涂装施工工艺要求
涂装工艺规程
喷漆工艺指导书一、零部件预处理1、零部件喷砂后对喷砂不彻底处用手工打磨,表面清洁度应达到Sa 2.5级,之后用压缩空气对表面进行清洁处理。
2、对焊接件要清除焊渣,飞溅,用动力工具打磨平锐边和尖角,不规则的焊缝打磨圆滑:尖端和边缘应打磨成至少半径1毫米的倒圆,以保证油漆的附着性。
3、表面处理结束后应在4小时以内喷涂底漆。
二、喷涂施工前的环境条件要求1.空气相对湿度小于85%,使用湿度计进行测量。
2.钢板表面温度为5℃以上。
3.当下雨下雪,表面有水有冰,或者大雾时,不能进行涂漆施工。
4.聚氨酯面漆Interthane 990在施工时,相对湿度应该控制在80%以内,以免表面因空气湿度过大,表面发花无光泽。
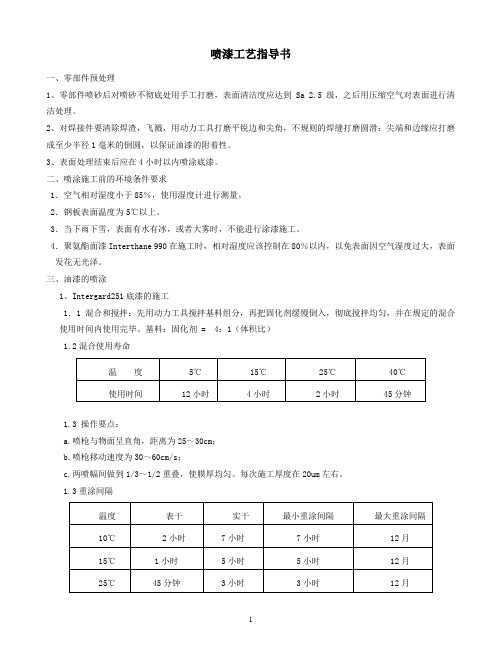
三、油漆的喷涂1、Intergard251底漆的施工1.1混合和搅拌:先用动力工具搅拌基料组分,再把固化剂缓慢倒入,彻底搅拌均匀,并在规定的混合使用时间内使用完毕。
基料:固化剂 = 4:1(体积比)1.2混合使用寿命1.3 操作要点:a.喷枪与物面呈直角,距离为25~30cm;b.喷枪移动速度为30~60cm/s;c.两喷幅间做到1/3~1/2重叠,使膜厚均匀。
每次施工厚度在20um左右。
1.3重涂间隔2、 Intergard400施工说明2.1.混合和搅拌:具体操作与底漆相同基料:固化剂=5.67:1(体积比)2.2混合使用寿命3.3 重涂间隔3、Interthane 990施工说明3.1混合和搅拌:具体操作同底漆基料:固化剂=6:1(体积比)3.2混合使用寿命3.3.重涂间隔4、弛张筛结构件外表面用油漆系统三、注意事项1 在涂装中层漆和面漆之前应先检查前一道涂层表面是否有损坏、漏涂、流挂等现象,并进行处理,以达到规定的质量要求2 除了不易喷涂到的地方作刷涂之外,所有表面都要喷涂或滚涂施工。
四、完工检查1、漆膜:色泽均匀,无流挂、无漆雾、无污染。
2、缺陷:无针孔、无气泡、无漏喷等。
3、湿膜厚度与干膜厚度:根据规定的最低/最高厚度。
外墙真石漆粉刷涂装施工方案及工艺方法
外墙真石漆粉刷涂装施工方案及工艺方法本工程中外墙涂料涂装体系分三层,即底漆、第一遍真石漆、第二遍真石漆。
第四遍,硅丙罩光面油;主要施工顺序为:自上而下,先细部,后大面。
一、施工工艺墙面清理、清创、清除松动部分至砌体,找补一托刮腻子一满刮腻子f打磨f满刮腻子f打磨平整一涂刷抗碱封固底漆一喷涂真石漆漆一遍f喷涂真石漆二遍f罩光f清理、保洁f自检、共检f交付成品。
二、施工方法1、满刮腻子施工掌握好刮涂时腻子工具的倾斜度,用力均匀,以保证腻子饱满度。
为避免腻子收缩过大,出现开裂和脱落,一次刮涂不要过厚,根据不同腻子的特点,厚度以0.5mm为宜。
不要过多的往返刮涂,以免出现卷皮脱落或将腻子中的胶料挤出封住表面不易干燥。
用灰刀要填满、填实,基层有缝和裂缝时,食指压紧刀片,用力将腻子压进缺陷内,将四周的腻子收刮干净,使腻子痕迹尽量减少。
