触摸屏贴合工艺操作规范资料
全贴合OCA贴合流程说明
全贴合OCA贴合流程说明OCA(Optically Clear Adhesive)贴合技术是将保护膜、触摸屏与显示屏进行固化和封装的一种工艺。
它可以增加显示屏的透明度和亮度,提高触摸的灵敏度和显示屏的防护能力。
下面,我将详细介绍OCA贴合流程的步骤。
一、准备工作1.1设备准备:根据生产需求,准备好OCA贴合机、高压清洗机、烘干机等相关设备。
1.2材料准备:准备好OCA材料、PET保护膜、触摸屏和显示屏等贴合所需的材料。
1.3工作环境准备:确保工作环境清洁、尘埃较少,并提供恒温、恒湿的条件,确保贴合过程的质量。
二、触摸屏准备2.1清洗:使用高压清洗机清洗触摸屏表面,去除污渍和杂质。
2.2定位:根据贴合机的要求,对触摸屏进行定位,以确保贴合的准确性。
三、OCA贴合3.1铺贴OCA:将OCA材料按照规定的长度和宽度,均匀地铺贴在触摸屏上。
3.2定位:将PET保护膜粘贴在OCA层上,确保其与触摸屏的位置准确对应。
3.3压合:将装有触摸屏和PET保护膜的夹具放置在贴合机的工作台上,在一定的温度和压力下,进行压合,使OCA材料与触摸屏和PET保护膜紧密贴合。
3.4固化:通过贴合机的紫外线照射功能,对OCA材料进行固化,使其形成牢固的粘接。
四、显示屏准备4.1清洗:使用高压清洗机清洗显示屏表面,去除污渍和杂质。
4.2定位:根据贴合机的要求,在显示屏的背面进行定位,以确保贴合的准确性。
五、显示屏和触摸屏贴合5.1定位:将经OCA贴合的触摸屏放置在显示屏上,确保两者的位置准确对应。
5.2压合:将装有触摸屏和显示屏的夹具放置在贴合机的工作台上,在一定的温度和压力下,进行压合,使触摸屏和显示屏紧密贴合。
5.3固化:通过贴合机的紫外线照射功能,对OCA材料进行再次固化,增强贴合的牢固性。
六、质检和包装6.1质检:对贴合后的产品进行质量检查,包括触摸屏的灵敏度、显示屏的亮度和贴合的完整性等方面。
6.2包装:将质检合格的产品进行包装,包括防震、防刮、防尘等措施,以确保产品在运输和存储过程中的安全性。
工控屏贴合工艺

工控屏贴合工艺随着科技的不断进步,工业自动化已经成为了现代化生产的重要组成部分。
而工控屏作为工业自动化的核心控制设备,对于现代化生产的效率和质量有着重要的影响。
而在工控屏的生产过程中,贴合工艺是一个非常重要的环节,直接关系到工控屏的使用寿命和性能稳定性。
因此,本文将从工控屏贴合工艺的基本原理、流程、技术难点和未来发展趋势等方面进行详细介绍。
一、工控屏贴合工艺的基本原理工控屏贴合工艺是指将触摸屏与液晶屏幕粘合在一起的工艺过程。
触摸屏一般采用的是电容式触摸屏,而液晶屏幕则是以玻璃基板为基础的液晶显示器。
在贴合工艺中,需要将这两个部分粘合在一起,形成一个整体的工控屏。
这个过程需要经过多道复杂的工序,包括表面处理、涂胶、定位、压合、固化等环节。
工控屏贴合工艺的核心在于涂胶和压合。
涂胶是将胶水均匀地涂布在触摸屏和液晶屏幕的背面,以便粘合两个部分。
而压合则是将两个部分放在一起,进行压力和温度的控制,使胶水能够在两个部分之间形成一个坚固的粘合层。
二、工控屏贴合工艺的流程1. 表面处理表面处理是贴合工艺的第一步。
此步骤的目的是将触摸屏和液晶屏幕的表面清洗干净,并使其表面光滑。
这个过程需要使用特殊的清洗剂和工具,以便去除表面的灰尘和污垢,确保后续的工艺过程能够顺利进行。
2. 涂胶涂胶是贴合工艺的核心步骤。
此步骤需要将胶水均匀地涂布在触摸屏和液晶屏幕的背面。
一般来说,胶水需要均匀地覆盖整个背面,并且不应该有任何泡沫或空气。
胶水的选择也非常重要,需要根据具体的使用环境和要求选择合适的胶水,以确保贴合效果的稳定性和可靠性。
3. 定位定位是贴合工艺的关键步骤。
此步骤需要将触摸屏和液晶屏幕精确地定位在一起,以确保两个部分能够完美地贴合。
定位一般使用特殊的定位工具来完成,需要将两个部分放在一起,并通过特殊的夹具将它们固定在一起。
此步骤需要非常小心和精确,否则贴合效果会受到很大的影响。
4. 压合压合是贴合工艺的最后一步。
此步骤需要将触摸屏和液晶屏幕放在一起,并通过特殊的设备进行压力和温度的控制。
触摸屏贴合作业指导书
