Taguchi田口实验设计培训
田口实验简介

田口法设计原理1.1田口法简介田口法是工程领域中一种求最佳产品品质的实验方法,是由田口玄一博士所创立,它的核心思想是以最少的实验次数确定最佳的参数组合,快速筛选出最优设计方案。
其设计策略是尽可能减少由于状态改变而引起的品质变化,此方法已在众多工程领域中大量应用。
它的设计观念在于:①认为品质是产品的固有特性,并且是由决定产品或系统品质好坏的因素(控制因素)的水准取值决定,因此可以通过对控制因素水准的设计来对产品或系统的品质进行设计。
②产品的品质需要从“与目标的差别”、“抵抗噪声的影响的能力”以及经济性三方面来综合衡量。
图 2.1 田口法设计流程Fig. 2.1 Flow chart of Taguchi design method它创新地将产品中“恰与规格相符者”视为“最佳的性能”,从工程的角度出发,将社会损失成本作为衡量产品品质的依据,首先通过实验求取特定的品质特性指标和鲁棒性指标来求得各控制因素对产品“与目标的差别”以及“抵抗噪声的影响的能力”两个方面特性的影响效应,然后根据效应指标,在设计过程中结合成本对产品进行设计,最大限度减少产品在不同噪声环境下品质的变异,从而把质量构建到产品当中,最终生产出低成本且性能稳定可靠的物美价廉的产品。
1.2 田口法设计流程在设计时,田口法首先根据设计问题的实际将设计所涉及到的各类因素分类,并确定它们可能的水准取值,然后根据这些因素和水准的情况通过正交表工具进行实验安排并进行实验,根据实验得出各指标并将各控制因素筛选分类进而为设计提供依据,最后采用两阶段最佳化程序对产品或者系统进行设计,提炼出最经济有效的方案。
田口法具体设计流程如图 2.1 所示。
2 田口法设计相关概念2.1 因素及水准在田口法中,因素表示的是一件事物中的几个要素,水准则是因素的取值。
类似自动控制理论的原理,在田口法中对于一个产品或系统所涉及到的因素可用如图产品/系统影响因素示意图来表示:图 2.2 产品/系统影响因素示意图Fig. 2.2 Product/system influence factors sketch map如上图所示,因素可以分为信号因素(M)、控制因素(Z),以及噪声因素(X):①信号因素是由产品或系统使用人或操作人设定的参数,用以表示对产品所期望的质量参数。
Taguchi参数设计
34.50 29.50 14.25 29.25 29.25 39.75 20.25 45.50 29.50 24.00 18.00 27.50 27.50 15.25 26.25 29.25 29.75 28.00
12.1 13.9 5.7 9.1 12.3 19.9 10.7 18.6 13.9 5.3 1.4 9.7 3.0 0.4 10.7 10.5 10.0 9.0
Stat>DOE>Taguchi>Analyze Taguchi Design>Option – Nominal is Best
参数设计
Stat>DOE>Taguchi>Analyse Taguchi Design>Storage – Mean, S/N, Std Dev
A B C D E F G H 1 2 3 4 5 6 7 8 N1 (New) T1 T2 N2 (Aged) T1 T2
S/N (dB)
16.0 14.0 12.0 10.0 8.0 6.0 4.0
A1 A2 B1 B2 B3 C1 C2 C3 D1 D2 D3 E1 E2 E3 F1 F2 F3 G1 G2 G3 H1 H2 H3
平均值 (In-lbs)
36.0 34.0 32.0 30.0 28.0 26.0 24.0 22.0 20.0
外列
N 2 (Age d) T1 T2 (Low) (H igh)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
内列
因变量 y = 扭矩
参数设计
