henkel汽车用胶介绍资料精
结构胶和结构泡沫——改善碰撞性能的可行技术

结构胶和结构泡沫——改善碰撞性能的可行技术Kyle Royston;Martin Hornung;Micheal Hajj;Jingfen ZHANG【摘要】为了新能源车的整车轻量化并保证其安全性,Henkel公司完成了两项新技术--结构泡沫和结构胶.该文测量了该组材料的物理、化学特性,以便实际应用和提高整车性能.结果表明:一种结构泡沫具有质量轻、强度和刚度高的优点,应用该种泡沫可减轻车辆自重,节省成本.在碰撞情况下提高车辆骨架对能量的吸收;另一种结构胶可提供有效连接方式,优化连接处应力分布,提高结构整体的强度和刚度,防止不同金属材料之间的电腐蚀,从而也降低生产成本.许多汽车生产商已经将该两项技术用于整车生产线上.【期刊名称】《汽车安全与节能学报》【年(卷),期】2010(001)004【总页数】7页(P313-319)【关键词】汽车安全性;轻量化结构;结构泡沫;结构胶;吸能【作者】Kyle Royston;Martin Hornung;Micheal Hajj;Jingfen ZHANG【作者单位】Henkel Japan,27-7 Shin Isogo-cho,Isogo-ku,Yokohama,235-0017,日本国;Henkel Japan,27-7 Shin Isogo-cho,Isogo-ku,Yokohama,235-0017,日本国;Henkel Japan,27-7 Shin Isogo-cho,Isogo-ku,Yokohama,235-0017,日本国;Henkel Japan,27-7 Shin Isogo-cho,Isogo-ku,Yokohama,235-0017,日本国【正文语种】中文【中图分类】U491.6A second consequence of added mass arises from consumers demand for continued or improved driving dynamics, a more powerful or larger engine must be used. A common side effect of increased engine power is increased fuel consumption. Remarkably, engine designers have been largely up to the task of creating ever more fuel ef ficient engines, techniques employed have included electronic fuel injection, variable valve timing, improved turbo charger designs, direct injection and hybrid propulsion systems. The overriding goal though is to have the best of both, a low mass vehicle structure meeting all safety expectations and a fuel ef ficient powertrain.Manufactures have explored new processing techniques and materials to increase vehicle safety while at the same time minimizing the mass of the vehicle. Taylor welded blanks allow utilizing two or more different thicknesses of steel in the same structural stamping, with the goal of placing additional steel only where it is needed. The hydroforming process, forming tubes by harnessing the force of internal fluid pressure, allows manufacturers to utilize complex variable sections and take advantage of stain hardening. Meanwhile alternative material utilization is also increasing, Ultra high strength steel (UHSS) and Advanced high strength steel (AHSS) combined are the most common of these materials. However alternative metals such have aluminum and magnesium are also becoming more prevalent. Utilizing these materials presents their own unique challenges however. AHSS is still somewhat dif ficult to acquire in Chinaand comes with a high cost of processing and initial capital investment. The use of aluminum and magnesium is problematic due to material cost as well as joining and galvanic corrosion dif ficulties.Figure 1: Data from Frost & Sullivan shows an ongoing trend in the automotive industry toward advanced steels and alternative materials as a means to reduced vehicle weight. Henkel chemical based products, structural adhesive and structural foam offer new tools to the automotive body engineer. These products help improve the ef ficiency of the metal structure and at the same time promote the use of multimetal assemblies. Structural adhesive and structural foam are both generally applied in the body shop. Structural adhesive is applied along the flange lines as a liquid prior to welding the