北京科技大学-材料成型自动控制基础大作业
北京科技大学-材料成型自动控制基础大作业
北京科技大学-材料成型自动控制基础大作业材料成形自动控制基础作业一、回归方程系数a, b1.Matlab程序:clcdisp('函数为y=ax^b');disp('取对数lny=lna+blnx')x=[0.1 1 1.9 2.8 3.7 4.6 6.4 7.3 8.2 9.1 10 10.9 11.8 12.7 13.614.5 15.4 16.3 17.2]y=[0.001514 2.4 18.71642 64.73169 157.9271 316.9832 912.9 1390.455 2015.652 2812.831 3804.4 5012.6 6460.07 8173.031 10175.03 12490.76 15145.29 18164 21573.9]c=log(x);d=log(y);sumc=sum(c);sumd=sum(d);n=length(c);e=c.*d;sume=sum(e);f=c.*c;sumf=sum(f);a1=(sume-sumc*sumd/n)/(sumf-(sumc)*(sumc)/n);c0=(sumc)/n;d0=(sumd)/n;b=a1;a0=d0-a1*c0;a=exp(a0);x1=0.01:0.1:21;y1=a.*x1.^b;plot(x,y,'bp',x1,y1,'g-')legend('数据点','y=ax^b拟合曲线')disp('拟合得到的a和b的值为:')ab2.拟合结果拟合得到的a和b的值为:a = 2.4001b =3.2000二、计算轧制压力1.Matlab程序clcC=[0.0416 0.0441 0.0367 0.0367 0.033 0.029 0.029 0.033 0.0290.0017 0.0013 0.0019 0.0019 0.0019]Mn=[0.25 0.23 0.26 0.26 0.26 0.25 0.25 0.26 0.250.15 0.14 0.14 0.14 0.14]Cr=[0.03 0.03 0.02 0.02 0.04 0.04 0.04 0.04 0.04 0.020.02 0.02 0.02 0.02]V=[0.02 0.03 0.02 0.02 0.02 0.01 0.01 0.02 0.01 0.020.02 0.03 0.03 0.03]T=[948.4 950.18 944.26 958.31 954.99 947.67 954.43 960.78 950.46 967.32 960.46 967.41 954.13 956.74]S=[1.39 1.38 1.33 1.264 1.372 1.371 1.372 1.313 1.358 1.4521.538 1.469 1.474 1.52]r=[0.4183 0.4296 0.428 0.4248 0.4072 0.4115 0.4114 0.4085 0.41230.393 0.3639 0.3947 0.3955 0.3974]H=[43.303 46.65 46.361 45.924 45.908 45.943 46.113 46.045 46.11546.41 45.964 46.284 46.36 46.317]D=[787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9 787.9]Nb=0;[C]=C+Mn/6+(Cr+V+Nb)/12;h=H.*(1-r);R=D./2;dh=H-h;T_=(T+273.15)./1000;f_h=sqrt(r./(1-r));e=(2./sqrt(3)).*log(H./h);e_r=e*1000.*S./(sqrt(R.*dh));if T_>=0.95.*(([C]+0.41)./([C]+0.32))sigma_0=2.75.*exp(5./T_-0.01./([C]+0.05));m=(-0.019.