丝绸工工艺流程
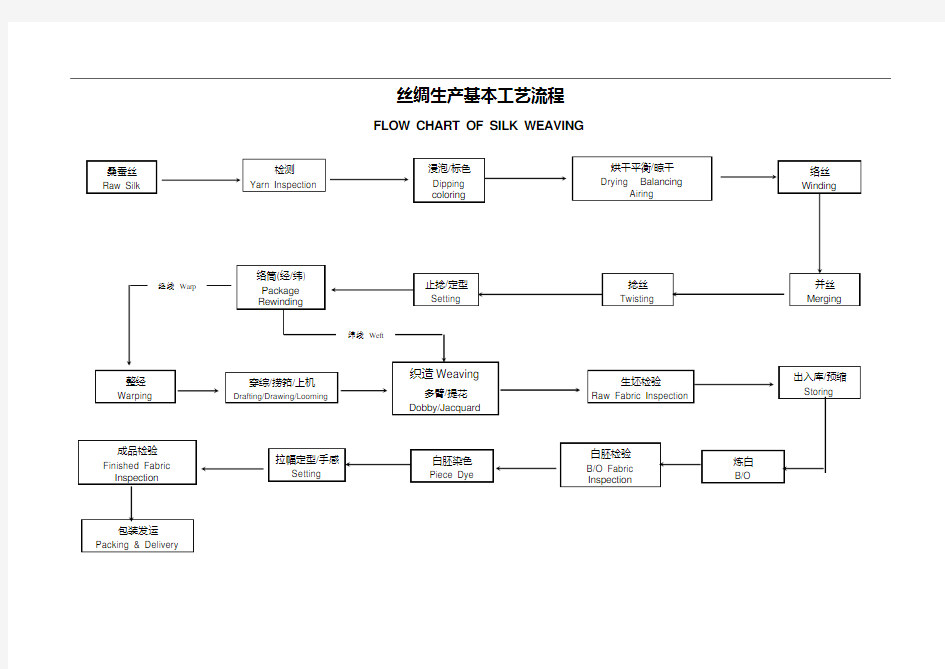
丝绸生产基本工艺流程FLOW CHART OF SILK WEAVING
桑蚕丝Silk
桑蚕丝也称白厂丝、真丝、生丝,属动物蛋白纤维。它由丝素和丝胶组成,其中含丝素72---81%,丝胶19~28%,并含18种氨基酸,是天然绿色环保纤维。
常见规格有19/21D、20/22D、27/29D、40/44D等。
产地为浙江、江苏、四川、山东、广东等地。
Raw silk is also called pure silk, machine reeled raw silk. It is composed of 72-81% fibroin and 19-28% sericin. Also, it contents 18 amino acids. Therefore, it is an environmentally friendly fiber. Specifications: 19/21D, 20/22D, 27/29D, 40/44D etc.
Producing area: Zhejiang, Sichuan, Shandong, Guangdong etc.
检测Yarn Inspection
根据国家标准GB1797-2001对白厂丝的纤度、强力、伸长、抱合、回潮率、清洁、洁净等项目进行检测。质量标准等级分为:B、A、2A、3A、4A、5A、6A。6A为最高等级。
Inspect the fiber size, strength, elongation, cohesion, moisture regain, cleanness and neatness of the silk yarn according to National Standard # GB1797-2001. Quality grades are B, A, 2A, 3A, 4A, 5A, 6A, and 6A is the top grade.
浸渍/标色Dipping/Coloring
其目的是柔软蚕丝的丝胶,以利并捻。用浸渍液(强捻用水化石油、工业皂、水)柔软蚕丝的丝胶(浸渍后约能脱去3%的丝胶)。浸渍纬线通常要18小时,经线40分钟。浸渍的主要方法有机械浸渍、真空浸渍、手工浸渍三种。
标色是为后道工序辨认各种丝的条份、并合数、捻度、捻向、产地和批号等而作的标记。标色是在浸渍时同时进行的,其使用的染料在精炼时将全部褪色,且不留痕迹。
Purpose of dipping is to soften sericin of raw silk by using some agents so that it is easy to twist (Sericin will be degumed by 3%). It usually takes 18 hours for warp yarn and 40 minutes for weft yarn. There usually are three methods of dipping: mechanical dipping, vacuum dipping and hand dipping. Coloring is just to identify the size, ply, twist, twist direction, producing area and lot of silk yarn. It is processed while dipping and the colors used in this stage will be taken off when degumming.
烘干/晾干Drying/Airing
浸渍或只着色的各种丝,必须及时烘干后使用。烘干的方法可以脱水机脱后使用胶丝烘燥机(8小时)或烘房(24小时)烘干。自然晾干的质量要比烘干好,但时间较长,约需一周。
Dipped and colored yarns have to be dried before using. It takes 8 hours by using drying machine, 24 hours by drying room。Quality of silk yarn by airing is better than by drying, but it takes around one week.
络丝Winding
将绞装丝展出而卷绕于有边筒子上。凡绞装丝不论用于经线或纬线以及并丝、捻丝与否,都必须经过络丝机。
Wind the yarn hanks into packages. All yarn hanks, no matter they are used for warp or weft, for merging or not, for twisting or not, they have to be proceeded by winding machine.
并丝Merging
根据织物的要求,用并丝机将2-6根或更多的不同规格的单丝合并,并卷绕于并丝筒管上。According to requirements of different fabrics, merge single yarns into 2~6 plied or more yarns and wind the merged yarns to packages.
捻丝Twisting
凡需在1米内有200捻度的S向或Z向捻度的捻丝,则单丝或并丝必须通过捻丝机加捻来完成。如捻丝锭子的并丝筒管随锭子顺时针方向转的(左)捻向为S捻,相反,逆时针转向(右).捻向为Z 捻。
捻度最高一般约2800捻/米,称强捻。
If the yarn needs no less than 200 twists in one meter, no matter it is a single yarn or a multi-ply yarn, it has to be twisted by twisting machine. There are two directions of twist, one is S direction (left) and the other one is Z twist (right).
Highest twist is around 2800 twist per meter.
止捻/定型Setting
丝经加捻后,特别是强捻丝,不仅容易绉缩,而且已有捻度也不稳定,因此必须止捻,以保持捻度稳定而不绉缩。但不能因为止捻而损伤丝线强力、伸长、弹性等指标。止捻是由蒸筒箱或矩形立式蒸箱及圆筒卧式蒸箱完成。一般强捻丝在升温100℃后,蒸50分钟完成,并自然冷却。
Twisted yarn, especially high twisted yarn, is easy to crinkle and twists are not stable without setting. The purpose of setting is to fix the twists and keep the twists steady. But strength, elongation and elastic of silk yarn cannot be affected in setting. This stage is processed in steam tank. It usually takes 50 minutes at 100℃, then it will be cooled in a natural environment.
成绞Hanking
捻丝经止捻后,由于蒸汽影响捻丝丝胶而至相互粘结,有碍后道工序进行。因此,捻丝在止捻后必须从捻丝筒管上退卷成绞。(有的也可卷到适用于整经或卷纬的筒管上,可减去该工序),成绞后的捻丝经染色后,还必须经过络丝机从绞丝中展出卷绕于后道工序,即适用于整经或卷纬的筒管上。
Silk yarns are conglutinated with each other after setting because silk glue is melted and it adversely affects the next stage. Therefore, they have to be reeled into hanks after setting. (Some can be winded into the packages for warping or weft winding. If so, this stage can be skipped.) Twisted yarns in hanks have to be winded into packages by winding machine after dyeing.
整经Warping
集合络丝筒管上的单丝、并丝、捻丝、根据织物规格所需的一定经数、一定长度、一定幅度,利用整经机分条整成织品所需的经线卷绕于径轴上,这是所有梭织品必须经过的工序。
在整经时还必须通过分绞筘和定幅筘,把经线按奇、偶数分成上下两层并定幅,以便织机开口时通过纬线交织成绸。
Parallel winding the package yarns around the drum according to the ends, length, density and width of different fabrics, then rewind them around the beam.
