Cr12MoV热处理工艺
cr12mov淬火最佳温度

cr12mov淬火最佳温度
(最新版)
目录
1.介绍 CR12MOV 材料
2.阐述淬火的概念和目的
3.详述 CR12MOV 淬火的最佳温度
4.说明达到最佳温度的方法和注意事项
5.总结 CR12MOV 淬火最佳温度的重要性
正文
CR12MOV 是一种高性能合金工具钢,广泛应用于制造切削工具、模具和耐磨零件等领域。
为了提高其硬度、耐磨性和韧性,通常需要进行淬火处理。
淬火是将金属工件加热到某一适当温度并保持一段时间,随即浸入淬冷介质(冷却剂)中快速冷却的金属热处理工艺。
通过淬火,可以提高CR12MOV 的性能,使其在实际应用中发挥更好的效果。
那么,CR12MOV 淬火的最佳温度是多少呢?一般来说,CR12MOV 淬火的最佳温度在 1000-1100 摄氏度之间。
在这个温度范围内,CR12MOV 的
组织结构发生变化,使其具有较高的硬度和耐磨性,同时保持良好的韧性。
要达到 CR12MOV 淬火最佳温度,需要采用正确的加热方法。
首先,
将 CR12MOV 工件放入加热炉中,然后缓慢加热至 1000-1100 摄氏度。
在此过程中,要注意控制加热速度,避免温度过高或过低。
当达到预定温度后,需要保温一段时间,以确保工件内外温度均匀。
随后,将工件迅速浸入淬冷介质中,使其迅速冷却。
常用的淬冷介质包括水、油和盐浴等。
在淬冷过程中,同样需要注意控制冷却速度,避免过度冷却导致工件开裂或性能下降。
总之,CR12MOV 淬火最佳温度的选取和控制对于提高其性能至关重要。
cr12mov热处理后硬度极限

cr12mov热处理后硬度极限
CR12MOV是一种优质的不锈钢材料,其在热处理后硬度极限
非常高。
这种钢材广泛应用于制造高精度模具、切削工具、针头、轴承等高要求的机械零部件。
CR12MOV钢材的硬度极限主要取决于热处理工艺。
热处理过
程中,首先需要进行退火处理,将钢材加热至800℃左右,保
温1-2小时,然后缓慢冷却至室温。
这样可以消除钢材内部的
应力,提高其塑性和韧性。
接下来进行淬火处理,将钢材加热至980℃左右,保温时间根
据钢材厚度而定,一般为30分钟左右。
然后迅速将钢材浸入
水中或油中进行淬火,使钢材迅速冷却,从而使其表面形成一层硬度很高的马氏体。
这样可以提高钢材的硬度和耐磨性。
最后进行回火处理,将钢材加热至250-350℃,保温1-2小时,然后冷却至室温。
这样可以消除淬火过程中产生的内部应力,提高钢材的韧性和抗拉强度。
经过以上三个步骤的处理,CR12MOV钢材的硬度极限可以达
到60-62HRC。
这个硬度值非常高,可以满足各种高要求的机
械零部件的制造需求。
同时,CR12MOV钢材还具有较好的耐
腐蚀性、耐磨性和韧性,是一种非常优秀的不锈钢材料。
总之,CR12MOV热处理后的硬度极限非常高,可以满足各种
高要求的机械零部件的制造需求。
如果您需要制造高精度模具、切削工具、针头、轴承等机械零部件,CR12MOV钢材是一个
非常优秀的选择。
探讨Cr12MoV钢的热处理工艺改进

探讨Cr12MoV钢的热处理工艺改进引言某厂在制作冲头的过程中使用Cr12MoV钢,但经过热处理后冲头的使用期限就会呈现出很大的差异,或使用10h左右出现折断,或冲头左边角出现崩裂,最后只有约三分之一的冲头能使用50-70h。