作业步骤作业内容操作步骤:ACF 贴附检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 物料为当正确的型号;1.作业前准备2.清洁FPC 金属指3.贴ACF4.剪切ACF5.小金属指贴附ACF7.左手托起FPC,右手用剪刀沿两FPC中间处剪断ACF;8.重复长金属指贴ACF的步骤进行小金属指ACF的贴附,小金属指贴ACF时每次只能贴附一片FPC;9.将贴好ACF的FPC整齐的放置在防静电盘内;1.从包装袋中取出FPC 时,如果FPC 相互缠绕,不要用力拉扯FPC ,须双手轻轻解开FPC ,防止将FPC 拉裂;2.ACF 底座至少每两小时用无尘布粘酒精清洁一次,防止ACF 污染;3.镊子夹FPC 时不要夹太多,夹住ACF 末端1MM 左右即可,镊子至少每小时用无尘布粘酒精清洁一次尖头和倒背;4.用镊子推压FPC 时不要推到没有贴附的ACF 上,防止ACF 污染;5.小金属指ACF 贴附时,ACF 超出金属指往里1MM 左右即可;3.从包装袋中取出3-4片FPC 放置在ACF 底座上,检查FPC 金属指是否有脏污或者氧化 ;4.如果FPC 金属指存在脏污或者氧化的现象,用棉签粘酒精擦拭清洁金属指位置,直到光亮干净为止;5.用尖头镊子夹住ACF 末端拉到ACF 平台上,将FPC 金属指(长金属指)对准ACF 进行贴附,贴完后用镊子的倒背在FPC 上沿ACF 方向推压FPC 使ACF 和FPC 贴附紧密;6.重复进行第二片、第三片、第四片FPC 的贴附,每片FPC 之间保留1MM 左右的距离;作业步骤作业内容检查项目及注意事项1.贴附前准备2.长ACF 预贴3.短ACF 预贴操作步骤:ACF 预压6.将FPC 小ACF 放置在机器底座上,ACF 面朝上,连接器置于平台的侧面;7.右手按压机器右下角的绿色按钮进行预压;8.等待机器压头上升后取出FPC ;9.将FPC 整齐的放置在防静电盘内;1.机器平台每两小时用无尘布粘酒精清洁一次;2.长ACF 预贴时,不要将FPC 超出平台的标识位置,防止部分ACF 没有进行预贴;FPC 不要太靠里,压头不要压到FPC 的双面胶纸位置;3.进行预压时,手不要处于平台的正上方,防止手被压伤或者烫伤;4.小ACF 预贴时,连接器须处于平台的侧面,不要将连接器或者连接器的部分放置在平台上,防止连接器被压坏;5.机器参数:温度:110+/-10度;压力:1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 机参数正确;3.左手将FPC 的长ACF 放置在ACF 机的底座上,ACF 面朝上,左端对准平台上的标识位置;4.右手按压机器右下角的绿色按钮进行预压;5.等待机器压头上升后取出FPC ;作业步骤3.FPC 对位作业内容检查项目及注意事项操作步骤:FPC对位1.作业前准备2.清洁ITO 1.戴好手套/手指套、防静电手环.对工作台面以及对位底座进行 5S 工作;2.从包装盒内取出TP,用无尘纸粘酒精后折叠沿TP的ITO从上至下擦拭两次;3.无尘纸不要粘太多酒精,如果酒精太多可以在干的无尘纸上撵干;4.用镊子将FPC上的长ACF的保护膜剔除;5.将FPC沿对位底座的边沿放置,放置时ACF面朝上,分支FPC端朝下摆放;6.将TP的小ITO方向对应FPC分支方向,TIO的两方孔对应FPC的两个方形Mark对应粘贴;7.贴完后将TP拿起,用手指将FPC摸平,FPC不能出现皱纹;8.对位OK后将TP整齐放置在防静电盘内;1.FPC和TP进行对位时,如果对一次对位不成功,在撕下FPC的时候,ACF出现皱纹,则ACF必须重新粘贴;2.扶平FPC的皱纹时不要太用力,防止挪动FPC造成偏位;作业步骤1.作业前准备2.长FPC主压3.小FPC主压操作步骤:FOG本压1.戴好手套/手指套、防静电手环.对工作台面以及热压底座进行 5S 工作;2.确认机器参数在要求的参数范围内;5.将长FPC主压好的产品取出,用镊子将小FPC处的ACF保护膜以及双面胶纸的保护膜剔除;6.按图示方向将TP放置在机器的右平台上,将小FPC向上弯折,对应TP上方的小ITO进行对位;7.在显示器上确认小FPC和小ITO对位OK后,按压启动键对小FPC进行主压;8.将主压好的产品整齐的放置在防静电盘内;3.将对位好的TP按图示方向放置在机器的左边平台上;4.按压启动键对FPC进行主压;1.机器平台至少每两小时须用无尘布粘酒精清洁一次;2.小FPC进行弯折对位时不要用手按压弯折的根部,弯折的根部不能出现死折;作业内容检查项目及注意事项作业步骤作业内容检查项目及注意事项操作步骤:ITO测试1.作业前准备2.连接器对位3.测试1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.将ITO的连连接器对应测试夹具的连接器对位;3.感觉对位OK后,用手轻轻按压产品的连接器,将产品连接器和测架连接器连接;4.如果按压时感觉按压没有手感,按压不下时须重新调整连接器的位置,不要用力按压,防止将产品连接器或者测架连接器按坏;5.