*[C]+0.126).*T_+(0.075.*[C]-0.05);elsesigma_0=2.75.*(30.*([C]+0.9).*(T_-0.95.*([C]+0.49)/([C]+0.42)).^2+([C]+0.06)./([C]+0 .09)).*exp(([C]+0.32)./(0.19.*([C]+0.41))-0.01./([C]+0.05));m=(0.081.*[C]-0.154).*T_-0.019.*[C]+0.207+0.027./([C]+0.32);endsigma_f=sigma_0.*(1.3.*(5.*e).^(0.41-0.77.*[C])-1.5.*e).*(e_r/10).^(m);fai=tan(pi./8.*log(1-r)./sqrt(R./h)+0.5.*atan(f_h))./sqrt(R./h);Qp=0.5.*pi./f_h.*atan(f_h)-pi/4-sqrt(R.*h)./f_h.*(log(2.*R.*(1-cos(fai))./h+1)+0.5.*lo g(1-r));format short eF=2./sqrt(3).*sigma_f.*Qp.*sqrt(R.*dh);disp('计算得出的轧制力分别为:')F2、运算结果计算得出的轧制力分别为:F =Columns 1 through 143.2087e+05 3.4756e+05 3.5219e+05 3.2998e+05 3.3095e+05 3.4342e+05 3.3701e+05 3.2461e+05 3.4151e+05 3.2617e+05 3.1332e+05 3.2655e+05 3.4228e+05 3.4126e+05>>。
北京科技大学固态成型工艺原理与控制 -

第一章轧制原理1. 轧制:靠旋转的轧辊与轧件之间形成的摩擦力将轧件拖进辊缝之间,并使之受到压缩产生塑性变形的过程。
轧辊表面状态的影响4)轧件的化学成份的影响5)轧辊化学成分的影响2.轧制变形区:指轧制时,轧件在轧辊作用下发生变形的体积。
实际的轧制变形区分为弹性变形区、塑形变形区、弹性恢复区。
3. 咬入角:轧件被咬入轧辊时轧件和轧辊最先接触点(实际上为一条线)和轧辊中心的连线与两轧辊中心连线所构成的角度。
4. 金属变形区的流动规律:(1)沿轧件断面高度上的变形、应力、流动速度分布都是不均匀;(2)在几何变形区内,轧件与轧辊接触表面上,不但有相对滑动,而且还有粘着;(3)变形不但发生在几何变形区内,而且也产生在几何变形区以外;(4)在粘着区内有一个临界面,在这个面上金属的流动速度分布均匀,并且等于该处轧辊的水平速度。
α≤5.平辊轧制咬入条件:β6.假设由咬入阶段过渡到稳定轧制阶段的摩擦系数不变及其他条件相同时,则稳定轧制阶段允许的咬入角比咬入阶段的咬入角大2倍。
7. 极限咬入条件 :βα= 理论上允许的极限稳定轧制条件 :y x y K βα=8. 剩余摩擦力:咬入力和水平阻力的差值称之为剩余摩擦力。
9. 剩余摩擦角ω:等于金属与轧辊间的接触摩擦角β与合力作用角ϕ的差值。
ϕ<α时,产生剩余摩擦力。
当ϕ=2α时,轧制过程建成,剩余摩擦角达到最大值。
10. 改善咬入条件的方法: 增加轧辊直径D 、减小压下量、用钢锭的小头先送入轧辊或以带有楔形端的钢坯进行轧制、增加后推力、改变轧件或轧辊的表面状态,以提高摩擦角、合理的调节轧制速度,轧制速度提高,摩擦系数降低、增加轧件与轧辊的接触面积或采用合适的孔型侧壁倾角。
11. 宽展:轧制过程中轧件的高度承受轧辊压缩作用,压缩下来的体积,将移向纵向及横向。
由移向横向的体积所引起的轧件宽度的变 化。
12. 宽展分类:自由宽展(坯料在轧制过程中,被压下的金属体积其金属质点横向移动时具有向垂直于轧制方向的两侧自由移动的可能性,此时金属流动除受辊接触摩擦的影响外,不受其他任何的阻碍和限制)、限制宽展(轧制过程中,金属质点横向移动时,除受接触摩擦的影响外,还承受孔型侧壁的限制作用)、强制宽展(轧制过程中,金属质点横向移动时,不仅不受任何阻碍,反而受强烈的推动作用,使轧件宽度产生附加的增长)13. 影响宽展的因素(在其他条件一定的情况下,正比于高向移动体积和变形区长度,以及摩擦系数。