2、磨平施工不能湿磨,打磨必须在基层或腻子干燥后进行,以免粘附砂纸影响操作。
砂纸的粗细要根据被磨表面的硬度决定。
打磨时先用粗纱布打磨,再用细纱布打磨,注意表面平整性,既要注意表面平整性,还要注意表面粗糙度,必要时采用腻子进行再修平,从而达到粗糙程度一致。
打磨后,立即清除表面灰尘,以利于下一道工序的施工。
3、底漆施工底漆使用外墙抗碱封固底漆,加10%〜20%的水进行稀释,充分搅拌后进行施工,滚涂一道即可。
要求涂布均匀,不遗漏。
施工后与下一道施工间隔时间不少于12小时。
(室外,25℃)4、第一道真石漆:喷涂均匀,喷满。
5、第二道真石漆:喷涂丰满,无色差。
外观大方。
6、涂刷作业涂料涂刷时要求:基层表面含水率不得大于10%,如遇有大风、雨雾天气时,不得进行真石漆涂料的施工。
施涂方法:施工时以墙的阴阳角及落水管为分界线,同一面墙应采用同一批号的真石漆,每层涂料不宜施涂过厚,涂层应均匀,颜色一致。
7、修整处理施工时按照随施工随修整的原则,在班前班后和每完成一份格块或一步架子时,进行检查。
如发现有漏底、透底、流坠等弊病,立即修整和处理。
钢结构涂装施工工艺
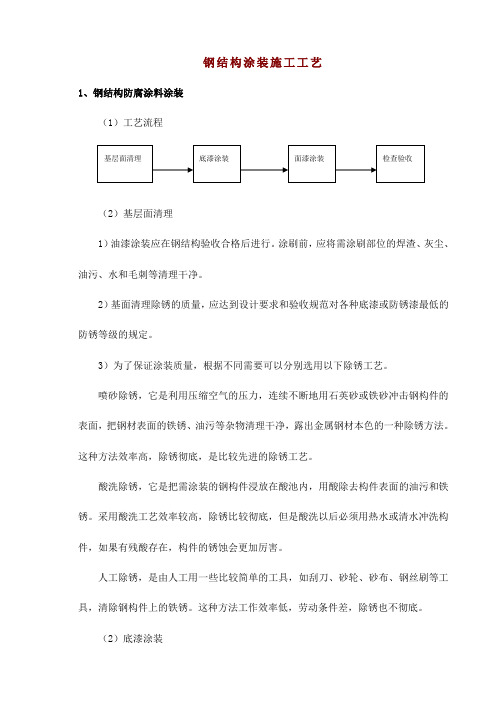
钢结构涂装施工工艺1、钢结构防腐涂料涂装(1)工艺流程(2)基层面清理1)油漆涂装应在钢结构验收合格后进行。
涂刷前,应将需涂刷部位的焊渣、灰尘、油污、水和毛刺等清理干净。
2)基面清理除锈的质量,应达到设计要求和验收规范对各种底漆或防锈漆最低的防锈等级的规定。
3)为了保证涂装质量,根据不同需要可以分别选用以下除锈工艺。
喷砂除锈,它是利用压缩空气的压力,连续不断地用石英砂或铁砂冲击钢构件的表面,把钢材表面的铁锈、油污等杂物清理干净,露出金属钢材本色的一种除锈方法。
这种方法效率高,除锈彻底,是比较先进的除锈工艺。
酸洗除锈,它是把需涂装的钢构件浸放在酸池内,用酸除去构件表面的油污和铁锈。
采用酸洗工艺效率较高,除锈比较彻底,但是酸洗以后必须用热水或清水冲洗构件,如果有残酸存在,构件的锈蚀会更加厉害。
人工除锈,是由人工用一些比较简单的工具,如刮刀、砂轮、砂布、钢丝刷等工具,清除钢构件上的铁锈。
这种方法工作效率低,劳动条件差,除锈也不彻底。
(2)底漆涂装1)调合红丹防锈漆,控制油漆的粘度、稠度、稀度,兑制时应充分的搅拌,使油漆色泽、粘度均匀一致。
2)刷第一层底漆时涂刷方向应该一致,接槎整齐。
3)刷漆时应采用勤沾、短刷的原则,防止刷子带漆太多而流坠。
4)待第一遍刷完后,应保持一定的时间间隙,防止第一遍未干就上第二遍,这样会使漆液流坠发皱,质量下降。
5)待第一遍干燥后,再刷第二遍,第二遍涂刷方向应与第一遍涂刷方向垂直,这样会使漆膜厚度均匀一致。
6)底漆涂装后起码需4~8h 后才能达到表干、表干前不应涂装面漆。
(4)面漆涂装1)建筑钢结构涂装底漆与面漆一般中间间隙时间较长。
钢构件涂装防锈漆后送到工地去组装,组装结束后才统一涂装面漆。
这样在涂装面漆前需对钢结构表面进行清理,清除安装焊缝焊药,对烧去或碰去漆的构件,还应事先补漆。