• 步骤 5: 进行实验并搜集数据
对于每一种 L18组合, 在低温和高温两种情况下测出 y = 扭矩。同样测出老化前 和老化后的y值。所以每个L18组合都有4组测试值。
[管理工具-质量管理]田口方法(TaguchiMethods)
![[管理工具-质量管理]田口方法(TaguchiMethods)](https://img.taocdn.com/s3/m/1da2dfe54793daef5ef7ba0d4a7302768e996f4f.png)
田口方法(Taguchi Methods)什么是田口方法田口方法是一种低成本、高效益的质量工程方法,它强调产品质量的提高不是通过检验,而是通过设计。
田口方法是日本田口玄一博士创立的,其核心内容被日本视为“国宝”。
日本和欧美等发达国家和地区,尽管拥有先进的设备和优质原材料,仍然严把质量关,应用田口方法创造出了许多世界知名品牌。
随着市场竞争的日趋激烈,企业只有牢牢把握市场需求,用较短的时间开发出低成本、高质量的产品,才能在竞争中立于不败之地。
在众多的产品开发方法中,田口方法不失为提高产品质量,促进技术创新,增强企业竞争力的理想方法。
田口方法的目的田口方法的目的在于,使所设计的产品质量稳定、波动性小,使生产过程对各种噪声不敏感。
在产品设计过程中,利用质量、成本、效益的函数关系,在低成本的条件下开发出高质量的产品。
田口方法认为,产品开发的效益可用企业内部效益和社会损失来衡量.企业内部效益体现在功能相同条件下的低成本,社会效益则以产品进人消费领域后给人们带来的影响作为衡量指标。
假如,由于一个产品功能波动偏离了理想目标,给社会带来了损失,我们就认为它的稳健性设计不好,而田口式的稳健性设计恰能在降低成本、减少产品波动上发挥作用。
田口方法的基本思想田口方法的基本思想是把产品的稳健性设计到产品和制造过程中,通过控制源头质量来抵御大量的下游生产或顾客使用中的噪声或不可控因素的干扰,这些因素包括环境湿度、材料老化、制造误差、零件间的波动等等。
田口方法不仅提倡充分利用廉价的元件来设计和制造出高品质的产品,而且使用先进的试验技术来降低设计试验费用,这也正是田口方法对传统思想的革命性改变.为企业增加效益指出了一个新方向。
与传统的质量定义不同,田口玄一博士将产品的质量定义为:产品出厂后避免对社会造成损失的特性,可用“质量损失”来对产品质量进行定量描述。
质量损失是指产品出厂后“给社会带来的损失”,包括直接损失(如空气污染、噪声污染等)和间接损失(如顾客对产品的不满意以及由此导致的市场损失、销售损失等)。
Taguchi参数设计PPT课件

29
15
5 12223311
37
33
26
21
6 12331122
43
42
40
34
7 13121323
25
24
20
12
8 13232131
51
49
42
40
9 13313212
36
32
28
22
10 2 1 1 3 3 2 2 1
39
30
17
10
11 2 1 2 1 1 3 3 2
33
28
11
0
12 2 1 3 2 2 1 1 3
望大特性:
i
10log1( n
n j1
1 yi2j )
由数据(信躁比)的方差分析确定关于S/N的显著因子和优 化的因子水平组合。
参数设计的8个步骤
试验设计
1. 确定项目范围 2. 确定因变量 3. 制定噪音控制战略 4. 确定可控因子及其水平
5. 进行实验/模拟并搜集数据
试验分析
6. 进行数据分析以实现优化 7. 进行确认 8. 实施并记录结果
ABCDEFGH
N1 (New)
N2 (Aged)
1 2 3 4 5 6 7 8 T1 (Low) T2 (High) T1 (Low) T2 (High) Mean
1 11111111
42
40
33
23
2 11222222
37
31
27
23
3 11333333
22
18
12
5
4 12112233
38
35