这样一来,不仅浪费经济资源,也影响冲头的使用效果。
由此可见,对Cr12MoV钢在热处理工艺中进行实验分析,有效改善冲头的使用寿命十分重要且迫切。
1、原材料分析1.1 Cr12MoV钢化学成分检测由于Cr12MoV钢在该厂的使用较多,厂库房存放的Cr12MoV钢为确保实验效果,均对Cr12MoV钢的化学成分进行了检测,得出如下结果:通过检测发现,Cr12MoV钢含有的化学成分主要有C、Cr、P、S、Mo、Mn、Si和V。
其中C的测量值为1.60%,Cr的测量值为12.0%,而这两种化学成分含量的合格值分别为 1.5-1.7%和11.5-12.5%,其它化学成分的含量分别为P-0.016%、S-0.014%、Mo-0.53%、Mn-0.32%、Si-0.30%、V-0.21%,而这些化学成分含量对应的合格值分别为P-<0.03%、S-<0.03%、Mo-0.4~0.6%、Mn-<0.35%、Si-<0.4%、V-0.15~0.3%。
对比发现,Cr12MoV钢中化学成分的含量值均在合格范围之内。
换言之,该厂家采购的Cr12MoV钢属于合格的原材料。
1.2 Cr12MoV钢铸造质量检验Cr12MoV钢属于莱氏体钢,碳化物含量高且块度粗大,硬度高且脆性大,加之共晶碳化物枝晶十分发达,因此,要降低甚至消除Cr12MoV钢因为共晶碳化物的不均匀分布而对模具的变形、开裂及性能等造成的影响,就必须要对材料进行反复锻打处理,以改变碳化物的形态。
换言之,要保障模具的使用效果与寿命,首先必须要确保Cr12MoV钢的锻造质量。
为确保铸造质量检验的可靠性,在库存随机抽取了20件Cr12MoV钢,严格依照GB/T1299-1985《合金工具钢技术条件》以及GB/T14979-94《钢的共晶碳化物不均均度评定法》的有关规定和标准进行锻造质量检验。
Cr12MoV热处理知识

Cr12MoV热处理知识Cr12MoV钢是高碳高铬莱氏体钢,常用于冷作模具,含碳量比Cr12钢低。
该钢具有高的淬透性,截面300mm以下可以完全淬透,淬火时体积变化也比Cr12钢要小。
其热处理制度为:钢棒与锻件960℃空冷+ 700~720℃回火,空冷。
最终热处理工艺:1、淬火:第一次预热:300~500℃,第二次预热840~860℃;淬火温度:1020~1040℃;冷却介质:油,介质温度:20~60℃,冷却至油温;随后,空冷,HRC=60~63。
2、回火:经过以下淬火工艺,可以达到降低硬度的作用,具体回火工艺如下:加热温度400~425℃,得到HRC=57~59。
说明:在480--520度之间回火正好是这种钢材的脆性回火区,在这个区间回火容易使模具出现崩刃。
最为理想的回火区间在380--400℃,这个区间回火,韧性最好,并且有良好的耐磨性。
如果淬火后,采用深冷处理(理想的温度是零下120)与中温回火相结合,会得到良好使用效果和高寿命。
Cr12MoV的回火脆性温度范围在325~375℃。
CR12MoV380-400回火后硬度在56-58HRC做冷冲模冲韧性好的材料具有不易开裂的优点,特别是在原材料质量不是很好的情况下,用此方法经济实惠。
Cr12MoV 分级淬火工艺:850度预热—1050度加热—620度分级,时间一般在2—3分钟—油冷冷却至200度左右—(也可260度贝氏体等温)—520回火2—3次,每次2小时。