2)面漆的调制应选择颜色完全一致的面漆,兑制的稀料应合适,面漆使用前应充分搅拌,保持色泽均匀。
钢结构涂装施工方案

钢结构涂装施工方案(一)钢结构防腐涂装概述钢构件除现场焊接、高强螺栓连接部位不在制作厂涂装外,其余部位均在在制作厂内完成底漆、中间漆涂装,所有构件面漆待钢构件安装后进行涂装。
(二)钢结构防腐涂装要求1、钢材表面采用喷砂(抛丸)除锈方法,除锈等级应符合《涂覆涂料前钢结构表面处理表面清洁度的目视评定第 1 部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级》GB/T 8923.1-2011 规定中的sa2.5 级。
2、底漆:无机富锌底漆,漆膜厚度按设计规范及业主要求确定。
3、中间漆:采用无机富锌一道,漆膜厚度按设计规范及业主要求确定。
底漆涂覆完成后24 小时内立即进行。
4、面漆:漆膜厚度按设计规范及业主要求确定。
颜色由业主定色。
(三)涂装设备设备名称用途特点相关说明高压无气喷涂机用于防腐涂装喷涂喷涂压力适中,对涂料雾化良好电动空气压缩机为喷涂提供气源可根据喷涂机的效率选用,移动方便电动搅拌机用于油漆调配时的搅拌可调节搅拌速度,搅拌后使涂料混合均匀,携带方便,易操作(四)防腐涂装施工工艺1、涂装材料要求现场补的油漆与制作厂使用的油漆相同,由制作厂统一提供,随钢构件分批进场。
2、表面处理采用电动、风动工具等将构件表面的毛刺、氧化皮、铁锈、焊渣、焊疤、灰尘、油污及附着物彻底清除干净。
3、涂装环境要求涂装前,除了底材或前道涂层的表面要清洁、干燥外,还要注意底材温度要高于露点温度 3℃以上。
此外,应在相对湿度低于 85%的情况下才可以进行施工。
4、涂装间隔时间(1)经处理的钢结构基层,应及时涂刷底漆,间隔时间不应超过 5 小时。
(2)一道漆涂装完毕后,在进行下道漆涂装之前,一定要确认是否已达到规定的涂装间隔时间,否则就不能进行涂装。
(3)如果在过了最长涂装间隔时间以后再进行涂装,则应该用细砂纸将前道漆打毛后,并清除尘土、杂质以后再进行涂装。
5、涂装要求在每一遍通涂之前,必须对焊逢、边角和不宜喷涂的小部件进行预涂。
涂装工艺技术参数

涂装工艺技术参数一、施工环境条件1. 最佳施工环境条件为环境温度10-40℃,湿度30-70% 。
2. 空气湿度不得大于80%。
在湿度大于80%气候情况下,喷漆前需对工件进行烘烤,温度70-80℃(工件基体温度),保温时间30分钟。
3. 要求在配漆和施工环境中配置温度计和湿度计。
二、涂料调配(指加入固化剂后)1.按涂料技术参数进行调配。
2.涂料调配好后需进行过滤除去涂料中杂质,底漆用180目、中涂用180-240目、面漆用300-320目滤布过滤。
3.涂料调配后放置8-10分钟,使涂料熟化后再喷涂。
(此点需严格执行)4.涂料调配后应在4小时内使用完。
三、喷涂前准备工作1.工件在喷涂前应做到干净、干燥;施工场地保持清洁干净,喷漆室每天进行清扫,定期对喷漆室送风过滤棉清理干净。
2.采用空气喷涂时必须安装冷干机(或油水分离器),每天上午和下午各排放一次油、水,湿度大的季节,还需增加排放油、水次数,保证压缩空气无油和水份等杂质。