连接器连接成功后,测架上的灯会闪动,最后第一个红灯和最标识OK的绿灯长亮则表示TP功能OK;6.将测试OK的ITO整齐的放置在专用固定架内,将不良的ITO用不良标签标识好后放置在不良品固定架内;1.测架的连接器以及平台至少每两小时须用无尘布粘酒精清洁一次;作业步骤作业内容检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.左手从专用固定架中拿去测试OK 的ITO ,拿取时须拿去ITO 的两长边,FPC 端朝右上角;3.用皱纹胶指粘取TP 右上脚的蓝色保护膜,将保护膜拉起后用手将保护膜撕除,换面重复撕保护膜动作将两面保护膜撕除;4.检查ITO 表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘,放入时保持去除保护膜的面朝上,然后集中贴上保护膜待处理;5.如果有脏污则将无尘布裹在右手的大拇指和食指上沾石油醚精对ITO 两面同时进行清洁;6.将清洁好的ITO 放入专用固定架上待贴合;1.清洁ITO时要往一个方向擦拭,不能来回擦拭;2.清洁好的ITO在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;2.ITO 清洁1.作业前准备操作步骤:ITO清洁作业步骤作业内容检查项目及注意事项1.作业前准备2.面板清洁操作步骤:面板擦拭1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2从包装待中取出面板;3.拿取面板的两短边的黑色区域检查面板表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘;4.如果有脏污则将无尘布裹在右手的大拇指和食指上,沾石油醚对面板进行双面清洁;5.将清洁好的面板放入专用固定架上待贴合;1.清洁面板时要往一个方向擦拭,不能来回擦拭;2.清洁好的面板在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;作业步骤9. 启动贴合机开始点胶并贴合(如图);10.将贴合好,但胶水还没完全流满整个视窗区地产品连同治具放置自流平台上让胶水自流平;11.检查胶水流满的产品,产品内有无气泡、杂物、位置是否OK ;12.将检查好的产品连同定位夹具一起放置与UV灯下进行预固化;13.预固化1分钟后将产品连同治具取出,再将产品一一从治具里取出放置在盘里;作业内容检查项目及注意事项及注意事项3.将清洁好的面板从固定架上取下,取下时手指拿取面板的黑色区域,不要碰到待贴合的面;4.快速检查面板待贴合的表面有无脏污,如果有则重新擦拭;5.将面板按图示方向放置在贴合机的翻转板的对位块位置;1.作业前准备2.面板放入3.ITO 放入4.贴合操作步骤:TP贴合1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.作业前确认机器参数在要求范围内;1.整体过程动作要轻,不要因用力过猛损伤TP或FPC ;2.胶水必须流满产品的整个视窗区;3.胶水里面有超出可接收范围的尘点、杂物、脏污时必须在预固化前返工;4.气压:160+/-5;5.用红色针头;6.将清洁好的ITO 从固定架上取下,取下时拿取ITO 的侧面,不要碰到待贴合的面;7.快速检查ITO 待贴合的表面有无脏污,如果有则要重新擦拭;8.将ITO 按图示方向放置在专用治具的卡槽内;作业步骤作业内容检查项目及注意事项2.出UV1.入UV操作步骤:主固化1.戴好手套/手指套、防静电手环、防护眼镜、布手套,对工作台面进行 5S 工作;2.确认机器参数在要求的范围内;3.将预固化好后看好外观的产品,面板面朝下横向摆放在UV炉的传送带上;3.等待TP从UV炉另外一边流出后,手拿产品侧面将产品取出整齐的放置在防静电盘内;1.放置产品和拿取产品时不能将产品在传送带上摩擦;2.出UV的产品有些烫手,拿取产品时需带布手套;3.取放产品时需佩戴防护眼镜;作业步骤 2.拿取产品对应左边连接器按下安装;3.按开机键进行测试;3.点亮产品,观察是否有无显、异常、缺划、黑白点、亮点、划伤等不良;4.如果有,将不良品标示并放入不良品盒中;5.将测试好的良品整齐的放置在防静电盒内带贴合;作业内容检查项目及注意事项1.作业前准备2.拿取产品及对位3.产品测试 1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;准备好无尘纸/无尘布、酒精、棉棒、油性笔、标签纸、比对卡。
贴合作业指导书SOP
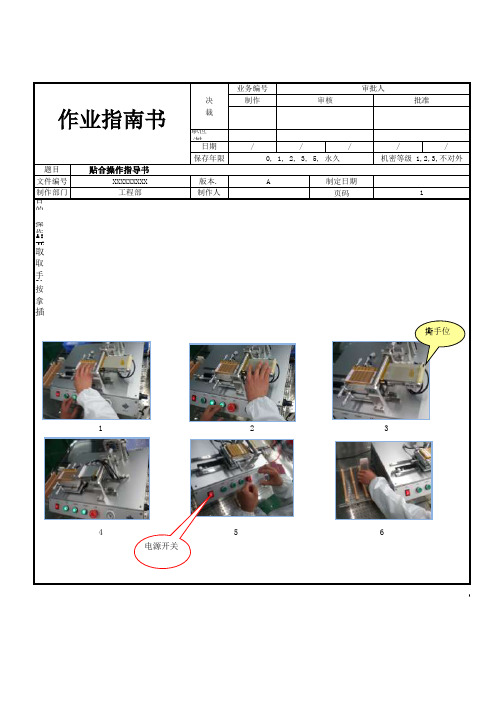