sections together. Structural foam on the other hand is a solid part either a pressure sensitive tacky sheet cut to shape or a designed three dimensional part that can be welded, pinned or clipped into the assembly. Both materials then react in the elevated temperatures of the paint shop ovens, the adhesive cross links and forms a tough bond between the two adjacent panels. Whereas the Terocore expands bridging a necessary gap in assembly before cross linking and bonding to mating surfaces of the vehicle structure.The primary purpose of both structural adhesive and structural foam is to improve the ef ficiency of the vehicle structure. A typical automotive section or assembly is composed of several components, usually steel stampings joined by the use of spot welding. As the structure is loaded the spot welded joint is responsible for holding these componentstogether and transferring energy from one component to the next. The stress however is concentrated around the point of contact the spot weld, creating an uneven stress distribution along the flange. Structural adhesive aims to improve the ef ficiency of this joint, as illustrated in Figure 2A, by utilizing the entire flange surface area to distribute stress, thereby prolonging joint failure. In very similar fashion point loading or geometrical changes in the section necessitated by vehicle design, including holes, bends and joints create stress concentrations in the section components. Structural foam can be deployed locally in these locations, shown in Figure 2B, to transfer energy between the components to improve the ef ficiency of the larger open section.Figure 2: a) Increased energy absorption of lap shear test specimen by combination of spot welding and adhesive bonding [5] and b) elimination of local buckling due to broadening of the deformation area [6]Using structural adhesive to improve the joint ef ficency, can be further illustrated by observing the effects of a box beam three point bend test. Figure 3, shows a section representative of an automotive b-pillar that was impacted at a 45° angle, representative of a side impact in which both vehicles are in motion. Inspection of the test sample prepared using traditional spot welding showed a large distortion and separation of the spot weld flange. Whereas the test sample prepared with impact optimized adhesive showed no such separation. Maintaining integrity of the flange results in increased energy absorption capacity, after 160 mm of displacement the spot welded beam absorbed 1.962 kJ whereas the beamwith impact optimized adhesive showed 2.630 kJ, a signi ficant improvement. The source of this large difference was not merely the energy required to bend the adhesive, but it was primarily the result of the improved ef ficiency of the joint, which allowed the assembly to work more effectively.Figure 3: Weld flange separation and energy absorption at 130 mm de flection for box beam joined by spot welding only and joined by bonding using an impact resistant adhesive (no spot welding applied)A crash event involves one or more vehicles in motion, the kinetic energyof this motion must