3.喷漆工和相关接触人员在工作中应做好劳动安全保护,穿戴防毒口罩、手套、工作服等劳保用品,防止吸入有毒溶剂、尘埃等。
四、底、面漆技术参数1. 大光黄底漆(1)稀释剂:茸康大光黄底漆稀释剂;(2)固化剂:进口固化剂;(3)配比:进口固化剂=4:1(重量比);(4)粘度:16-25秒;2. SPU70815P-Y黄色聚氨酯中涂(1) 稀释剂:RUT-085稀释剂(快干型,在15℃以下气温情况使用)或XPS90018溶剂(慢干型,15℃以上<含15℃>气温情况下使用);(2) 固化剂:GXH63417聚氨酯固化剂;(3) 配比: GXH63417聚氨酯固化剂=7:1(重量比);(4) 粘度:14-25秒;3. SPU70806T-Y聚氨酯面漆(或SPU70807T-GY聚氨酯面漆)(1) 稀释剂:RUT-085稀释剂(快干型,在15℃以下气温情况使用)或XPS90018溶剂(慢干型,15℃以上<含15℃>气温情况下使用);(2) 固化剂:GXH63417聚氨酯固化剂;(3) 配比: GXH63417聚氨酯固化剂=4:1(重量比);(4) 粘度:14-25秒;4.干燥:(1) 烘干温度需达到70-80℃(工件基体温度),保温时间30分钟;(2) 工件进烘干室前需流平8-10分钟;(3) 如常温自然干燥,干燥时间应大于24小时后才能开始涂刮腻子或喷涂面漆;5.漆膜厚度要求:(1) 底漆的干膜厚度应达到20- 35um;(2) 面漆的干膜厚度应达到40- 60um;(3) 涂膜总厚度:70μm≤磷化件≤100μm ,80μm≤抛丸喷砂件≤110μm;五、腻子刮磨1. 腻子桶打开后,观察腻子表面有无结皮,如有则去掉,然后将整桶腻子搅拌均匀;2. 严格按原子灰配比(一般为原子灰:固化剂=100:2-3)要求调配腻子,在气温高情况下,不能减少固化剂用量,而应适当减少每次原子灰调配量,并充分搅拌均匀颜色一致;3. 在刮涂腻子时应以工件表面为基准,刮平凹处,尽量使腻子薄而平整;4. 如存在较大凹坑,应分多次填刮,每次刮涂厚度不应超过1mm,且需在上道腻子干燥后进行;5. 腻子经干燥打磨后,整个表面应平整光滑,线角分明,腻子与涂层表面连接处不得有明显接痕,无漆粒等杂质附在工件表面上;6. 擦净:用压缩空气全面擦吹净后再用粘性纱布按一个方向擦净工件表面;。
外墙喷涂施工技术要求

外墙喷涂施工技术要求一、施工前准备工作1.安全防护:施工现场应设置安全围挡,施工人员必须佩戴安全帽、防护眼镜等个人防护用品。
2.表面处理:对外墙表面进行清洗、刷洗,并修补墙体上的裂缝和坑洞。
如果有油污、霉菌等污渍,应进行适当去除和消毒。
3.基层处理:基层表面必须平整、无起砂、无脱落现象。
如有局部脱落,应进行修补,确保基层牢固。
4.阴阳角处理:对外墙表面的阴阳角进行处理,如使用玻璃纤维网格布或其他相应的角护面材料。
二、喷涂施工工艺1.底涂施工:选用合适的底涂材料,喷涂均匀。
底涂材料的选用应符合设计要求,附着力好。