1 11111111
工程应用分析之田口式实验计划法
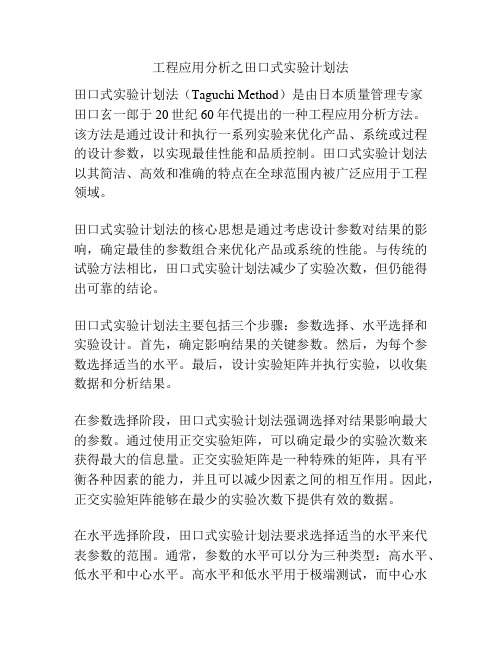
工程应用分析之田口式实验计划法田口式实验计划法(Taguchi Method)是由日本质量管理专家田口玄一郎于20世纪60年代提出的一种工程应用分析方法。
该方法是通过设计和执行一系列实验来优化产品、系统或过程的设计参数,以实现最佳性能和品质控制。
田口式实验计划法以其简洁、高效和准确的特点在全球范围内被广泛应用于工程领域。
田口式实验计划法的核心思想是通过考虑设计参数对结果的影响,确定最佳的参数组合来优化产品或系统的性能。
与传统的试验方法相比,田口式实验计划法减少了实验次数,但仍能得出可靠的结论。
田口式实验计划法主要包括三个步骤:参数选择、水平选择和实验设计。
首先,确定影响结果的关键参数。
然后,为每个参数选择适当的水平。
最后,设计实验矩阵并执行实验,以收集数据和分析结果。
在参数选择阶段,田口式实验计划法强调选择对结果影响最大的参数。
通过使用正交实验矩阵,可以确定最少的实验次数来获得最大的信息量。
正交实验矩阵是一种特殊的矩阵,具有平衡各种因素的能力,并且可以减少因素之间的相互作用。
因此,正交实验矩阵能够在最少的实验次数下提供有效的数据。
在水平选择阶段,田口式实验计划法要求选择适当的水平来代表参数的范围。
通常,参数的水平可以分为三种类型:高水平、低水平和中心水平。
高水平和低水平用于极端测试,而中心水平用于检测参数的相互作用。
通过选择不同水平的参数组合,可以确定最佳的参数组合来实现最佳性能。
在实验设计阶段,根据正交实验矩阵的设计,执行一系列实验并收集数据。
通过对数据进行统计分析,可以确定影响结果的关键参数和最佳参数组合。
这种分析方法可以减少试验次数和时间,并提高实验结果的准确性和可靠性。
田口式实验计划法的应用非常广泛,涵盖了各个领域的工程问题。
例如,在产品设计中,田口式实验计划法可以优化产品的功能、性能和可靠性。
在生产过程中,田口式实验计划法可以优化工艺参数,减少产品的变异性和缺陷率。
此外,田口式实验计划法还可以用于系统设计、质量改进和环境优化等领域。
MiniTab-DOE操作说明

Unit-1: 田口品質工程簡介
產品/制程之參數:
信號因子(signal factor)
由設計工程師依據所開發產品的工程知識來選擇,以表達所想 的回應值。當y 的目標值改變時,我們可調整信號因子,使y 的平均值與目標值一致。
例如: 1.電風扇轉速設定是一信號因子,藉由轉速的設定可改 變風量的大小。2.射出成型時,藉由壓力的增加,可使產品的 尺寸更接近模具尺寸。3.汽車方向盤的轉向角度,可以指示汽車 的迴轉半徑。
日本廠產品大部分集中在目標值附近,亦即靠近m (變異較小,性能較佳)的產品,美國廠產品遠離m (變異較大,性能較差),超出產品規格機會較大。
6
Unit-1: 田口品質工程簡介
產品/制程之參數: 對任一個產品或製程,我們可以繪出參數圖,如圖3
所示,其中y 表示所欲探討的品質特性或回應值 (response)。影響y 的參數可以分為信號因子 (M)、控制因子(Z)和雜音因子(X)三類。
品質是指產品出廠後所帶給社會的損失,但不包括機能 本身所引起的損失。
田口博士認為,一產品的品質為該產品因未能充分發揮 其原有的機能而產生的損失,而因機能本身所發生的損 失除外。
品質特性有以下三種類型:
望小品質函數:
使目標逼近于0,如週期時間,不良率,成本;
望大品質函數:
使目標持續提高,如參量、利潤、強度;
24
Unit-3: 直交表設計
直交試驗表結構:
该表为7因素,2水平,运行8次的正交试验表,具有以下特点:
1、有8个行,表示8种试验运行的不同因素水平组合。
2、有7个列,表示最多可允许有7个因素。
3、表中心的“1”、“2”表示各因素的两种水平。
4、每个因素的每个水平各出现4次,出现机会完全均等。