穿综、穿筘、上机Drafting/Drawing/Looming
整经后的经轴经线,根据织品组织的组织点,依次穿综,穿筘。在穿综穿筘完成后,即将经轴连同筘和综上机,这是一台织机新上机的一个新品种的程序。如该织机是原品种的继续,则其新上机的经轴,可以免去穿综、穿筘而用接头的办法完成。
As per the construction of the fabric, draft and draw the warp yarns in sequence. After this stage is completed, get the beam into the loom together with the reed and heddle. This is the way that looming a new item. If the product is same as the old one, this stage can be skipped and only joint is needed.
织造Weaving
是由准备工程完成的经线与纬线利用丝织机使其经纬线相互交错机织成绸。素织物一般利用多臂机织造,提花织物必须用提花机织造。
Interweave warp yarns and weft yarns and make them into fabrics. Normally, plain fabrics are made by dobby looms while jacquards are manufactured by jacquard looms.
生/色坯绸检验Raw Fabric Inspection
对剑杆机和有梭织机生产的绸缎逐米进行检验,并对病疵进行分析:
a) 对上道工序的某些病疵进行有效的监控,防止今后出现同样的织疵。
b) 对可以补救的病疵进行补救。
c) 同时让后道工序(即炼染厂)对织厂的绸缎有所了解,以便更好的炼染,提高绸缎的炼染正品
率。
Inspect fabrics in loom stage one meter by another and review weave defects at the same time.
Identify defects appear in previous stage to avoid happening again.
Fix the defects that can be fixed.
Make next stage (finishing mill) know about the fabrics, so that they can degum them in a more suitable way in order to get high quality finished fabrics.
煮炼Degumming
将已经检验的生坯绸进行圈码、吊线,然后利用化学和物理方法除去真丝绸表面,即蚕丝表面的丝胶以及织造胚绸时添加的染料、着色剂和操作中的污渍等,即成为成品绸。
Degum raw fabrics by chemical and physical methods to get rid of sericin, color and spot on raw fabrics. After this stage, raw fabrics become finished ones.
白胚检验B/O Fabric Inspection
按国家标准GB/T15551~15554-1995和公司内控标准对已炼染的绸缎进行每匹检验。
Check each roll of B/O fabrics according to National Standard # GB/T15551~15554-1995 and In-house QC standard.
白胚染色Piece dye
用不同性质、不同颜色的染料与不同需要、不同纤维的炼白绸发生化学或物理化学的结合,或用化学方法在纤维上生成染料,使白胚绸染上均匀、牢固的各种颜色。
Dye B/O fabrics in even and stable colors by using dyestuffs with different natures and colors.
拉幅定型/手感Tentering/Hand Feel
采用机械的方法解决前道工序的褶皱、门幅参差不齐等问题,克服绸缎本身和在前道工序中造成的缺点,发挥并增加绸缎的服用特点。在拉幅定型的同时添加某些特殊的助剂,以增加绸缎特殊的手感效果。
Solve problems of crinkle, uneven width and other defects caused in previous stage by using mechanical methods; improve wearing characteristics of silk fabrics. If some special agents are added while tentering, silk fabrics will get special hand feel.
成品色绸检验Finished Fabric Inspection
成品绸必须经过品质检验,判定等级,作为丝织品贸易上的品质准绳,以及买卖双方的作价条件。Finished Fabric must be inspected, and then identified the grade as per the quality. The result will be taken as the condition of negotiation between the seller and the buyer.
PCB生产工艺流程
PCB生产工艺流程 一.目的: 将大片板料切割成各种要求规格的小块板料。 二.工艺流程: 三、设备及作用: 1.自动开料机:将大料切割开成各种细料。 2.磨圆角机:将板角尘端都磨圆。 3.洗板机:将板机上的粉尘杂质洗干净并风干。 4.焗炉:炉板,提高板料稳定性。 5.字唛机;在板边打字唛作标记。 四、操作规范: 1.自动开料机开机前检查设定尺寸,防止开错料。 2.内层板开料后要注意加标记分别横直料,切勿混乱。 3.搬运板需戴手套,小心轻放,防止擦花板面。 4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。 5.焗炉开机前检查温度设定值。 五、安全与环保注意事项: 1. 1.开料机开机时,手勿伸进机内。 2. 2.纸皮等易燃品勿放在焗炉旁,防止火灾。 3. 3.焗炉温度设定严禁超规定值。 4. 4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。 5. 5.用废的物料严格按MEI001规定的方法处理,防止污染环境。 七、切板 1. 设备:手动切板机、铣靶机、CCD打孔机、锣机、磨边机、字唛机、测厚仪; 2. 作用:层压板外形加工,初步成形; 3. 流程: 拆板→ 点点画线→ 切大板→ 铣铜皮→ 打孔→ 锣边成形→ 磨边→ 打字唛→测板厚 4. 注意事项: a. a. 切大板切斜边; b. b. 铣铜皮进单元; c. c. CCD打歪孔; d. d. 板面刮花。 入、环保注意事项: 1、 1、生产中产生的各种废边料如P片、铜箔由生产部收集回仓; 2、 2、内层成形的锣板粉、PL机的钻屑、废边框等由生产部收回仓变卖; 3、 3、其它各种废弃物如皱纹胶纸、废粘尘纸、废布碎等放入垃圾桶内由清洁工收走。废手套、废口罩等由生产部回仓。 4、 4、磨钢板拉所产生的废水不能直接排放,要通过废水排放管道排至废水部经其无害处理后方可排出。钻孔 一、一、目的: 在线路板上钻通孔或盲孔,以建立层与层之间的通道。