硬度在56—61HRC左右。
Cr12Mov热处理HRC60 裂开的解决方法:分析流程:(耿工)1 材料成份2材料原始组织3工件流程4热处理工艺5开裂照片6工件尺寸不能说硬度60HRC就一定开裂。
开裂的原因很多,你可参考耿工的说明逐一检查。
如果是淬火就直接开裂可能有以下原因:1)材料错致热处理工艺不合适。
2)冷却不当,在Ms温度以下快冷,应力过大。
3)工件截面尺寸相差太大,或孔洞很多,或有应力集中的地方。
Cr12MoV钢热处理推荐规范
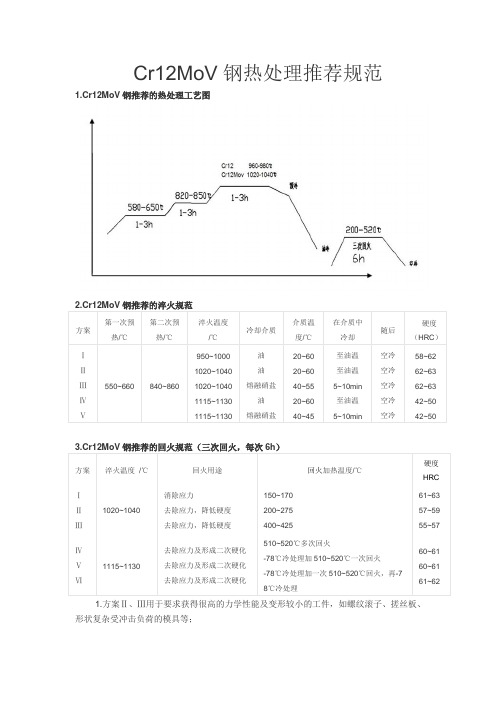
1.Cr12MoV钢推荐的热处理工艺图
2.Cr12MoV钢推荐的淬火规范
方案
第一次预热/℃
第二次预热/℃
淬火温度/℃
冷却介质
介质温度/℃
在介质中冷却
随后
硬度
(HRC)
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
550~660
840~860
950~1000
1020~1040
1020~1040
1115~1130
-78℃冷处理加一次510~520℃回火,再-78℃冷处理
60~61
60~61
61~62
1.方案Ⅱ、Ⅲ用于要求获得很高的力学性能及变形较小的工件,如螺纹滚子、搓丝板、形状复杂受冲击负荷的模具等;
2.方案Ⅳ、Ⅴ用于要求获得红硬性及耐磨性的工件,但力学性能较差,尺寸变形较大,如450℃以下工作的热冲模等;
1115~1130
油
油
熔融硝盐
油
熔融硝盐
20~60
20~60
40~55
20~60
40~45
至油温
至油温
5~10min
至油温
5~10min
空冷
空冷
空冷Biblioteka 空冷空冷58~62
62~63
62~63
42~50
42~50
3.Cr12MoV钢推荐的回火规范(三次回火,每次6h)
方案
淬火温度/℃
回火用途
回火加热温度/℃
3.这种钢对脱碳很敏感,预热和加热用的盐浴必须经过充分的脱氧后再使用;若在普通电炉中加热可将工件装入箱内,填充以渗碳剂或生铁粉(这时工件可能有少许增碳现象,硬度可提高HRC1~2)。
Cr12MoV热处理工艺
退火:
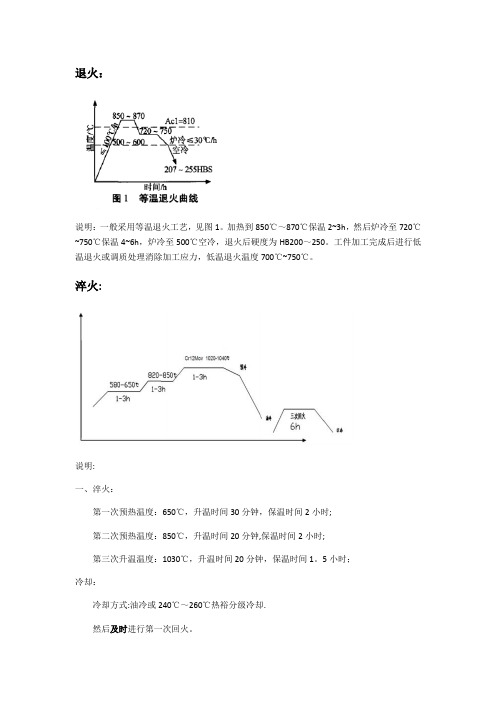
说明:一般采用等温退火工艺,见图1。
加热到850℃~870℃保温2~3h,然后炉冷至720℃~750℃保温4~6h,炉冷至500℃空冷,退火后硬度为HB200~250。
工件加工完成后进行低温退火或调质处理消除加工应力,低温退火温度700℃~750℃。
淬火:
说明:
一、淬火:
第一次预热温度:650℃,升温时间30分钟,保温时间2小时;
第二次预热温度:850℃,升温时间20分钟,保温时间2小时;
第三次升温温度:1030℃,升温时间20分钟,保温时间1。
5小时;
冷却:
冷却方式:油冷或240℃~260℃热裕分级冷却.
然后及时进行第一次回火。
二、回火:
160℃~180℃回火,硬度62HRC~64HRC.回火后空冷至室温.
说明:
回火一次后,出炉冷却,然后继续回火.重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经过适量微调回火温度及回火次数。
保温时间一般为每次回火保温6小时.