be absorbed by the vehicle structure in order to bring the vehicles to rest. Generally speaking it is preferable for the structural members comprising the passenger compartment to absorb this energy with little deformation. Increased deformation of this structure increases the risk of occupant injuries resulting from impacting the interior surface as it intrudes upon the passenger space. The most signi ficant result of the improved ef ficiency resulting from structural adhesive use becomes evident when comparing beam deformation at a given level of energy absorption. The energy absorption chart in Figure 4, for instance has a line drawn at 2.0 kJ of energy, the spot welded beam deforms 139 mm while beam assembled with impact resistant adhesive only deforms 102 mm. This reduction of deformation would translate to a reduction of intrusion and corresponding increase in survival space of 37 mm.Figure 4: Energy absorption and d isplacement of steel box beams under 45° impact depending on joining method: Spot welding versus bonding withstiffening adhesive (no spot welding applied) versus bonding with impact resistant adhesive (no spot welding applied)A similar study was conducted on beams utilizing Terocore structural foam. The box beam sections were prepared with a layer of Terocore structural foam applied between the outer panel and the reinforcement. Evident in Figure 5 is that the Terocore beam absorbed much more energy throughout the deformation than the standard construction beam. The increase energy absorption rate allows the Terocore beam to absorb 2.0 kJ in 60 mm less de flection than the standard construction beam a signi ficant increase in survival space.Figure 5: E nergy absorption and displacement of steel box beams under 45° impact: spot welding only versus reinforcement with structural foam plus spot weldingFigure 6: Weld flange separation and energy absorption at 130 mm de flection for box beam joined by spot welding only and joined by bonding using an impact resistant adhesive (no spot welding applied) Analagous to the adhesively bonded beams the beams using Terocore absorb more energy at a given de flection than does the traditional beam. The Terocore beam absorbed 4.03 kJ at 130 mm of de flection compared to only 1963for the standard construction beam, an increase of over two times.The improvement with Terocore demonstrated here is in line with prior experiments conducted by Mazda. In a paper entitled ‘Devel opment of a technique to strengthen body frame with structural foam’ it was shown that structural foam when applied between the inner and reinforcement ofa b-pillar increased the bending moment by more than 50%. The authors explain that the structural foam reinforcement prevents the onset of local deformation in the steel panels, allowing the assembly to maintain its shape stability and function throughout the impact event as it was designed. This concept of using Terocore as an enabling technology to improve the ef ficiency of the existing structure is further enhanced by examination of the energy absorption contribution of each component of the assembly. Figure 7 shows the