室内给排水施工工艺
室内给排水施工工艺 一、PPR管给水系统安装工艺 本安装工艺适用于室内PPR管给水系统安装工程。 1、材料性能要求 (1)、给水管及与之相应管件的品种、规格、型号、数量、外观及制作质量必须符合设计要求,并附有产品说明书和质量合格证书、包装完好,表面无划痕及外力冲击破损。 (2)、阀门安装前应做强度和严密性试验。试验应在每批(同牌号、同型号、同规格)数量中抽查10%,且不少于一个。对于安装在主干管上起切断作用的闭路阀门,应逐个做强度和严密性试验。 (3)、水表的规格应符合设计要求,热水系统选用符合温度要求的热水表,表壳铸造无砂眼、裂纹,表玻璃无损坏,铅封完整,有出厂合格证。所有进场材料不合格的不得入库,入库的合格材料保管应分类挂牌堆放。 2、施工工具与机具 (1)、砂轮切割机、手电钻、台钻、电锤、电焊机、热熔机、电动试压泵。 (2)、手锯、锤子、活扳手、螺钉旋具。 (3)、水平尺、线坠、钢卷尺、压力表。 3、作业条件 (1)、施工图纸及其他技术文件齐全,且已进行图纸技术交底,满足施工要求。施工方案、施工技术、材料机具供应等保证正常施工。 (2)、地下管道铺设前必须做到房心土回填夯实或挖到管底标高,沿管线铺设位置清理干净,管道穿墙处已留管洞或安装套管,其洞口尺寸和套管规格符合要求,坐标、标高正确。 (3)、暗装管道应在地沟未盖沟盖或吊顶未封闭前进行安装,其型钢支架均应安装完毕并符合要求。 (4)、明装托、吊干管安装必须在安装层的结构顶板完成后进行。沿管线安装位置的模板及杂物清理干净,托吊卡件均已安装牢固,位置正确。 (5)、立管安装应在主体结构完成后进行。高层建筑在主体结构达到安装条件后,适当插入进行,每层均应有明确的标高线。暗装竖井管道,应把竖井内的模板及杂物清除干净,并有防坠落措施。 (6)、支管安装应在墙体砌筑完毕,墙面未装修前进行 4、给水系统安装工艺流程 安装准备→预制加工→干管安装→立管安装→支管安装→管道试压→保温→管道水冲洗 5、施工要点 (1)、安装准备:认真熟悉图纸,参看有关专业设备图和装修建筑图,核对各种管道的坐标、标高是否有交叉,管道排列所用空间是否合理。有问题及时与设计和有关人员研究解决,办好变更洽商记录。 (2)、预制加工:按设计图纸绘制管道分路、管径、变径、预留管口、阀门位置等施工草图,在实际安装的结构位置作上标记,按标记分段量出实际安装的准确尺寸,记录在施工草图上,然后按草图测得的尺寸预制加工(断管、套螺纹、安装零件、调直、校对,按管段分组编号)。 (3)、支吊架安装: 1)管道安装时必须按不同管径和要求设置管卡或吊架,位置应准确,埋设要平整,管卡与管道接触应紧密。 2)立管和横管支吊架的间距不得大于表1-1的规定: 表1-1立管和横管支吊架的间距
装饰工程施工流程与工艺标准
装饰工程施工流程及工艺标准 一店面交底: 1)项目经理接到派工单后,由监理通知,确定第一次交底时间及地点;人员;项目经理或 工长→监理→设计师。 2)店面一次交底不要搞过场,设计图纸与报价必须吻合,缺图纸或者报价不符,监理必须 有记录报客服或副总由高层决定应对措施,图纸报价应有客户签字认可,没有签字的图纸报价,拒绝开工。 二现场交底: 1)确定图纸,报价无异议由设计师约客户确定时间,现场交底人员;设计师→监理→项目 经理→现场负责人。 2)设计师与施工负责人对照图纸现场详细交底,有异议(即改动方案)必须经客户同意确 认签字。 3)监理在履行职责同时,必须协助项目经理把该施工现场不利因素阐述于客户;墙体结构 →施工洞→顶部水平度→阴阳角垂直度→墙体龟裂,一系列因素经装修后达到何种程度,让客户提前明白现有存在问题,便于后期工程顺利完成。 4)电工或现场负责人初步与客户协商好水电位置,预估出大致费用,确定客户是否接受。 三材料验收: 1)交代完现场施工方案,项目经理提前通知监理材料进场时间,由监理联系客户验收材料, 并做详细解说。 2)材料验收完毕,客户签字认可,确定开工时间,项目经理安排成品保护事项,提前做好成品 保护。(按文明施工规范成品保护执行)。
3组织人员进场: 1)按公司形象工程规范,合理组织好施工人员,报监理登记于展示牌施工人员栏。 2)登记人员不得随便更换,让客户有安全感,如因此导致客户投诉,项目经理负全责。 四水电改造施工: 1.工艺流程:画线定位—开槽打孔—布管——验收——水泥沙浆封补 2.施工工艺标准: 1)水路改造施工时,根据厨房,卫生间实际情况及客户需求,合理定各水点及管道定位走 向。 2)开槽用无齿锯开槽,开槽顺直,凿墙深度应保证暗敷管道在墙面,地面内粉不后不应外 露,且应避免水平墙槽的开槽,防止破坏墙体结构。 3)水管应安装布局合理,横平竖直,管线不得靠近电源,与电源间距最短直线距离200 毫米槽内打眼,管线与卫生器具连接严密。 4)槽内打眼,打眼上木塞用铜丝固定。 5)改造完毕,未封闭之前由监理和客户一起进行注水打压实验,打压0。 6mpa,保持十分钟下降不超过0。 05mpa为合格,合格后用水泥砂浆缝补。 6)水路改造时须注意管道走向及遇留接口,角阀等的位置,高度尺寸的要求。坐边器给水 管安装高度一般距地面至角阀中心250 毫米,洗面盆冷热水与留接口距地面高度一般为350到 450 毫米,淋浴阀高度一般距地面接口中心线1050 毫米。 7)布冷热水管时,布管应热上冷下热,左热右冷。中心距不少于150 毫米。 五电路改造施工: 1工艺流程:划线定位→切槽开孔→布管埋盒、箱→穿线 2施工工艺标准:
生产工艺流程图及说明
(1)电解 本项目电解铝生产采用熔盐电解法:其主要生产设备为预焙阳极电解槽,项目设计采用大面六点进电SY350型预焙阳极电解槽。铝电解生产所需的主要原材料为氧化铝、氟化铝和冰晶石,原料按工艺配料比例加入350KA 预焙阳极电解槽中,通入强大的直流电,在945-955℃温度下,将一定量砂状氧化铝及吸附了电解烟气中氟化物的载氟氧化铝原料溶解于电解质中,通过炭素材料电极导入直流电,使熔融状态的电解质中呈离子状态的冰晶石和氧化铝在两极上发生电化学反应,氧化铝不断分解还原出金属铝——在阴极(电解槽的底部)析出液态的金属铝。 电解槽中发生的电化学反应式如下: 2323497094032CO Al C O Al +?-+℃ ℃直流电 在阴极(电解槽的底部)析出液态的金属铝定期用真空抬包抽出送往铸造车间经混合炉除渣后由铸造机浇铸成铝锭。电解过程中析出的O 2同阳极炭素发生反应生成以CO 2为主的阳极气体,这些阳极气体与氟化盐水解产生的含氟废气、粉尘等含氟烟气经电解槽顶部的密闭集气罩收集后送到以Al 2O 3为吸附剂的干法净化系统处理,净化后烟气排入大气。被消耗的阳极定期进行更换,并将残极运回生产厂家进行回收处置。吸附了含氟气体的截氟氧化铝返回电解槽进行电解。 电解槽是在高温、强磁场条件下连续生产作业,项目设计采用大面六点进电SY350型预焙阳极电解槽,是目前我国较先进的生产设备。电解槽为6点下料,交叉工作,整个工艺过程均自动控制。电解槽阳极作业均由电解多功能机组完成。多功能机组的主要功能为更换阳极、吊运出铝抬包出铝、定期提升阳极母线、打壳加覆盖料等其它作业。 (2)氧化铝及氟化盐贮运供料系统 氧化铝及氟化盐贮运系统的主要任务是贮存由外购到厂的氧化铝和氟化盐 ,并按需要及时将其送到电解车间的电解槽上料箱内。