业务编号决制作裁职位/姓名日期/////保存年限 0, 1, 2, 3, 5, 永久页码目的:保护手机屏不被划伤,高处落下时可以防止手机屏爆裂。
操作方法
1:开启机器电源开关,检查气压是否正常。
2:取出玻璃放置Y轴跑台上,启动LCD真空按扭。
3:取出AB胶放置翻板台上,启动POL真空按扭。
4:手动撕第一层胶。
5:按启动按扭,翻板台自动旋转180度到Y轴跑台上,Y轴跑台向右跑动来实现AB胶和玻璃贴合。
6:拿起产品自检,检查是否有贴偏和灰点。
7:插入试先调好的架子里。
123
456
审批人审核批准 贴合操作指导书
文件编号XXXXXXXXX
版本.A 制定日期制作部门工程部制作人1机密等级 1,2,3,不对外题目 作业指南书
电源开关撕手位。
全贴合OCA贴合流程说明

全贴合OCA贴合流程说明OCA(Optical Clear Adhesive)贴合是一种常用于手机、平板电脑和其他电子设备屏幕制造中的关键工艺。
它能够将触摸屏玻璃、显示屏和其他组件牢固地黏合在一起,形成完整的屏幕结构。
以下是一个全面的OCA贴合流程说明。
1.材料准备:首先,准备好所需的所有材料。
这包括OCA胶片、透明PET薄膜、玻璃基片、显示屏、UV固化胶、压力板、刮边刀等。
确保所有材料都具有所需的质量和规格。
2.清洁处理:将玻璃基片和屏幕表面进行清洁处理,以去除灰尘、油脂和其他杂质。
可以使用清洁剂和无尘室来达到最佳效果。
3.OCA胶片粘贴:将OCA胶片剪裁成所需的尺寸,并将其粘贴在玻璃基片上。
确保胶片的位置和方向准确无误。
4.PET薄膜粘贴:将透明PET薄膜剪裁成所需的尺寸,并将其粘贴在OCA胶片上。
这将形成一个保护层,以防止OCA胶片受到污染或损坏。
5.热压处理:将OCA胶片、PET薄膜、玻璃基片和显示屏组合在一起,然后将其置于热压机中。
根据材料的要求,施加适当的温度和压力,并保持一段时间。
这将有助于胶片的粘合和表面的平整。
6.刮边处理:使用刮边刀仔细清除多余的OCA胶片和PET薄膜。
确保刮削的干净和准确,以确保屏幕的外观质量。
7.减压处理:将贴合好的屏幕放置在减压箱中,在低温和低压环境下进行一定的时间,以确保OCA胶片的粘合效果进一步提升,并减少气泡和杂质。
8.UV固化:将UV固化胶涂覆在屏幕表面,然后使用紫外线照射进行固化。
这将使胶液迅速硬化,并增强屏幕的结构强度和耐用性。
9.总检和测试:经过以上步骤后,对贴合好的屏幕进行总检和测试,以确保贴合质量和屏幕性能符合要求。
这可以包括外观检查、电气测试和触摸灵敏度测试等。
10.包装和出厂:最后,将通过质量检查的屏幕进行包装,并准备好出厂。
确保屏幕在运输和安装过程中不受损坏,并具备良好的外观和性能。
以上是OCA贴合的一个典型流程说明,其中每个步骤都是非常重要且必要的。
全贴合工艺介绍参考文档_2022年学习材料
全贴合工艺分类-OCA贴合-OCAOptically Clear Adhesive用于胶结透明光学元件(如 头等)的特-种粘胶剂。要求具有无色透明、光透过率在90%以上、胶结强度良好,可在-室温或中温下固化,且有固 收缩小等特点。-主要适用于小尺寸的产品贴合且每款产品均需开模,价格昂贵,贴合成本高;-对贴合产品材质无特殊 求,厚度一般在100um、125um、150um、175um.-目前常见的品牌:-日本:日东、日立、三菱、 荣、王子、DIC、山樱等-韩国:LG、TAPEX、ST、YOUL CHON-台湾:长兴、-奇美、明基等-国 :力王、-华卓等-美国:3M-优点:-生产效率高,厚度均匀,无溢胶问题,粘接区域可控,无腐蚀问题。
全贴合工艺对比传统框贴工艺-优点:-◆更佳的显示效果。全贴合技术取消了屏幕间的空气,能大幅降低光线反射、少透出光线损耗从而提升亮度,增强屏幕的显示效果。-◆屏幕隔绝灰尘和水汽。普通贴合方式的空气层容易受环境的粉 和水汽污染,-影响机器使用;而全贴合OCA胶填充了空隙,显示面板与触摸屏紧密贴合,粉-尘和水汽无处可入,保 了屏幕的洁净度。-◆减少噪声干扰。触摸屏与显示面板紧密结合除能提升强度外,全贴合更能有-效降低噪声对触控讯 所造成的干扰,提升触控操作流畅感。-◆使机身更薄。全贴合屏有更薄的机身,触摸屏与显示屏使用光学胶水贴合,增加25μ m-50μ m的厚度;较普通贴合方式薄0.1mm-0.7mm.-◆简化装配。全贴合模块与整机的装配 以直接采取卡扣或者锁螺丝的方式固-定,减少了贴合偏差带来的装配问题,同时简化为组装工序,降低组装成本。-同 助于窄边框设计,边框可以做到更窄。
全贴合工艺对比传统框贴工艺-缺点:-工艺复杂,良率较低,返工较难,成本高,投资大。-普通贴合技水-全贴合技 -及-能授留