energy absorbed by the components both before and after the application of Terocore. Notice that the top red sliver on the columns with Terocore, is the contribution of the Terocore itself. The Terocore absorbs less than 5% of the total energy of the bending event. If we look at the contribution of the reinforcement however, we see that it nearly doubles from the standard beam to the Terocore beam. The Terocore enables this steel reinforcement to work much more ef ficiently.Figure 7: Increase of energy absorption of reinforcement panel and eliminated local buckling by reinforcement using structural foam due to energy transfer between outer skin and reinforcement panel [6]Let’s go back now and reexamine the first set of Terocore reinforced box beams shown in Figure 6. You will notice that like the spot welded only beams, it still shows separation of the flange line. The Terocore applied between the outer and the reinforcement has increased the ef ficiency of the large open section of the beams, but has done nothing to improve the joint ef ficiency. Even with the improved section provided by structuralfoam, remaining ef ficiency can still be realized by utilizing structural adhesive in the spot welded joints.The second area where Henkel structural adhesive and structural foam helps to expand the automotive engineer’s toolbox and of fer additional methods to improve crash performance while at the same time maintaining a low mass, is by enabling the use of multi-metal assemblies.A dif ficulty which arises when utilizing multiple metals in an assembly is galvanic corrosion. Galvanic corrosion occurs when two different metals such as aluminum and steel are in contact in the presence of a corrosive substance. Electrons from the less noble material flow to the more noble metal and instigate corrosion. In order to prevent the flow of electrons from one metal to the other, one must place an insulating material in between, structural adhesive and structural foam are two such materials that are suitable for this task.Utilizing multiple metals in an assembly is especially appealing to an automotive designer, as it allows the selection of the best suited material from a wide basket of materials. A door for instance could utilize a light weight smooth finish aluminum stamping, applied to a ultra light weight magnesium structure that is locally reinforced at the hinges with steel plates, such a closure assembly is shown in Figure 8. Dif ficulties however arise when attempting to join such an assembly. In addition to the problem of galvanic corrosion, welding of these dissimilar metals is not feasible. Mechanical fasteners meanwhile somewhat defeat the purpose as it adds considerable mass, and like spot welding still creates point loadsalong the joint, with the exception that now a hole is needed in the substrates elevating stress maxima even further. Adhesive bonding eliminates these concerns, the continuous film between these dissimilar substrates provides a barrier to electron flow while at the same time evenly distributing stress across the joint surface.Figure 8: An example of a multimetal closure assembly