室内给水管道工艺流程
室内给水管道工艺流程 4.3.1室内给水管道工艺流程 1.管道切割应采用金属锯。 2.管道套丝应采用自动套丝机。 3.管道压槽应采用专用滚槽机。 4.管道弯管应采用弯管机冷弯。 4.3.2 施工过程质量控制 1.室内埋地管应在底层土建地坪施工前安装。 2.室内埋地管道安装至外墙外应不小于1m,管口应及时封堵。 3.钢塑复合管不得埋设于钢筋混凝土结构层中。 4.管道安装宜按照先地下后地上、先大管径后小管径的顺序进行。 5.管道穿过楼板、屋面,应预留孔洞或预埋套管,预留孔洞尺寸应为管道外径加40mm;管道在墙体内暗敷设需管槽时,管槽宽度应为管道外径加30mm;且管槽 的坡度应与管道坡度一致。 6.给水引入管与排水管排出管的水平净距离不得小于1m。室内给水与排水管道 平行敷设时,两管间的最小水平净距不得小于0.5m;交叉敷设时,垂直净距不 得小于0.15m。给水管应铺在排水管上面,若给水管必须铺在排水管下面时,给水管应加套管,其长度不得小于排水管管径的3倍。 7.给水水平管道应有2‰~5‰的坡度坡向泄水装置。 8.水表安装在便于检修、不受曝晒、污染和冻结的地方。安装螺翼式水表,表前与阀门应有不小于8倍水表接口直径的直线管段。表外壳距墙面净距为10~30mm;水表进水中心标高按设计要求,允许偏差±10mm。 4.3.3 给水管道及配件安装控制重点 1.室内给水管道的水压试验必须符合设计要求。当设计未注明时,各种管道系统试验压力均为工作压力的1.5倍,但不小于0.6MPa。一般分两次进行,地下在 管道隐蔽前要进行水压试验,管道系统安装完毕后再进行水压试验。 2.水压试验时,金属及复合管给水管道系统,在试验压力下观测10min,压力降
施工工艺流程标准图册
图册编委会 主任:李辉进赵德福 执行副主任:李江华 总策划:李小东 委员:刘尚元何健辉张永清袁伟洲武乃东李海泳宋青春卢卫国曹文英郑小金许国映陈浩李伟青李成王飞王清轩何云王刚卓碧勇万长青李祖胜刘克辉扶太聚袁皇特李小兵
前言 随着安装公司规模与品质跨越发展,实行项目管理流程标准化是安装公司标准化升级的重大举措之一,也是规模发展的必然要求和实现精细化管理的有效手段,更是维护企业品牌、提升企业形象的迫切需求。安装公司组织相关人员编制本图册,旨在培训现场管理人员,提高现场质量管理水平,以期实现施工生产更加规范、科学、合理。 适用范围: 本图册适用于安装公司所属各经理部、安装公司直属项目及各经理部所属施工项目。 主要内容: 本图册主要内容包括:施工工艺标准流程。 管理要求: 本图册为安装公司项目管理流程标准化的企业标准,请各级单位认真贯彻执行。 解释与管理权限: 实施本图册时,除遵守本图册有关要求外,还应符合设计规范、施工质量验收规范及项目业主相关要求,若工程项目所在地相关标准高于此图册时,以地方标准为准。本图册由安装公司工程管理部负责解释。 编写编委会 2013年11月
目录 施工工艺标准流程 (3) 空调专业 (3) 空调给排水专业预留预埋 (3) 空调风管 (3) 风口 (3) 空调风管阀门 (3) 空调风管道橡塑保温 (3) 空调风管道橡塑板保温 (3) 螺纹连接 (3) 焊接 (3) 空调水阀门 (3) 管道橡塑保温 (3) 管道铝箔玻璃棉保温 (3) 冷水机组 (3) 空调水泵 (3) 板式热交换器 (3) 分集水器 (3) 冷却塔 (3) 空调机组 (3) 风机盘管 (3) 风机 (3) 空调稳压补水水箱 (3) 给排水专业 (3) 给水UPVC或PE塑料管粘接 (3) PPR或HDPE塑料管热熔连接 (3) 不锈钢卡压式连接 (3) 不锈钢氩弧焊接连接 (3) 卡箍连接 (3)
生产工艺流程图和工艺描述
生产工艺流程图和工艺描述 香肠工艺流程图 辅料验收原料肉验收 原料暂存肥膘解冻 精肉解冻水切丁辅料暂存分割热水漂洗1 漂洗2 加水绞肉 肠衣验收、暂存(处理)灌装、结扎 (包括猪原肠衣和蛋白肠衣) 咸水草、麻绳验收、暂存浸泡漂洗3 冷却 内包装 装箱、入库 出货
香肠加工工艺说明 加工步骤使用设备操作区域加工工艺的描述与说明 原料肉验收、暂存化验室、仓库 按照原料肉验收程序进行,并要求供应商 提供兽药残留达标保证函及兽医检疫检 验证明 辅料验收、暂 存 化验室、仓库按验收规程进行验收肥膘验收、暂 存 化验室、仓库按验收规程进行验收肠衣验收化验室按验收规程进行验收 肠衣处理腊味加工间天然猪肠衣加工前需用洁净加工用水冲洗,人造肠衣灌装前需用洁净加工用水润湿 咸水草、麻绳 验收 化验室按验收规程进行验收暂存仓库 浸泡腊味加工间咸水草、麻绳加工前需用洁净加工用水浸泡使之变软 解冻解冻间肉类解冻分 割间 ≤18℃、18~20h恒温解冻间空气解冻 分割分割台、刀具肉类解冻分 割间 将原料肉筋键、淋巴、脂肪剔除、并分割 成约3cm小肉块 加工步骤使用设备操作区域加工工艺的描述与说明 漂洗2 水池肉类解冻分 割间 加工用水漂洗,将肉的污血冲洗干净 绞肉绞肉机肉类解冻分 割间 12℃以下,采用Φ5mm孔板 肥膘切丁切丁机肉类解冻分 割间 切成0.5cm长的立方
漂洗1 水池肉类解冻分 割间 水温45-60℃,洗去表面游离油脂、碎肉 粒 灌装、结扎灌肠机香肠加工间按产品的不同规格调节肠体长度,处理量800~1200kg/h ,温度≦12℃ 漂洗3 水池香肠加工间水温45~60℃,清洗肠体表面油脂、肉碎 冷却挂肠杆预冷车间12℃下冷却0.5~1小时,中心温度≦25℃ 内包装真空机、电子 秤、热封口机 内包装间 将待包装腊肠去绳后按不同规格称重,装 塑料袋、真空包装封口 装箱、入库扣扎机、电子 秤 外包装间、成 品仓库 将真空包装的产品装彩袋封口,按不同规 格装箱、核重、扣扎放入成品库并挂牌标 识。
线路板制作工艺流程
线路板制作工艺流程(一) 作者:pcbinf 发表时间:2009-10-15 前言 在印制电路板制造过程中,涉及到诸多方面的工艺工作,从工艺审查到生产到最终检验,都必须考虑到工艺质量和生产质量的监测和控制。为此,将曾通过生产实践所获得的点滴经验提供给同行,仅供参考。 第一章工艺审查和准备 工艺审查是针对设计所提供的原始资料,根据有关的"设计规范"及有关标准,结合生产实际,对设计部位所提供的制造印制电路板有关设计资料进行工艺性审查。工艺审查的要点有以下几个方面: 1,设计资料是否完整(包括:软盘、执行的技术标准等); 2,调出软盘资料,进行工艺性检查,其中应包括电路图形、阻焊图形、钻孔图形、数字图形、电测图形及有关的设计资料等; 3,对工艺要求是否可行、可制造、可电测、可维护等。 第二节工艺准备 工艺准备是在根据设计的有关技术资料的基础上,进行生产前的工艺准备。工艺应按照工艺程序进行科学的编制,其主要内容应括以下几个方面:
1,在制定工艺程序,要合理、要准确、易懂可行; 2,在首道工序中,应注明底片的正反面、焊接面及元件面、并且进行编号或标志; 3,在钻孔工序中,应注明孔径类型、孔径大小、孔径数量; 4,在进行孔化时,要注明对沉铜层的技术要求及背光检测或测定; 5,孔后进行电镀时,要注明初始电流大小及回原正常电流大小的工艺方法; 6,在图形转移时,要注明底片的药膜面与光致抗蚀膜的正确接触及曝光条件的测试条件确定后,再进行曝光; 7,曝光后的半成品要放置一定的时间再去进行显影; 8,图形电镀加厚时,要严格的对表面露铜部位进行清洁和检查;镀铜厚度及其它工艺参数如电流密度、槽液温度等; 9,进行电镀抗蚀金属-锡铅合金时,要注明镀层厚度; 10,蚀刻时要进行首件试验,条件确定后再进行蚀刻,蚀刻后必须中和处理; 11,在进行多层板生产过程中,要注意内层图形的检查或AOI检查,合格后再转入下道工序; 12,在进行层压时,应注明工艺条件; 13,有插头镀金要求的应注明镀层厚度和镀覆部位; 14,如进行热风整平时,要注明工艺参数及镀层退除应注意的事项;
给排水施工方案
给排水工程施工方案 一、编制依据 1.1泰州茂业天地观园(五号地块)给排水施工图纸(北京世纪中天国际建筑设计有限公司,工程代号JS-11-09) 1.2设计依据 1、现行国家设计规范及标准 2、有关城市建设基础资料 3、业主的设计要求及有关产品的使用说明 《建筑给水排水设计规范》GB50010-2003(2009年版) 《建筑设计防火规范》GB50016-2014 《建筑给水排水及采暖工程施工质量验收规范》50242-2002 《给水排水管道工程施工及验收规范》50286-2008 《汽车库、修车库、停车库设计防火规范》GB50067-2014 《建筑给水排水制图标准》GB/T50106-2010 《民用建筑节水设计标准》GB50555-2010 《江苏省绿色建筑设计标准》DGJ32J173-2014 二、工程概况 2.1、本项目位于泰州市内,位于工农和东风北路附近。总用地面积37590m ,拟建总建筑面积191946.6m由1栋17层高层住宅(1#楼)楼高50.4m,1栋18层高层住宅(2#楼B 座)楼高5 3.0m,5栋8座34层高层住宅(2#楼A座、3#楼A、B座、4#楼、5#楼A、B座、6#楼A、B座)楼高99.7m及一层地下室及地下室夹层组成。其中地下室除部分作为设备房外其余均为车库。本项目为一类高层住宅建筑,由市政两路供水。于地下一层设置生活水泵房,泵房内设置4套无负压供水装置,以满足项目生活加压供水要求。地下一层3#楼投影范围内设置消防水泵房及消防水池一座。消防水池有效容积为270吨。消防水泵房内设置室内消火栓泵及喷淋泵各两台满足项目一次火灾灭火要求。
施工工艺流程及验收标准
曦之湖花园工程 施工工艺专项施工方案 编制人:阮剑明 审核人:阮剑明 审批人:秦炳灿 浙江舜江建设集团有限公司
绍兴景瑞·曦之湖花园工程项目部 二0一四年十月三十日 目录 基础工程 (3) 模板工程 (6) 钢筋工程 (9) 混凝土工程 (12) 砌体工程 (16) 抹灰工程 (18) 楼地面水泥砂浆 (21) 饰件工程 (24) 水泥砂浆刚性防水层施工工艺 (27)
基础工程 一)施工工艺流程:定位放线→复核(包括轴线,方向)→桩机就位→打桩→测桩→基槽开挖→锯桩→浇筑砼垫层→轴线引设→承台模板及梁底板安装→钢筋制安→承台模板及基础梁侧板安装→基础模板、钢筋验收→浇筑基础砼→养护→基础砖砌筑→回填土 二)技术要求及验收标准: 1. 天然基础基槽(坑)机械开挖应设置标高控制点,预留20㎝~40㎝土体用人工清槽,以免扰动基底土体,且基槽(坑)底必须平整坚实,开挖后应及时浇筑砼垫层。 2. 基坑开挖前须对边坡稳定(无支护基坑)、支护型式(有支护基坑)、降水措施、挖土方案、运土路线、土方堆放位置等编制好施工方案,经审查批准后方可开工。 3. 天然基础承台必须满足刚性角的要求,否则必须与设计联系进行处理。 深基坑或基础地质情况及周边环境较为复杂的必须严格按照专项施工方案的要求进行施工支护和开挖,承台埋置较深可能对附近已有建筑物及市政设施造成影响的要在施工期间落实相应的监控措施及应急救援措施。 4. 桩与承台的连接:桩顶嵌入承台的长度对于桩直径不小于800mm的不宜小于100mm,对于250 电路板工艺流程 一.目的: 将大片板料切割成各种要求规格的小块板料。 二.工艺流程: 三、设备及作用: 1.自动开料机:将大料切割开成各种细料。 2.磨圆角机:将板角尘端都磨圆。 3.洗板机:将板机上的粉尘杂质洗干净并风干。 4.焗炉:炉板,提高板料稳定性。 5.字唛机;在板边打字唛作标记。 四、操作规范: 1.自动开料机开机前检查设定尺寸,防止开错料。 2.内层板开料后要注意加标记分别横直料,切勿混乱。 3.搬运板需戴手套,小心轻放,防止擦花板面。 4.洗板后须留意板面有无水渍,禁止带水渍焗板,防止氧化。 5.焗炉开机前检查温度设定值。 五、安全与环保注意事项: 1.1.开料机开机时,手勿伸进机内。 2.2.纸皮等易燃品勿放在焗炉旁,防止火灾。 3.3.焗炉温度设定严禁超规定值。 4.4.从焗炉内取板须戴石棉手套,并须等板冷却后才可取板。5.5.用废的物料严格按MEI001规定的方法处理,防止污染环境。 七、切板 1. 设备:手动切板机、铣靶机、CCD打孔机、锣机、磨边机、字唛机、测厚仪; 2. 作用:层压板外形加工,初步成形; 3. 流程: 拆板→点点画线→切大板→铣铜皮→打孔→锣边成形→磨 边→打字唛→测板厚 4. 注意事项: a. 切大板切斜边; b.铣铜皮进单元; c. CCD打歪孔; d. 板面刮花。 八、环保注意事项: 1、生产中产生的各种废边料如P片、铜箔由生产部收集回仓; 2、内层成形的锣板粉、PL机的钻屑、废边框等由生产部收回仓变卖; 3、其它各种废弃物如皱纹胶纸、废粘尘纸、废布碎等放入垃圾桶内由清洁工收走。废手套、废口罩等由生产部回仓。 4、磨钢板拉所产生的废水不能直接排放,要通过废水排放管道排至废水部经其无害处理后方可排出。 钻孔 一、目的: 在线路板上钻通孔或盲孔,以建立层与层之间的通道。 二、工艺流程: 1.双面板: AHF生产工艺流程示意图和工艺说明 干燥的萤石粉经螺旋机进入斗式提升机、卸入萤石粉储仓,再由储仓定时加入萤石计量斗,经电子秤,变频调节螺旋输送机将萤石粉定量送入反应器。 来自硫酸储槽的98%硫酸经电磁流量计、调节阀调节流量送至H2SO4吸收塔吸收尾气中的HF,而后进入洗涤塔洗涤反应气体夹带的粉尘及其夹带的重组分,然后进入混酸槽。发烟硫酸经电磁流量计、调节阀调节流量与98%硫酸配比计量后一并送至混酸槽。在混酸槽中经过混合,使SO3与98%硫酸中的水分及副反应水分充分反应,达到进料酸中水含量为零,而后进入反应器。进入反应器的萤石和硫酸严格控制配比,在加热的条件下氟化钙和硫酸进行反应。反应所需热量由通过转炉夹套的烟道气提供。烟道气来自燃烧炉由煤气燃烧产生。煤气发生炉产生的煤气经管道输送至燃烧炉。