北京科技大学材料成型自动控制基础书本重点 chenyang

材料成形自动控制理论基础总结版1.自动控制是采用自动检测、信号调节、电动执行等自动化装置组成的闭环控制系统,它使各种被控变量保持在所要求的给定值上。
2.过程自动化是指在生产过程中,由多个自动控制系统组合成的复杂过程控制系统。
3.生产过程实现自动化的目的是:保证生产过程安全稳定;维持工序质量,用有限资源制造持久耐用的精美产品;在人力不能胜任的复杂快速工作场合中实现自动操作;把人从繁重枯燥的体力劳动中解放出来;不轻易受人的情绪和技术水平影响,按要求控制生产过程。
4.轧制生产过程的特点:(1)需要模型计算。
(2)控制项目众多。
(3)调节速度快。
(4)参数之间相互耦合影响。
(5) 控制结果综合性强。
5.轧制过程技术现状:(1) 轧钢生产日益连续化。
(2)轧制速度不断提高。
(3)生产过程计算机控制。
(4) 产品质量和精度高标准交货。
(5)操作者具有较高技术水平。
6.轧制自动化目前可以分为对过程的自动控制和对工艺过程的计算机系统控制两部分。
7.计算机控制内容又分为计算机配置方式、信息跟踪方式和动态在线控制算法以及分布计算机通讯网络四大部分。
8.中国冶金自动化的发展:(1) 在基础控制方面,以PLC、DCS、工业控制计算机为代表的计算机控制取代了常规模拟控制。
(2)在控制算法上,重要回路控制一般采用PID算法。
(3)在电气传动方面,用于节能的交流变频技术普遍采用;国产大功率交直流传动装置在轧线上得到成功应用。
(4)在过程控制方面,计算机过程控制系统普及率有较大幅度提高。
9.自动控制是利用控制系统使被控对象或是生产过程自动按照预定的目标运转所进行的控制活动。
10.开环控制系统:输出量不会返回影响过程的直接控制系统。
11.闭环控制系统:将输出量反馈回来影响输人量的控制系统,或称为反馈控制系统。
12.自动控制系统:如果将自动检测信号与设定值进行比较,得到与目标信号的偏差,再利用运算控制器自动完成偏差信号调节和控制信号输出,最后由电动执行器完成调节任务,使偏差得到消除,就成为自动控制系统。
材料成型自动控制基础雷毅版1
有静差系统和无静差系统 集中参数系统和分布参数系统 现代高精度控制系统
1.3 对自动控制系统的基本要 求
在控制过程中,一个理想的控制系统始终应使其被控制量(输出) 等于给定值(输入)。但是由于机械部分质量、惯性的存在,电 路中储能元件的存在以及能源功率的限制,使得运动部件的加速 度受到限制,其速度和位置难以实现瞬时变化,而需要经过一个 过渡过程。 控制系统的暂态性能可以通过在输入信号作用下系统的过渡过程 (即暂态过程)来评价。 系统的暂态过程不仅与系统的结构和参数有关,还与外加输入信 号的形式有关
给定量 控制装置 操作量 控制对象 被控制量
图1.1-1 自动控制系统示意图
1.1.2 开环控制系统和闭环控制系统 开环控制系统:系统的输出量对系统无控制作用,或者说
系统中没有一个环节的输入受到系统输出的反馈作用
干扰 给定量 控制装置 操作量 控制对象 被控制量
图1.1-1 自动控制系统示意图
闭环控制系统
直流电动机M通过减速器驱动送丝导轮输送焊丝。电动机M的转 速取决于直流发电机G的输出电压。发电机G有两个激磁绕组W1、 W2,通过电位器Rw1供给一个给定电压Ug,在W1产生一个磁 通 1 ;W2由电弧电压Ua在W2中产生磁通 2 , 1 单独存在时,发电机G输出电压的极性使 两个磁通方向相反: 2 单独存在时,电动机M向送丝方 电动机M向退丝方向转动;当 向转动。 2 1电动机M驱动送丝机构有一个稳定的送丝速度 正常焊接时,
闭环控制系统:动态系统、振荡
复合控制系统:前馈控制、反馈控制
1.2 自动控制系统的组成和类型
v 指令值
北京科技大学2024年研究生自主命题考试大纲 807-材料成形理论基础
