上海宝钢企业标准
上海宝钢企业标准.doc

上海宝钢企业标准1
上海宝钢集团公司企业标准
Q/BQB 310-1999 汽车结构用热连轧钢板及钢带代替Q/BQB 310-94
BZJ 311-96
BZJ 312-97
BZJ 313-97
BZJ 314-95
1.范围
本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于上海宝钢集团公司热轧部生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢板及钢带,产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管等结构用。
2.引用标准
下列标准包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 222-84 钢的化学分析用试样取样法及成品化学成分允
许偏差
GB 223 钢铁及合金化学分析方法
GB 228-87 金属拉伸试验方法
GB 232-88 金属弯曲试验方法
GB 2975-82 钢材力学及工艺性能试验取样规定
Q/BQB 300-1999 热连轧钢板及钢带的包装、标志及质量证明书的一般规定Q/BQB 301-1999 热连轧钢板及钢带的尺寸、外形、重量及允许偏差
3 分类及牌号
3.1钢板及钢带按用途、产品类别区分如表1所示。
表1 (续)
Q/BQB 310-1999 表1(完)
2.按边缘状态分为
切边EC
不切边EM
3.尺寸、外形、重量及允许偏差
4.1 B330CL、B380CL、B420CL的厚度允许偏差应符合Q/BQB301较高精度(PT.B)规定。
宝山钢铁股份有限公司企业标准

宝山钢铁股份有限公司企业标准宝钢资源查询彩色涂层钢板及钢带(Q/BQB 440-2009 代替 Q/BQB 440-2003、Q/BQB445-2004、BZJ446-2006)1 范围本标准规定了彩色涂层钢板及钢带(以下简称彩涂板)的术语和定义、分类和代号、尺寸、外形、重量、技术要求、检验和试验、包装、标志和检验文件等。
本标准适用于宝山钢铁股份有限公司生产的,厚度为0.22mm~2.0mm的建筑用彩涂板,家电、家具、钢窗等行业也可参照使用。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1766-1995 色漆和清漆涂层老化的评级方法GB/T 8170-2008 数值修约规则与极限数值的表示和判定GB/T 13448-2006 彩色涂层钢板及钢带试验方法GB/T 15957-1995 大气环境腐蚀性分类GB/T 19292.1-2003 金属和合金的腐蚀大气腐蚀性分类Q/BQB 400 冷轧产品的包装、标志及检验文件Q/BQB 420 连续热镀锌/锌铁合金钢板及钢带Q/BQB 425 连续热镀铝锌合金钢板及钢带Q/BQB 430 连续电镀锌钢板及钢带3 术语和定义3.1彩涂板 prepainted steel sheet在经过表面预处理的基板上连续涂覆有机涂料(正面至少为二层),然后进行烘烤固化而成的产品。
3.2 基板 steel substrate用于涂覆涂料的钢带。
3.3正面 top side通常指彩涂板两个表面中对颜色、涂层性能、表面质量等有较高要求的一面。
以卷状交货时,通常指彩涂钢卷的外面。
3.4反面 bottom side彩涂板相对于正面的另一个表面。
3.5建筑外用 building exterior applications主要受建筑外部大气环境影响的用途。
宝钢标准Q-BQB 400-2003 冷轧产品的包装、标志及质量证明书