电容触摸屏工艺流程简介
其中要求如下: 1.不允许有S形翘曲
h
L
在玻璃的表面镀上一层氧化铟锡的导电膜在玻璃的表面镀上一层氧化铟锡的导电膜在玻璃的表面镀上一层氧化铟锡的导电膜在玻璃的表面镀上一层氧化铟锡的导电膜就形成了就形成了就形成了就形成了在玻璃的表面镀上一层氧化铟锡的导电膜在玻璃的表面镀上一层氧化铟锡的导电膜在玻璃的表面镀上一层氧化铟锡的导电膜在玻璃的表面镀上一层氧化铟锡的导电膜就形成了就形成了就形成了就形成了lcdlcdlcdlcdlcdlcdlcdlcd常用的氧化铟锡玻璃常用的氧化铟锡玻璃常用的氧化铟锡玻璃常用的氧化铟锡玻璃通常简称为通常简称为通常简称为通常简称为常用的氧化铟锡玻璃常用的氧化铟锡玻璃常用的氧化铟锡玻璃常用的氧化铟锡玻璃通常简称为通常简称为通常简称为通常简称为itoitoitoitoitoitoitoito玻璃玻璃玻璃玻璃
•
目前我司常用的是纳钙玻璃,价格相对低,但是强度相对差,一般材质为旭硝子,铝硅玻璃相比强度更高,但是价格高,一 般材质为康宁。
名词解释:
• • • 6.方阻:d为膜厚,I为电流,L1为膜厚在电流方向上的长度,L2为膜层在垂直电流方向的长度,ρ为导电膜的体电阻率。ρ和d可以认为是不变的定值, 当L1=L2时,为正方形的膜层,无论方块大小如何,其电阻率为定值ρ/ d,这就是方阻的定义,即R□= ρ/ d; 在我们的工作中,对上面的公式进行转化: R( 线阻)=R□*L2/L1
FILM自容结构工艺流程图1(印刷线路)
单层镀ITO FILM厂工序
大片ITO蚀刻干蚀刻
印刷 银浆线路
贴大片 OCA
切割成小片
成品
贴合
绑定
FILM自容结构工艺流程图2(镭射线路)
触摸屏贴合作业指导书
作业步骤作业内容操作步骤:ACF 贴附检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 物料为当正确的型号;1.作业前准备2.清洁FPC 金属指3.贴ACF4.剪切ACF5.小金属指贴附ACF7.左手托起FPC,右手用剪刀沿两FPC中间处剪断ACF;8.重复长金属指贴ACF的步骤进行小金属指ACF的贴附,小金属指贴ACF时每次只能贴附一片FPC;9.将贴好ACF的FPC整齐的放置在防静电盘内;1.从包装袋中取出FPC 时,如果FPC 相互缠绕,不要用力拉扯FPC ,须双手轻轻解开FPC ,防止将FPC 拉裂;2.ACF 底座至少每两小时用无尘布粘酒精清洁一次,防止ACF 污染;3.镊子夹FPC 时不要夹太多,夹住ACF 末端1MM 左右即可,镊子至少每小时用无尘布粘酒精清洁一次尖头和倒背;4.用镊子推压FPC 时不要推到没有贴附的ACF 上,防止ACF 污染;5.小金属指ACF 贴附时,ACF 超出金属指往里1MM 左右即可;3.从包装袋中取出3-4片FPC 放置在ACF 底座上,检查FPC 金属指是否有脏污或者氧化 ;4.如果FPC 金属指存在脏污或者氧化的现象,用棉签粘酒精擦拭清洁金属指位置,直到光亮干净为止;5.用尖头镊子夹住ACF 末端拉到ACF 平台上,将FPC 金属指(长金属指)对准ACF 进行贴附,贴完后用镊子的倒背在FPC 上沿ACF 方向推压FPC 使ACF 和FPC 贴附紧密;6.重复进行第二片、第三片、第四片FPC 的贴附,每片FPC 之间保留1MM 左右的距离;作业步骤作业内容检查项目及注意事项1.贴附前准备2.长ACF 预贴3.短ACF 预贴操作步骤:ACF 预压6.将FPC 小ACF 放置在机器底座上,ACF 面朝上,连接器置于平台的侧面;7.右手按压机器右下角的绿色按钮进行预压;8.等待机器压头上升后取出FPC ;9.将FPC 整齐的放置在防静电盘内;1.机器平台每两小时用无尘布粘酒精清洁一次;2.长ACF 预贴时,不要将FPC 超出平台的标识位置,防止部分ACF 没有进行预贴;FPC 不要太靠里,压头不要压到FPC 的双面胶纸位置;3.进行预压时,手不要处于平台的正上方,防止手被压伤或者烫伤;4.小ACF 预贴时,连接器须处于平台的侧面,不要将连接器或者连接器的部分放置在平台上,防止连接器被压坏;5.机器参数:温度:110+/-10度;压力:1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.确认ACF 机参数正确;3.左手将FPC 的长ACF 放置在ACF 机的底座上,ACF 面朝上,左端对准平台上的标识位置;4.右手按压机器右下角的绿色按钮进行预压;5.等待机器压头上升后取出FPC ;作业步骤3.FPC 对位作业内容检查项目及注意事项操作步骤:FPC对位1.