离开回转反应炉夹套的烟道气经烟道气循环风机大部分循环回燃烧炉,少量烟道气经烟囱排空。反应系统为微负压操作,炉渣干法处理。 反应生成的粗氟化氢气体,首先进入洗涤塔除去水分、硫酸和粉尘。洗涤塔出来的气体经粗冷器将其大部分水分、硫酸冷凝回洗涤塔。粗冷后的气体经HF水冷、一级冷凝器和二级冷凝器将大部分HF 冷凝,冷凝液流入粗氟化氢中间储槽;未凝气为SO2、CO2、SiF4、惰性气体及少量HF进入H2SO4吸收塔,用硫酸吸收大部分HF后进入尾气处理系统。粗HF凝液自粗HF中间储槽定量进入精馏塔,塔底为重组分物料,返回洗涤酸循环系统,塔顶HF经冷凝后进入脱气塔,从脱气塔底部得到无水氟化氢经成品冷却器冷却后进入AHF检验槽,分 析合格后进入AHF 储槽,后送至充装工序灌装槽车或钢瓶出售。从脱气塔顶排出的低沸物和部分未凝HF 气一起进入H 2SO 4吸收塔,在此大部分HF 被硫酸吸收。工艺尾气经水洗、碱洗后,除去尾气中的SiF 4及微量HF ,生成氟硅酸,废气经洗涤处理后达标排放。生产装置采用DCS 集散控制系统。 其化学反应过程如下: CaF 2+H 2SO 4?→? 2HF ↑+CaSO 4 (1) SiO 2+4HF ?→? SiF 4+2H 2O (2) SiF 4+2HF ?→ ?H 2SiF 6 (3) CaCO 3+H 2SO 4 ?→ ?CaSO 4+H 2O +CO 2 (4) ·生产采取的工艺技术主要包括7个生产装置 萤石干燥单元 萤石给料计量单元 酸给料计量单元 反应单元 精制单元 尾气回收单元 石膏处理单元 附:生产工艺流程示意图 ↓ ↓ PCB电路板工艺流程(1) PCB(印刷电路板)的原料是玻璃纤维,这种材料我们在日常生活中出处可见,比如防火布、防火毡的核心就是玻璃纤维,玻璃纤维很容易和树脂相结合,我们把结构紧密、强度高的玻纤布浸入树脂中,硬化就得到了隔热绝缘、不易弯曲的PCB 基板了--如果把PCB板折断,边缘是发白分层,足以证明材质为树脂玻纤。 光是绝缘板我们不可能传递电信号,于是需要在表面覆铜。所以我们把PCB板也称之为覆铜基板。在工厂里,常见覆铜基板的代号是FR-4,这个在各家板卡厂商里面一般没有区别,所以我们可以认为大家都处于同一起跑线上,当然,如果是高频板卡,最好用成本较高的覆铜箔聚四氟乙烯玻璃布层压板。 覆铜工艺很简单,一般可以用压延与电解的办法制造,所谓压延就是将高纯度(>99.98%)的铜用碾压法贴在PCB基板上--因为环氧树脂与铜箔有极好的粘合性,铜箔的附着强度和工作温度较高,可以在260℃的熔锡中浸焊而无起泡。 这个过程颇像擀饺子皮,最薄可以小于1mil(工业单位:密耳,即千分之一英寸,相当于0.0254mm)。如果饺子皮这么薄的话,下锅肯定漏馅!所谓电解铜这个在初中化学已经学过,CuSO4电解液能不断制造一层层的"铜箔",这样容易控制厚度,时间越长铜箔越厚!通常厂里对铜箔的厚度有很严格的要求,一般在0.3mil 和3mil之间,有专用的铜箔厚度测试仪检验其品质。像古老的收音机和业余爱好者用的PCB上覆铜特别厚,比起电脑板卡工厂里品质差了很远。 控制铜箔的薄度主要是基于两个理由:一个是均匀的铜箔可以有非常均匀的电阻温度系数,介电常数低,这样能让信号传输损失更小,这和电容要求不同,电容要求介电常数高,这样才能在有限体积下容纳更高的容量,电阻为什么比电容个头要小,归根结底是介电常数高啊! 其次,薄铜箔通过大电流情况下温升较小,这对于散热和元件寿命都是有很大好处的,数字集成电路中铜线宽度最好小于0.3cm也是这个道理。制作精良的PCB 成品板非常均匀,光泽柔和(因为表面刷上阻焊剂),这个用肉眼能看出来,但要光看覆铜基板能看出好坏的人却不多,除非你是厂里经验丰富的品检。 对于一块全身包裹了铜箔的PCB基板,我们如何才能在上面安放元件,实现元件--元件间的信号导通而非整块板的导通呢?板上弯弯绕绕的铜线,就是用来实现电信号的传递的,因此,我们只要把铜箔蚀掉不用的部分,留下铜线部分就可以了。 如何实现这一步,首先,我们需要了解一个概念,那就是"线路底片"或者称之为"线路菲林",我们将板卡的线路设计用光刻机印成胶片,然后把一种主要成分对特定光谱敏感而发生化学反应的感光干膜覆盖在基板上,干膜分两种,光聚合型和光分解型,光聚合型干膜在特定光谱的光照射下会硬化,从水溶性物质变成水不溶性而光分解型则正好相反。 这里我们就用光聚合型感光干膜先盖在基板上,上面再盖一层线路胶片让其曝光,曝光的地方呈黑色不透光,反之则是透明的(线路部分)。光线通过胶片照射到感光干膜上--结果怎么样了?凡是胶片上透明通光的地方干膜颜色变深开始硬化,紧紧包裹住基板表面的铜箔,就像把线路图印在基板上一样,接下来我们经过显影步骤(使用碳酸钠溶液洗去未硬化干膜),让不需要干膜保护的铜箔露出来,这称作脱膜(Stripping)工序。接下来我们再使用蚀铜液(腐蚀铜的化学药品)对基板进行 一、乳胶漆工艺流程 一、工艺流程 基层处理→ 满刮腻子两遍→ 底层涂料→ 中层涂料两遍→ 乳胶漆面层喷涂→清扫。 二、施工工艺 1、基层处理 先将装修表面上的灰块、浮渣等杂物用开刀铲除,如表面有油污,应用清洗剂和清水洗净,干燥后再用棕刷将表面灰尘清扫干净;表面清扫后,用水与界面剂(配合比为10:1)的稀释液滚刷一边,再用底层石膏或嵌缝石膏将底层不平处填补好,石膏干透后局部需贴牛皮纸或专用墙布进行防裂处理,干透后进行下一步施工; 2、满刮两遍腻子 第一遍应用胶皮刮板满刮,要求横向刮抹平整、均匀、光滑,密实平整,线角及边棱整齐为度。尽量刮薄,不得漏刮,接头不得留槎,注意不要沾污门窗框及其他部位,否则应及时清理。待第一遍腻子干透后,用粗砂纸打磨平整。注意操作要平衡,保护棱角,磨后用棕扫帚清扫干净; 第二遍满刮腻子方法同第一遍,但刮抹方向与前腻子相垂直。然后用粗砂纸打磨平整,否则必须进行第三遍、第四遍,用300W太阳灯侧照墙面或天棚面用粗砂纸打磨平整,最后用细砂纸打磨平整光滑为准。 3、底层涂料 施工应在干燥、清洁、牢固的层表面上进行,喷涂一遍,涂层需均匀,不得漏涂。 4、中层涂料施工: 涂刷第一遍中层涂料前如发现有不平整之处,用腻子补平磨光。涂料在使用前应用手提电动搅拌枪充分搅拌均匀。如稠度较大,可适当加清水稀释,但每次加水量需一致,不得稀稠不一。然后将涂料倒入托盘,用涂料滚子醮料涂刷第一遍。滚子应横向涂刷,然后再纵向滚压,将涂料赶开,涂平。滚涂顺序一般为从上到下,从左到右,先远后近,先边角棱角、小面后大面。要求厚薄均匀,防止涂料过多流坠。滚子涂不到有阴角处,需用毛刷补充,不得漏涂。要随时剔除沾在墙上的滚子毛。一面墙要一气呵成。避免接槎刷迹重叠现象,沾污到其他部位的涂料要及时用清水擦净。第一遍中层涂料施工后,一般需干燥4H以上,才能进行下道磨光工序。如遇天气潮湿,应适当延长间隔时间。然后,用细砂纸进行打磨,打磨时用力要轻而匀,并不得磨穿涂层,磨的将表面清扫干净;第二遍中层涂产刷与第一遍相同,但不再磨光。涂刷后,应达到一般乳胶漆高级刷浆的要求;(如果前面腻子和涂料底层处理的好可以不进行本层的深刷) 5、乳胶漆面层喷涂 PCB(印刷电路板)的原料是玻璃纤维,这种材料我们在日常生活中出处可见,比如防火布、防火毡的核心就是玻璃纤维,玻璃纤维很容易和树脂相结合,我们把结构紧密、强度高的玻纤布浸入树脂中,硬化就得到了隔热绝缘、不易弯曲的PCB基板了--如果把PCB板折断,边缘是发白分层,足以证明材质为树脂玻纤。 