田口参数实验设计(精)
⽥⼝参数实验设计(精)教学案例⼀:⽥⼝参数实验设计1 ⽥⼝⽅法源起实验设计是以概率论与数理统计为理论基础,经济地、科学地制定实验⽅案以便对实验数据进⾏有效的统计分析的数学理论和⽅法。
其基本思想是英国统计学家R. A. Fisher在进⾏农⽥实验时提出的。
他在实验中发现,环境条件难于严格控制,随机误差不可忽视,故提出对实验⽅案必须作合理的安排,使实验数据有合适的数学模型,以减少随机误差的影响,从⽽提⾼实验结果的精度和可靠度,这就是实验设计的基本思想。
在三⼗、四⼗年代,英、美、苏等国对实验设计法进⾏了进⼀步研究,并将其逐步推⼴到⼯业⽣产领域中,在冶⾦、建筑、纺织、机械、医药等⾏业都有所应⽤。
⼆战期间,英美等国在⼯业试验中采⽤实验设计法取得了显著效果。
战后,⽇本将其作为管理技术之⼀从英美引进,对其经济复苏起了促进作⽤。
今天,实验设计已成为⽇本企业界⼈⼠、⼯程技术⼈员、研究⼈员和管理⼈员必备的⼀种通⽤技术。
实验计划法最早是由⽇本⽥⼝⽞⼀(G. Taguchi)博⼠将其应⽤到⼯业界⽽⼀举成名的。
五⼗年代,⽥⼝⽞⼀博⼠借鉴实验设计法提出了信噪⽐实验设计,并逐步发展为以质量损失函数、三次设计为基本思想的⽥⼝⽅法。
⽥⼝博⼠最早出书介绍他的理论时⽤的就是“实验计划法─DOE”,所以⼀般⼈惯以实验计划法或DOE来称之。
但随着在⽇本产业界应⽤的普及,案例与经验的累积,⽥⼝博⼠的理论和⼯具⽇渐完备,整个⽥⼝的这套⽅法在⽇本产业专家学者的努⼒之下,早已脱离其原始风貌,展现出更新更好的体系化内容。
⽇本以质量⼯程(Quality Enginerring)称之。
但是,严格来讲,⽥⼝⽅法和DOE是不同的东西。
⽥⼝⽅法重视各产业的技术,着重快速找到在最低成本时的最佳质量。
DOE则重视统计技术,着重符合数学的严谨性。
虽然学术界普遍认为⽥⼝⽅法缺少统计的严格性,但该⽅法还是以其简单实⽤性⼴为⼯业界所应⽤和推⼴。
先进国家对⽥⼝⽅法越来越重视,并且也已经取得了很好的效果。
田口DOE

客
基層 品質改善 QCC
滿意
Etbest Provide Th 夥伴 供 應 商 線外 品管 系統設計 參數設計 公差設計 診斷 預測 測量
產品 設計
製程 設計 生產 服務
設計 品管
技術 品管 製造 品管 顧客 品管
需求 期望 顧
線上 品管
客
滿意
Etbest Provide The Best Service
Etbest Provide The Best Service
11
討論題
• 實驗設計的目的是為了什麼? • 實驗設計是線上品管還是線外品管? • 為什麼線外品管要比線上品管早做呢?
Etbest Provide The Best Service
12
變異和雜音
•雜音因素就是使機能特性,如燃料效率、換檔 壓力、磨耗和轉向力等偏離目標值的因素。雜 音因素可分為三類:
Etbest Provide The Best Service
23
其他特性
•分類計數 –外表、多孔性、破裂等。 –分成為良品/不良品,A,B,C,D等級等。 •動態特性:機能品質特性
信號投入
系
統
產出
Etbest Provide The Best Service
24
LSL
m
USL
LSL
m
USL
LSL
Etbest Provide The Best Service
18
品質管制活動
•生產線外品質管制 –產品設計階段─標準產品的研究與開發 –製程設計階段─設計製造產品的生產程序 •生產線上品質管制 –生產階段─產品的實際生產 –顧客服務階段 •實驗設計的功用在於求得工程上的最佳組合 (Engineering Optimization)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
触片形状 标准 长
支撑长度 全长 .25mm间隙
材料厚度 0.012英尺 0.011英尺
方向 标准 横向
21
问题?