图 4 钢板包装
4―4
Q/BQB 400-2003
(内包装)
(外包装)
1-木台;2-下盖板;3-钢板;4-上盖板;5-底部瓦楞纸;6-防锈纸;7-上部瓦楞纸;8-边部护角;
9-周向捆带(内);10-围板;11-铁盒;12-周向捆带(外);13-横向捆带(外);14-纵向捆带(外) 图 5 钢板包装
宝山钢铁股份有限公司企业标准
冷轧产品的包装、标志及质量证明书 Q/BQB 400-2003
代替 Q/BQB 400-2002
1 范围
本标准规定了宝山钢铁股份有限公司生产的冷连轧钢板及钢带、涂镀钢板及钢带、冷轧无取向电 工钢带(卷)的包装、标志及质量证明书的要求。钢带亦称为钢卷。
2 钢板及钢卷应包装整齐、捆扎结实,标志应粘贴牢固、字迹应清晰。
颜色、生产日期、计重方式、净重、毛重、收货单位、防护标志等。 6 质量证明书
每批交货的钢板及钢带(钢卷)必须开具质量证明书。质量证明书上按需要应注明:商标、供方名 称、品名、标准、产品规格、钢卷号或捆包号、用户合同号、炉号、颜色、重量、订货单位、件数、标 准中规定的各项试验的结果、交货日期、质量证明书签发日期、质量管理部门负责人的签字等。
板 1.上面和侧面用防锈包装纸进行 1. 用 侧 护 板
全封闭包装;
和铁盒;
2.防锈纸接缝用胶带纸搭接;
2. 纵、横各不
3.上下各用一张保护板保护;
少于 2 根
4.上下各放一张瓦楞纸;
捆带,周向
5.板包各边部使用护角;
不少于 1
6.纵、横、周向捆带各不少于 1 根捆带,免
根,免扣打捆;
扣打捆。
7.用木台。
4―8
Q/BQB 400-2003
宝钢标准Q-BQB 401-2003 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差

图1
9 重量 钢板通常按理论重量交货,也可按实际重量交货,理论重量计算方法按附录 A 的规定。钢带通常按
实际重量交货。 10 如用户对尺寸、外形、重量及允许偏差有其他特殊要求,可在订货时协商,并在合同中注明。 11 数值修约方法按 GB/T 8170 的规定。
4-15
Q/BQB401-2003
-
±0.07 ±0.07 ±0.08 ±0.10 ±0.11 ±0.13 ±0.15 ±0.17 ±0.21
6.2 宽度允许偏差
6.2.1 钢板、钢带的宽度允许偏差应符合表 5 的规定。
表5
mm
边缘状态
公称宽度
宽度允许偏差
普通精度 PW.A
高级精度 PW.B
不切边 EM
730~1850
+8
-
0
700~<1200
4-12
Q/BQB401-2003
规定的最小屈服 强度 MPa
公称 厚度
mm
280~<360 ≥360
0.30~0.40 >0.40~0.60 >0.60~0.80 >0.80~1.00 >1.00~1.20 >1.20~1.60 >1.60~2.00 >2.00~2.50 >2.50~3.00 >3.00~3.50 0.30~0.40 >0.40~0.60 >0.60~0.80 >0.80~1.00 >1.00~1.20 >1.20~1.60 >1.60~2.00 >2.00~2.50 >2.50~3.00 >3.00~3.50
附录 A (规范性附录) 理论计重时的重量计算方法
A.1 钢板理论计重时,其尺寸均采用公称尺寸值。 A.2 钢板理论计重时的重量计算方法按表 A.1 的规定。
宝钢企业标准bxnq2012-020的说明

宝钢企业标准BXNQ2012-020的说明一、概述宝钢企业标准BXNQ2012-020是宝钢集团公司为了提高产品质量、标准化生产流程和优化企业管理而制定的一项重要标准。