材料成形理论基础考试大纲一、考试性质与范围适用于080500“材料科学与工程”以及085601“材料工程”硕士研究生入学考试,为初试考试科目。
二、考试基本要求考查考生掌握材料成形基本概念、基础理论的同时,注重考查考生运用相关基础知识发现、分析和解决材料加工领域相关问题的能力。
要求考生全面、系统地掌握材料成形的金属学及力学原理,具有发现、分析和解决材料加工领域相关问题的能力。
三、考试形式与分值1、满分为150分;2、题型为名词解释、简答、论述、计算等。
四、考试内容1、金属凝固原理1.1液态金属1.2凝固过程1.3单相合金凝固及组织1.4多相合金凝固及组织1.5特殊条件下的凝固1.6金属凝固加工过程质量控制2、焊接成形冶金基础2.1焊接温度场与焊接热循环2.2焊接化学冶金2.3焊缝与熔合区2.4焊接热影响区2.5 3D打印激光选区熔化成形原理3、金属材料的塑性与塑性变形机理3.1金属材料的塑性-3.2金属材料塑性变形机理3.3金属材料塑性的主要影响因责3.4金属材料的超塑性4、金属材料的强韧性与强韧化机理4.1金属材料的强度4.2金属材料的强化机理4.3金属材料的韧性与韧化机理5、回复与再结晶5.1形变金属的回复5.2形变金属的再结晶5.3再结晶后的组织5.4再结晶与相变、回复的区别6、金属及合金的热加工及软化6.1热变形原理6.2动态回复6.3动态再结晶6.4热加工图7、点的应力应变状态7.1点的应力状态7.2应力莫尔圆7.3等效应力7.4应力平衡微分方程7.5应变的表示方法7.6点的应变及应变连续性7.7应变增量及应变速率8、屈服准则及塑性关系8.1屈服准则的一般形式8.2两个典型的屈服准则8.3应变硬化材料的后继屈服8.4塑性应力应变关系8.5应力应变顺序对应规律8.6等效应力-等效应变曲线的单一性9、塑性加工问题解析方法9.1塑性加工问题的解9.2边界条件9.3基本方程的简化9.4主应力法9.5滑移线法五、参考书1、《材料成形理论基础》,李静媛主编,冶金工业出版社,2022。
《材料成形工艺学(下)》大作业

《材料成形工艺学(下)》大作业题目:解析无缝钢管二辊斜轧穿孔过程中轧件运动方式以及提高轴向滑动系数 作业内容无缝钢管轧制过程中二辊斜轧穿孔,轧辊形式为桶形辊,轧辊在水平面左右布置,固定不动导板在上下布置,中间为随动顶头。
利用平面解析方法或其他方法解析下面斜轧穿孔过程中轧件运动方式(旋转和前进方向),以及如何提高轴向滑动系数使其提高生产率。
三、 作业方式每个小组由6人组成,六个班级,共29小组,以小组为单位开展研究,时间4周,每个小组一名代表,上台汇报,要求PPT 形式,汇报时间6分钟,提问讨论2分钟。
每个小组提交一份纸质版和电子版作业和PPT 电子版。
四、 考察形式纸质版作业内容:5分,现场汇报和回答问题PPT :5分。
以总分10分计入本课程总成绩中。
五、 作业分析132 41.斜轧穿孔过程中轧件运动方式。
(1)(2)(3)(4)2.提高轴向滑动系数。
图1:二辊斜轧穿孔过程示意图1-轧辊;2-顶头;3-顶杆;4-轧件;5-导板滑动系数:一般指金属的运动速度与辊面相应接触点的运动速度比值。
轴向滑动系数:金属在轧件轴向的滑动系数。
提高轴向滑动系数就可以缩短轧制时间,减少在变形区内的反复加工次数, 直接影响到轧机的产量、质量和能耗。
由书本P515v xx =S xx u xx (3-17-3a)式中 v xx ——接触表面任一点金属的速度在轧件轴向的分量。
S xx ——接触表面任一点金属在轧件轴向的滑动系数。
u xx ——轧辊接触表面上任一点的切线速度在x 轴上的分量。
轧辊任一截面的轧辊表面切线速度已知为u x =πD x n60 (3-17-4) 式中 D x ——变形区内轧辊任一截面的直径;n ——轧辊转速,r/min 。
接触表面任一点金属的速度在轧件轴向的分量βπυsin 60xx x xx S D n =由上式a) 降低轧辊转速;同时实践证明,随着轧制速度的提高,摩擦系数是降低的。