光是绝缘板我们不可能传递电信号,于是需要在表面覆铜。所以我们把PCB板也称之为覆铜基板。在工厂里,常见覆铜基板的代号是FR-4,这个在各家板卡厂商里面一般没有区别,所以我们可以认为大家都处于同一起跑线上,当然,如果是高频板卡,最好用成本较高的覆铜箔聚四氟乙烯玻璃布层压板。 覆铜工艺很简单,一般可以用压延与电解的办法制造,所谓压延就是将高纯度(>99.98%)的铜用碾压法贴在PCB基板上--因为环氧树脂与铜箔有极好的粘合性,铜箔的附着强度和工作温度较高,可以在260℃的熔锡中浸焊而无起泡。 这个过程颇像擀饺子皮,最薄可以小于1mil(工业单位:密耳,即千分之一英寸,相当于0.0254mm)。如果饺子皮这么薄的话,下锅肯定漏馅!所谓电解铜这个在初中化学已经学过,CuSO4电解液能不断制造一层层的"铜箔",这样容易控制厚度,时间越长铜箔越厚!通常厂里对铜箔的厚度有很严格的要求,一般在0.3mil和3mil之间,有专用的铜箔厚度测试仪检验其品质。像古老的收音机和业余爱好者用的PCB上覆铜特别厚,比起电脑板卡工厂里品质差了很远。 控制铜箔的薄度主要是基于两个理由:一个是均匀的铜箔可以有非常均匀的电阻温度系数,介电常数低,这样能让信号传输损失更小,这和电容要求不同,电容要求介电常数高,这样才能在有限体积下容纳更高的容量,电阻为什么比电容个头要小,归根结底是介电常数高啊! 其次,薄铜箔通过大电流情况下温升较小,这对于散热和元件寿命都是有很大好处的,数字集成电路中铜线宽度最好小于0.3cm也是这个道理。制作精良的PCB成品板非常均匀,光泽柔和(因为表面刷上阻焊剂),这个用肉眼能看出来,但要光看覆铜基板能看出好坏的人却不多,除非你是厂里经验丰富的品检。 对于一块全身包裹了铜箔的PCB基板,我们如何才能在上面安放元件,实现元件--元件间的信号导通而非整块板的导通呢?板上弯弯绕绕的铜线,就是用来实现电信号的传递的,因此,我们只要把铜箔蚀掉不用的部分,留下铜线部分就可以了。 如何实现这一步,首先,我们需要了解一个概念,那就是"线路底片"或者称之为"线路菲林",我们将板卡的线路设计用光刻机印成胶片,然后把一种主要成分对特定光谱敏感而发生化学反应的感光干膜覆盖在基板上,干膜分两种,光聚合型和光分解型,光聚合型干膜在特定光谱的光照射下会硬化,从水溶性物质变成水不溶性而光分解型则正好相反。 这里我们就用光聚合型感光干膜先盖在基板上,上面再盖一层线路胶片让其曝光,曝光的地方呈黑色不透光,反之则是透明的(线路部分)。光线通过胶片照射到感光干膜上--结果怎么样了?凡是胶片上透明通光的地方干膜颜色变深开始硬化,紧紧包裹住基板表面的铜箔,就像把线路图印在基板上一样,接下来我们经过显影步骤(使用碳酸钠溶液洗去未硬化干膜),让不需要干膜保护的铜箔露出来,这称作脱膜(Stripping)工序。接下来我们再使用蚀 U-PVC排水管道安装施工工序工艺 一、施工工序: 安装准备→定位放线→预制加工→干管安装→立管安装→支管 安装→卡架安装→管道灌水试验→管道通水通球试验 二、施工工艺: 1. 施工准备 认真熟悉图纸,参看有关专业设备图和建筑装修图,核对各种 管道的坐标、标高是否有交叉,管道排列所用空间是否合理。有问题及时与设计和有关人员研究解决,办好变更记录。 2. 材料准备及要求 (1)管材采用硬质聚氯乙烯U-PVC管材及管件粘接。所用管材及粘接剂应是同一厂家配套产品,应与卫生洁具连接相适宜,并有产品 合格证及说明书。所有材料进场时,必须经过监理、甲方检验合格后方可用于工程,严禁不合格材料进入施工现场。 (2)管材内外表层应光滑,无气泡、裂纹,管壁薄厚均匀,色泽一致。 直管段挠度不大于1%。管件造型应规矩、光滑,无毛刺。承口应有梢度,并与插口配套。 3.干管安装 在整个楼层施工过程中,应配合土建作好管道穿越墙壁和楼板的预留孔洞。预留孔洞尺寸按规范规定执行。管道安装前应检查预留孔洞的位置和标高,并应清除管材和管件的污垢。首先根据设计图纸要求的坐标、标高预留槽洞或预埋套管。埋入地下时,按设计坐标、标高、坡向,坡度开挖槽沟并夯实。采用托吊管安装时应按设计坐标、标高、坡向做好托、吊架。施工条件具备时,将预制加工好的管段,按编号运至安装部位进行安装。各管段粘 连时也必须按粘接工艺依次进行。全部粘连后,管道要直,坡度均匀,各预留口位置准确。。干管安装完后应做闭水试验,出口用充气橡胶堵封闭,达到不渗漏,水位不下降为合格。地下埋设管道应先用细砂回填至管上皮100mm,上覆细土,夯实时勿碰损管道。托吊管粘牢后再按水流方向找坡度。最后将预留口封严和堵洞。 4.立管安装 首先按设计坐标要求,将洞口预留或后剔,洞口尺寸不得过大,更不可损伤受力钢筋。安装前清理场地,根据需要支搭操作平台。 将已预制好的立管按编号运到安装部位。首先清理已预留的伸缩节,将锁母拧下,取出U型橡胶圈,清理杂物。复查上层洞口是否合适。立管插入端应先划好插入长度标记,然后涂上胶水。安装时先将立管上端深入上一层洞口内,垂直用力插入至标记为止(一般预留胀缩量为20~30mm)。检查口按照图纸要求安装,设置高度距离该层地面1m,检查口方向应面向便于清扫方向。 合适后即用PVC专用卡子固定。然后找正找直,并测量三通口中心及检查口是否符合要求。无误后即可堵洞,并将上层预留伸缩节封严。排水管的90O弯头必须使用两个450弯头连接,排水立管和横管的连接、横管与横管的连接必须使用TY型三通或45°Y型斜四通,严禁使用T型三通及正型四通排水。 5.支管安装 清理场地,按需要支搭操作平台。将预制好的支管按编号运至现场。清除各粘接部位的污物及水分。将支管水平初步吊起,涂抹粘接剂,用力推入预留管口。根据管段长度调整好坡度。合适后固定管卡,封闭各预留管口和堵洞。 6.器具连接管安装 核查建筑物地面、墙面作法、厚度。找出预留口坐标、标高。 产品生产流程图 3.4回流炉的温度设定依照后页的温度曲线要求。 3.5目检作业依照《PCBA目检作业指导书》进行作业。 3.6焊接 3.6.1焊接操作的基本步骤: (1)、准备施焊;左手拿焊丝,右手握烙铁,进入备焊状态。要求烙铁头保持干净,无焊渣等氧化物,并在表面镀有一层焊锡。 (2)、加热焊件;烙铁头靠在两焊件的连接处,加热整个焊件全体,时间大约1~2秒钟。对于在印制板上焊接件 来说,要注意使烙铁同时接触焊盘的元器件的引线。 (3)、送入焊丝;焊接的焊接面被加热到一定温度时,焊锡丝从烙铁对面接触焊件。 (4)、移开焊丝;当焊锡丝熔化一定量后,立即向左上450 方向移开焊锡丝。 (5)、移开烙铁;焊锡浸润焊盘的焊部位以后,向右上450方向移开烙铁,结束焊接。从第三步开始到第五步结束, 时间大约1~3秒钟。 3.6.2常见的不良焊点及其形成原因 3.6.3正确的防静电操作 1操作ES D元件时必须始终配戴不良好的接地的手带,手带须与人的皮肤相触。 2必须用保护罩运送和储存静电敏感元件。 3清点元器件时尽可能不将其从保护套中取出来。 4只有在无静电工作台才可以将元件从保护套中取出来。 5在无防静电设备时,不准将静电敏感元件用手传递。 6避免衣服和其它纺织品与元件接触。 