该标准主要包括产品质量要求、生产工艺规范、企业管理要求等内容,对于企业的生产经营具有重要的指导和规范作用。
二、产品质量要求1. 产品外观要求:产品表面应光滑平整,不得有裂纹、麻点等缺陷。
2. 尺寸精度要求:产品尺寸应符合国家相关标准,尺寸偏差不得超出规定范围。
3. 化学成分要求:产品的化学成分应符合相关标准,各元素含量应在规定范围内。
4. 力学性能要求:产品的强度、硬度、韧性等力学性能应符合相关标准要求。
三、生产工艺规范1. 原料选用:生产过程中所使用的原料应符合国家标准,严禁使用不合格原料。
2. 生产工艺控制:生产工艺应严格按照标准流程进行,各道工序应严格控制,确保产品质量稳定。
3. 设备维护保养:生产设备应定期维护保养,确保设备运行稳定、可靠。
四、企业管理要求1. 质量管理体系:企业应建立健全质量管理体系,实行全员参与、全过程控制,不断提升产品质量。
2. 生产管理制度:企业应建立科学、规范的生产管理制度,确保生产过程有序、高效。
3. 人员培训要求:企业应加强对生产人员的技术培训,提高员工的技术水平和质量意识。
五、标准执行与监督1. 标准宣传:企业应加强对标准的宣传和培训,使全体员工了解并严格执行标准要求。
2. 监督检查:企业应建立健全的监督检查制度,定期对产品质量和生产过程进行检查,发现问题及时整改。
六、总结宝钢企业标准BXNQ2012-020的制定和执行,对于企业提高产品质量、优化生产流程和加强企业管理具有重要意义。
企业应严格按照标准要求进行生产操作,不断完善和落实标准,确保产品质量稳定、优良。
企业应加强对标准的宣传和培训,提高全员执行标准的意识和能力,为企业的可持续发展提供强有力的保障。
七、标准的改进与更新 1. 随着科学技术的不断发展和市场需求的变化,企业标准也需要不断进行改进和更新。
上海宝钢企业相关标准

上海宝钢企业相关标准上海宝钢企业相关标准上海宝钢企业是一家知名的钢铁制造企业,拥有完善的生产流程和质量管理体系。
为保证产品的质量和稳定性,宝钢制定了一系列相关标准,涵盖了质量管理、环境保护、安全生产等各个方面。
质量管理标准宝钢的质量管理标准主要包括ISO9001质量管理体系认证和TS16949汽车行业质量管理体系认证。
ISO9001体系认证涵盖了公司的整个生产流程,从原材料的采购到产品的出厂,所有的环节都有着明确的操作规程和质量控制点。
TS16949认证则是为了满足汽车行业对质量要求更加严格的标准,宝钢为此专门成立了质量管理部门,通过持续改进和不断提高质量管理水平,确保每一批产品都满足客户的要求,并且达到国际标准。
环境保护标准宝钢高度重视环境保护和可持续发展,已经通过了ISO14001环境管理体系认证,并且在生产中采用了一系列的环保措施。
例如,在废水处理方面,宝钢采用了生物法和化学法相结合的废水处理工艺,对废水进行初、中、深度处理,确保废水排放符合国家相关标准。
此外,宝钢还通过节能减排控制系统,对烧结、高炉、炼钢等生产环节进行能源消耗监测,通过技术改革和生产优化,实现减排减能,降低环境污染。
安全生产标准在生产过程中,宝钢高度重视安全生产,并且已经通过了职业健康安全管理体系认证和OHSAS18001安全管理体系认证。
宝钢严格执行《安全生产法》和《矿山安全法》等相关法律法规,并且独立成立安全生产管理部门,通过开展安全培训、安全检查、隐患排查等一系列的活动,确保生产过程中的安全。
宝钢还采用智能化生产系统,通过对生产流程的全程监控和数据分析,对生产环节中潜在的安全隐患进行快速识别和处理。
总结宝钢企业相关标准具有体系全面、标准严格、操作规程明确等特点,并且宝钢企业采用了一系列的先进技术和管理方法,确保产品的质量、环保、安全等方面都符合国家和国际标准,不断提升企业的核心竞争力和市场竞争力。