因此,可以实现低速自然咬入,然后随着轧件充填轧缝,合力作用点前移,使咬入条件好转,逐渐增加轧制速度,使之过渡到稳定轧制阶段时达到最大,但必须保证αx <K x βy 的条件。
材料成型工艺大作业题目
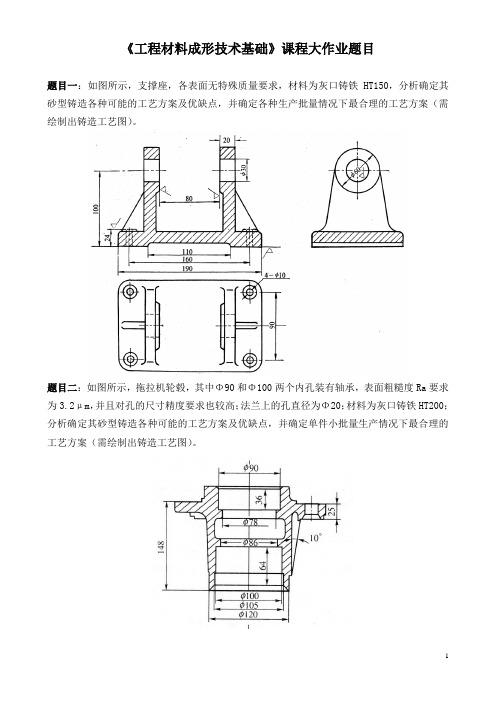
《工程材料成形技术基础》课程大作业题目题目一:如图所示,支撑座,各表面无特殊质量要求,材料为灰口铸铁HT150,分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定各种生产批量情况下最合理的工艺方案(需绘制出铸造工艺图)。
题目二:如图所示,拖拉机轮毂,其中Φ90和Φ100两个内孔装有轴承,表面粗糙度Ra要求为3.2μm,并且对孔的尺寸精度要求也较高;法兰上的孔直径为Φ20;材料为灰口铸铁HT200;分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定单件小批量生产情况下最合理的工艺方案(需绘制出铸造工艺图)。
题目三:如图所示,焊接梁,材料为20钢,现有钢板最大长度为2500mm,设计要求:确定腹板、上、下翼板、筋板的焊缝位置;选择焊接方法;画出各条焊缝的接头形式;确定各条焊缝的焊接次序。
题目四:如图所示,锅炉汽包,生产数量5个,材料为16Mn钢,板材规格50×2200×6000钢板制造。
设计要求:确定焊缝布置,确定焊接方法及材料,确定接头形式;确定工艺路线。
题目五:图示为齿轮零件图,材料为45钢,密度为7.85g/cm3,制定其自由锻工艺规程,其中的锻造工序要用图表示出来。
表1至表2供制定工艺规程参考使用。
注:教材77页的公式2.10、2.11、2.12、2.13和2.14中的长度单位为分米。
表1 凸肩齿轮和凸肩法兰盘类锻件的余量与公差mm表2 自由锻锤锻造能力范围题目六:图示为镗排本体零件图,材料为45钢,密度为7.85g/cm3,制定其自由锻工艺规程,其中的锻造工序要用图表示出来。
表1至表4供制定工艺规程参考使用。
注:教材77页的公式2.10、2.11、2.12、2.13和2.14中的长度单位为分米。
表1 台阶和凹档锻出的最小长度mm表2 多台阶轴类锻件的余量与公差mm表3 法兰的最小锻出长度mm表4 自由锻锤锻造能力范围。
北京科技大学第1-8章作业答案(必做题)
1-1下图是液位自动控制系统原理示意图。在任意情 况下,希望液面高度c维持不变,试说明系统工作 原理并画出系统方块图。
被控对象:水箱。 比较元件:电位器。 答: 被控量:水箱的实际水位c。 执行元件:电动机、变速箱、阀 给定量:电位器设定点位 ur 门。 控制任务:保持水箱液面高度。 (表征希望值 cr )。 工作原理:当电位器电刷位于中点(对应 ur)时电动机静止不动 ,控制阀门有一定的开度,流入水量与流出水量相等,从而使 一旦流入水量或流出水量发生变化,液面 液面保持给定高度 cr 。 高度就会偏离给定高度cr 例如:当液面升高时,浮子也相应升高,通过杠杆作用,使 电位器电刷由中点位置下移,从而给电动机提供一定的控制电压, 驱动电动机,通过减速器带动进水阀门向减小开度的方向转动, 从而减少流入的水量,使液面逐渐降低,浮子位置也相应下降, 直到电位器电刷回到中点位置,电动机的控制电压为零,系统重 cr 新处于平衡状态,液面恢复给定高度 。反之,若液面降低,则 通过自动控制作用,增大进水阀门开度,加大流入水量,使液面 升高到给定高度。
N (s)
令R(s)=0,则有
N (s)
1 G1 ( s )
G3 ( s )
G4 ( s )
C (s)
1 G1 ( s )
G3 ( s )
C (s)
G1 ( s )
G2 ( s )
1 G1 ( s )
G3 ( s )
N (s)
H1 ( s )
G4 ( s )
C (s)
G4 ( s )
两两互不接触的回路有6个: L1L2,L2L3,L1L3,L2L7,L2L8,L2L9。 3个互不接触的回路有1个: L1L2L3 所以,特征式