prepared for Shanghai VW to be used at the 2010 World Expo in Shanghai.Structural adhesive or Terocore can serve as a conductive barrier in the prevention of galvanic corrosion between dissimilar metals. This allows designers to utilize a reinforcement material that is different from the remainder of the section components. An aluminum extrusion or magnesium casting can thereby be bonded into a steel structure. The testing, whose results are shown in Figure 9, used the same box beams that have been discussed previously but rather than using an all steel construction these utilize different reinforcement materials. A designer can fine tune the system by means of material selection, balancing performance and mass. The beams illustrated here utilize a steel shell, but the same concept could be employed with an aluminum assembly, steel inserts could be added to reinforce local areas of concern by utilizing a Terocore composite solution.Figure 9: Weld flange separation and energy absorption at 130 mm de flection for box beam joined by spot welding only and joined by bonding using an impact resistant adhesive (no spot welding applied)The modern challenges placed upon vehicle design of improving vehiclecrash performance while at the same time improving fuel ef ficiency are often in con flict. In order to achieve both of these targets automotive designers much look to new processes, techniques and materials. Henkel Terokal structural adhesive and Terocore structural foams are two very useful tools have available. Both technologies enable the vehicle structure to work more ef ficiently. Terokal structural adhesive improves the ef ficiency of the structural joints, by distributing stress across the entire surface area. Terocore on the other hand improves the ef ficiency of the section, distributing load from component to component and preventing local buckling. Furthermore, Terokal structural adhesive and Terocore structural foam enable the use of multimetal assemblies. These bonding agents provide a continuous insulating layer which prevents galvanic corrosion and reduces or eliminates the need for mechanical fasteners. Without these concerns designers are free to select their material of choice where appropriate based upon speci fic vehicle requirements.[1] Wallentowitz H, Wohlecker R, Johannaber M, et al. Determination of weight elasticity of fuel economy for conventional ICE vehicles, hybrid vehicles and fuel cell vehicles [R]. Forschungsgesellschaft Kraftfahrwesen mbH Aachen, Body Department, June 2007.[2] Wallentowitz H, Wohlecker R, Henn R. Communication module mass reduction [R]. Forschungsgesellschaft Kraftfahrwesen mbH Aachen, November 2006.[3] World Auto Steel. Advanced High Strength Steel (AHSS) Application Guidelines Version 4.0 [S]. World Auto Steel ORG, March 2009[4] Ishida K, Fukahori M, Hanakawa K, et al. Development of a technique to strengthen body frame with structural foam [C]// SAE 2001 World Congress,2001-01-0313.[5] Hornung M, Doba T, Agarwal R, et al. Structural Adhesives foe Energy Management and Reinforcement of Body Structures [J]. JAdhesion Society of Japan, 2008, 44: 258-263.