胶料装。
拌料指导书,赶紧收藏
拌料指导书,赶紧收藏达到生产要求二、适用范围:注塑车间料房拌料作业三、责任:拌料员四、作业准备4.1准备好作业工具、酒精(或天那水等擦洗液)、干净碎布五、作业内容5.1作业前必须切断电源(并检查混料机是否正常)5.2拌料前料桶必须擦拭干净(不可残留色粉,杂物)5.3将料倒入拌料桶,(如需加回料每桶比例必须一致,以免造成色差和影响材料性能。
料不宜太多或太少,以免造成混料不匀,最多不宜超过料桶的4/5。
)5.4用量杯加入白油或扩散油(白油30g/25kg左右,扩散油15g/25kg左右)5.5将油与原料搅拌3分钟左右,使油与料充分粘合5.6根据色粉标注配比,加入色粉,不可多加、少加或错加色粉(倒入色粉前用手挖一条10cm左右长的料槽,将色粉倒入料槽然后盖上少许原料,这样可以避免因色粉飞散而造成色差)5.7将拌桶盖锁紧,设定拌料时间(一般在2-3分钟,如回料多时间可以适当延长)开启马达,开始拌料5.8放料前检查:每桶料搅拌停止后先检查原料是否搅拌均匀、颜色与上一桶有无明显差异5.9放料:装料袋必须干净无杂物,未能及时使用的成品料应封口避免被污染,且做好标识。
六、搅拌注意事项6.1原料因特殊原因需烘干,建议先烘干原材料再与色粉搅拌6.2搅拌机在搅拌过程中,皮带转动,有异声需立即停止搅拌,并告知上级主管6.3地面色粉,料粒及垃圾应及时清理,避免造成二次污染。
七、白油,扩散油7.1白油:1)作用:使色粉与原料粘合上,减少色粉飞散2)优势:价格相对便宜3)不足:易挥发、会影响透明度,达不到环保及食品级要求7.2扩散油1)作用:使色粉与原料粘合上,减少色粉飞散,改善色粉扩散效果2)优势:分散功效好、不挥发、不影响透明度,能通过环保及食品级要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑胶拌料作业指导书
一、工作物:本色料、色粉、辅助剂.
二、机器工具:拌料桶、量杯.
三、作业说明:
1.换色时拌料桶必须擦拭干净(不可残留色粉、颗粒)
2.投料前需将料袋上之线拆掉。
将线头丢进垃圾桶
3.将料倒入拌料桶,桶内不能有线头、纸屑,PE袋等.
4.每桶料为50kg.
5.用量杯加入白矿油,料桶内、油内不可有杂物.
5.1白矿油重量300ml±50ml.
5.2将油与原料搅拌5分钟,使油粘与原料上。
6.检查色粉.
6.1每桶钛白粉、色粉、分散剂要分清,不可多加,少加或漏加。
6.2加色粉后需用料桶盖盖上以免色粉分散挥发
6.3将料桶盖锁紧,设定拌料时间为10分钟,开启马达开关,开始拌料。
6.4拌料中操作员将空料袋进行整理,便于包装成品料.
7.放料前检查.
.1每手料搅拌停止后先检查原料是否搅拌均匀,颜色于上一手有无相差太远。
四、拌料注意事项.
1.搅拌机在搅拌过程中,皮带转动,有异声时需立即停止搅拌,并知会上级主管。
2.线头、纸屑要装入垃圾袋内.
3.包装袋需分类放在栈板上。
4.地面色粉、料粒需清扫干净。
5.拌料桶需擦拭干净,不可有灰尘。
拌料作业流程图:
(1) (2)
(3) (4)
(5) (6)
(7) (8)。