工时产能统计表
车间产能统计表模板
车间产能统计表模板
生产线上的阵阵机器轰鸣,工人们忙碌的身影,浑然一体,这就是一个典型的工厂景象。
那你有没有想过,如何才能衡量这忙碌的效果呢?答案就在生产线产能日报分析图表中。
生产线产能日报分析图表,简单说,就是记录每天每条生产线生产了多少产品,然后通过图表形式展示出来。
可能你会简单认为,这不过是一张表和一些数据,但其中蕴含的价值却远超过你的想象。
首先,生产线产能日报分析图表能让我们看到哪些生产线生产力达标,哪些没达标,这就好像细菌在显微镜下无处遁形。
如果有哪条线生产力不足,我们就可以像侦探一样去寻找原因:设备是不是出故障了?工人操作有误?找出原因后,我们就能对症下药,提升生产力。
其次,这个图表还能让我们发现优化的空间。
无论是停机时间、原材料损耗还是人力不足,各种问题在图表上都能体现。
有了这些信息,我们就能调整工作流程,提高产品质量和生产力。
老话说得好,“细节决定成败”。
要实现目标,必须细化,量化,这样我们才能更好地去追踪和评估。
虽然我们有很多技术含量高的数据工具可用,但日常的产能日报分析图表也不能轻视!它直观易懂,便于工人查看,也符合实际操作。
分析图表只是工具而已,利用好了,它能发挥出惊人的力量,因为,制胜的关键不在你手中的工具,而在你的思维和行动。
案例:
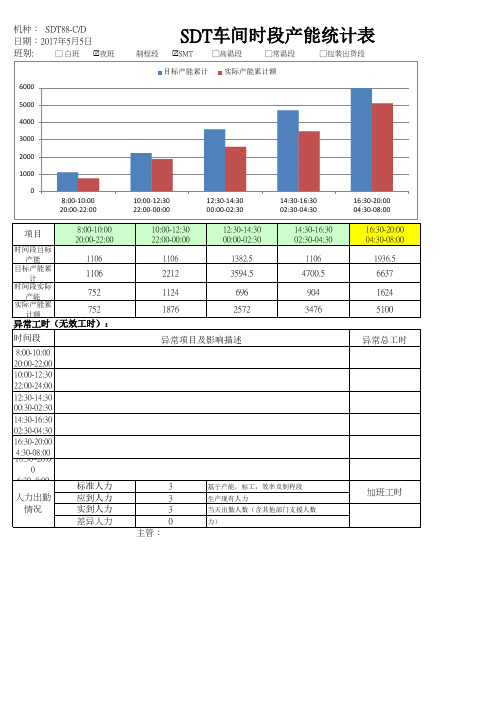
下面是一个生产线产能日报分析图表模板(底部可下载):
我们只需要在下半部分填入我们当天的生产基础数据,汇总数据就能就自动汇总出来,并且最上面的生产线产量分析图和总生产合格量的图表就能自动显示出来,非常方便,当然你可也可以在此基础上根据自家工厂实际进行扩充完善更多的功能出来。
时段产能统计表
1382.5 3594.5
696 2572
14:30-16:30 02:30-04:30
14:30-16:30 02:30-04:30
1106 4700.5
904 3476
16:30-20:00 04:30-08:00
16:30-20:00 04பைடு நூலகம்30-08:00
1936.5 6637
1624 5100
异常项目及影响描述
异常总工时
3 3 3 0 主管:
基于产能,标工,效率及制程段
生产现有人力
若当有天差出异勤(人请数注(明含S其D他T自部有门需支人援力人及数可支援人 力)
加班工时
机种: SDT88-C/D
日期:2017年5月5日
班别:
□ 白班 R夜班
6000
5000
4000
3000
2000
1000
0 8:00-10:00 20:00-22:00
项目
8:00-10:00 20:00-22:00
时间段目标 产能
1106
目标产能累 计
1106
时间段实际 产能
752
实际产能累 计额
752
异常工时(无效工时):
时间段
8:00-10:00 20:00-22:00 10:00-12:30 22:00-24:00 12:30-14:30 00:30-02:30 14:30-16:30 02:30-04:30 16:30-20:00 4:30-08:00 18:30~20:0
0 6:30~8:00
人力出勤 情况
标准人力 应到人力 实到人力 差异人力
制造业员工每日生产效率统计表

装饰件 E500B后壳PC装饰件
3#
Y4 10.75 5520 1
按键 镜片
D8600数字键/墨色 E670主屏/第一刀
B班
6.42 3006 1
4#
Y5
4.33 1272 1
镜片 E670主屏/第二刀
5#
Y6 8.70 3059 1
镜片 E500B主屏镜片/白第一刀 6#
Y7 9.00 6894 1
按键 镜片
E581按键数字 EV530主屏/黑
3.83 1572 1
7#
Y8
2.00 468 1
CNC合计: 66.86 35470 11
有效工 时
(h) 7.53 2.08 4.75 5.42 10.25 6.42 3.33 8.70 8.67 3.83 1.50 62.48