注意事项:
1、热处理过程均在真空热处理炉内进行。
2、装炉前清洁工件各部位。
3、装炉前工件上的螺孔要拧入螺栓。
渗碳低温淬火:
说明:850℃入炉,随炉升到960℃,用红外仪控制碳势在0.9%~1.0%,保温2min,共24min,柴油冷却,160℃~180℃回火两次,每次1h。
SKD11、Cr12MoV材料TD处理
SKD11、Cr12MoV材料TD处理SKD11、Cr12MoV模具材料做TD处理时其前期热处理工艺选择由于车型单一产量的增加,高强度板的采用,汽车结构件模具采用TD处理是势在必行和迫在眉睫。
汽车结构件模具采用TD处理时,其模具设计、材料的选用及锻造、TD前的热处理工艺应考虑下列因素:一、模具材料选用:选进口材料还是选国产材料模具如果不做TD,则优选进口材料。
如SKD11、KD11S、SLD (HITACHI)、DC53、D2、XW42(ASSAB)、ASSAB88等。
如选择TD处理,进口材料与国产材料的差异不大。
因为决定TD质量优劣的最直接的因素是金属材料的碳含量。
如使用国产材料,优选Cr12MoV和Cr12Mo1V1,次选Cr12。
二、国内Cr12MoV生产厂家选择推荐(排名不分先后)上五钢(宝钢集团)大冶特钢(冶钢股份)抚顺特钢长城特钢(攀钢集团)三、Cr12MoV的锻造工艺通常情况下,Cr12MoV锻造包括:加热均质、锻造变形、锻后冷却、等温球化退火(一)、加热均质:锻坯随炉缓慢初始升温到500~600℃预热保温1-2小时,800-900℃二级预热,保温1-2小时;再以80-100℃/h 的升温速度,升温至1000-1100℃,保温2-3小时,保温期间将锻坯进行一次翻身;(二)、锻造变形:开锻温度1000-1100℃,终锻温度900-950℃,反复镦拔4-5次,当锻件温度低于900-950℃范围时,将其加热到1000-1100℃,保温2-3小时后再进行锻造;(三)、锻后冷却:以30℃/h的降温速度将锻件冷却到60-100℃;(四)、等温球化退火:850~870℃×2~4h,炉冷至740-760℃×4-6h,炉冷至≤500℃出炉空冷,硬度为220~280HBS。
四、Cr12MoV淬火出现开裂成因通常情况下分为淬火开裂和非淬火开裂。
(一)、非淬火开裂形成因:锻造缺陷。
锻造工艺不符合工艺要求,过程失控,锻造时就已出现显微裂纹。
cr12mov热处理淬火后渗碳处理
cr12mov热处理淬火后渗碳处理
CR12MOV热处理淬火后,可以进行渗碳处理来增加其硬度和
耐磨性。
渗碳处理是通过将材料暴露在高温环境中,使碳原子渗入材料表面,从而形成高硬度的表面层。
在淬火后的CR12MOV材
料中进行碳化处理可以进一步提高其表面硬度和耐磨性,同时保持其良好的韧性和强度。
具体的碳化处理方法包括气体渗碳和固体渗碳两种:
1. 气体渗碳:将CR12MOV材料放置在高温炉中,通过引入
含碳气体(例如甲烷、乙烷等)来使碳原子渗入材料表面。
渗碳温度通常在800°C至950°C左右,并保持一定的时间(通
常几小时至数十小时)。
通过这种方法进行渗碳处理,可以在CR12MOV的表面形成一层高碳含量的硬化层,从而提高其硬
度和耐磨性。
2. 固体渗碳:先将CR12MOV材料和高碳含量的固体材料
(例如石墨粉末)一起放入高温炉中,在高温下进行加热保温。
在高温环境中,碳原子从固体渗碳材料扩散到CR12MOV材
料中,从而形成一层高碳含量的硬化层。
与气体渗碳相比,固体渗碳可以实现更深层次的渗碳,并且对工件形状的限制较少。
进行渗碳处理后,CR12MOV的表面硬度会大幅提高,从而提
高其抗磨擦性能和耐磨性。
通过适当控制温度和时间,可以实
现对CR12MOV的硬化层深度和硬度进行调控,以满足不同应用需求。
Cr12MOV热处理方式
拉伸切边模的易损部件主要是切边凸模和拉
伸凸模, 因此, 选用Cr12MoV 钢作为凸、凹模材
料[ 5] 。
这种钢具有淬火变形小、淬透性好、耐磨性高等特点, 但最大缺点是碳化物分布很不均匀, 这不仅使钢的强度大为降低, 而且往往造成模具在
使用过程中可能出现崩刃而损坏。
为此, 我们采
用改进锻造工艺来改变其碳化物的分布状况。