宝钢标准Q-BQB 501-2003 盘条尺寸、外形、重量及允许偏差

宝山钢铁股份有限公司企业标准Q/BQB 501-2003 盘条尺寸、外形、重量及允许偏差代替 Q/BQB 501-19981 范围本标准规定了盘条尺寸、外形、重量及允许偏差。
本标准适用于宝山钢铁股份有限公司生产的直径为5mm~26mm各类钢的盘条。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 8170数值修约规则3 分类与代号普通精度 A级较高精度 B级高级精度 C级4 尺寸、外形及允许偏差4.1盘条的公称直径和横截面积应符合表1的规定。
4.2盘条直径允许偏差和不圆度应符合表1相应精度的规定。
不圆度是指盘条同一截面上的最大直径与最小直径之差。
4.3 精度级别应在合同中注明。
未注明者,按A级精度执行。
4.4 根据需方要求,经供需双方协议,可供应表1规定以外其他尺寸的盘条。
5 重量5.1 盘条以实际重量交货。
盘条的理论重量参考表1的规定。
5.2 每盘由一整根盘条组成。
盘重一般应为1900kg~2400kg。
允许每交货批有10%的盘数(不足两盘的允许有两盘)的盘重小于1900kg,但不小于1000kg。
5.3 根据需方要求,经供需双方协议,亦可供应其他盘重的盘条。
6 盘卷尺寸盘卷外形的参考尺寸见表2。
宝山钢铁股份有限公司2003-06-04发布 2003-12-15实施生活话题 & 阅读体验 & E书共享 & 影音交流 QQ群As a reader(74398380)生活 读书 新知Q/BQB 501-2003Q/BQB 501-2003表2内径外径高度卷取方向850mm 1250mm2400mm(最大)逆时针方向7 标记示例按Q/BQB 512供货,用SWRH82B轧成的直径为12.5mm,B级精度的盘条,其标记为:盘条 SWRH82B-12.5-B-Q/BQB 5128 检验部位检验取样部位距盘卷端部最小距离应符合表3的规定。
材料标准—宝钢企业Q-BQB(pdf 26)
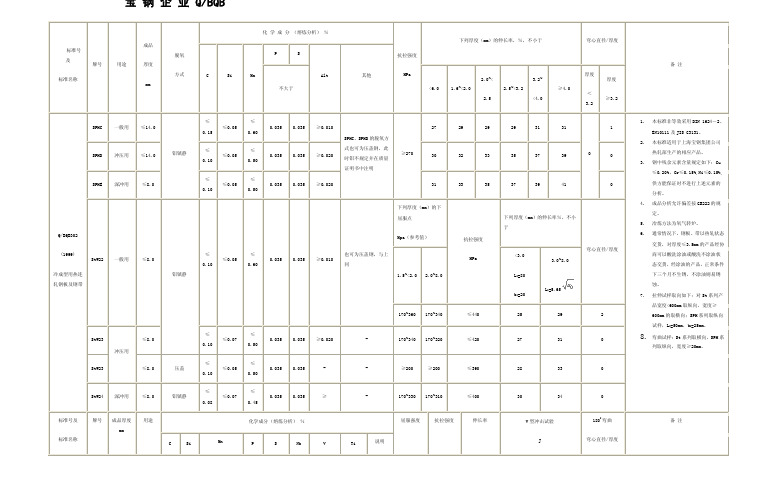
本标准适用于上海宝钢集团公司 热轧部生产的相应产品。 钢中残余元素含量规定如下:Cu ≤0.20%,Cr≤0.15%,Ni≤0.15%,
SPHD
冲压用
≤14.0
铝镇静
≤ ≤0.05 0.10
≤ 0.035 0.50 0.035 ≥0.020
式也可为压盖钢,此 时铝不规定并在质量 证明书中注明
≤ SPHE 深冲用 ≤8.0 0.10 ≤0.05
L0=80 L0=5.65 b0=20 7.
蚀。 拉伸试样取向如下:对 St 系列产 品宽度<600mm 取纵向,宽度≥
170~360
170~340
≤440
25
29
2
600mm 的取横向;SPH 系列取纵向 试样,L0=50mm,b0=25mm。
≤ StW23 冲压用 ≤ StW23 ≤8.0 压盖 0.10 ≤0.05 ≤8.0 0.10 ≤0.07
≤ 0.035 0.50 0.035 ≥0.020 170~340 170~320 ≤420 27 31 0
8.
弯曲试样:St 系列取横向,SPH 系 列取纵向,宽度≥20mm。
≤ 0.035 0.50 0.035 ≥200 ≥200 ≤390 28 33 0
≤ StW24 深冲用 ≤8.0 铝镇静 0.08 ≤0.07
标准号
≤ SPHC 一般用 ≤14.0 0.15 ≤0.05
≤ 0.035 0.60 SPHC、SPHD 的脱氧方 0.035 ≥0.010 27 29 29 29 31 31 1
1.