2.中涂施工:选用合适的中涂材料,喷涂均匀、充实。
中涂材料的选用应具有耐候性、耐久性和抗污性等特点。
3.面层施工:选用合适的面层涂料,均匀喷涂。
面层涂料的选用应具有良好的外观效果、耐久性和抗污性能。
三、施工注意事项1.温度和湿度控制:施工过程中应控制施工环境的温度和湿度,避免温度太高或太低、湿度过大或过小对施工质量产生影响。
2.施工厚度控制:根据涂料的使用说明,控制每道涂层的施工厚度,避免厚度不均匀或施工过厚导致涂膜龟裂。
3.施工顺序:按照底涂、中涂、面层的顺序进行施工,确保各涂层之间附着力和充实性。
4.施工时间:施工过程中应根据涂料的干燥时间控制喷涂间隔,避免涂层未完全干燥而进行下一层的喷涂。
5.清洗工具:施工完成后,及时清洗喷涂工具,避免喷嘴堵塞和涂装设备损坏。
四、质量检测1.外观检查:对已喷涂的外墙进行外观检查,如有色差、坑洞或斑点等缺陷,应及时进行修补或重新喷涂。
2.施工厚度检测:使用涂料厚度计对喷涂涂层进行检测,确保施工厚度符合设计要求。
3.耐候性测试:对喷涂涂层进行耐候性测试,确保涂层能够承受气候变化和紫外线的侵蚀。
以上是外墙喷涂施工的一些技术要求,施工过程中需要注意施工环境、涂料的选用、涂层厚度控制等方面的问题。
只有严格按照要求进行施工,才能保证外墙喷涂的质量和持久性。
涂装施工方案

涂装施工方案一、施工前准备工作在进行涂装施工前,需要进行一系列的准备工作,确保施工顺利进行。
具体步骤如下:1. 确定施工区域:首先需要确定需要进行涂装的区域,确保准确有序地完成施工任务。
2. 清洁表面:在涂装前,需要彻底清洁施工表面,确保表面干净、光滑。
可以使用清洁剂和清洗工具进行清洁,并用干净的布将表面擦干净。
3. 打磨表面:若表面存在不平整或旧涂层,需要进行打磨处理,以便于涂装后的涂层附着牢固。
4. 封堵保护:在施工前,需要对不需要涂装的部分进行封堵保护,如窗户、门框等。
可以使用胶带和塑料薄膜进行封堵,以免涂料溅到其他部位。
5. 准备涂料和工具:根据涂装需求,准备好所需的涂料和相应的工具,如喷枪、刷子、滚筒等。
二、施工步骤在完成准备工作后,可以开始进行涂装施工。
下面将详细介绍施工步骤:1. 底涂施工:首先进行底涂施工。
将准备好的底涂涂料倒入喷枪或通过滚筒均匀地涂抹在准备好的表面上。
注意要均匀涂抹,避免出现涂层厚度不一致的情况。
2. 中涂施工:底涂干燥后,进行中涂施工。
同样将准备好的中涂涂料均匀地涂抹在底涂上。
如果需要多层涂装,中涂施工可以进行多次,确保涂层的平整度和质量。
3. 面涂施工:中涂干燥后,进行面涂施工。
将准备好的面涂涂料均匀地涂抹在中涂上。
同样,如果需要多层涂装,可以进行多次面涂施工,以达到所需的效果。
4. 涂膜固化:施工完成后,需要等待涂层适当时间进行固化。
根据涂料的要求,固化时间可能有所不同,需要仔细查看涂料说明书,确保涂层固化至最佳状态。
三、施工注意事项在进行涂装施工时,需要注意以下事项,以确保施工质量和人员安全:1. 通风条件:施工区域应保持良好的通风条件,以防止涂料气味对人体健康产生影响。
可以开启门窗,或者使用专业的通风设备。