异常工 时 (h)
标准产能 实际产能 产能 (pcs/h) (pcs/h) 达成率%
4.13 601.78 567.70 94.3% 93.4% 78.0%
新员工
备注
调机10分
是
调机63分,搞卫生15 分
是 是
调机35分,搞卫生15 分调机,搞卫生15 分
是
调机60分,搞卫生15 分
是 搞卫生15分
调机20分,搞卫生15
分
是
是
调机30分,搞卫生15 分
6月8日
装饰件 N31A壳镜片 摄像头 E500B摄像头 装饰件 E500B后壳PC片
时间 利用率%
生产 总效率%
0.17 1491
1169 78.4% 97.8% 76.7%
1.05
341
329 96.5% 61.5% 59.4%
标准工时统计表-新

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
《标准工时及产能计算表》
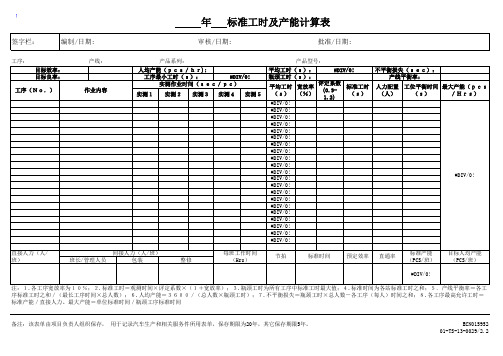
签字栏:实测1实测2实测3实测4实测5#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!每班工作时间(Hrs)目标人均产能(PCS/班)标准时间最大产能(pcs/Hrs)#DIV/0!注:1.各工序宽放率为10%;2.标准工时=观测时间×评定系数×(1+宽放率);3.瓶颈工时为所有工序中标准工时最大值;4.标准时间为各站标准工时之和;5.产线平衡率=各工序标准工时之和/(最长工序时间×总人数);6.人均产能=3600/(总人数×瓶颈工时);7.不平衡损失=瓶颈工时×总人数-各工序(每人)时间之和;8.各工序最高允许工时=标准产能/直接人力。
最大产能=单位标准时间/瓶颈工序标准时间备注:该表单由项目负责人组织保存, 用于记录汽车生产和相关服务件所用表单,保存期限为20年,其它保存期限5年。
ECN01595201-TS-13-0029/2.2工序(No.)直接人力(人/班)平均工时(s)节拍宽放率(%)评定系数(0.9-1.2)标准工时(s)预定效率人力配置(人)直通率工位平衡时间(s)标准产能(PCS/班)间接人力(人/班)班长/管理人员包装整修实测作业时间(sec/pc)作业内容#DIV/0!不平衡损失(sec):目标良率:工序最小工时(s):#DIV/0!瓶颈工时(s):产线平衡率:目标效率:人均产能(pcs/hr):平均工时(s): 年 标准工时及产能计算表编制/日期: 审核/日期: 批准/日期:工序:产线:产品系列:产品型号:。
车间工时统计表
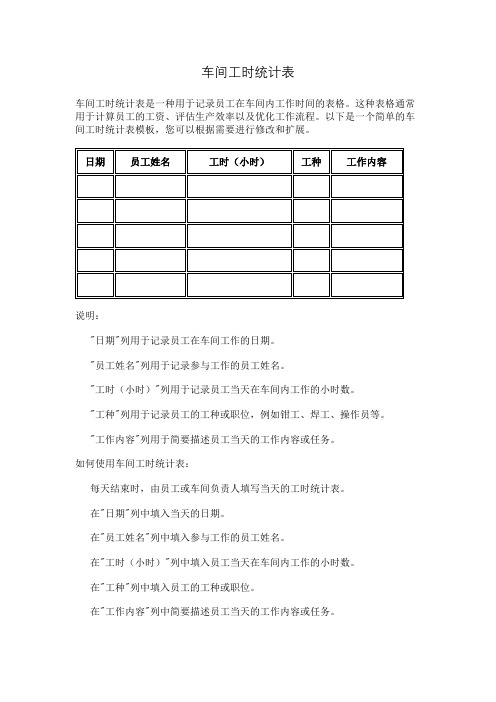
车间工时统计表
车间工时统计表是一种用于记录员工在车间内工作时间的表格。
这种表格通常用于计算员工的工资、评估生产效率以及优化工作流程。
以下是一个简单的车间工时统计表模板,您可以根据需要进行修改和扩展。
说明:
"日期"列用于记录员工在车间工作的日期。
"员工姓名"列用于记录参与工作的员工姓名。
"工时(小时)"列用于记录员工当天在车间内工作的小时数。
"工种"列用于记录员工的工种或职位,例如钳工、焊工、操作员等。
"工作内容"列用于简要描述员工当天的工作内容或任务。
如何使用车间工时统计表:
每天结束时,由员工或车间负责人填写当天的工时统计表。
在"日期"列中填入当天的日期。
在"员工姓名"列中填入参与工作的员工姓名。
在"工时(小时)"列中填入员工当天在车间内工作的小时数。
在"工种"列中填入员工的工种或职位。
在"工作内容"列中简要描述员工当天的工作内容或任务。
通过填写车间工时统计表,您可以轻松地了解员工在车间内的工作时间、工作内容和工种,从而为您的生产管理和优化提供数据支持。
您可以根据需要对表格进行扩展,例如添加更多列以记录员工的工资、加班情况等。
机械行业标准工时及产能计算表

248.3 #DIV/0!