本标准非等效采用 DIN 1624-2、 EN10111 及 JIS G3131。
2. ≥270 30 32 33 35 37 39 0 0 3.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
上海宝钢企业标准
1
2020年5月29日
上海宝钢集团公司企业标准
Q/BQB 310-1999汽车结构用热连轧钢板及钢带代替Q/BQB 310-94
BZJ 311-96
BZJ 312-97
BZJ 313-97
BZJ 314-95
1.范围
2
2020年5月29日
本标准规定了汽车结构用热连轧钢板及钢带的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。
本标准适用于上海宝钢集团公司热轧部生产的、具有良好冷成型性能的碳素及微合金钢热连轧钢板及钢带,产品供制造汽车大梁、横梁、滚型车轮、汽车传动轴管等结构用。
2.引用标准
下列标准包含的条文,经过在本标准中引用而构成为本标准的条文。
本标准发布时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB 222-84 钢的化学分析用试样取样法及成品化学成分允许偏差
GB 223 钢铁及合金化学分析方法
GB 228-87 金属拉伸试验方法
GB 232-88 金属弯曲试验方法
3
2020年5月29日
GB 2975-82 钢材力学及工艺性能试验取样规定
Q/BQB 300-1999 热连轧钢板及钢带的包装、标志及质量证明书的一般规定
Q/BQB 301-1999 热连轧钢板及钢带的尺寸、外形、重量及允许偏差
3 分类及牌号
3.1钢板及钢带按用途、产品类别区分如表1所示。
表1 (续)
4
2020年5月29日
5 2020年5月29日
上海宝钢集团公司1999-02-02 发布 1999-06-01实施
Q/BQB 310-1999
表1(完)
6
2020年5月29日
2.按边缘状态分为
切边 EC
不切边 EM
3.尺寸、外形、重量及允许偏差
4.1 B330CL、B380CL、B420CL的厚度允许偏差应符合Q/BQB301较高精度(PT.B)规定。
4.2 B440QZR 、B480QZR的厚度允许偏差应符合表2 的规定。
3.其它尺寸外形重量及其允许偏差按Q/BQB301的规定。
表2 mm
7
2020年5月29日
3.订货所需信息
5.1 订货时用户须提供下列信息:
a.本企业标准号;
b)牌号;
c)产品类别(按3.1)
8
2020年5月29日
d)规格及尺寸(厚度)精度级别;
e)边缘状态(按3.2)。
如在订货合同中未说明边缘状态和尺寸(厚度)精度,除本标准特别规定外,按本标准供货的钢带以Q/BQB301中
普通厚度精度不切边状态交货,按本标准供货的钢板以Q/BQB301中普通厚度精度切边状态交货。
2.标记示例
按Q/BQB310-1999交货的牌号SAPH400,厚度3.0mm,PT.A级精度,宽度1500mm,长度5000mm,切边(EC)的钢板,其标记为:
Q/BQB310-1999,SAPH400热轧钢板,3.0PT.A×1500(EC)×5000
Q/BQB 310-1999
3.技术要求
9
2020年5月29日
1.牌号及化学成分
6.1.1 钢的牌号及化学成分(熔炼分析)应符合表3的规定。
6.1.2 钢中残余铜的含量应不大于0.20%,铬、镍的含量应不大于0.15%,供方可不进行残余元素分析,但应保证符合上述规定。
6.1.3 成品钢板及钢带的化学成分与表3规定值之间的允许偏差应符合GB 222的规定。
供方如能保证,可不进行分析。
6.2 冶炼方法
钢板及钢带所用的钢为氧气转炉冶炼的镇静钢。
6.3 交货状态
钢板及钢带的交货状态按表4的规定。
10
2020年5月29日
6.4 力学和工艺性能
6.4.1 钢板及钢带的力学和工艺性能应分别符合表5、表6和表7的规定。
6.4.2 弯曲试验后,试样的外侧表面不得有肉眼可见的裂纹。
表3
11
2020年5月29日
表4
12 2020年5月29日
Q/BQB 310-1999
表5
13 2020年5月29日
14
2020年5月29日 表6 牌 号 拉 伸 试 验
1800
弯曲试验
弯心直径
伸 长 率 %
上屈服点 抗拉强度 L 0=80mm b=20mm L 0=5.65
MPa MPa 板 厚 mm