2. 个人防护装备:施工人员需佩戴适当的个人防护装备,如防护手套、面罩和工作服等,以避免接触到有害物质。
3. 涂料搅拌:在施工前,需要充分搅拌涂料,确保涂料的均匀性。
油漆涂装专项施工方案

油漆涂装专项施工方案油漆涂装是建筑装饰工程中的重要环节,能够提升建筑物的美观程度,也能够延长建筑物的使用寿命。
为了保证施工质量和安全,有必要制定一份油漆涂装专项施工方案。
本文将详细介绍油漆涂装专项施工方案,包括施工准备工作、施工现场管理、施工工序要求、施工安全措施等。
一、施工准备工作:1.确定油漆涂装范围和颜色方案,制定施工计划;2.购买所需材料,如油漆、刷子、滚筒等,并保证材料的质量;3.对施工现场进行清理,确保施工区域干净整洁;4.检查施工工具和设备是否完好,如搅拌机、喷枪、脚手架等。
二、施工现场管理:1.按照施工图纸要求进行标线,并设置施工警示标志;2.设立施工现场办公室,安排专人负责施工现场管理和安全监督;3.对施工现场进行定期巡视,确保施工质量和安全;4.制定施工时间表,明确施工进度和工期。
三、施工工序要求:1.基层处理:在施工前,对基层进行清理、修补和平整,确保基层的牢固性和平整度;2.底涂施工:先对墙面进行底涂处理,提高涂装的附着力;3.隐蔽工程:对需要隐藏的构件进行涂装,如管道、线槽等;4.中涂施工:对底涂层干燥后,进行中涂处理,提升油漆的厚度和光泽度;5.面涂施工:对中涂层干燥后,进行面涂处理,使建筑物达到设计要求的颜色和质感;6.饰面工程:根据需要,对建筑物进行饰面处理,如纹理、花纹等。
四、施工安全措施:1.施工现场配备专职安全人员,负责安全工作的监督和指导;2.检查脚手架、安全带等安全设施是否完好,并进行安全培训;3.在施工现场设置警示标志,提醒施工人员注意安全;4.对易燃、易爆等危险品进行存放和使用管理;5.施工人员佩戴个人防护用具,如安全帽、防尘口罩、防滑鞋等。
综上所述,油漆涂装专项施工方案是保证施工质量和安全的重要依据。
通过细致的施工准备工作、科学的施工现场管理、合理的施工工序要求和严格的施工安全措施,可以确保油漆涂装工程的顺利进行,提升建筑物的美观度和使用寿命。
施工单位和相关人员应严格按照方案要求进行施工,并定期进行质量检查和安全隐患排查,以确保施工质量和人员安全。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
施工工艺要求(Application requirement)(仅供参考)
一、钢材表面预处理
1、所用钢板、型材等在进行预处理前必须去除油污等杂物(如有任何污物)。
1). All steel plates used for the construction of the vessel must be cleaned by means of detergent cleaning and/or high pressure fresh water hosing to remove oil/grease contamination (if any).