[6] Hornung M, Hajj M. Structural Bonding for Lightweight Construction[C]// 4th Intl Light Metals Technology Conf,June 2009.[7] Frost & Sullivan. Global Analysis of Weight Reduction Strategies at Major OEMs [R]. M37A-18, July 2009.[8] Ishida K, Fukahori M, Hanakawa K, et al. Development of a technique to strengthen body frame with structural foam [C]// SAE 2001 World Congress, No. 2001-01-0313,As consumers and governments around the globe press for improved crash safety they are met with con flicting demands: improve crash safety while also improving fuel ef ficiency. Common techniques of improving crashworthiness include increasing the gauge of the existing steel structural components, or adding additional reinforcements in critical areas where the vehicle structure buckles during impact. In each of these scenarios however signi ficant mass is added to the vehicle, a consequence that is somewhat counterproductive. While the structure is getting stronger it also is getting heavierwhich also means that at speed the vehicle has more kinetic energy. In order to meet the same level of crashperformance the now heavier vehicle must absorb more energy before it settles to rest.。
热熔胶膜十大品牌

热熔胶膜的使用寿命长,具有 较好的耐候性和耐温性,可以 在不同环境下保持较好的粘接
效果。
热熔胶膜的环保性能好,不含 有害物质,可以满足环保要求
。
03
品牌优势
产品质量保证
1 2 3
严格的质量管理体系
热熔胶膜十大品牌公司均建立了严格的质量管理 体系,从原材料采购到生产工艺控制,确保产品 质量稳定可靠。
料、金属、玻璃、木材等。
多样化的应用场景
这些产品的应用场景多样化,如汽 车制造、建筑装修、家居用品、电 子产品等。
良好的环保性能
十大品牌的产品通常具有良好的环 保性能,符合国家环保标准和国际 环保要求,适用于对环保要求较高 的领域。
Байду номын сангаас 04
品牌评价
客户反馈
客户满意度高
大部分客户对热熔胶膜品牌的产 品质量和性能表示满意,认为它 们具有良好的粘合性能和耐久性 ,且使用方便,安全环保。
品牌定位
明确自身品牌的定位和特点,与其他品牌形成差异化竞争,凸显品牌的独特性和优势。
各品牌产品性能对比
性能参数
对比各品牌热熔胶膜的性能参数,如粘接强度、耐温性能、耐候性等方面的数 据和指标。
适用场景
根据各品牌产品的性能特点和应用领域,选择适合的应用场景和产品,以满足 不同的需求。
各品牌价格对比
价格体系
03
主要针对工业制造领域的热熔胶膜需求,提供高效、稳定的粘
合解决方案。
品牌历史
汉高(Henkel)
已有超过80年的历史,在热熔胶膜领域拥有深厚的技术积累和品 牌影响力。
3M
已有超过70年的历史,在热熔胶膜领域拥有较高的市场份额和口 碑。
波士胶(Bostik)
汽车胶粘剂简介和应用概况

序号
1 2 3 5 6 7 8 9
项目
固化条件 固化后24小时,常温下剪切强度
80℃/24h , 80℃下剪切强度 湿热老化后剪切强度 盐雾试验后剪切强度
腐蚀试验90循环后剪切强度 剥离强度
弯曲性能(2mm厚度)
要求
实际值
180 ℃/ 30min 180 ℃/ 30min
≥ 16
30.2
≥ 14
15.6
大部分聚氨酯都是单组分、湿固化,个别胶是双组分胶,两组 分混合固化。聚氨酯胶耐热性、耐老化、耐紫外线好,对基材 粘附性好,具有较高剪切强度和模量。 固化原理
单组分聚氨酯胶包括预聚物、填料等,预聚物带有异氰酸基, 异氰酸基遇水分就会发生反应,交联成固化物。固化速度与 温度和湿度有关系,提高环境的温度和湿度,都能使固化过 程加快。
AKD 464 000 密封胶 供 应 商:上海汉高 使用车型: PASSAT 、 TOURAN 使用位置:车身点焊密封处 主要作用:密封、 保护焊点 固化性能:180℃/30min 密封性能:优异 剪切性能:常温剪切强度大于0.8 MPa
AKD 465 F01膨胀型减震密封胶 供 应 商:上海众盛胶粘剂有限公司(代理美国陶氏产品) 使用车型: POLO、 TOURAN、Octavia 使用位置:车身点焊密封处,车身内外板减震处 主要作用:密封、减震、保护焊点 固化性能:180℃/30min 减震密封性能:优异 剪切性能:常温剪切强度大于0.3 MPa
12.3
AMV160310环氧点焊胶
供 应 商:上海北申化工有限公司(代理瑞士西卡产品) 使用车型: TOURAN 使用位置:车顶焊接处 主要作用:增加车身强度,减少焊点、保护焊点 主要性能:
序号
【进展】二聚酸型聚酰胺热熔胶的应用与改性研究进
【关键字】进展二聚酸型聚酰胺热熔胶的应用与改性研究进展刊物: C&P塑料专题提供者: China National Chemical Information Center (CNCIC)0 前言热熔胶是指室温呈固态、加热熔融后呈液态,将其涂敷于被粘物后,经压合、冷却,即可在短时间内完成粘接的胶粘剂。
由于热熔胶具有不含化学溶剂、无污染、使用方便和易于存储等优点,因而近年来其发展迅速、应用领域也不断扩大,其中聚酰胺(PA)是粘接性能最好的一种热熔胶。
PA热熔胶有两类:一类为高分子PA热熔胶(俗称尼龙型热熔胶),主要用于服装、纺丝等行业;另一类为低分子PA热熔胶(常称二聚酸型PA热熔胶),由二聚酸与二元胺或多元胺缩合而成,具有熔融范围窄、软化点高、无毒、耐油和耐化学性好、耐低温以及对极性材料粘接强度好等特点。
该产品具有很高的附加值,近年来市场需求量越来越大,可广泛用于制鞋、服装、电子电器、汽车、热缩材料及机械等行业[1]。
二聚酸型PA热熔胶的性能与其主要原料二聚酸的纯度、二元胺的种类等直接相关。
最普通的二聚酸型PA是以二聚酸和乙二胺为原料合成的,其软化点为105℃~110℃、相对分子质量较低且低温发脆,只能用于涂料、油漆等产品中,不能用作热熔胶。