作业前准备2.清洁ITO 1.戴好手套/手指套、防静电手环.对工作台面以及对位底座进行 5S 工作;2.从包装盒内取出TP,用无尘纸粘酒精后折叠沿TP的ITO从上至下擦拭两次;3.无尘纸不要粘太多酒精,如果酒精太多可以在干的无尘纸上撵干;4.用镊子将FPC上的长ACF的保护膜剔除;5.将FPC沿对位底座的边沿放置,放置时ACF面朝上,分支FPC端朝下摆放;6.将TP的小ITO方向对应FPC分支方向,TIO的两方孔对应FPC的两个方形Mark对应粘贴;7.贴完后将TP拿起,用手指将FPC摸平,FPC不能出现皱纹;8.对位OK后将TP整齐放置在防静电盘内;1.FPC和TP进行对位时,如果对一次对位不成功,在撕下FPC的时候,ACF出现皱纹,则ACF必须重新粘贴;2.扶平FPC的皱纹时不要太用力,防止挪动FPC造成偏位;作业步骤1.作业前准备2.长FPC主压3.小FPC主压操作步骤:FOG本压1.戴好手套/手指套、防静电手环.对工作台面以及热压底座进行 5S 工作;2.确认机器参数在要求的参数范围内;5.将长FPC主压好的产品取出,用镊子将小FPC处的ACF保护膜以及双面胶纸的保护膜剔除;6.按图示方向将TP放置在机器的右平台上,将小FPC向上弯折,对应TP上方的小ITO进行对位;7.在显示器上确认小FPC和小ITO对位OK后,按压启动键对小FPC进行主压;8.将主压好的产品整齐的放置在防静电盘内;3.将对位好的TP按图示方向放置在机器的左边平台上;4.按压启动键对FPC进行主压;1.机器平台至少每两小时须用无尘布粘酒精清洁一次;2.小FPC进行弯折对位时不要用手按压弯折的根部,弯折的根部不能出现死折;作业内容检查项目及注意事项作业步骤作业内容检查项目及注意事项操作步骤:ITO测试1.作业前准备2.连接器对位3.测试1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.将ITO的连连接器对应测试夹具的连接器对位;3.感觉对位OK后,用手轻轻按压产品的连接器,将产品连接器和测架连接器连接;4.如果按压时感觉按压没有手感,按压不下时须重新调整连接器的位置,不要用力按压,防止将产品连接器或者测架连接器按坏;5.连接器连接成功后,测架上的灯会闪动,最后第一个红灯和最标识OK的绿灯长亮则表示TP功能OK;6.将测试OK的ITO整齐的放置在专用固定架内,将不良的ITO用不良标签标识好后放置在不良品固定架内;1.测架的连接器以及平台至少每两小时须用无尘布粘酒精清洁一次;作业步骤作业内容检查项目及注意事项1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.左手从专用固定架中拿去测试OK 的ITO ,拿取时须拿去ITO 的两长边,FPC 端朝右上角;3.用皱纹胶指粘取TP 右上脚的蓝色保护膜,将保护膜拉起后用手将保护膜撕除,换面重复撕保护膜动作将两面保护膜撕除;4.检查ITO 表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘,放入时保持去除保护膜的面朝上,然后集中贴上保护膜待处理;5.如果有脏污则将无尘布裹在右手的大拇指和食指上沾石油醚精对ITO 两面同时进行清洁;6.将清洁好的ITO 放入专用固定架上待贴合;1.清洁ITO时要往一个方向擦拭,不能来回擦拭;2.清洁好的ITO在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;2.ITO 清洁1.作业前准备操作步骤:ITO清洁作业步骤作业内容检查项目及注意事项1.作业前准备2.面板清洁操作步骤:面板擦拭1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2从包装待中取出面板;3.拿取面板的两短边的黑色区域检查面板表面有无划伤和脏污等不可接收的缺陷,如果有划伤则标识放入不良品盘;4.如果有脏污则将无尘布裹在右手的大拇指和食指上,沾石油醚对面板进行双面清洁;5.将清洁好的面板放入专用固定架上待贴合;1.清洁面板时要往一个方向擦拭,不能来回擦拭;2.清洁好的面板在10分钟内须进行贴合,如果要摆放比较长的时间须用干净的无尘布将其覆盖,防止粘到灰尘;3.至少每小时清洁一次工作台面;作业步骤9. 启动贴合机开始点胶并贴合(如图);10.将贴合好,但胶水还没完全流满整个视窗区地产品连同治具放置自流平台上让胶水自流平;11.检查胶水流满的产品,产品内有无气泡、杂物、位置是否OK ;12.将检查好的产品连同定位夹具一起放置与UV灯下进行预固化;13.