PCS/H PCS/H
备注
表
测量日 期 2017/3/24 23:52 测量人 员 David 标准工 平衡工 目前工 建议设 宽放系 时 建议人 时 宽放率 装夹具 备数 数 (sec/p 数 (sec/ (台) (台) cs) pcs) 1 1 1 1 1 1 1 1 1 1 1 1 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1.0% 7.总人数﹕
0
12
9.生产每K需求 小时: 10.生产治具套 数:
T:代表"夹具/机器"
0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0% 0%
1 1 1 1 1 1 1 1 1 1 1 1
1.92 1.19 1.09 3.72 0.72 0.19 2.72 -
21.4 24 21.8 21 13.3 15.1 13.9 13.8 27.9 24.8 24.4 19.2
制程 性能 87% 4% 84% 81% 87%
平均操 生产数 作时间 量 (sec/ (set/ 次) 次) 24.40 7.40 6.50 4.50 2.50 13.50 21.90 14.40 23.20 8.20 1.10 14.50 142.10
标准工时统计表
单元 装配 品名 每次操作时间(s) 工序 工序名称 工序名称1 工序名称2 工序名称3 工序名称4 工序名称5 工序名称6 工序名称7 工序名称8 工序名称9 工序名称10 工序名称11 工序名称12 1 2 3 4 5 偏离比 标准差 率
3.09 0.91 0.51 0.26 0.37
8.每班日产能﹕
24.5 7.5 6.6 4.5 2.5 13.6 22.1 14.5 23.4 8.3 1.1 14.6 ###### 12 人 1.902 K 0 -
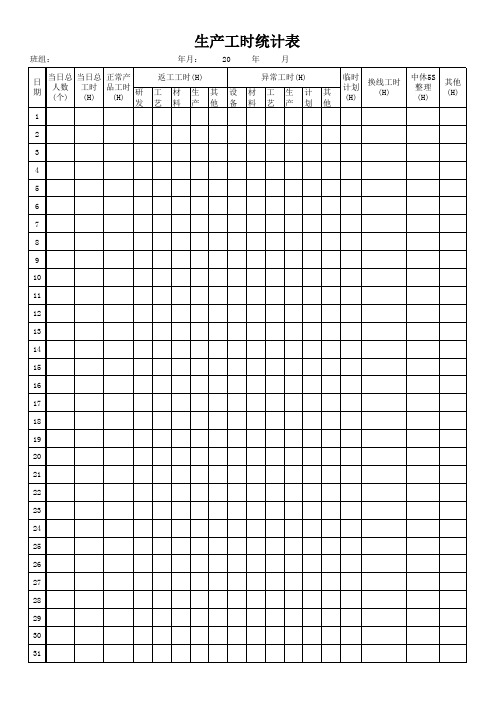
生产工时统计表
生产工时统计表
班组:
年月: 20 年 月
日 期
当日总 当日总 正常产
人数 (个)
工时 (H)
品工时 (H)
研 发
返工工时(H)
工材生其 艺料产他
设 备
异常工时(H)
材工生计 料艺产划
其 他
临时 计划 (H)
换线工时 (H)
中休5S 整理 (H)
其他 (H)
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
填表说明: 一、 适用范围:适用于生产各班组的工时统计 二、填写要求
1 班组:填写所在的班组,生产线 2 月份:填写工时发生的月份 3 具体工时填写要求:各组长根据实际发生工时填写各工时,具体内容可以通过生产日报查询。 三、原件存档部门及保存期规定:原件由生产部保存,保存期为1年。 四、 归口管理部门:生产部 五、 发放范围:生产部 六、 生效日期:ቤተ መጻሕፍቲ ባይዱ