为了提高二聚酸型PA热熔胶的性能和拓宽其应用领域,国内外研究者采用各种物理和化学方法对其进行改性。
1 应用领域二聚酸型PA热熔胶,因具有良好的韧性而广泛用于制鞋、制罐(包括罐头包装的边缝密封)、包装和书籍装订等领域;因具有突出的耐低温性能而用于冷冻苹果、桔子以及其他果汁的新型结构容器的粘接;因具有耐干洗性、耐强力洗涤剂、漂白剂及洗衣房与家庭的高温洗涤条件,对织物粘接强度大、使用方便而广泛用于织物的超强粘接;因具有必要的粘接力及优良的保气性而用于热缩性电缆套。
下面重点介绍其在制鞋、电子电器、汽车和热缩套管等领域中应用[2-3]。
1.1 制鞋业制鞋时主要有鞋帮脚、外底、主跟、包头、鞋跟、勾心和鞋垫等处需要粘接。
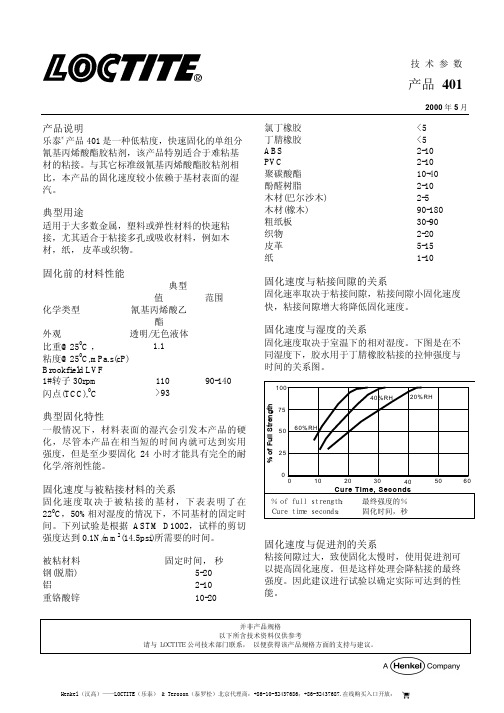
乐泰超级瞬干胶loctite 401-产品 401
固化前的材料性能
典型
值
化学类型
氰基丙烯酸乙
酯
外观
透明/无色液体
比重@250C ,
1.1
粘度@250C,mPa.s(cP)
Brookfield LVF
1#转子 30rpm
110
闪点(TCC),0C
>93
范围 90-140
典型固化特性 一般情况下,材料表面的湿汽会引发本产品的硬 化,尽管本产品在相当短的时间内就可达到实用 强度,但是至少要固化 24 小时才能具有完全的耐 化学/溶剂性能。
固化速度与湿度的关系 固化速度取决于室温下的相对湿度。下图是在不 同湿度下,胶水用于丁腈橡胶粘接的拉伸强度与 时间的关系图。
% of Full Strength
100 75 50 60%RH
40%RH
20%RH
25
0
0
10
20
30
40
50
60
Cure Time, Seconds
% of full strength: 最终强度的% Cure time seconds: 固化时间,秒
氯丁橡胶 丁腈橡胶
ABS PVC 聚碳酸酯 酚醛树脂 木材(巴尔沙木) 木材(橡木) 粗纸板 织物 皮革 纸
技 术 参 数
产品 401
2000 年 5 月
<5 <5 2-10 2-10 10-40 2-10 2-5 90-180 30-90 2-20 5-15 1-10
固化速度与粘接间隙的关系 固化速率取决于粘接间隙,粘接间隙小固化速度 快,粘接间隙增大将降低固化速度。
中国上海市延安东路 618 号东海商业中心二期 3F
邮编 :200001
【干货】汽车用胶那些事儿

【干货】汽车用胶那些事儿我们通常将车辆用胶粘剂大致分为:焊装工艺用胶、涂装工艺用胶、内饰件用胶、装配件用胶、特殊工艺用胶等5大类别。
焊装工艺用胶这一类的密封胶粘剂在焊装工艺中替代电焊或减少焊点,主要起着增强结构、密封防锈、减振降噪的作用。
一般要求与油面钢板有良好的附着性。
由于各工位均无专门的加热固化设备,需要在车身油漆工艺条件下固化,所以一般要求既不能受到清洗液、磷化液影响,也不能影响电泳漆质量,其市面上主要产品有:折边胶通常用在车门、发动机罩盖、行李箱盖等卷边结构处。
其粘接强度高,已完全取代点焊结构。
这类胶普遍采用单组份环氧树脂胶,常规单车用量在200g左右。
点焊密封胶预先涂布在钢板焊接的搭接部位,点焊后填实缝隙,起到密封、防止锈蚀的作用。
对于那些装配后被遮蔽而难以涂布焊缝密封胶的部位,点焊密封胶更是不可缺少。
膨胀减振胶在车门内外板之间、车身外覆盖件与加强筋之间常常用到这类胶。
它一般由合成橡胶或树脂添加发泡剂而成,经过固化膨胀,能将覆盖件同加强筋结合为一体,起到了减振降噪的作用,常规单车用胶量在400g左右。
涂装工艺用胶涂装工艺用胶虽然品种不多,但却是汽车上用量最大的一类。
通常单车用量:卡车约2kg,轿车在5kg以上。
主要有焊缝密封胶和抗石击涂料,其成分都为PVC塑溶胶。
两者虽然在性能上各有侧重,但是在工艺上都要求能够沟通过高压涂胶设备实施机械化涂布或者喷涂。
内饰件用胶汽车内饰件材料种类繁多,性质不同,应用场合各异。
所以,用胶品种还是存在一定区别,很难一概而论。
小编就其中部分品种略加介绍:车身顶棚胶用于将软质顶棚材料粘贴到车身顶盖上,增添车内美观性。
目前国内这一用途的胶粘剂多以溶剂型氯丁胶为主,在工艺和性能上要求初粘力高,满足车身内饰生产线快节奏的需要,并且避免引起内饰材料变色、脱落现象的产生。
丁基密封胶带它由丁基橡胶添加增粘树脂经挤压成带型,其特点有:贴合便捷,与钢板和防水膜均有较好的粘接性,能长期保持弹性和密封性。
导热界面材料品牌排行

导热界面材料品牌排行导热界面材料是一种用于提高热量传递效率的材料,广泛应用于电子设备、汽车、航空航天等领域。
随着科技的进步和需求的增加,导热界面材料市场竞争也日益激烈。
本文将介绍一些在导热界面材料领域具有较高知名度和市场份额的品牌。
1. Arctic SilverArctic Silver是一家总部位于美国的导热界面材料品牌,成立于1999年。
该品牌以其高性能的热导率和优异的散热性能而闻名。
Arctic Silver的产品包括导热胶、导热膏和导热垫等,广泛应用于计算机硬件、电子设备和LED照明等领域。
2. Thermal GrizzlyThermal Grizzly是一家德国的导热界面材料品牌,成立于2013年。
该品牌以其创新的导热技术和高品质的产品而受到广泛认可。
Thermal Grizzly的产品包括导热膏、导热垫和导热胶等,适用于电子设备、汽车和航空航天等领域。
3. Dow CorningDow Corning是一家全球知名的化学品公司,也是导热界面材料领域的重要品牌之一。
该公司提供多种导热材料,包括导热硅脂、导热胶和导热垫等,广泛应用于电子设备、通信设备和汽车等领域。
Dow Corning的产品以其稳定的性能和可靠的质量而受到客户的好评。
4. HenkelHenkel是一家总部位于德国的跨国公司,也是导热界面材料领域的知名品牌之一。
该公司提供多种导热产品,包括导热胶、导热硅脂和导热垫等。
Henkel的导热材料广泛应用于电子设备、汽车和工业领域,以其卓越的导热性能和可靠的品质而备受消费者的信赖。
5. 3M3M是一家全球知名的多元化科技公司,也在导热界面材料领域拥有一定市场份额。
该公司提供多种导热产品,包括导热胶、导热膏和导热垫等。
3M的导热材料被广泛应用于电子设备、通信设备和汽车等领域,以其高性能和可靠性而受到用户的青睐。
6. Shin-EtsuShin-Etsu是一家总部位于日本的化学品公司,也是导热界面材料领域的重要参与者。
HenKel-MSDS

材料安全数据表1.产品及企业标识产品名:MACROPLAST UK 178A聚氨酯粘合剂曾用名:FILTER-LOK 82-178A公司地址:汉高公司Finderne 大道10号布里奇沃特,新泽西08807美国应急电话:医疗电话:860-571-5100(24小时)运输电话:紧急化学药品运送中心:800-424-9300(24小时)紧急化学药品运送中心国际电话:703-527-3887(免费)客服电话:888-480-68892.危险标识无害,半透明液体一,微有气味眼睛接触:温和刺激。
皮肤接触:长时间反复接触皮肤会造成温和的刺激。
吸入:高温下形成的蒸气或气溶胶可能会刺激眼睛和呼吸道。
食入:食入有可能引起胃肠道发炎。
3.成分/组成信息成分化学文摘服务社登记号(CAS NO.)浓度(质量百分数)二氧化硅,1-5畏水的发烟非晶质4. 急救措施皮肤接触:用肥皂和水清洗。