二、二次除锈
二次除锈根据部位和油漆品种不同可采用打磨或喷砂等不同方式,并达到相应的等级。
For secondary preparation, grinding or blasting to be chosen according to different positions and different type of paints, to achieve relevant cleaning grade.
1、二次除锈时对焊缝、火工损伤、机械损伤等锈蚀部位分别打磨至St3级并清洁除尘,表面灰尘清洁等级应不低于ISO 8502-3 的第二级(可提供该标准的复印件)。
对于完好的车间底漆,应在涂装前采用清洁剂擦洗清除油污、灰尘及锌盐等异物,同时保留钢板表面原有的粗糙度。
1). According to stipulations, welding seams and damaged shop primer in the positions to be painted with epoxy paints after ground to St3 and then cleaned to the second grade of ISO 8502-3 (a copy of this standard is available) with vacuum cleaner, brush, compressed air, etc. Intact shop primer can be kept, but foreign matters such as oil or grease contamination, zinc salt and dust must be removed
2 、镀锌管件,应在涂装前清除油污、灰尘等异物。
对于非浸没部位的镀锌管件,应施工一度磷化底漆以提供后续涂层的良好黏结。
2) Galvanized steel pipelines: oil, grease contamination, dust must be removed before painting. To galvanized pipelines except submerged areas, one coat of phosphoric etch primer should be applied for better adhesion with subsequent coat.
三、涂装施工
1、涂装的环境要求
1). Environment Requirement.
(1)涂装施工时以及施工后早期固化阶段被涂装表面附近的环境相对湿度应为
85%以下。
对于压载水舱,相对湿度不应大于85%(因为压载水舱内空气流通不畅)。
被涂装基底表面温度应高于空气露点3℃以上。
1-a). In phase of early curing period in process of paint application and after that, the
atmosphere relative humidity measured near to the substrate to be painted must lower 85%. For ballast tank, relative humidity must not exceed 85%(as poor air ventilation in ballast tank). The temperature of substrate to be painted must be at least 3℃higher than the dew point of the atmosphere.
(2)原则上涂环氧类油漆时底材温度不应低于5℃,冬用型环氧漆的底材温度不应
低于-5℃,否则固化时间将大为延长。
1-b). During the application and curing of epoxy paints, the substrate temperature should not be lower than 5℃, otherwise the curing period will be prolonged considerably. For winter-grade epoxy, the substrate temperature not be lower than -5℃.
(3)施工时及涂膜干燥固化初期(即硬干期)应持续提供强制通风并保持较小的
湿度,以促进溶剂的挥发和油漆的干燥固化。
1-c). During application and drying/curing of paints, enough ventilation and low humidity is required to assure the vapor of thinner and the drying/curing progress of coating.
2、涂层膜厚要求
2). Film Thickness Requirement
原则上膜厚控制针对涂层系统的总膜厚,但对于底、面漆性质完全不同的涂层系统,则应分别测量并控制底、面漆的膜厚。
In principle the film thickness management is in order to control the total DFT (dry film thickness) of a coating system. But if the primer and the topcoat feature in absolutely different generic type and performance, then the DFT of primer coats and the DFT of topcoats must be controlled separately.
注:一般地,表面处理完(含表面清洁干净),在湿度温度允许的范围内应立即喷涂上防锈的底漆,并达到规定的膜厚;
10至23°时该底漆的最短覆涂间隔24h-10h
在施工第二度漆前,应检查表面的清洁,然后检查第一度油漆的厚度,不足的补足厚度至100微米;同样做第三度之前,检查清洁度,不足的补足。
在天气允许之下,喷涂面漆
(具体的一些数据请参考产品技术参数)。