<3.0 ≥3.0
QStE340TM ≥340 420~540 ≥19 ≥25
QStE380TM ≥380 450~590 ≥18 ≥23 d=0.5a
QStE420TM ≥420 480~620 ≥16 ≥21
QStE460TM ≥460 520~670 ≥14 ≥19 d=1a
QStE500TM ≥500 550~700 ≥12 ≥17 注:1.表中所列拉伸试验规定值适用于纵向试样,弯曲试验适用于横向试样。
2.弯曲试样宽度b>20mm 。
3.牌号QStE 500TM 厚度大于8.0mm 的钢板及钢带,其屈服点下限允许降低20MPa 。
表7
牌 号 拉 伸 试 验 1800弯曲试验
Q/BQB 310-1999
15 2020年5月29日
6.5 表面质量
6.5.1 钢板及钢带表面不得有裂纹、结疤、折叠、气泡和夹杂等对使用有害的缺陷,钢板及钢带不得有分层。
需酸洗或酸洗涂油的钢板及钢带不得停车斑。
6.5.2 钢板及钢带表面允许有深度(或高度)不超过钢板厚度公差之半的麻点凹面、划痕等轻微局部的缺陷,但应
保证钢板和钢带允许的最小厚度。
6.5.3 对于钢带,由于没有机会切除带缺陷部分,因此允许带有若干不正常的部分,但有缺陷的部分不得超过每卷总长度的8%。
7 试验方法
7.1 钢板及钢带的外观用肉眼检查。
7.2 钢板及钢带的尺寸和外形应用合适的测量工具检查。
16
2020年5月29日
17
2020年5月29日 7.3 每批钢板及钢带所需检验项目的试验方法应符合表8的规定。
表8 序号 试验项目 牌 号 取样方法 试 样 尺 寸 试 验 方 法
1 化学分析 全 部 GB 22
2 - GB 223
2 拉伸试验 SAPH310 SAPH370 SAPH400 SAPH440 GB 2975 钢板厚<6.3mm: L 0=50mm b 0=25mm 钢板厚度≥6.3mm: L 0=200mm b 0=40mm
GB 228
QStE340TM QStE380TM QStE420TM QStE460TM QStE500TM
钢板厚度<3.0mm: L 0=80mm b 0=20mm
钢板厚度≥3.0mm:
L 0=5.65
B330CL
18
2020年5月29日 B380CL B420CL
B420L,B510DL
B550L
B440QZR
B480QZR
L 0=5.65
SAPH310 SAPH370
SAPH400
SAPH440
试样宽度b ≥20mm
3 弯曲试验 QStE310TM QStE380TM QStE420TM
QStE460TM
QStE500TM
GB 2975 试样宽度b ≥20mm
GB 232
Q/BQB 310-1999
8 检验规则
8.1取样频率
8.1.1 化学成分分析的取样频率
按炉对化学成分进行熔炼分析。
19
2020年5月29日
8.1.2 力学性能和工艺性能的取样频率
钢板及钢带应按批验收,每批应由重量不大于50吨的同牌号、同厚度规格、同产品形态的钢板或钢带组成。
每批取拉伸试验试样和弯曲试验试样各一个。
注:经供需双方协商,可另确定检验批重量。
8.2 力学性能和工艺性能的取样位置
试样取自钢板或钢带宽度的1/4处。
8.3 取样方法
每批钢板及钢带所需检验项目的取样方法应符合表8的规定。
4.复验
20
2020年5月29日
如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合格项目的复验。
复验结果(包括该项目试验所要求的任一指标)即使有一个指标不合格,则整批不得交货。
9 包装、标志和质量证明书
9.1钢板及钢带的包装、标志和质量证明书应符合Q/BQB300的规定。
9.2 如需方对包装有特殊要求,应经供需双方协商,并在合同中注明。
9.3 包装重量应符合表9的规定。
表9
21
2020年5月29日
Q/BQB 310-1999
附录A
(提示的附录)
本标准与引用标准最新版及国标相近牌号对照表
表A.1
22 2020年5月29日
表A.2
23 2020年5月29日
附加说明:
本标准由上海宝钢集团公司技术部提出。
本标准由上海宝钢集团公司技术部质标室起草。
本标准起草人: 李玉光
本标准非等效采用JIS G3113-1990、SEW092-82、EN10149-2:1995。
本标准水平等级标记Q/BQB310-1999 Y。
24
2020年5月29日。