预固化1分钟后将产品连同治具取出,再将产品一一从治具里取出放置在盘里;作业内容检查项目及注意事项及注意事项3.将清洁好的面板从固定架上取下,取下时手指拿取面板的黑色区域,不要碰到待贴合的面;4.快速检查面板待贴合的表面有无脏污,如果有则重新擦拭;5.将面板按图示方向放置在贴合机的翻转板的对位块位置;1.作业前准备2.面板放入3.ITO 放入4.贴合操作步骤:TP贴合1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;2.作业前确认机器参数在要求范围内;1.整体过程动作要轻,不要因用力过猛损伤TP或FPC ;2.胶水必须流满产品的整个视窗区;3.胶水里面有超出可接收范围的尘点、杂物、脏污时必须在预固化前返工;4.气压:160+/-5;5.用红色针头;6.将清洁好的ITO 从固定架上取下,取下时拿取ITO 的侧面,不要碰到待贴合的面;7.快速检查ITO 待贴合的表面有无脏污,如果有则要重新擦拭;8.将ITO 按图示方向放置在专用治具的卡槽内;作业步骤作业内容检查项目及注意事项2.出UV1.入UV操作步骤:主固化1.戴好手套/手指套、防静电手环、防护眼镜、布手套,对工作台面进行 5S 工作;2.确认机器参数在要求的范围内;3.将预固化好后看好外观的产品,面板面朝下横向摆放在UV炉的传送带上;3.等待TP从UV炉另外一边流出后,手拿产品侧面将产品取出整齐的放置在防静电盘内;1.放置产品和拿取产品时不能将产品在传送带上摩擦;2.出UV的产品有些烫手,拿取产品时需带布手套;3.取放产品时需佩戴防护眼镜;作业步骤 2.拿取产品对应左边连接器按下安装;3.按开机键进行测试;3.点亮产品,观察是否有无显、异常、缺划、黑白点、亮点、划伤等不良;4.如果有,将不良品标示并放入不良品盒中;5.将测试好的良品整齐的放置在防静电盒内带贴合;作业内容检查项目及注意事项1.作业前准备2.拿取产品及对位3.产品测试 1.戴好手套/手指套、防静电手环.对工作台面进行5S 工作;准备好无尘纸/无尘布、酒精、棉棒、油性笔、标签纸、比对卡。
触控面板水胶贴合重工方法
→ 推薦以 Aqua Solvent SP 作為HRJ的洗浄劑。 此外,稍微加温後再使用洗浄性更佳。
對溶劑的溶解性 劑的溶解性
以下列方法,評估對溶劑的溶解性。
玻璃棒
HRJ(貼合樹脂) 玻璃瓶 攪 拌 外觀確認
有機溶劑
結 果
溶劑 分類
異丙醇 醇類 白濁
丙酮 酮類 凝結
乙酸乙酯 酯類 白濁
甲基環己烷
觸控面板水膠貼合 rework 資料
修復方法與状況 修復方法與状況 方法
Rework時使用細線由外圍纏繞一圈,將樹脂切斷剝離。
玻璃與玻璃貼合,樹脂W/Rno.8964
樹脂厚度:150μm
洗浄性的 洗浄性的確認
洗浄性一覧
產品編號 Aqua Solvent 有機溶剤 SP 丙酮 MCH 液 ○ x ○ 硬化物 ○ △ △ 擦拭方法 界面 界面 溶解 對偏光板的影響 ○ × ○ 消防法規 (危)第4類第2石 (危)第4類第1石 (危)第4類第1石
※ 液體時的擦拭性: 已經塗布樹脂的玻璃,用擦拭布沾洗浄劑來擦拭。 「○」可擦拭得起來、「×」無法擦拭 ※ 硬化物的擦拭性:玻璃/玻璃貼合、剝離作業後用擦拭布沾洗浄劑來擦拭。 「○」可擦拭得起來、「△」用力擦拭則可擦得起來、「×」無法擦拭 「溶解」樹脂溶解在溶劑裡、「界面」樹脂從玻璃介面剝落 ※ 對偏光板的影響:假設擦拭付着於偏光板上的樹脂的狀況。確認對偏光板(TAC film)的影響。 「○」沒有影響、「×」薄膜膨潤
n-庚烷
碳氫化合物 無物之類極性低的溶劑溶解性良好
清掃方法
樹脂的擦拭如上面照片、建議以一次擦起 來的方式清理。 來回的擦拭方法會使得樹脂愈擦愈沾黏。 ※ 擦拭過的擦拭紙、、等,因為已附著樹 脂,應避免再次使用。
贴合作业指导书(大屏产品).
4.4.2工具:OPAS专用能量计、温度计、贴合夹具、胶管、针头、Tray盘、镊子
4.4.3物料:UV胶、Spacer、Cover、Sensor。
4.4.4辅料:无尘布(9〞×9〞)、异丙醇(AR级:99.7%)、环已烷(分析纯级:98%)
④按UV灯停按纽后,风机将继续运转,对UV灯管进行散热,待灯管冷却后,设备会自动切断总机电源。(注意,在关灯后不可马上手动切断电源)
固化机实际能量范围为4000±200mj/cm2,速度设定范围为0-10,每4H用OPAS能量测试计和温度测试仪进行测量并填写好记录表。
2.6 LED UV固化灯
①按打开UV固化灯的电源开关
2.擦拭完后在黑色背景及灯光下检查COVER的外观,重点检查划伤,脏物。
3.清洁完后放进周转Tray盘中,放在FFU的正下方.