22
• 信噪比(Signal to Noise Ratio) :信噪比和稳健(Robustness) 的概念紧密相关, 稳健的概念追求产品或流程的表现在受到因素 的波动时候的稳定性. 这个比用S/N来表示,S/N可以是:
望目值 – 某个目标值
望大值 – 比如合格率
望小值 – 比如维修时间
14
用Minitab进行Taguchi实验的实例 (1)
一个接触器的使用寿命的实验设计示例 (四因子两水平)
Y = 寿命 (衡量指标为: 次)
因子:
A = 触片形状 (标准, 长) B = 支撑长度 (全长, .25mm间隙) C = 材料厚度(0.012英尺, 0.011英尺) D = 方向 (标准, 横向)
•
在Minitab中, 统计>DOE>田口 > 创建田口设计
2
传统试验析方法和试验设计比较
• 传统试验方法:
– 将应影响输出的众多输入变量(因子)在同一时间只允许有 一个变量变化,其他相对固定。 – 试验周期长,浪费时间,可能导致试验成本大幅提高,并拖 延产品上市时间。 – 试验方法粗糙,因为无法考察因子间的交互影响,得到的结 论可能和实际不符-导致质次价高。
5
优化的温度为 200
220
240
传统试验方法-多次单因子试验(3)
实例: 烤蛋糕
先固定烘烤温度为200℃,实验不同烘烤时间下的蛋糕厚度
12 10
蛋糕厚度 (cm)
8 6 4 2 0 7.5 15 30 时间 (mins)
6
优化的时间为 30 mins
60
120
传统试验方法-多次单因子试验(4)
96.0 95.5 标准 材料厚度 97.0 96.5 96.0 95.5 0.012 英尺 0.011 英尺 标准 横向 长 全长 方向 .25mm 间隙
• 对分析的结果来看,当需要提 高接触器的寿命时,各因素的 设置为较长的长度,.25毫米的 支撑间隙,0.11英尺的材料厚 度和标准方向。
信噪: 望大
Introduction to Design of Experiments (DOE)-Taguchi 实验设计介绍-田口方法
适用于Minitab 15中文版
杨海峰 浙江九洲药业股份有限公司 2010.01.15
实验设计 Design of Experiments (DOE)?
• 试验设计是一种研究与处理多因子试验的科学方法。和传统的 分析方法采用多次单因子试验相比,试验设计方法允许在同一 试验中包含多个变量,大大提高试验效率并降低成本。
列号 实验号
1 1 2 1 2 1 2 1 2
2 1 1 2 2 1 1 2 2
3 1 2 2 1 2 1 1 2
4 2 2 2 2 1 1 1 1
5 2 1 2 1 1 2 1 2
6 1 1 2 2 2 2 1 1
7 2 1 1 2 2 1 1 2 13
1 2 3 4 5 6 7 8
Taguchi方法的基本概念(3)
• 信噪比选项中选“望大”(寿命越长越好)
18
用Minitab进行Taguchi实验的实例 (5)
• 交互影响项分析中选中所有的可用项:
19
用Minitab进行Taguchi实验的实例 (6)
均值 主效应图
数据平均值
触片形状 72000 69000 66000 63000 60000 标准 材料厚度 72000 69000 66000 63000 60000 0.012英尺 0.011英尺 标准 横向 长 全长 方向 .25mm间隙 支撑长度
11
Taguchi方法的基本概念(1)
• 质量损失函数(Quality Loss Function)
– 田口方法认为, 质量的定义是产品由于质量的缺陷对带来的 损失. 其损失可以用一个质量损失函数来表示: L= K (y-m)2
L为损失 y为特定的质量特征的实际值 m为质量特征的目标值 K为损失函数的比例常数
• • • • • • 全因子试验设计 分部试验设计 筛选试验设计 中心复合试验设计 Box-Behnken试验设计 田口试验设计
• 事实上,每种试验设计都各有优缺点,适用于不同的 应用领域。
10
田口正交实验设计法简介
• Taguchi(田口)实验设计是利用正交表来挑选实验条 件和安排实验的实验方法. • 此实验设计方法最早是由日本质量管理专家田口玄一 (Genechi Taguchi)提出, 由此又深化发展出参数优 化设计, 公差设计和稳健设计(Robust Design). • 日本人认为不懂田口正交实验设计的工程师,就不能 被称为合格的工程师,可见其广泛应用的程度。 • 田口方法在日本“质量立国”的战略中起到巨大的作 用,被用到从造航天器到烤面包寻找最佳配方的角角 落落,使用它的公司也因此获得从几万元至上亿元的 收益。 • 细节可参考《质量工程师手册》一书。
实例: 烤蛋糕
最终看起来最佳烘烤温度为200℃,最佳烘烤时间为30分钟!