吸入:立即脱离现场移至新鲜空气处,如果刺激持续需就医。
食入:作为症状给予处理并就医。
5.消防措施闪点540ºF灭火剂泡沫;水剂喷雾;CO2;干的化学制品特殊消防步骤在着火情况下,需要配带自给呼吸器和合适的防护衣,喷水冷却裸露的设备。
火和爆炸危险在高温下易燃危险燃烧产物CO2;CO;未知的碳氢化合物爆炸下限未确定的爆炸上限未确定的最小燃烧能量不适用6.意外释放措施离危险区并禁止入内。
避免接触,使用合适的防护服,如果安全隔离泄露源。
防止进入下水道、地沟或水源。
用沙子、泥土或其他易吸收材料吸收洒落物,集中放置于合适的贴有标签的容器中以便处理。
为了安全和环境预防,请复查整个材料安全数据表以获得必要的信息。
7.操作处置和储存操作处置/储存当不使用时保持容器正确地密封特殊敏感性避免过热8.暴露控制/个人防护眼保护要求安全眼镜、护目镜或防护面罩作喷溅保护。
手套要求建议使用不透气的氯丁橡胶或橡胶手套。
衣服要求穿戴防护装备遵守好的职业卫生习惯。
更衣/衣服转移转移脏衣服并在重新用之前清洗干净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
应用部位� • 发动机罩 • 行李厢盖 • 车门 • 车体侧围
隔振胶
要求 • 良好的抗流挂性能 • 抗酸碱溶液冲刷 • 与槽液良好的相容性 • 较高剪切强度 �高于点焊胶� • 良好的延伸率 • 良好的弹性 • 耐高温反复烘烤
作用 • 缓冲碰撞 • 减少刚性连接 • 提高舒适性
隔振胶产品示例
• Terostat 3216SH
min. 15' 160°C / max. 60' 200°C
• 粘接后良好ห้องสมุดไป่ตู้耐久性
- 耐气候性和盐雾试验 - 静态和动态的测试
点焊密封胶胶
1. 组成 : �1�以合成橡胶为基材 � �2�以PVC树脂或丙烯酸树脂为基材� �3�以环氧树脂为基材。
2. 描述 1) 应用 : 车身车间, 常温施工或加温施工 2) 固化 : 电泳烘房(180deg.C*30min.) 3) 特性 : 高防腐性�密封性能�焊接性能。
• Terostat 1244SH
强度高�密封性和腐蚀性好。
• Impermastic 1020
中等膨胀性�50%��良好的密封和防腐蚀性。
隔震胶
1. 组成 : �1�以合成橡胶为基材 � �2�以PVC树脂或丙烯酸树脂为基材�
2. 描述 1) 应用 : 车身车间, 常温施工或加温施工�或预成形件。 2) 固化 : 电泳烘房(180deg.C*30min.) 3) 特性 : 良好的弹性粘接�良好的耐水洗性。
Terophon Terocore Terokal Terostat
汉高产品应用示意图
Pillar PFiillllearrs
Hood & Roof Pads / Sprayables
Filler
Structural reinforcements
Anti-flutter adhesives
Firewall Pads / Sprayables
• Impermastic 1076
以合成橡胶为基材�高粘接性和防腐蚀性。
结构粘接胶
1. 组成 : 由环氧树脂及改性树脂为基材
2. 描述 1) 应用 : 车身车间, 常温施工或加温施工 2) 固化 : 电泳烘房(180deg.C*30min.) 3) 特性 : 高强度�高抗冲性�高防腐性
结构型粘结剂
优秀的抗水洗性�高强度�高模量�粘接性和弹性好。
• Terostat 3214SH
有膨胀性�150%��优秀的抗水洗性�粘接性。
• Terostat 3215SH
优秀的抗水洗性�粘接性和弹性好。
折边胶
1. 组成 : �1�以环氧树脂为基材 � �2�以PVC树脂或丙烯酸树脂为基材� �3�以聚合物混合物为基材�如环氧树脂和PVC树脂等; �4�以合成橡胶为基材。
Sprayable Floor Coatings
USCponrdaateiynrabgbosSUldepnyrdaeyrabboldey Coatings
Hem flange adhesives
Door Panel Pads / Sprayables
焊装车间产品介绍
车身车间用产品种类
• 点焊密封 • 减振粘结 • 折边粘结 • 结构粘结 • 空腔填充 • 增强材料
工艺流程: 车身车间的粘结
1. 油面板材的粘结 ( => “吸油") 2. 车身前处理及电泳 ( => “抗冲刷性能") 3. 电泳烘房的固化 ( => “烘烤固化” 180C-30min)
车身车间用胶的常规要求
• 油面钢板的粘接性
• 在前处理线过程中良好的抗水洗性
• 电泳烘房烘烤固化
- 常规固化:
应用部位
• 顶部覆盖件 • 前围总成 • 后围总成 • 侧围总成
要求
• 良好的抗流挂性能 • 抗冲刷能力 • 与槽液良好的相容性 • 高抗冲击强度 • 模拟碰撞实验 • 高剪切强度
作用
•减少焊点 •改善外观 •提高钢板耐用性 •提高效率 •降低成本
•避免应力集中 •减少变形 •增长寿命
•增加强度�安全�
Zinc phosphating 锌系磷化
汉高产品示意图
Seam sealing 焊缝密封
Glazing 玻璃粘结
Part sealing 零部件密封
Sealing & Bonding 密封和粘结
Sealing of parts 零部件密封
Long Life coolant长 效冷却液
Anti flutter adhesives
隔震胶
Hem flange bonding and sealing 折边粘结和密封
Sound deadening acoustic coating
防噪音涂料
Underbody protection 底部防护涂料
Repair of plastic parts 塑料零件修理
Cavity axing 空腔蜡
点焊密封胶
应用部位� • 金属板件搭接电焊部位
•前围 •侧围 •底版 •其他小型焊接零部件
要求
作用
• 良好的自熄性能
• 保护焊点
• 对板件无腐蚀
• 保护焊缝
• 焊接时不产生有害烟雾 • 辅助焊缝胶
• 良好的抗腐蚀能力
• 耐高温反复烘烤
侧围
轮罩
点焊密封胶产品示例
• Terostat 1236SH
高膨胀性�300%��良好的密封和防腐蚀性。
• 良好的抗腐蚀能力 • 便于清洁
• 耐高温反复烘烤
作用
•减少焊点 •改善外观 •提高钢板耐用性 •提高效率 •降低成本
•避免应力集中 •减少变形 •增长寿命
折变胶产品示例
• Terokal 5027SH
改性环氧树脂为基材�高粘接性和防腐蚀性。
• Terokal 8554SH
以环氧树脂/PVC为基材�良好的韧性和防腐蚀性。
安全性
抗碰撞
结构性粘结剂
• 高粘结强度 • 高冲击剥离强度 • 良好的抗老化性能 • 良好的焊点防腐蚀性能
结构粘接胶产品示例
• EPA 240H
以改性环氧树脂为基材�良好的抗流淌性�高强度�高抗冲 撞性和高防腐蚀性。
2. 描述 1) 应用 : 车身车间, 常温施工或加温施工 2) 固化 : 电泳烘房(180deg.C*30min.) 3) 特性 : 高防腐性。
折边胶
应用部位 • 车门折边 • 发动机罩折边 • 行李厢盖折边 • 其他结构性金属板
件搭接部位
要求
• 高强度 • 可进行预固化
- 抗冲刷 - 初始强度 • 便于自动涂胶 - 直线型 - 点线型 - 螺旋型