在选择热处理方式时, 采用低淬、低回的热处理工艺, 即在900~ 920 # 时加热淬火, 而在170~ 230 # 时低温回火, 比用正常的淬火工艺( 960~ 980 # 淬火, 260~ 300 # 回火) 有较大的优越性。
因为淬火温度的降低, 会使奥氏体中碳和合金元
素的溶解度也随之减少, 淬火后有可能获得较多
的板条马氏体组织。
加之奥氏体晶粒的细化, 能
够在保证高硬度的前提下, 获得较多的多冲疲劳
抗力和断裂韧性, 且淬火后硬度可达HRC60~ 62。
Cr12MoV真空热处理工艺规程
吹风冷却
阶段名称 升温 时长 mim T1升 控制项目
回火 T1回 T1冷
升温 T2升
回火 T2回 T2冷
升温 T3升
回火 T3回 T3冷
时 间
作业要领及控制内容
生产准备 检查设备保证正常运转,检查工夹具是否完好,按生产指令在指定区域内备料。 注 意 事 项
追溯锻件是否进行大锻造比六面锻造。检查胚料(原材料)金相组织共晶碳化物不均匀
℃ 一次回火 T ℃
500 吹风冷却
T 间隔
T 间隔
三次回火 T ℃
520
有效厚度 ≤80
T1回 T2回 T3回 T 升 T 冷 T间隔 120 120 120 <150 30-90
90 120 150 160 170 180 190 200 240 260 280
240 240 240 <150 30-90
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 5 70 60 30 30 40 70 0 0 30
设备 ℃
气/油 淬火真空炉
820 600
小截面工件气淬, 大截面工件要油淬
阶段名称 预抽
真空度 pa 0.5
预热 升温 预热 升温 升温 (真空加热) 预热(对流加热) 分压加热 5 5 5 5 100
固溶细化处理。 清洁工件:添加3%脱脂清洗剂的100℃清洗液,保温清洁5-10min后空气中冷却 去油、去污 回火过程 回火保温时间长好,回火出炉后,空冷。 、防锈.用不锈钢料盘,竖立摆放工件,可叠加。不遮挡模腔受热就好 及监测
加热过程及 检查仪表显示和输入工艺曲线是否同步,真空炉冷却水畅通,高纯氮储气罐压力正常。 监 测 安全 提醒 建议再增加一道TD渗金属,大幅度提高模具寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Cr12MoV冷作模热处理工艺及注意事项
热处理工艺图如下图:
说明:
一、淬火
在实际热处理中,
第一次预热温度:650℃,升温时间30分钟,保温时间2小时第二次预热温度:850℃,升温时间20分钟,保温时间2 小时第三次升温温度:1030℃,升温时间20分钟,保温时间1.5小时冷却:
冷却方式:油冷。
冷却至油温。
然后及时进行第一次回火
二、回火
根据所要求的硬度,来确定回火温度。
50-55HRC 回火温度530℃
55-60HRC 回火温度520℃
>60HRC 回火温度<180℃
回火后空冷(加风扇)至室温即可。
说明:
回火一次后,出炉冷却,然后继续回火。
重复回火三次,达到要求硬度即可。
如不能达到要求的硬度可经讨论后适量微调回火温度及回火次数。
保温时间一般为每次回火保温6个小时,可视工件大小来做具体调整。
以上热处理过程均在真空热处理炉内进行。
三、注意事项:
1、具体预热温度,保温时间要根据工件的大小、厚度、形状复杂程度等稍作调整,不宜有过大的跨度。
2、装炉前清洁工件各个部位。
3、工件上的一些容易变形的型面、内孔应尽量加固、填充或用其它合适的方法做优化。
如凹模两侧面在热处理后容易产生变形,应焊接固定板固定,一些螺孔拧入螺丝等。
4、工件的摆放要科学合理,工件之间应避开相互大面积的接触,小工件用铁丝相互固定在一起。
大工件如不可避免接触,应用特制工具隔离开叠加放置。
5、注意炉筐重量的平衡性,如两侧的重量不一致,务必重量更大的一侧朝向炉口,防止出炉时因模具重量过大导致的支架不能抬起炉筐,而无法出炉的情况。
6、在合理的一炉最大重量内,应尽量装入多的待加工工件,合理摆放,充分利用空间,节省资源。