250 240 230 220 210 200 190 180 4
?
?
7.5 15 30 60
?
120
7
传统试验方法-多次单因子试验(5)
实际上:最佳烘烤温度和烘烤时间都和我们前面推测的不同!
按设计键 选正交表
15
用Minitab进行Taguchi实验的实例 (2)
按因子键 输入因子 的名称和 水平
设计方案完成
录入收集的三次重复实验的数据
16
用Minitab进行Taguchi实验的实例 (3)
• 分析:统计 > DOE > 田口 > 分析田口设计
• 选信噪比、均值和标准差
17
用Minitab进行Taguchi实验的实例 (4)
Inputs 输入
X1 X2 X3 X4 X5
Process 过程
Outputs 输出
收率
Y1 Y2
温度 时间 pH 压力 原料配比
Process 生产过程
杂质
• 以上反应共有5个关键因子(变量),假定每个因子有两个水平 (取值)。传统方法进行试验需要进行25=32次。而试验设计 方法只需要进行8次试验就可以得出较高置信度的结论!
• 试验设计:
– 试验次数少,成本低,时间快。 – 能考察因子间的交互影响。明确给出哪个因子是关键的,哪 个是非关键的。 – 让我们更了解自己的工艺和如何进行优化控制。 – 较高的置信度。
3
传统试验方法-多次单因子试验(1)
• 以烤箱烤蛋糕为例: • 假定烤箱温度和烘烤时间是两个关键输入因子。 • 烤好的蛋糕厚度作为关键输出结果来衡量。 • 试验方案如下:
– 先固定烘烤时间,试验不同烘烤温度的影响。 – 再固定烘烤温度,试验不同烘烤时间的影响。 – 最终确定最佳烘烤时间和温度。
4
传统试验方法-多次单因子试验(2)
实例: 烤蛋糕
先固定烘烤时间为30分钟,实验不同烘烤温度下的蛋糕厚度
12 10
蛋糕厚度 (cm)
8 6 4 2 0 160 180 200 温度(℃)
– 众所周知:农产品施肥时,氮肥、磷肥、钾肥施用量之间就 有明显的交互影响。 – 刚才提到的烤蛋糕问题。 – 合金配方中多种元素含量配比导致的合金性能差别。 – 合成反应中温度、压力、时间、物料配比、催化剂等等之间 也往往存在非常显著的交互影响。
• 传统试验方法无法解决这一难题!
9
常用的试验设计方法
250 240 230 220 210 200 190 180 170 160 150 7.5
16 14 12 10
“真正的”最佳点在这!
8 6
15
30
60
120
为什么我们没能找到“真正的”最优化点?
8
为什么我们没能找到“真正的”最优化点?
• 因为传统试验方法没有考察各因子间的交互影响,导 致试验结果和实际存在偏差。 • 各因子间存在交互影响,日常实践中有很多例子:
– 田口给质量下了如下定义:
“所谓质量就是产品出厂后给社会带来的损失”。 质量好,社会损失小;质量差,社会损失大。
12
Taguchi方法的基本概念(2)
• 正交表:正交表是正交实验设计的基本工具. 是在运用组合数学理论的正交 拉丁方的基础上构造的一种规格化的表格. 其符号为Ln(ji) – 其中: – L – 正交表的代号 – n - 正交表的行数, 即实验次数 – j - 正交表中的数码, 即因素的位级数 – i - 正交表的列数, 即实验因素的个数 – 一个 L8(27)的结构为:
信噪比 的平均值
20
用Minitab进行Taguchi实验的实例 (7)
• 平行线意味着没有交互影响,交叉则有交互影响。
均值 交互作用图
数据平均值
全长 .25mm间隙 标准 横向
72000 触片形状 66000 60000 72000 66000 60000 72000 材料厚度 66000 60000 72000 66000 60000 标准 长 0.012英尺 0.011英尺 方向 支撑长度
标准差 主效应图
数据平均值
触片形状 10000 8000 6000 支撑长度
标准差 的平均值
均值 的平均值
4000 标准 材料厚度 10000 8000 6000 4000 0.012英尺 0.011英尺 标准 横向 长 全长 方向 .25mm间隙
信噪比 主效应图
数据平均值
触片形状 97.0 96.5 支撑长度