7最好是穿棉布衣服和混棉料的短袖衣。 8将元件装入或拿出保护套时,保护套要与抗静电面接触。 9保护工作台或无保护的器件远离所有绝缘材料。 10当工作完成后将元件放回保护套中。 11必须要用的文件图纸要放入防静电套中,纸会产生静电。 12不可让没带手带者触摸元件,对参观者要留意这点。 13不可在有静电敏感的地方更换衣服。 14取元件时只可拿元件的主体。 15不可将元件在任何表面滑动。 16每日测试手带 3.7组装 组装流程 3.8功能检测 将阅读器通过RS-232或USB连接PC,在PC上向阅读器发送操作指令,把阅读距离测试模拟卡放在阅读器上 方3mm~10mm之间,阅读器对操作指令进行应答,并把结果返回PC。 3.9产品包装 3.9.1码放规格: PCB板制造工艺流程 PCB板的分类 1、按层数分:①单面板②双面板③多层板 2、按镀层工艺分:①热风整平板②化学沉金板③全板镀金板④热风整平+金手指 3、⑤ 化学沉金+金手指4、⑥全板镀金+金手指5、⑦沉锡⑧沉银⑨OSP板 各种工艺多层板流程 ㈠热风整平多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——热风整平——铣外形——电测——终检——真空包装 ㈡热风整平+金手指多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——镀金手指——丝印字符——热风整平——铣外形——金手指倒角——电测——终检——真空包装 ㈢化学沉金多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——化学沉金——丝印字符——铣外形——电测——终检——真空包装 ㈣全板镀金板多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀镍金、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——铣外形——电测——终检——真空包装(全板镀金板外层线路不补偿) ㈤全板镀金+金手指多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外光成像①(外层磨板、外层贴膜、菲林对位、曝光、显影)——图形电镀铜——镀镍金——外光成像②(W—250干膜)——镀金手指——褪膜——蚀刻——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——镀金手指——丝印字符——铣外形——金手指倒角——电测——终检——真空包装 ㈥化学沉金+金手指多层板流程:开料——内层图像转移:(内层磨板、内层贴膜、菲林对位、曝光、显影、蚀刻、褪膜)——AOI——棕化——层压——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——化学沉金——丝印字符——外光成像②(交货面积>1平方米)/贴蓝胶带(交货面积≤1平方米)——镀金手指——铣外形——金手指倒角——电测——终检——真空包装 ㈦单面板流程(热风整平为例):开料——钻孔——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——AOI——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——热风整平——铣外形——电测——终检——真空包装(注:①因没有金属化孔,所以没有电测与沉铜板镀②外层线路菲林除全板镀金板用正片菲林外,其它都用负片) ㈧双面板流程(热风整平为例):开料——钻孔——沉铜——板镀——外层图像转移:(外层磨板、外层贴膜、菲林对位、曝光、显影、图镀、褪膜、蚀刻、褪锡)——丝印阻焊油墨——阻焊图像转移:(菲林对位、曝光、显影)——丝印字符——热风整平——铣外形—— 1、排水沟施工工艺流程 1.1施工工艺 测量、放线→土方开挖→垫层→浇筑砼墙→抹灰→砼压顶→盖板安装。 1.2施工准备 按照体育场场地工艺图纸要求准备水泥、钢筋、砂子、模板等材料工具,并按工作量及工期要求调配施工人员按时进场。 1.3施工要点 为保证钢筋混凝土盖板的强度,在钢筋绑扎、混凝土配比、振捣等工序配专职质检员检查并记录。排水沟沟盖板的标高要严格控制,每块沟盖板的进水孔要调齐,沟盖板要用模板预制。 2、施工流程及方案 2.1预制水沟盖板: 在施工现场预制沟盖板,达到设计强度的70%后再运至施工部位进行安装。 2.1.1按照图纸设计的盖板规格制作模板,一定保证模板稳定,不许出现变形。 2.1.2按照图纸要求布置钢筋。 2.1.3注意箍筋弯头位置要错开绑扎。 2.1.4在砼浇捣前要校准模具的角度和尺寸,并作临时固定。 2.2浇筑排水沟: 2.2.1应准备:洋镐、铁锹、风钻、小推车.组织人员进行图纸熟悉、了解每段高程,测量给出标桩,应注明下挖深度。土方开挖应在给定施工段进行,该工程排水沟槽开挖无须放坡及支撑,主要是每个施工人员了解自己在该段的下挖深度,以免造成返工,排水沟底视土质情况可留出10~15m土层不挖,留作垫层之用。 2.2.2 土方开挖后,质检人员要认真对土方开挖后基槽进行测量,对不合格之处要进行修理,对超挖、欠挖处要进行挖方后或填方处理,确认达到要求后方可进行下道工序。土方开挖过程中,要注意轴线、深度,两人同时在同一段施工时不能面对进行,以避免撞伤,应背向施工并保持一定距离,在每段相接处尤其重要。 2.2.3砼工程施工前应做出配合比试验,对现场要进行称量工作,以保证砼配合比的准确性。砼施工对该道工序来讲,一定要保证其密实度,因为以坡度进行排水的无任何管道,该沟内沉沙井将长期积水,所以要求砼垫层在施工一定要保证其质量,采用平板振动器至少振3~5遍方可。砼工程在施工时要注意使用的机械电源要有可靠的保证,不得产生跑电、漏电现象,施工人员要佩戴安全所须的工作服装,必须穿绝缘胶鞋进行施工,以免造成意外事故。 2.3排水沟沟壁施工 2.3.1 采用钢筋混凝土浇筑,本道工序以水泥工为主,该工序对全工程起到决定性的作用,它进度的快慢决定了整个工程的工期,为了确保工程进度,本公司将投入足够的人力物力。 2.3.2 浇筑前应对砼垫层进行抄平工作,在确认垫层达到要求后,方可进行浇筑工作,浇筑时应进行拉线操作,对凹凸不平之处用细石砼填补,使得沟面达到一致坡度,防止在同一坡度线上产生错位等现象。 2.3.3 浇筑沟壁时,应按照浇筑规范进行,对所用砼要保证质量,所用水泥必须有出厂合格证书,现场对水泥要进行安定性试验,对水泥砂浆的配合比要严格控制,并随机做出水泥砂浆试块,按期做出强度试验报告。 2.3.4 地沟抹灰采用1:2水泥砂浆进行,对沟底抹灰时标高应严格控制。该工程采用地沟排水,故坡高要按设计图纸严格控制,不得产生出现积水现象。要随抹随压光,因地沟带一定的坡度,在抹灰过程对抹灰砂浆的配合一定应按照比例进行拌合。沟壁的抹灰一定光滑平整,均保持颜色一致。线路板工艺流程
生产工艺流程示意图和工艺说明
PCB电路板工艺流程(1)
施工工艺做法及流程
PCB线路板的生产工艺流程
给排水管道安装施工工序工艺
产品生产流程图及工艺控制说明
PCB板制造工艺流程
排水沟施工工艺流程