⑤把SENSOR放在点胶机夹具内。(SENSOR贴合面朝上,双手卡住SENSOR两端放入夹具内,并移动,SENSOR不能移动则放置OK)
⑥按下“start”按纽,点胶机在SENSOR贴合面点胶。
点胶前先把SENSOR的贴合面朝上平放在电子秤上进行称重。把称重后的SENSOR放在夹具内点胶。点胶完成后用电子秤称重,计算出胶量并填写好记录表,每换一管胶都要进行称重且做好记录。
1.7无尘布(220×220mm)、手指套。
工具准备
3.1OPAS专用能量测试计
①使用前需确认其是否已充完电,(能开机且显示数值清晰)
②清洁UV光接收孔位置。
3.2贴合夹具
根据产品型号选择专用夹具(该类产品使用的夹具编号:L-B-RPE V1),在贴合前需对夹具进行清洁。夹具每周检查一次,主要检查夹具尺寸(需用点检样品和厚度规进行点检,点检结果记录到《贴合夹具点检记录表》中),清洁夹具脏污时需用无尘布和混合溶剂进行清洁,对夹具上的残胶需要用小棉签,无尘布和混合溶剂进行清洁。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
贴合工艺流程一.工艺流程:
(二)OCR贴合流程
目前一般采用刀轮切割即可。
2.有厂家研制出在大片上贴小保护膜的设备,可防止切割过程中产生的碎屑污染
sensor表面。
有厂家直接切割,然后将小片sensor进行清洗。
3.裂片有设备裂片和人工裂片两种方式,一般7inch以下大部分厂家采用人工裂
片方式,切割时在大片玻璃下垫一张纸,切割完成后,将纸抽出,到旁边的作业台上进行人工裂片。
裂片时先横向裂成条,在逐条裂成片。
(二).研磨清洗:
1.将裂成的小片周边进行研磨,现小尺寸一般厂家都不做研磨。
3.外观检查、贴保护膜
清洗后的小片,进行全数外观检查,有无擦划伤、裂痕、污染等,良品贴保护膜。
3. ACF 贴附:
.
连接系统UV FPCseal 将UVResin 涂布于FPC 周围及Glassedge 处,加强FPC 强度及防止水汽渗入 UVcure
固化涂布于FPC 及Glassedge 处的胶處
6.贴合:将FPCbonding后的Sensor与coverglass贴合在一起,依据所用胶材的不同,目前有两种贴合方式,一种是OCA贴合,一种是OCR贴合。
OCA贴合分两步,第一步将OCA膜贴在sensor上,俗称软贴硬,第二部将贴过OCA 膜的sensor与盖板玻璃贴合在一起,俗称硬贴硬。
所采用的设备一般为半自动OCA贴附机,人工放置sensor到设备台面上,人工撕除OCA上层的隔离纸(可用一小段胶带粘下来,较方便),设备自动对位后完成贴附。
第二部:硬贴硬
玻
OCR
2
上B 胶,OCR (A 胶)溢出与B 胶接触后迅速固化,防止进一步溢出。
3)贴合
4)UV 假固化:分点固化和面固化,假固化条件是短时间(几秒钟)、低照度。
假固化后胶粘接强度为30~40%,假固化后如有不良,可用手搓开,用无尘布沾酒精擦拭干净后,重新投入。
5)假固化后的良品进入UV 固化炉进行本固化,本固化条件是长时间、高照度。
固化炉温度设定为50°C ,UV 灯管工作2000h 需进行更换。
Panel+OCA
边缘气泡
7.外观检测:没有设备,全是目检,主要检查来料或生产过程中有没有损伤,产品贴合、bongding是否OK,有无bonding贴合不良。
有用CCD检测的,是指要用放大镜目检,放大到相应倍数。
8.ITO测试:对sensor来料测试,通过扫描ITO线路的导通性,来测试开路,短路,电容值,避免来料不良而产生的产品良率下降,以确保ITO功能。
测试治具按ITO工艺要求制作,简单的价格几千元,复杂的两万元左右,要视ITO工艺要求而定。
ITO测试需要设备:电脑硬件(自备),软件(IC供应商提供),测试治具(按ITO工艺要求制作)
FPC
10.
11.
三.
ACF
(二).FPC
FPC:Flexible Printed Circuit,又称软性线路板、柔性线路板,简称软板或
电阻等焊接在FPC上成为驱动元件组,与touchsensor连接后,由接受控制板输入的驱动电压,通过IC的动作进行touchsensor上信号的传送。
(三).OCA
OCA是PSA(压敏胶)的一种,为高透性光学胶,也是压敏胶,透过率>99%。
影响粘贴效果的主要因素有:表面粗糙度,表面污染状况(油脂、清洗剂、水、尘埃、纤维等),贴合时间、压力、温度等。
胶体上下两保护膜称为离型层(releaseliner),使用时必须先撕下轻离型层后贴上一物体,再撕下重离型层贴另一物体。
离型的轻重(或称离型力,releaseforce),为撕除离型层所需力量(单位长度下),OCA两面中,离型力较大者为重离型。
OCA
好。
(四)
OCR
UV
1.
2.
3.
4.
射。
1.OCR
2.
(五)
PET保护膜:在PET基材上涂有极薄的压敏胶粘合剂层的单面胶带。
特点:1.采用再剥离型丙烯酸粘剂制成;
2.粘度低,贴附后粘着力经时变化小;
3.贴附剥离后无残胶,无污染,无痕迹。